방전 플라즈마 소결(Spark Plasma Sintering) 방법에 의해 제조된 Nb-Si-B계 합금의 미세조직 특성
김상환·김남우·정영근
a
·오승탁b
·김영도c
·이 성d
·석명진*강원대학교 재료금속공학과,
a
부산대학교 하이브리드소재솔루션 국가핵심연구센터,b
서울과학기술대학교 신소재공학과,c
한양대학교 신소재공학부,d
국방과학연구소Microstructure Characterization of Nb-Si-B alloys Prepared by Spark Plasma Sintering Process
Sang-Hwan Kim, Nam-Woo Kim, Young-Keun Jeong
a
, Sung-Tag Ohb
, Young Do Kimc
, Seong Leed
, and Myung Jin Suk*Department of Materials and Metallurgical Engineering, Kangwon National University,
Samcheok 25913, Korea
aNational Core Research Center for Hybrid Materials Solution, Pusan National University, Busan 46241, Korea
bDepartment of Materials Science and Engineering, Seoul National University of Science and Technology, Seoul 01811, Korea
cDivision of Materials Science and Engineering, Hanyang University, Seoul 04763, Korea
dAgency for Defence Development, PO box 35, Daejeon 34060, Korea
(Received November 9, 2015; Revised December 1, 2015; Accepted December 9, 2015)
···
Absract Microstructural examination of the Nb-Si-B alloys at Nb-rich compositions is performed. The Nb-rich cor- ner of the Nb-Si-B system is favorable in that the constituent phases are Nb (ductile and tough phase with high melting temperature) and T
2phase (very hard intermetallic compound with favorable oxidation resistance) which are good com- bination for high temperature structural materials. The samples containing compositions near Nb-rich corner of the Nb- Si-B ternary system are prepared by spark plasma sintering (SPS) process using T
2and Nb powders. T
2bulk phase is made in arc furnace by melting the Nb slug and the Si-B powder compact. The T
2bulk phase was subsequently ball- milled to powders. SPS is performed at 1300
oC and 1400
oC, depending on the composition, under 30 MPa for 600s, to produce disc-shaped specimen with 15 mm in diameter and 3 mm high. Hardness tests (Rockwell A-scale and micro Vickers) are carried out to estimate the mechanical property.
Keywords: Spark plasma sintering, Nb-Si-B, T
2, Intermetallic compound, Hardness
···
1. 서 론
고온 재료가 사용되는 분야의 성능과 효율성은 재료의 최대 사용 가능 온도와 관련이 깊다. 현재 고온에서 사용 되는 Ni기 내열 합금은 900~1150
oC 범위에서 사용되고 있지만, 고성능의 기체 및 추진기관의 요구조건을 만족시 키지 못하고 있다. 지난 60년에 걸쳐 진행된 연구에 의해 사용가능 온도가 상승되긴 하였지만 우수한 기계적 특성
과 내산화성을 가진, 더 높은 온도에서 사용할 수 있는 새 로운 재료의 개발이 요구되고 있다[1]. Nb, Mo 등을 기반 으로 하는 고융점 합금은 내산화 특성뿐만 아니라 1300
oC 정도의 고온에서도 우수한 기계적 특성을 가지는 것으로 알려져 있어 기존의 Ni기 내열 합금보다 더 높은 온도에 서 적용할 수 있는 대체 재료로 연구가 진행 되어왔다[2-5].
저자들 중 일부는 Mo-Si-B계 고융점 합금의 제조 및 미세 조직에 대한 연구를 수행한 바 있다[6,7]. Nb기 합금은
*Corresponding Author: Myung-Jin Suk, TEL: +82-33-570-6413, FAX: +82-33-573-6409, E-mail: [email protected]
Mo기 고융점 합금과 마찬가지로 현재 고온재료로 널리 사용되고 있는 Ni기 내열합금보다 높은 2000
oC 이상의 용 융점을 가지며, 우수한 내산화 특성으로 인해 차세대 고온 재료로 각광받고 있다[1]. Nb은 유사한 화학적 특성을 갖 는 Mo보다 밀도가 낮아 고융점 금속 중 비강도가 높은 것 도 장점이다.
본 연구에서는 차세대 고온재료로 관심이 대두되고 있 는 Nb 기반 고융점 합금 중 하나인 Nb-Si-B 합금을 방전 플라즈마 소결(SPS: spark plasma sintering) 공정을 사용 하여 제조하고 그 미세조직을 조사하고자 한다. 이 합금계 에서 관심을 끄는 조성 영역은 연성의 Nb 기지에 내산화 특성 및 고온강도가 우수하고 경질인 금속간화합물(T
2상) 이 균일하게 분산될 수 있는 Nb 쪽 코너의 Nb+T
2공존 영역이다[8, 9]. (T
2상은 Nb
5Si
3-xB
x(0 x 2) 로 표시되는 조 성을 가지고 있으며 Cr
5B
3-type 의 결정구조를 갖는 금속간 화합물이다[10]). 이 조성범위에서 두 상의 분말을 균일하 게 혼합하였으며 치밀한 소결 조직을 얻기 위해 방전 플 라즈마 소결 공정을 사용하였다. 저자들의 연구 그룹에서 는 본 연구에서 행한 Nb-Si-B계 합금의 Nb+T
2공존 조성 영역에서 아크 용해를 통한 주조방법을 사용하여 시편을 제조하고 그 미세조직에 대한 연구를 수행한 바 있다[11].
주조법의 경우, 간단한 공정으로 합금을 제조 할 수 있다 는 장점이 있는 반면에, 미세한 공정조직만이 나타나는 경 우(공정영역(coupled region)의 조성)를 제외하면 항상 조 대한 초정이 등장하여 미세조직이 불균일하고 제어가 어 렵다는 단점이 있다. 본 연구에서는 SPS 공정에 의해 제 조된 시편의 미세조직과 기 발표된 주조법에 의해 제조된 시편의 미세조직을 비교하고 두 방법에 의해 제조된 시편 의 경도값을 비교하였다.
2. 실험방법
원료금속 Nb, Si, B은 모두 Alfa Aesar 제품으로서 Nb 분말은 순도 99.8%, 입도는 -325 mesh였으며 Si은 순도 99.99%(-100+200 mesh), B은 순도 99.9%(-60+100 mesh) 이었다. T
2분말은 본 연구에서 선택한 조성인 Nb
5Si
2B 의 조성으로서 원료금속을 아크 용해하여 응고시켜 디스크 (ø10 mm × 5 mm) 형태의 합금을 제조하고 이것을 볼밀 에서 파쇄시켜 제조하였다. T
2합금은 다음과 같이 제조하였 다. 먼저 Si 분말과 B 분말을 2:1의 조성(at%)으로 혼합하여 성형한 후 Nb
5Si
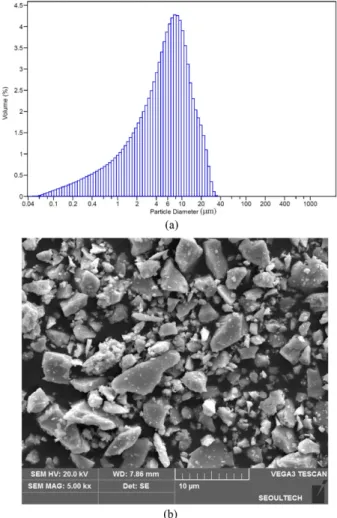
2B의 조성에 맞도록 Si-B 성형체와 Nb(이때 의 Nb은 순도 99.5%의 봉상의 덩어리 형태(ø6.35 mm × 6.35 mm) 임.)을 칭량하여 고순도 아르곤 분위기하에서 아 크 용해하여 제조하였다. 그림 1은 T
2분말의 입도 분포와 분말의 형태를 보여주며 T
2분말의 평균입도는 6.9 µm였
다. T
2분말의 XRD 분석 결과를 그림 2에 나타냈다. T
2상 외에 D8
8상과 NbB상도 일부 존재하는데, 이는 T
2상의 이 론적인 조성(Nb
5Si
2B)에 맞추어 원료 금속을 칭량하였더 라도 아크 용해 작업 시 T
2상의 조성이 정확하게 맞춰지지
≤ ≤
Fig. 1. (a) Particle size distribution and (b) morphology of T
2powders.
Fig. 2. XRD patterns of the T
2powders and the SPS specimen
(Nb1.5).
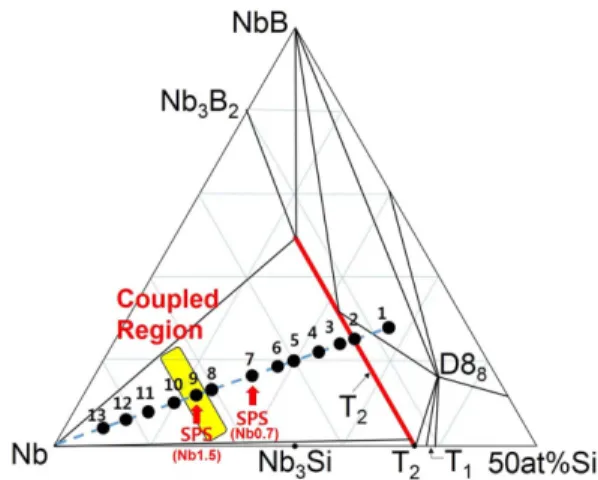
않았기 때문이다. 그림 3의 Nb-Si-B 3성분계 등온 단면도 (1700
oC)에서 T
2상의 인접한 영역에 T
2+NbB+D8
8영역이 존재함을 알 수 있다. T
2분말과 Nb 분말은 표 1과 같이 두 가지의 조성으로 혼합하여 에탄올 용액 내에서 직경 10 mm의 알루미나 볼을 사용하여 볼 밀링 하였다. 본 연 구에서 채택한 Nb0.7 및 Nb1.5의 조성이 그림 3의 등온 단면도에 표시되어 있으며 주조법으로 제조된 합금의 조 성(1-13)과 함께 표시되어 있다. 주조법에 의해 제조된 시 편(1-13)의 미세조직은 참고문헌[11]에 기술되어 있다. 본 연구의 조성은 주조 시편 중 7번(Nb0.7)과 9번(Nb1.5)과 동일하며 본 연구에서 제조된 SPS 시편의 미세조직을 주조 시편의 미세조직과 비교하였다. 방전 플라즈마 소결은 Nb0.7 시편의 경우 1400
oC, Nb1.5 시편의 경우 1300
oC 에서 30 MPa 의 압력, 승온시간 600s, 유지시간 600s로 실시하였다. 방전 플라즈마 소결 시편의 최종 형태는 ø15 mm × 3 mm의 디스크 형태였다. 통상적인 방법으로 시편처리를 하고 광 학현미경 미세조직을 관찰하였으며 XRD, SEM-EDS 분석 을 하였다. 상의 확인을 위하여 비커스 미소경도(Micro HV)를 측정하였으며 비커스 미소경도 측정 시 하중은 50 gf 였다. 기계적 특성을 파악하기 위하여 로크웰 경도(A스 케일; HRA)를 측정하였으며 시편 당 3회 이상 측정하였
다.
3. 결과 및 고찰
방전 플라즈마 소결 후의 시편의 밀도는 Archimedes 법 으로 측정하였으며 Nb1.5의 경우 8.18 g/cm
3이었다. 표 1 의 구성 상의 체적 분율(계산된 분율이며, T
2상의 밀도는 참고문헌[10]으로부터 계산된 7.18 g/cm
3을 사용하였다.) 을 적용하여 이론밀도를 구하면 7.94 g/cm
3이지만 아래에 설명하였듯이 구성 상에 Nb
3Si 상이 포함되고 구성 상들의 체적 분율이 정확하게 측정될 수 없기 때문에 이 이론밀 도 값은 정확한 값으로 평가할 수 없다. 광학현미경 미세 조직 관찰에서는 Nb0.7, Nb1.5 시편에서 기공을 거의 확 인할 수 없었다. 방전 플라즈마 소결 시편의 XRD 분석 결 과를 그림 2에 나타냈다. T
2분말의 XRD 분석 결과(그림 2 의 하부)로 미루어 추정하면 T
2분말과 Nb 분말을 단순 혼 합한 상태에서는 Nb, T
2, D8
8, NbB 상이 등장할 것으로 예상되지만 방전 플라즈마 소결 후에는 D8
8상과 NbB 상 이 사라지고 대신 Nb
3Si 상이 등장하였다. Nb
3Si 상은 Nb- Si 상태도[13]에 의하면 1770
oC 이상의 온도에서 존재하 지만 그림 3의 등온 단면도에 따르면 1700
oC에서도 Nb- Si축 쪽의 모퉁이에서 Nb+Nb
3Si+T
2의 공존 영역이 존재 한다. 따라서 Nb
3Si 상이 등장하는 온도에는 혼란이 있을 수 있으나 T
2분말과 Nb 분말 혼합체의 방전 플라즈마 소 결에 의해 고온에서 국부적으로 Nb
3Si 상이 형성되었고 방전 플라즈마 소결 후의 냉각이 빠르게 이루어지기 때문 에 Nb
3Si 상이 비평형적으로 상온에서도 존재하는 것으로 판단된다. 주조 시편에서는 균일한 액상에서 평형상이 생 성된 후 상온에 이르기까지 상의 변화가 없었기 때문에 Nb
3Si 상이 형성되지 않았다. 그러나 방전 플라즈마 소결 에서는 분말의 국부적 혼합 불균일에 의해 조성적 불균일 이 야기되었고 이로 인해 국부적으로 Nb+Nb
3Si+T
2의 공 존 영역이 형성될 수 있다. 그림 4는 방전 플라즈마 소결 후의 미세조직 사진이다. 이 배율의 사진에서는 구성 상 (Nb, T
2, Nb
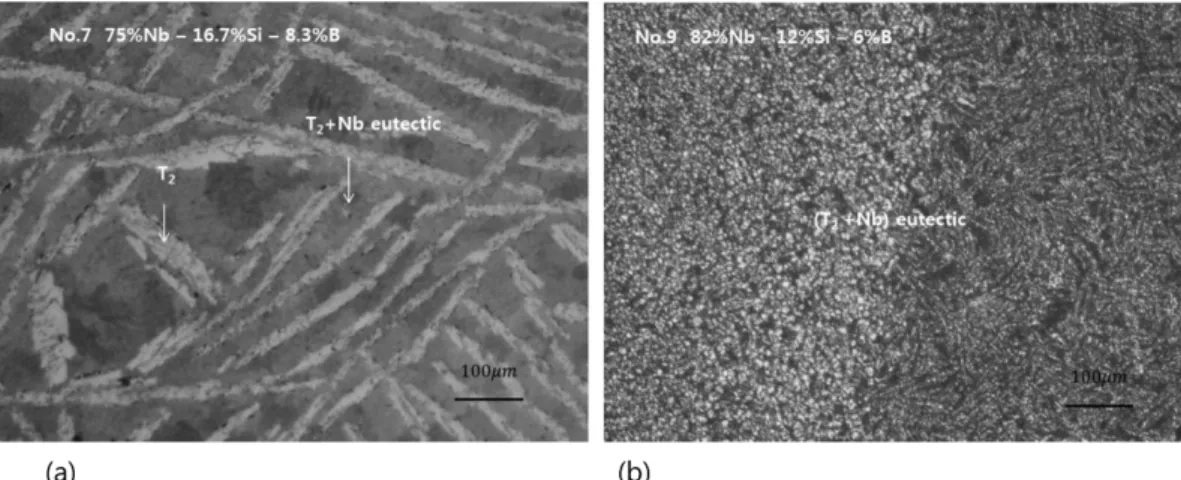
3Si) 들의 확인이 불가능하지만 구성 상 들이 미세하게 분포하고 있음을 알 수 있다. 밝은 색의 조대한 입자들은 단일 상의 입자가 아니라 구성 상들이 분산되지 못하고 덩어리 형태로 응집하여 존재하는 것이다. 이는 혼 합을 위한 볼 밀링 과정 중에 분말들의 응집상태가 해쇄 되지 못했기 때문이다. 동일한 조성의 주조조직 사진(그림 5)[11]에서는 Nb0.7에 해당하는 No.7 시편의 경우 조대한 T
2초정과 T
2+Nb 공정조직으로 구성되었으며 Nb1.5에 해 당하는 No.9 시편의 경우 T
2+Nb 공정조직 만으로 구성되 어 있다.
그림 6은 그림 4보다 높은 배율의 사진으로서 구성 상 Fig. 3. Isothermal section of Nb-rich corner of the Nb-Si-B
system at 1700
oC [12]. The compositions of the specimens prepared by casting (arc melting and solidification) process are indicated by numbers 1 to 13 [11], and the compositions of the specimen prepared by SPS process in the present work are denoted by “SPS”.
Table 1. Volume % and weight ratio of the T
2and Nb
T
2Nb
Nb0.7 vol% 64 36
weight ratio 1 0.7
Nb1.5 vol% 45 55
weight ratio 1 1.5
을 확인하기 위하여 비커스 미소경도 측정을 실시한 시편 의 사진이다. Nb, T
2, Nb
3Si상들을 미소경도 압흔자의 크 기로 확인할 수 있으며 경도가 높은 순으로 T
2, Nb
3Si, Nb
상들을 나열할 수 있다. 표 2에 정리한 바와 같이 T
2, Nb
3Si, Nb상들의 미소경도 값(평균치)은 각각 1357, 757, 425로 측정되었으며 T
2상과 Nb의 경도값은 문헌[11]에 보 고된 값과 유사하다. Nb
3Si는 아직 문헌에 보고된 바 없으 나 그림 2의 XRD 데이터로부터 Nb
3Si의 존재를 확인할 수 있으므로 미지의 경도값을 갖는 상을 Nb
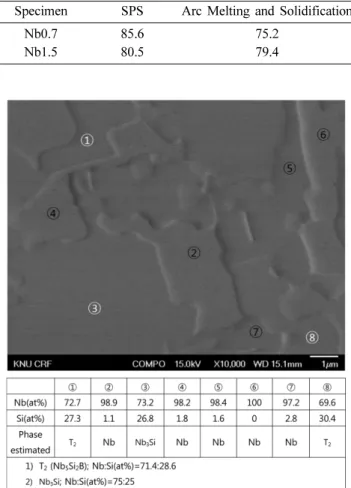
3Si 로 추정할 수 있다. 그림 7은 Nb0.7 시편의 SEM-EDS 분석결과를 보여준다. EDS 분석에서 B은 검출이 안되므로 Nb:Si의 원자% 비율로 구성 상을 확인할 수 있는데 1번, 8번 상은 T
2(Nb:Si=67.9:32.1), 3번 상은 Nb
3Si(Nb:Si=75:25), 나머지 는 Nb 상으로 추정할 수 있다. 표 3은 로크웰 경도(A 스 Fig. 4. Optical micrograph of the SPS specimen. (a) Nb0.7, and (b) Nb1.5.
Fig. 5. Optical micrograph of the cast specimen [11], the compositions of which correspond to (a) Nb0.7 (No.7 in Fig. 3), and (b) Nb1.5 (No. 9 in Fig. 3).
Fig. 6. Micrograph of the Nb1.5 specimen with micro Vickers indentation indicated for phase identification.
Table 2. Micro Vickers (micro HV) hardness values of the con- stituent phases
Phase Micro HV
T
21357
Nb 425
Nb
3Si 757
케일) 측정 결과를 보여준다. 방전 플라즈마 소결 시편에 서는 T
2함량이 높은 경우가 더 높은 경도 값을 보였으며, 방전 플라즈마 소결 시편이 주조 시편 보다 더 높은 경도 값을 보였다. 주조시편에서 T
2상의 분율이 높게 되면 취성 이 증가하여 경도 측정 시 파괴가 일어나는 경우도 보고 되었는데[11] 방전 플라즈마 소결 시편인 Nb0.7(주조시편 No.7에 해당)의 경우는 경도 측정 시 취성이 문제가 되지 않았다. 주조에 의한 Nb-Si-B 합금의 미세조직에 대하여 조사한 보고에 따르면 공정조직을 나타내는 경우(No.9 시 편) 공정조직의 미세성에 기인하여 가장 적당한 기계적 특 성을 보인다. 이 조성에 상응하는 방전 플라즈마 소결 시 편의 경우(Nb1.5)에도 주조 시편보다 더 높은 경도값을 나 타냈다. 방전 플라즈마 소결 시편은 주조시편 보다 더 균 일하고 미세한 조직을 나타내며 경한 금속간 화합물인 T
2상이 조대한 연속상으로 존재하는 것이 아니라 Nb 기지 내 에서 비교적 균일하게 분산된 입자로서 존재한다. 그림 4(a) 와 그림 5(a) 사진을 비교하면 이 같은 논리의 적용이 가 능하나 방전플라즈마 소결 시편(그림 4(b))과 공정조직의 주조 시편(그림 5(b))의 조직을 비교하면 미세한 정도에서
는 분명한 차이를 확인하기 힘들다. 그러나 전반적으로 미 세한 입자 들이 균일하게 분포하고 있다는 점에서 방전 플라즈마 소결이 주조법에 비하여 우수한 기계적 특성을 나타내는데 더 적절한 미세조직을 보인다고 말할 수 있 겠다.
4. 결 론
Nb-Si-B 합금계의 Nb+T
2공존영역의 조성에서 Nb, T
2혼합분말을 사용하여 방전 플라즈마 소결을 실시하였다.
주조법에 의해 시편을 제조하였을 경우 조대한 T
2초정이 형성되는 조성에서도 방전 플라즈마 소결 시에는 조대한 T
2초정이 없이 미세한 구성상(T
2, Nb, Nb
3Si)들이 존재하 여 우수한 기계적 특성을 보여준다. 경도측정 시 조대한 T
2초정이 등장하는 주조시편에서 빈번하게 발생하는 크 랙이 방전 플라즈마 소결에서는 나타나지 않았으며 경도 값도 더 높았다. 이는 방전 플라즈마 소결 시편에서 경한 금속간 화합물인 T
2상이 연속상으로 존재하지 않고 연한 Nb 기지내에서 균일한 입자로서 존재하기 때문이다.
주조시편에서 Nb+T
2공정조직 만이 형성되는 조성에 해당하는 방전 플라즈마 소결 시편의 경도값도 주조시편 보다 높았다.
감사의 글
본 연구는 국방과학연구소의 연구비 지원(과제번호:
211155-911059011)과 2014년도 강원대학교 학술연구조성 비(관리번호: 220140051)로 수행되었으며 이에 감사를 드 립니다.
References