유조선의 상태평가계획 검사를 위한 이동로봇의 개발
Development of Mobile Robot for CAS inspection of Oil Tanker
이 승 희
1
·손 창 우2
·엄 용 재3
·이 민 철†
Lee Seung-Heui
1
·Son Chang-Woo2
·Eum Yong-Jae3
·Lee Min Cheol†
Abstract It is dangerous that an inspector overhauls defects and condition of the inner parts of an oil tanker because of many harmful gases, complex structures, and etc. However, these inspections are necessary to many oil tankers over old years. In this study, we proposed the design of mobile robot for inspection of CAS in oil tanker. The developed CAS inspection mobile robot has four modules, a measurement module of oil tanker's thickness, a corrosion inspection module, a climbing module of the surface on a wall, and a monitoring module. In order to get over at a check position, the driving control algorithm was developed. Magnetic wheels are used to move on the surface of a wall. This study constructed a communication network and the monitoring program to operate the developed mobile robot from remote sites. In order to evaluate the inspection ability, the experiments about performance of CAS inspection using the developed mobile robot have been carried out.
Keywords : CAS inspection, Mobile robot, Magnetic wheel, Oil tanker, Thickness, Vision, Path planning
1. 서 론
CAS (Condition Assessment Scheme) 란 유조선의 상태 평가시스템으로 ESP (Enhanced Survey Program)보다 강 화된 검사제도이다. ESP는 선급이 독자적으로 수행하 는 강화된 검사라면 CAS는 정부의 승인 하에 선급이 검사를 수행하는 강화된 검사이다. 이에 따라 해양수 산부에서도 동 개정안을 반영하여 해양오염방지법 시 행규칙을 개정하여 2005년 4월 5일부터 시행하게 되
었다 [1]~[3] . 개정된 규칙에 의하면, 현상 검사를 위하여
검사관이 안전하고 실질적인 방법으로 구조물을 검사 할 수 있도록 발판 및 통로, lifts 및 이동 가능한 플랫 폼, 뗏목이나 보트, 기타 동등한 수단과 같은 접근 수 단이 제공되어야 한다. 그러나, 유조선과 같이 밀폐되 고 강철 구조물로 조립된 탱크 내부 및 외부에서 검사 관이 직접 작업을 한다는 것은 가스중독, 추락, 충돌 등과 같은 많은 위험요인에 노출되게 된다. 따라서,
CAS와 같은 검사 등을 검사관이 작업하기 힘든 열악 한 작업환경에서 이동 로봇이 대신하여 작업을 진행 할 경우, 작업 환경에 적합한 이동 로봇 설계 기술의 개발은 중요하다. 이러한 여건에서 검사관이 유조선의 위험구역을 직접 장비를 들고 측정하는 위험을 해결 하기 위해 유조선에 적용 가능한 이동 로봇의 구조를 설계하고 이동 로봇에 의한 자동 CAS 검사에 대한 기 초 연구를 수행하고자 한다.
기존의 검사 로봇들은 영구자석 바퀴나 흡착 헤드 를 사용한 구조로 되어 있으며, 저장 탱크 또는 원자 로 냉각기와 같은 특수한 환경의 검사 작업에 적합한 구조로 설계되어 있다 [4]~[7] . 본 연구에서는 유조선의 선 체 검사를 위한 자율 이동 로봇으로 영구 자석형 Omni-directional wheel을 장착한 이동 로봇 바디 프레임 을 설계하고, 이를 위해 독립적인 4륜 구동형 바퀴를 설계하였다. 검사 지점까지의 경로 계획은 evolution robotics 사의 North Star ® Sensor를 적용하여 출발점에서 목적지까지 자율 주행을 할 수 있도록 설계하였으며, 검사를 위해 휴대용 초음파 검사장비와 무선 영상 카 메라를 이동 로봇 본체에 장착하였다.
2장에서는 유조선의 선체 구조에 대한 전반적인 설
※ 본 연구는 부산대학교 자유과제 학술연구비(2 년)에 의하여 연구되었음.
1
부산대학교 기계기술연구소 전임연구원(E-mail : [email protected])2
부산대학교 지능기계공학과 석사과정(E-mail : [email protected])3
부산대학교 지능기계공학과 석사과정(E-mail : [email protected])†
교신저자 : 부산대학교 기계공학부 교수(E-mail : [email protected])명을 하며, 3장에서는 유조선에 적합한 로봇 설계에 대 해서 다룬다. 4장에서는 설계된 로봇을 이용하여 test jig 에서 출발지점에서 목표 지점으로 이동을 하면서 두께 측정 실험을 한 결과를 보여 준다.
2. 유조선 내부 구조
먼저, 이 장에서는 개발한 이동 로봇이 실제로 주행 해야 할 유조선의 구조에 대해서 간략하게 설명을 한 다. 유조선은 그림 1과 같이 내부의 화물칸이 각각의 분리된 격벽으로 구성되어 있다. 초창기 유조선들은 단일선체 유조선으로 건조가 되었지만 현재의 유조선 들은 해상사고의 위험성으로 인해 이중선체 구조로 건조가 되고 있다. 이렇게 초기에 건조된 단일 선체 유조선들의 노후화에 따른 정기적인 구조검사가 CAS 검사이다. 유조선의 경우 선박 설계에 따라 다양한 화 물칸 구조를 가지고 있지만, 선박 건조시의 설계 도면 을 참고하면 CAS 검사를 할 때 이동 로봇이 출발해야 하는 좌표와 검사해야 할 곳의 좌표를 쉽게 얻을 수 있다. 개발된 로봇은 이러한 철판으로 구성된 유조선 의 격벽을 자율적으로 이동할 수 있도록 영구자석으 로 제작된 구동 바디를 갖추고 있으며, 목표 검사 지 점까지 이동하기 위한 경로 계획으로는 North Star ® Sensor를 사용하여 목표지점을 자동으로 찾아갈 수 있 도록 하였다. CAS 검사 항목인 선체 철판 두께 검사와 부식 검사로는 로봇의 매니퓰레이터에 휴대용 초음파 측정기의 프루브를 장착하여 원격에서 두께 측정이 가능하도록 하였으며, 로봇 바디 상부에 무선 영상 카 메라를 장착하여 철판의 부식 정도를 판별할 수 있게 설계 하였다.
그림 1. 유조선의 화물칸 구조
3. 로봇 설계
3.1 이동성
선행 되었던 연구에서는 이동 로봇이 이동하기 위한 구조로 무한궤도를 가지는 탱크와 같이 좌우 바퀴의 속 도를 조절함으로 방향 전환과 이동을 하였다 [10] . 하지만 이 방법은 급격한 방향전환에 시간이 오래 걸리고 자석 바퀴와 철판의 인력에 의해서 생기는 마찰이 증가하는 문제점이 있었다. 이동 로봇이 출발지점에서 검사를 해 야 하는 목표지점까지 이동하는데, 이러한 문제점을 해 결하기 위한 로봇 구동부의 제안과 이동 경로 계획법을 제시한다.
3.1.1 방향 전환의 방법
출발지에서 목표 검사지점을 찾아가기 위해 방향전 환이 필요하다. 따라서, 일반적인 자동차의 전륜 조향 구조를 사용할 수도 있으나, 전륜 조향 구조는 영구자 석 바퀴를 사용한 구동에는 적합하지 않기에 채택하지 않았다. 만약 90° 정도의 경사에 붙어 올라간다고 가정 할 경우 전륜 조향 2륜 구동 구조는 4륜 구동보다 구동 토크가 부족하기 때문이다 [8] . 그래서 선행 연구에서는 4 륜 구동을 채택하였으며 방향 전환은 무한궤도를 적용 한 탱크의 주행 구동과 같은 방법으로 좌․ 우측 바퀴의 회전속도를 다르게 하여 방향전환을 할 수 있도록 하였 었다 [9] . 하지만 이 방법은 급격한 방향전환의 시간이 오 래 걸리고 자석바퀴와 철판의 인력에 의해서 생기는 마 찰과 중력으로 인해 회전을 급격히 하는 동안 미끄러짐 현상이 발생하고 정확한 방향으로 회전하는데 어려움이 발생했다. 따라서 방향 전환이 용이하고 기존 설계에 비해서 마찰이 적은 Omni-directional wheel 4개를 아래 그림 2와 같이 설계 제안한다.
그림 2. Omni-direction wheel로 구동하는 로봇
3.1.2 영구자석 Omni-directional wheel
선행 연구에서 CAS 검사를 위해 철판으로 만들어진 유 조선 화물칸 내를 자유롭게 이동하기 위해서 4륜 구동 바 퀴 구조의 영구자석 바퀴를 사용했다. 처음엔 지면에 수직 으로 로봇이 있을 때 슬립현상을 피하기 위해 이동 로봇과 바닥 사이의 최대정지마찰력을 크게 해야 한다는 목적으 로 설계 하였으나, 급격한 방향 전환에서 많은 마찰이 발 생하여 철판과 자석 바퀴 사이의 슬립이 발생하는 것을 방 지 하기 위해 Magnetic wheel에 덧씌운 고무타이어의 마모 가 심하게 발생하였다. 이런 사항들을 충분히 고려하여 새 롭게 설계한 Magnetic Omni-directional wheel은 한 개의 바퀴 에 총 6개의 원통형 자석이 그림 4와 같이 장착되어 있다.
이러한 타원형의 자석 배럴을 제작하기 위하여 그림 3과 같이 플라스틱 재질의 타원형 배럴을 주조 공정을 통해서 자화시킨 원통형 자석으로 대체하였다. 이렇게 제작된 원 통형 자석 배럴을 다시 타원형 배럴로 제작하기 위해서 그 림 4와 같이 고강도 실리콘으로 코팅을 하여 타원형 배럴 을 만들고 이 것을 그림 4와 같이 조립하였다. 자석을 주 문 제작했으나 설계한 대로 제작이 되지 않아 자석의 극성 문제로 자기력 간섭을 일으켜 구동에 있어서 주어진 토크 에 따라 회전되지 않고 인력이 작용하는 부분에서는 큰 토 크가, 척력이 작용하는 위치에서는 작은 토크만 주어도 되 는 문제점이 발생되었다. 이것은 자석의 극성을 radial 방향 으로 바꾸어 서로 척력이 작용하게 제작한다면, 자석 배럴 사이의 자기력 간섭을 줄여 원활한 회전을 할 수 있을 것 이며 이동 로봇이 목표지점까지 이동하는 문제를 해결할 수 있을 것으로 본다.
그림 3. 기존의 Omni-directional wheel 배럴과 주조된 원 통형 영구자석 설계도
그림 4. 실리콘 코팅된 타원형 배럴과 조립된 Omni-direction wheel
그림 5. 각 바퀴 구동 벡터 합에 의한 로봇의 이동 방향
3.2 경로 계획
Magnetic Omni-directional wheel로 구동하는 이동 로봇 의 방향전환은 아래 그림 5와 같이 각 바퀴의 구동 벡 터 합에 의해서 결정된다. North Star ® Detector 에서 수신 된 현재 2차원 절대좌표(X, Y, θ )와 이동해야 할 절대 좌표 사이의 각과 거리를 삼각법으로 구하여 로봇이 이 동하도록 그림 6과 같이 dθ 만큼 방향을 수정할 수 있 는 이동 알고리즘을 구성하였다. 목표점까지 이동하기 위해 North Star ® 센서를 사용하였다. North Star ® Sensor는 고정된 Projector에서 조사된 적외선 한 쌍이 반대편의 철판 벽에서 반사되어 이동하는 로봇에 고정된 Detector 가 받게 된다. 이를 통해 로봇의 2차원 절대좌표(X, Y, θ )를 알 수 있고, 측정하고자 하는 지점의 2차원 절대 좌표를 이용하여 로봇의 목표지점과 로봇의 현재 위치 사이의 두 좌표의 거리 차이를 계산해 측정지점까지 이 동 로봇이 주행하게 된다. 그러나, 경로계획 시스템 센 서의 단점은 Projector에서 조사된 적외선 image가 투영 되는 철판 사이의 거리가 7~8미터 정도의 제약이 있다 는 것이다. 이는 향후에 개선되어야 할 부분이다.
그림 6. 이동 경로 계획
3.3 검사 기능
3.3.1 유조선의 철판 두께 측정
유조선 내부의 철판 두께를 측정하기 위해서 초음파 센서를 사용한다. 이 센서를 사용함으로써 다른 추가 작업 없이 단순히 프루브에 일정한 점성이 있는 유체를 묻혀 금속판에 수직으로 밀착시키는 것만으로 대상 금 속의 두께를 측정할 수 있다. 설계된 이동 로봇의 프루 브 장착 부분은 스프링 구조로 설계되어 있어 초음파 프루브를 철판에 접촉시켰을 경우 항상 법선 방향으로 밀착이 될 수 있도록 설계되었다.
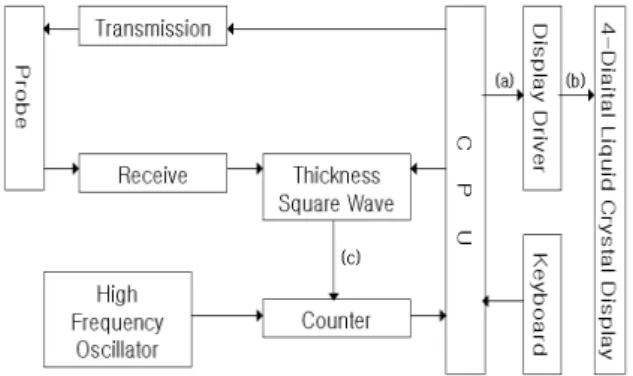
철판 두께 측정 센서는 그림 7과 같은 시스템 구성을 가지고 작동된다. 여기서 초음파 센서를 사용하여 대상 물체와의 거리를 측정하는 방법에 대해서 생각해 보면, 초음파 발신부에서 보낸 초음파는 대상물체에 부딪혀서 수신부로 돌아온다. 이런 송수신간의 반향 시간으로 대 상 물체와의 거리를 측정하는 원리로 사용이 되고 있다.
본 실험에서 사용한 초음파는 5Mhz로써 금속과 타물 체와의 밀도차이에 의해서 발생하는 반향 시간을 그림 7의 (c)부분에서 나오는 Thickness Square Wave를 16MIPS 성능의 8bit Processor를 사용하여 측정함으로써 철판의 두께를 측정하였다.
규격 시편을 사용하여 측정한 진폭(pulse width) 주기 의 측정시간 데이터는 철판 두께와 비례하는 선형 함수 의 특성을 보인다. 따라서 이 선형성을 이용하여 일차 함수로 보간을 하게 되면 식 (1)과 같은 철판두께 계산 식을 얻을 수 있다. 이렇게 만들어진 식을 사용하여 오 차값이 1% 이내인 정확도를 얻었다. 그리고 이 데이터 는 메인 PC에 연결된 RS-232 방식의 BlueTooth 모듈을 사용하여 통합 프로그램에서 사용된다.
Thickness {(Pulse width time) 2.14}/ 0.33 = − (1)
그림 7. 휴대용 초음파 측정기 블럭도
3.3.2 Vision Camera
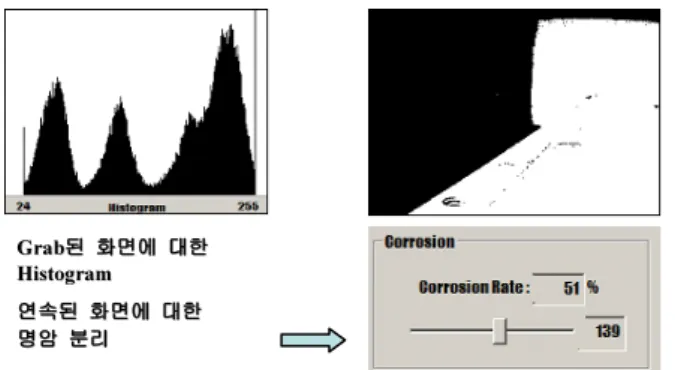
철판의 녹슨 부분과 녹슬지 않은 부분을 서로 분리하 기 위해서 영상 장치를 통해서 들어 온 정지 영상을 처 리하였다. 부식을 판별하기 위한 알고리즘은 부식된 부 분은 빛을 흡수하는 성질을 가지고 정상 상태의 철판은 빛을 반사하는 성질을 가지는 것을 이용하여 조명에 민 감한 히스토그램 분석과 영상 이진화를 사용 하였는데 이것을 쉽게 해결하기 위하여 일정하게 빛을 분산 시켜 주는 장치를 설계하였다.
통합 프로그램에서 영상을 확인 하기 위해 영상처리 프로그램은 Visual C ++ 로 구현하였다. 마이크로 로봇 사 에서 제공되는 라이브러리 함수와 그래버를 사용하여 영상을 획득한다. 기본적인 영상을 획득하기 위해서 그 래버의 버퍼와 디바이스 핸들을 정의한 후 라이브러리 함수를 사용하여 640x480 해상도의 연속적인 영상을 획 득 하였다.
연속적인 영상에서 획득한 정지 영상의 히스토그램 은 획득된 화면에 대한 색깔의 정보를 간략하게 나타 내고 있는데 컬러 영상을 흑백으로 전환한 다음 히스 토그램을 만들었다. 흑백 영상 데이터는 명도에 따라 0( 검은색)에서 255(흰색)으로 나타낼 수 있고 그에 따 라 표현될 수 있다. 이것을 8bit 2차원 배열로 선언하였 다. 이렇게 흑백 화면을 히스토그램으로 나타내면 정 지 화면에 대해 특정 명도(0~255 단계)에 대하여 픽셀 이 몇 개나 있는지 알 수 있다. 예를 들어서 화면에 흰색이 대부분을 차지하게 된다면 히스토그램에서 흰 색 분포 영역이 높게 나타날 것이다. 왜냐하면 히스토 그램에서 y축은 같은 명도를 가진 픽셀의 개수를 나타 낸 것이기 때문이다.
도장의 상태 혹은 부식을 판별하기 위해서 컬러의 정
지 화면을 흑백으로 변환한 다음 히스토그램으로 나타
내었다. 그리고 흑백 화면을 이진화 하여 부식과 배경
을 분리 하는 작업을 하였다. 히스토그램만으로 부식의
정도를 판별하는 것은 매우 어려운 일이고 조명에 따라
달라질 수 있기 때문에 카메라 렌즈 근처에 백색 고휘
도 LED를 배치하였다. 하지만 이렇게 설치한 LED는
빛을 일정한 각도만큼 집중시켜주기 때문에 많은 양의
LED 를 설치 해야 하는 단점이 있었다. 그래서 그 빛을
분산 시켜주는 흰색의 얇은 반투과성 시트를 부착하여
소량의 LED만으로도 빛이 집중되는 현상을 제거 하였
다. 이렇게 분산된 조명으로부터 획득된 흑백 영상의
이진화는 사용자가 임계값을 어느 정도 쉽게 조절 함으
로서 부식 부분과 배경을 분리하여 부식은 검은색으로
나타내었다.
그림 8.영상 데이터분석 알고리즘에 의한 부식 정도 판별
그림 9. 통합 모니터링 프로그램
이로써 부식과 배경은 검은색과 흰색으로 분리 되었으 며 화면에 대한 검은 색의 퍼센트를 구하면 그림 8과 같 이 전체 영상에서 철판의 부식에 대한 퍼센트가 나온다.
3.4 통합 모니터링 프로그램
원격지에서 목표 측정지점에서 무선 영상 카메라를 이용해 받은 영상 데이터와 초음파 두께 측정기를 이용 해 받은 두께 데이터를 한 화면에 표시할 수 있도록 그 림 9와 같이 Visual C ++ 로 통합프로그램을 작성하였다.
통합 모니터링 프로그램에서는 실시간으로 무선 영상 카메라로부터 받은 영상을 이용해 히스토그램 분석을 통해 부식 정도의 백분율(%)을 화면 우측 배너에 표시 되도록 하였고, 초음파에 의해 측정한 철판 두께도 실 시간으로 화면상에 표시되도록 하였다.
4. 실 험
개발된 검사용 이동 로봇은 이동성, 경로 계획, 그리고 검사 능력의 세 부분을 중점적으로 고려하여 설계를 하 였다. 본 논문에서는 개발된 검사 로봇을 이용하여 두께 측정과 부식 측정 검사 방법의 하나인 철판의 두께 측정 결과를 다루고자 한다. 초음파 두께 측정기를 이용한
CAS 검사이기 때문에 두께 측정 실험을 통하여 신뢰성 을 확인해야 했다. 먼저 표준 시편에 대한 측정 오차를 구하였으며, 부식이 없는 시편과 부식이 있는 시편을 고 려하여 측정 시험을 수행하였다. 초음파 측정기의 프루브 에는 액체의 매질을 묻혀야만 두께가 측정이 된다. 여러 액체를 이용하여 실험한 결과 거의 대부분의 액체가 실 험에 사용가능 함을 알 수 있었다. 물보다는 젤 따위의 점도가 큰 액체를 사용 할수록 한번을 찍어 여러 번 사 용할 수 있었다. 물은 평균 4~5회이었지만, 젤 같은 경우 평균 10회 정도의 실험을 할 수 있다. 물을 사용하든 젤 을 사용하든 결과에는 큰 차이가 없었다. 그러나 젤을 사 용하는 것이 반복 측정 시 효과적임을 알 수 있었다. 표 1은 철판 시편에 대한 두께 측정을 한 후 평균값을 낸 측 정 결과이다. 측정 실험은 각 시편당 20회씩 반복 실험을 통하여 데이터를 얻었다. 표 1에서의 측정 결과에서와 같 이 두께가 4.5mm 이하로 작아질수록 측정 오차가 매우 커짐을 알 수 있다. 그러나 측정을 할 유조선의 철판 두 께는 10mm 이상이므로 그 오차는 허용 범위 내에 있음 을 알 수 있다. 오차는 표준시편의 두께 값과 측정한 평 균 두께 값에 대한 값의 차이 이다.
그림 10은 부식에 의해 결과에 많은 영향을 받은 1.28mm와 4.5mm 두 개의 실험데이터만 그래프로 그렸 다. 얇은 시편일수록 그 오차가 큼을 한눈에 알 수 있다.
이와 관련된 사항에 대해 신뢰성을 높이기 위하여 다음 실험에서도 부식의 유무와 그로 인한 영향에 관련된 내 용을 다루었다.
표 1. 철판 시편에 대한 두께 측정
시편두께 (mm) 1.28 4.5 50 100 평균 (mm) 2.045 4.757 50.088 98.652 분산 0.144 0.029 0.005 0.013 표준편차 0.379 0.170 0.074 0.116 오차 (%) 59.766 5.704 0.177 -1.348
그림 10. 표준 시편 측정 결과
Gr G ra ab b 된 된 화 화면 면에 에 대 대한 한
Hi H is st to og gr ra am m
연속 연 속된 된 화 화면 면에 에 대 대한 한
명암 명 암 분리 분 리
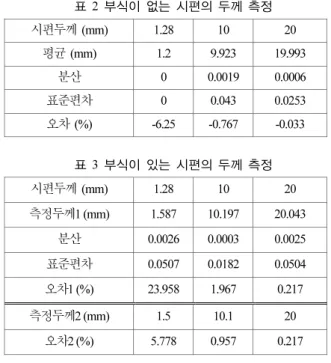
표 2 부식이 없는 시편의 두께 측정
시편두께 (mm) 1.28 10 20
평균 (mm) 1.2 9.923 19.993
분산 0 0.0019 0.0006
표준편차 0 0.043 0.0253
오차 (%) -6.25 -0.767 -0.033
표 3 부식이 있는 시편의 두께 측정 시편두께 (mm) 1.28 10 20 측정두께1 (mm) 1.587 10.197 20.043
분산 0.0026 0.0003 0.0025 표준편차 0.0507 0.0182 0.0504 오차1 (%) 23.958 1.967 0.217 측정두께2 (mm) 1.5 10.1 20
오차2 (%) 5.778 0.957 0.217
시편 측정의 신뢰성을 확인하기 위해서 1.28mm, 10mm, 20mm의 세 종류의 시편을 사용하였다. 일반적으 로 유조선 선체 외벽인 철판의 두께가 10mm이므로 10mm 이상에서의 측정 결과는 측정 오차가 1% 이내로 비교적 신뢰성 있는 측정 결과를 얻을 수 있었다. 표 2 는 부식이 없는 시편에 대한 결과를 보여주고 있고, 표 3은 부식이 있는 시편에 대한 결과를 보여 주고 있다.
두께2는 부식을 포함한 시편의 두께를 버니어캘리퍼스 로 측정한 결과 이다. 오차2는 버니어캘리퍼스로 측정 한 두께 값과 평균값 사이의 오차이다. 부식의 두께를 고려하여 버니어캘리퍼스를 이용하여 측정한 두께2에 의한 평균값과의 오차는 작으므로 충분히 실선박의 측 정에 적용이 가능하다. 또한 측정결과로부터 원래의 선 박 철판의 두께를 알고 있다면 부식이 얼마 정도의 두 께로 덮여있는지 알 수 있다.
전체적인 결과를 보면 초음파 두께 측정기는 10mm 가 넘는 철판은 상당히 신뢰성 높게 측정이 가능함을 알 수 있었다. 비록 부식이 있는 철판일지라도 부식이 있는 만큼 측정이 가능하기 때문에 부식의 두께를 파악 할 수 있다.
5. 결 론