- 기호설명 - b
t: 배 플두께
D : 연소실 직경 D
a: 공기유입구 직경 D
f: 연료유입구 직경
D
i,m: i 화학종의 질량확산계수 D
i: 원형튜브 내부직경
L : 연소실 길이 L
b: 입구튜브 길이 P : 압력
r
a: 공기유입구 반경방향 위치 Re : , 레이놀즈 수 U
cD
f/
S
F: 2 차 유동의 크기 , (V
2+W
2)
1/2/U
cU
c: 배플 출구면 중심속도 U : 축 방향 속도
′′
: 레이놀즈 응력
<학술논문>
DOI https://doi.org/10.3795/KSME-B.2017.41.9.623ISSN 1226-4881(P rint)
2288-5324(Online)
다공배플 두께가 마이크로 연소기의 유동 및 혼합특성에 미치는 영향
김 원 현* · 박 태 선*
경북대학교 기계공학부
*
Effects of Multi-hole Baffle Thickness on Flow and Mixing Characteristics of Micro Combustor
Won Hyun Kim* and Tae Seon Park*
* School of Mechanical Engineering, Kyungpook Nat’l Univ.
(Received April 10, 2017 ; Revised May 22, 2017 ; Accepted June 14, 2017)
Key Words: B affle Thickness( 배플두께 ), Recirculating Flow( 재순환유동 ), Mixing Length( 혼합길이 ), Lobed
열편형상 차 유동
Shape( ), Secondary Flow(2 )
초록 : 다공배플을 가진 마이크로연소기에 레이놀즈응력 난류모형을 이용하여 난류유동 및 혼합특성에 대한 수치해석 연구를 수행하였다 다공배플은 연소실 내부에 다수의 차원 와유동을 발생시키는 기하 . 3 학적 특징을 가지고 있다 그러한 형상특징 중에서 배플두께를 변화시킬 경우 와유동구조의 다양한 변 . 화가 얻어졌다 여러 와유동중에서 연료유동으로부터 생성된 와유동은 혼합도 증가에 결정적 역할을 하 . 였다 연소실 내부의 차원 와유동구조는 배플두께 변화에 따른 유동의 발달상태에 의존하였다 특히 . 3 . , 배플두께가 연료유입구 직경보다 작을수록 배플구멍 제트유동의 속도분포는 포물선형태에서 안장모양 의 형태로 변하였다 연소실내부의 재순환영역크기 및 혼합도는 이러한 제트유동구조에 밀접한 상관관 . 계를 가졌다.
Abstract: Flow structure and mixing characteristics in a micro combustor with a multi-hole baffle were numerically studied using the Reynolds stress model. The multi-hole baffle has geometrical features to produce multiple three-dimensional vortices inside combustion chamber. When the thickness of the baffle's geometrical factors changes, variations of vortical structures occur variously. Among these vortices, the vortex generated from the fuel stream exerts a critical influence on the mixing enhancement. The three-dimensional vortical structure, in its development state, was strongly dependent on the baffle thickness. In particular, as the baffle thickness decreases to values less than the diameter of the fuel hole, the jet stream in baffle holes changes from the parabolic to saddleback profile type. The sizes of recirculation zones inside combustion chamber and the mixing state were closely affected by the structure of the jet streams.
Corresponding Author, [email protected]
2017 The Korean Society of Mechanical Engineers
Ⓒ
Y
i: i 화학종의 질량분율
Z : 혼합분율
: 동점성계수
: 밀도
ω
o: 원주방향 와도
1. 서 론
일반적으로 널리 사용되고 있는 상용전지에 비
해 단위질량당 에너지 밀도가 큰 수소 및 탄화수 소계열의 연료를 사용하면서 소형장치를 구동시 , 킬 수 있는 마이크로 연소기반의 동력발생 장치 에 대한 관심과 관련된 연구가 증가하고 있다.
(1)마이크로스케일로 연소실 크기가 작아질 경우 정 상적인 연소기와는 매우 다른 특징을 가지게 된 다 연소기가 작아질 경우 난류운동에너지 생성 . 에 제한을 받고 점성의 영향이 크게 발생되어 층 류유동이 지배적이어서 유동의 혼합이 분자확산 에 의존하게 된다 이러한 유동특성에 의해 연료 . - 산화제의 혼합이 충분하지 못한 경우 연소효율 , 이 떨어지게 되고 , 화염구조가 불안정해지거나 소화가 발생된다 .
(2,3)마이크로연소기에서 이러한 혼합특성의 감소로 발생되는 문제를 해결하고 화염의 안정화 및 연 소효율을 높이기 위한 대안으로 다공배플을 연소 기 내부에 도입하는 연구가 보고되어 왔다 .
(4,5)축 중심의 연료유입구 주변으로 여러 개의 공기유입 구가 배치된 배플형상은 제트유동간의 운동량 차 이로 인해 축 중심 및 연소실 벽면에서 재순환유 동을 발생시킨다 이와 같은 재순환유동은 연소 . 기 내부에서 차원적인 유동구조를 생성하고 이 3 , 는 연료와 산화제간의 혼합을 증가시키고 화염안 정화에 큰 이점이 있는 것으로 알려져 있다 특 . 히 재순환유동의 크기와 형상은 배플형상 조건 , 에 의해 결정되기 때문에 혼합도를 증가시키는 배플형상과 관련된 연구는 큰 관심의 대상이 되 어왔다.
(4)연료와 산화제의 혼합특성은 연소조건을 결정 하기 때문에 소형연소기 설계를 위해 선행되어질 필요가 있다 배플이 있는 마이크로 연소기의 여 . 러 형상변수 중에서 본 연구에서는 배플두께의 변화가 유동구조 및 혼합특성 변화에 미치는 영 향에 대해 살펴보고자 한다 . Choi 와 Park,
(4)Kim
과 Park
(6,7)의 선행연구를 살펴보면 배플이 부착 ,
된 마이크로연소기에서 혼합특성은 입구조건의
(a) 3-D and x-y plane view
(b) baffle thickness
Fig. 1 Computational domain and various baffles 변화에 따른 차원적인 유동발달에 큰 영향을 받 3 게 된다 배플구멍 . 을 통해 연료와 공기가 통과할 때 배플두께의 변화는 출구단면에서 유동의 발달 정도에 변화를 줄 수 있다 따라서 연소실내에 . 경계조건이 다른 다수의 제트유동이 혼합되는 상 태가 유도된다 . 이러한 유동구조는 다공배플을 이용한 연소기에서 연소성능과 밀접한 관련이 있 는 차원 유동구조를 변화시킬 수 있기 때문에 3 상세한 연구가 필요하다고 생각된다 따라서 수 . 치해석 연구를 통해 배플두께가 다른 가지 마이 7 크로연소기에서 재순환유동 , , 와도 혼합특성 등 다공배플 연소기 유동특성을 살펴보고자 한다 .
수치해석 방법 2.
본 연구의 해석대상인 마이크로연소기에 대한
해석영역을 Fig. 1 에 나타내었다 배플은 축 중심 .
의 연료 메탄 유입구 주변으로 환형으로 분포된 ( ) 6
개의 공기유입구를 가지고 있다 화학반응에 의 .
한 큰 밀도변화가 발생되는 실제 연소기의 차원 3
유동구조를 근사적으로 모사하기 위하여 본 연구
에서는 상온조건의 메탄과 공기가 혼합되는 해석
조건으로 설정하였다 . 이러한 조건에서 얻어진
해석결과는 온도변화에 따른 밀도변화 및 물성치
변화에 의한 유동변화가 예측되어질 수 없지만
메탄과 공기의 밀도차이로 인한 유동특성이 예측
될 수 있기 때문에 연소해석에 앞서 연소기에 대
한 유용한 정보를 얻을 수 있다 . Kim 과 Park
(7)의 해석모형을 토대로 연소실의 직경은 D=2.8 mm, 배플의 메탄과 공기 유입구는 D
a=D
f=0.4 mm 로 선택하였다 또한 연소실로 유입되는 공기 메탄 . , / 의 질량유량비는 완전연소조건 당량비 ( =1) 인 17.11 이고 상세한 , 형상조건을 Table 1 에 나타내었다 . 다공배플 형상이 유동구조 및 혼합특성에 미치는 영향을 살펴보기 위해 b
t/D
f= 0.01, 0.0.5, 0.1, 0.3,
의 배플두께를 선택하였다
0.5, 1.0, 1.5 .
마이크로연소기 내부의 차원 정상상태 비 3 , 압
축성 유동에 대한 연속방정식 운동량방정식 질 , , 량분율방정식은 다음과 같다 .
(1)
′′
(2)
(3) 해석조건의 레이놀즈수는 연료유입구의 직경을 기준으로 Re=3,000 이지만 , Fig. 1 에서 볼 수 있듯 이 다공배플로 인해 유동의 박리 및 재부착 유동 이 나타나게 되고 차원 유동에 의한 비평형난류 3 유동이 발달하게 된다 따라서 이러한 특징을 적 . 절하게 묘사할 수 있는 레이놀즈 응력모델
을 적용하였다 (Reynolds Stress Model) .
환형의 주기적인 해석영역으로부터 얻어진 완 전발달 유동 및 난류응력분포를 입구조건으로 사 용하였고 출구면에 일정압력 (pressure outlet) 조건
을 적용하였다 수치해석은 . ANSYS Fluent 13.0
(8)을 사용하여 진행하였는데 대류항차분법으로 차 2 정확도의 풍상차분법 , 압력과 속도의 연결은 알고리듬을 선택하였다 수렴조건은 모
SIMPLEC . 든 방정식의 오차가 1.0×10
-6이하를 만족하도록
하였다 .
본 해석에 앞서 계산방법에 대한 적절성을 확
인하기 위하여 격자해상도 검토와 공개된 실험데 이터와 비교해석을 수행하였다 우선 . , b
t=1.5D
f인 배플이 장착된 연소기에 대해 검사체적수 (CVs) 가 만개로 변화시키면서 축중심에서 15, 30, 45, 60
축방향 속도분포를 Fig. 2 에 비교하였다 격자수 . 만개 이상에서 속도분포의 변화가 거의 없는 45
것을 확인할 수 있다 따라서 유동변화가 심한 . 재순환영역(x/D
f<10) 에 격자수를 추가하여 최종격 자계는 검사체적수가 50 만개가 되도록 하였다 . 배플이 사용된 마이크로연소기의 난류유동장에 대한 속도나 압력 등에 대한 상세자료가 없기 때
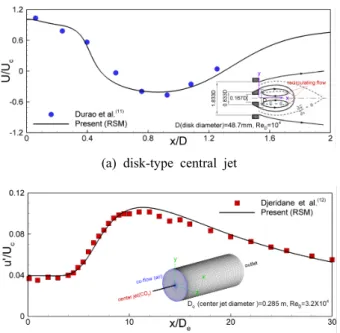
문에 배플연소기와 유사한 환형 , (annular) 의 bluff
를 가지는 등
body Durao
(9)의 동축제트 (coaxial jet) 유동과 밀도가 다른 유체가 혼합되는 Djeridane
(10)등의 제트유동에 대한 검증해석을 수행하였다 .
에서 축 방향 속도분포와 난류강도
Fig. 3 (turbulent
를 보면 실험과 수치해석이 잘 일치 intensity, u')
하고 있다.
bt/Df Da(=Df)/D Di/D ra/D Lb/D L/D Re 0.01~1.5 0.143 0.221 0.286 2 15 3,000
Table 1 Geometric condition
Fig. 2 Grid test for four different control volumes
(a) disk-type central jet
(b) turbulent jet (CO2) with co-flow (air)
Fig. 3 Comparisons of streamwise velocity profile
and turbulent intensity between numerical
result and experimental data
(a) pressure and velocity profiles
(b) center flow recirculation
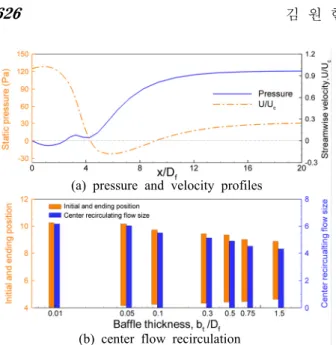
Fig. 4 Centerline data for b
t/D
f=0.1 and variation of center recirculating flow
결과 및 고찰 3.
마이크로연소기의 기본적인 유동구조를 살펴보 기 위하여 Fig. 4 에 압력 및 축방향속도 그리고 축중심 재순환유동의 크기를 나타내었다 . Fig.
를 보면 축방향으로 압력은 증가하고 축방향 4(a)
속도는 감소하고 있다 배플구멍을 통과한 유체 . 가 넓은 연소실을 만나면서 확산에 의해 유속은 감소하고 압력은 증가하는 기본적인 특징을 가지 게 된다 이러한 축방향 . 유동구조에 개의 배플 7 구멍으로부터 연소실로 분사되는 제트유동들의 운동량 차이로 발생되는 와유동구조가 혼합된 3 차원 유동이 발생하게 된다 와유동구조는 배플 . 형상조건에 의해서 결정될 수 있지만 본 연구의 형상조건에서는 연소실 벽면근처와 중심부분에서 주로 와유동구조가 발생하였다. x=4~10D
f에서 음 의 U/U
c분포로부터 연소실 중심부분의 재순환유 동 발생을 확인할 수 있다 축중심 재순환 유동 . 은 연료제트 유동을 공기제트 쪽으로 유도하여 혼합도를 변화시킬수 있기 때문에 연소기 설계에 매우 중요한 역할을 할 수 있다 . Fig. 4(b) 에서 보 면 배플두께가 증가할수록 축중심 재순환 유동의 크기가 감소하고 있다 즉 . , b
t/D
f=0.01 일 때 6.17D
f이고 b
t/D
f=1.5 일 때 4.31D
f이다 또한 재순환유동 . 의 발생위치는 b
t/D
f=0.01 일 때 x=4.01D
f이고 b
t/D
f=1.5 일 때 x=4.57D
f로서 배플두께가 감소할수 록 배플면으로 이동하고 있다 . Choi 등
(4)의 연구 를 보면 배플구멍의 크기를 변경할 경우 재순환
유동의 크기 및 위치가 변하였는데 본 연구에서 는 배플구멍의 직경은 일정하지만 배플두께를 변 화시켜도 축중심 재순환유동의 크기와 발생위치 를 변화시킬 수 있음을 알 수 있다 .
배플형상에 따른 재순환유동의 변화를 살펴보
기 위해 b
t/D
f=0.01, 0.1, 0.5 일 때 x-y, x-z단면에서 유선분포 및 축방향 속도분포와 혼합분율이 화학 당량비 조건 (stoichiometric condition) 인 Z=Z
st( 메탄 - 공기연소의 경우 Z
st=0.055) 인 등가면을 Fig. 5 에 나타내었다 . Z=Z
st영역은 비예혼합화염에서 화학 반응이 완전히 이루어지기 위한 연료 산화제가 - 혼합되어 있는 상태를 나타내기 때문에 연소효율 측면에서 매우 중요하게 검토되고 있다 그림에 .
서 x-y단면은 연료유입구를 중심으로 공기유입구
의 중심을 가로지르는 절단면이고, x-z단면은 서 로 이웃하는 공기유입구 사이의 중심을 가로지르 는 절단면을 나타낸다 그림을 보면 배플 근처의 . 벽면과 하류영역의 축중심에서 와유동이 발생되 고 있다 배플두께가 감소할수록 연료유동에 의 . 한 축중심 재순환유동의 크기가 증가하고 있다 . 이러한 유동특성은 연료 공기의 반경방향 혼합을 - 촉진시키기 때문에 Z=Z
st인 등가면은 축방향 길 이가 감소하고 반경방향으로 증가하게 된다.
단면에서 유동구조의 형태를 살펴보기 위하여
b
t/D
f=0.1 인 연소기에 대하여 x/D
f=2, 5, 10 위치에 서 차 유동 유선분포를 2 Fig. 6 에 나타내었다 벽 . 면재순환유동이 지배적인 위치 x/D
f=2, 벽면재순 환 유동과 축중심 재순환유동이 동시에 존재하는 위치 x/D
f=5, 벽면 재순환유동의 영향이 사라지고 Fig. 5 Comparisons of streamlines and iso-surface
of Z=Z
stfor b
t/D
f=0.01, 0.1, 0.5
축중심 재순환 유동이 지배적인 위치 x/D
f=10 으 로 선택한 것이다 . Z=Z 그림에서 실선은
st이다 . 축중심 재순환유동이 존재하지 않는 x/D
f=2 에서 Z=Z
st영역은 축중심근처에서 형성되지만 유동이 하류로 발달하면서 축중심 재순환유동이 발생하 고 Z=Z
st영역이 반경방향으로 확대되고 있다 이 . 것은 x/D
f=2 보다 x/D
f=10 위치에서 연소반응이 잘 이루어 질수 있음을 나타낸다 . x/D
f=5.0 인 지점에 서는 공기유동에 의한 벽면 재순환유동과 연료유 동 직접적인 영향을 주는 축중심 재순환유동의 혼합구조로 인해 원주방향 개의 열편형상 6 (lobe
으로 유동혼합이 발달하게 된다 이는 다공
shape) .
배플의 형상특이성을 반영하는 것으로 배플두께 , 변화에 따른 재순환유동과 열편형상의 상관성을 살펴볼 필요가 있다.
열편형상의 강도 변화를 살펴보기 위해 (intensity)
Fig. 7 에 b
t/D
f=0.01, 0.1, 0.5 인 경우 I
lob=a/b 를 나 타내었다 여기서 . , a 와 는 열편형상의 마루 b (peak) 와 골 (trough) 까지의 수직거리이고 , I
lob가 에 가까 1 울수록 열편형상이 약해지면서 원형에 가까운 형 태로 발달하게 된다 그림에서 재순환유동이 발 . 생되는 x/D
f≤ 10.0 인 영역에서 I
lob가 증가하고 축 , 중심 및 벽면 재순환유동의 혼합이 활발한 영역 에서 I
lob의 최대값이 나타나고 있다 또한 배플두 . , 께가 감소할수록 I
lob가 증가하고 있다 이것은 배 . 플두께가 감소할수록 배플출구면에서 축중심 재
순환 유동을 강하게 발생시키는 유동구조를 가지 는 제트유동이 발생하기 때문이다 즉 축방향의 . 속도성분에 비해 반경방향 속도성분을 크게 가지 고 있는 배플형상에서 와유동구조가 강하게 발달 할 수 있는 것으로 생각할 수 있다 이러한 재순 . 환 유동 및 열편형상의 발달은 제트유동들의 혼 합을 촉진시키고 연료와 산화제의 체류시간을 연 장시켜 화염안정화 및 연소효율 증가에 이점이 있는 것으로 알려져 있다.
(6,7)위와같이 배플이 장 착된 마이크로연소기에서 화염구조 역시 열편형 상으로 발달할 것으로 예상할 수 있다 열편형상 . 의 화염구조는 벽면 열전달을 증가시킬 수 있지 만 연소실 벽면에서 열유속을 증가시켜 연소불안 정성을 초래할 수 있다 따라서 마이크로연소기 . 설계목적에 따라 적절한 배플두께를 결정하는 것 이 필요하다 .
공기유입구의 위치나 배플구멍의 크기 등을 이
용하여 연소실 내부의 유동구조를 변화시킬 수 있지만 배플두께 변화에 의해서 차원 유동구조 3 가 변하는 것을 Figs. 4-6 에서 확인하였다 이러한 . 특징은 배플출구면에서 제트유동의 속도분포와 밀접한 관련이 있을 것으로 생각할 수 있다 배 . 플구멍으로 유입되는 연료와 산화제는 파이프유 동의 형태로 배플출구면까지 발달하고 연소실에 유입된다 따라서 배플두께에 따라 유동의 발달 . 정도가 크게 달라질 수 있다 이러한 특징을 확 . 인하기 위해 배플두께가 얇은 경우(b
t/D
f=0.1) 와 두꺼운 경우 (b
t/D
f=1.5) 에 대해 축방향 및 반경방 향 속도분포를 Fig. 8 에 비교하였다 그림을 보면 . b
t/D
f=0.1 인 경우 배플 출구면에서 최대속도 (U
max) 가 축 중심이 아닌 가장자리 부근에서 나타나는 안장모양 속도분포 (saddleback velocity profile,
를 보여주고 있다
SVP) .
(11,12)이와 같은 속도분포
는 단면이 급격하게 변하는 관로 및 노즐에서 나 Fig. 6 Streamlines at several streamwise locations
(b
t/D
f=0.1)
Fig. 7 Comparison of I
lobfor b
t/D
f=0.01, 0.1, 0.5
Fig. 8 Distributions of axial and radial velocity at
baffle exit for b
t/D
f=0.1, 1.5
타나게 된다 결과에서 보면 반경방향 속도가 축 . 방향 속도대비 최대 20% 정도로 나타나는데 완 전발달유동에 비해 상당히 크게 발달하는 특징을 보여주고 있다 반면 . , b
t/D
f=1.5 인 경우는 일반적 인 관로유동에서 볼 수 있는 형태이지만 유로가 길지 않아 충분히 발달하지 않은 포물선모양
의 속도분포를 확인할 수 있다
(parabolic) .
b
t/D
f=0.1 인 경우 안장모양 속도분포가 발달하였 는데 포물선형 속도분포에 비해 축중심으로 유체 를 이동시키려는 원주방향 와도가 존재하게 된 다 안장모양 속도분포가 강하게 발달할수록 이 . 러한 원주방향 와도도 강해질 것으로 예상할 수 있다 .
에서 열편형상 강도와 원주방향 와유동 Fig. 9
(ω
o) 생성과 관련이 깊은 차 2 유동의 크기를 검토 하였다 . Fig. 9(a) 는 배플두께 변화에 따른 안장모 양 속도분포의 강도 (Intensity of SVP, I
SVP) 를 비교 한 것으로, I
SVP는 I
SVP=(U
max-U
c)/U
c⨯ 100(%) 이다 . 배플두께가 증가할수록 I
SVP가 감소하는데 이는 , 유동이 완전발달 형태에 가까워지면서 안장모양 속도분포가 약해지기 때문이다 결 . 과적으로 I
SVP를 증가시키면 원주방향 와유동구조의 발달이 강 해지는 것으로 판단할 수 있다 더욱 구체적인 . 상황을 정량적으로 살펴보기 위하여 체적 평균한 - ω
o와 차 유동의 크기를 2 Fig. 9(b) 에 나타내었다 .
예상했던대로 배플두께가 증가함에 따라 체적평 균된 와도(ω
o,m) 와 차유동의 크기 2 (S
ec) 가 감소하 고 있다 이것은 배플이 얇을수록 축방향 속도성 . 분외에 반경방향 속도성분의 크기가 크게 존재하 는 제트유동이 연소실로 유입되면서 연료와 산화 제 혼합에 크게 도움이 되는 축중심 재순환유동 이 발생하고 있는 것으로 판단할 수 있다 .
은 연료 공기의 혼합정도를 정량적으로 Fig. 10 -
비교하기 위해 배플두께에 따른 혼합길이 (L
m) 를 나타낸 것이다 혼합도 . (M)
(13)는 다음 식에 의해서 계산되었다 .
(4)
여기서 , Z
m은 각 단면에서 면적 평균한 혼합분율 - 값이고 , M 이 에 가까울수록 혼합이 잘 이루어진 0 상태를 나타낸다 . 혼합길이는 배플면으로부터
인 지점까지의 수직거리 즉 혼합이
M=0.01 , 99%
이루어지는 지점까지의 거리로 정의한다 그림에 . 서 혼합길이는 배플두께에 따라 거의 선형적으 로 감소하고 있다 . Fig. 9 에서 언급하였듯이 , I
SVP의 증가하면서 반경방향의 유동발달과 연관된 ω
o와 차 유동이 강하게 발생되고 이로 인해 확대 2 , 된 축중심 재순환유동에 의해 연료 공기의 혼합 - 이 촉진되면서 혼합길이가 감소하게 된다 결과 . 적으로 얇은 두께의 배플을 사용하는 것이 연료 , 와 공기의 혼합특성에 의존하는 화염길이를 감소 시킬 수 있기 때문에 연소기의 소형화에 큰 이점 이 있는 것으로 판단된다 그렇지만 마이크로연 . 소기의 경우 단위체적당 표면적의 증가로 에너지 생성에 대한 열손실의 상대적인 크기가 증가할 수 있기 때문에 화염안정성을 충분히 고려하여야 한다 .
(a) ISVP
(b) Sec and ωo,m
Fig. 9 Comparisons of saddleback velocity profile intensity and volume-averaged vorticity and secondary flow magnitude
Fig. 10 Comparison of mixing length
4. 결 론
배플이 도입된 마이크로 연소기에서 배플의 형 상효과가 연소기 내부의 유동구조 및 혼합특성에 미치는 영향을 살펴보기 위해 레이놀즈 응력모델 을 이용한 수치해석을 수행하였다 이를 위해 배 . 플두께를 형상변수로 선택하였고 혼합특성과 관 , 련된 재순환 유동의 변화와 배플형상에 따른 입 구유동의 변화를 살펴보았다 .
다공배플의 형상적인 특이성 때문에 공기유입 구 분포에 의존한 재순환유동의 발달로 열편형상 의 혼합구조가 발달하였다 열편형상의 강도 축중 . - 심 재순환유동 크기는 b
t/D
f=0.5 보다 b
t/D
f=0.01 일 때 17%-45% . 증가하였다 이러한 변화는 배플을 통과하는 유동의 발달정도에 크게 의존하였다 . 즉 연료유입구보다 작은 배플두께에서는 축중심 , 재순환유동의 생성에 기여하는 안장모양의 제트 유동 속도분포가 발생하였다 배플두께가 감소할 . 수록 안장모양의 속도분포는 더욱 강하게 발달하 여 반경방향 속도성분이 축방향 속도 대비 최대
증가하였다 이는 유동구조에 의해서 연소유 20% .
동의 화염크기를 결정할 수 있는 혼합길이가 크 게 감소하였다 .
결과적으로 다공배플이 설치된 연소기에서 배 플두께의 변화를 통해 제트유동의 와도를 변화시 킬 수 있고 축중심 재순환유동의 발달을 제어할 수 있는 중요변수임을 확인할 수 있다 따라서 . 배플이 장착된 마이크로연소기에서 배플구멍의 크기와 위치 뿐만 아니라 배플두께의 변화도 고 려하여야 최적 연소기 설계가 가능할 것으로 생 각된다 .
참고문헌