DOI: 10.4150/KPMI.2009.16.5.342
Fe-8 wt%Ni
나노합금분말 사출성형체의 소결특성 및 표면조도차범하
*
·이재성 한양대학교 금속재료공학과Surface Roughness and Sintering Characteristics of Fe-8 wt%Ni Component Fabricated by PIM
Berm-Ha Cha
*
and Jai-Sung LeeDepartment of Metallurgy and Materials Science, Hanyang University, Ansan 426-791, Korea (Received July 29, 2009; Revised August 24, 2009; Accepted September 9, 2009)
Abstract Development of nanoparticulate materials technology is essential to processing of highly functional nanoparticulate materials and components with small and complex shape. In this paper, the effect of particle size on surface roughness and shrinkage of sintered Fe-8 wt%Ni nanopowder components fabricated by PIM were investigated. The Fe-8 wt%Ni nanopowder was prepared by hydrogen reduction of ball-milled Fe
2O
3-NiO pow- der. Feedstock of nanopowder prepared with the wet-milled powder was injection molded into double gear shaped part at 120
oC. After sintering, the sintered part showed near full densified microstructure having apparently no porosity (98%T.D.). Surface roughness of sintered bulk using nanopowder was less than 815 nm and it was about seven times lower than 7 μ m that is typically obtainable from a sintered part produced from PIM.
Keywords : Nanopowder, Powder injection molding, Surface roughness, Sintering
1. 서 론
실형상
(Near net-shaping)
성형기술은구조,
기계부 품 등다양한분야에 적용가능한 기술로서기존분 말야금공정을 이용하여 제조할수 없는3
차원의복 잡한 형상을 갖는 부품의 제조가 가능한 기술이다[1-3].
현재연구되고있는실형상성형기술은Rapid
prototyping, Powder injection molding, LIGA
공 정등이있으며,
그중분말사출성형(Powder injection
molding, PIM)
공정은세라믹 또는금속분말을이용하여 제품을생산하는실형상공정이다
[4, 5].
최근에는 최종제품의 고기능성 및 소형화 추세에 따라 부품의정밀화도가요구되고있으며
,
이에따라마이 크로부품의필요성이부각되고 있다.
이러한이유로 실형상 성형기술을이용하여다양한 산업분야에응 용될 수 있는 마이크로 부품을제조하고자 하는연 구개발이 주목을받고있다.
현재까지는 마이크로 부품을 제조하는 원천기술 이반도체공정기술이나마이크로기계가공기술에크 게 의존하고 있다
.
하지만,
수십 마이크로에서 수백 마이크로의 치수를갖는구조물 제조에있어서 앞서 언급된 기술들은응용재료의종류와 대량생산에한 계가 있다.
이러한 문제의 해결방안으로 마이크로PIM
기술이최근주목받고 있으나, 1~3
μm
크기의단일 성분인 금속분말들을 단순 혼합하여 이용하는
PIM
기술은최종목표 조성의제어가어렵고,
높은소결온도로 인해소결재료의불균일한미세구조와함 께 물성저하를초래한다
.
또한 미세부품에서중요시 되고 있는 표면조도가건전하지 못해 그 특성이극 대화되지못하는실정이다.
이러한마이크론 크기의분말을 이용한
PIM
공정의 한계점을극복하기위해소결의 구동력을 극대화시킨 균일한 조성의 나노합 금분말이제안되었으나
,
현재까지나노분말을이용하 여 다양한산업분야에 응용을실시한 연구결과는많*Corresponding Author : [Tel : +82-31-400-4054; E-mail : [email protected]]
지 않다
.
특히금속이나 합금성분을갖는나노입자들 을 이용한 연구결과는 거의 보고되지 않고 있으며,
대부분 세라믹의 경우에 국한되어 연구가진행되고
있다
[6-9].
이는 세라믹 나노분말의 제조나 취급이상대적으로금속보다용이하기때문이다
.
금속분말의 경우에는 나노분말을경제적으로제조하는 분말제조 기술 자체가하나의나노기술영역이며,
금속나노분 말의취급시표면산화와불순물에의한오염등의 문제점이 해결되어야만한다.
본 연구에서는 이와 같은 문제점을 해결하기위해 금속나노분말의합성뿐만 아니라결합제와 혼합과정 까지 불활성 분위기에서 일련의 연속공정을 이용하 여 미세부품을제조하였다
.
또한 나노분말과마이크 론 분말을 이용하여 제조한소결체의 수축률및 표 면조도 통해 마이크로 부품으로의 적용가능성을살 펴보았다.
2. 실험방법
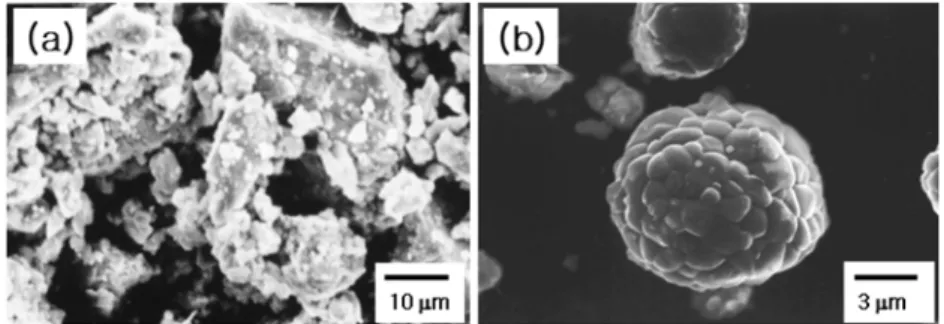
나노분말제조를 위한 출발원료는
Fe
2O
3(Kojundo, 99.9%)
와NiO(Kojundo, 99.9%)
로Fe
2O
3 분말은 평균 입도1
μm
의 분말이수십 μm
로 응집체를형성하고 있었으며
,
이론 밀도5.24 g/cm
3 이었고,
NiO
분말은평균입도7
μm,
이론밀도는7.45 g/cm
3이었다
(
그림1).
환원후의조성이Fe-8 wt%Ni
을만족할 수 있도록
Fe
2O
3와NiO
분말의 조성을 칭량후
,
어트리터(attritor)
를사용하여300 rpm
의회전속 도로10
시간동안볼밀링하였다.
볼밀링된산화물분 말은450
oC
의 온도로 수소환원하였고,
반응관 내에 서의수소유량은4.5 l/min
으로유지하였다.
환원조 건은450
oC
까지20
분 승온하였으며40
분간 유지한 후 열원을제거하였다.
환원된분말은냉각챔버에서20
oC/min
의 냉각속도로 상온까지 냉각하여 로에서냉각시 발생할수있는입성장을 최소화하였다
.
냉 각챔버와 글로브박스(glove box)
는 고순도의Ar
가스
(99.999%)
로 분위기를제어함으로써 환원과냉각,
분말의 후처리를 연속적으로 대기와 접촉없이 진행 할수있는일체형청정시스템
(one pass clean system)
으로 잔류불순물을최소화하였고 재산화를방지하였 다
.
나노분말 피드스톡에사용된결합제는 스테아린 산(SA, CH
3(CH
2)
24COOH)
으로70
oC
의 온도에서에 탄올에용해시킨 후,
최종적으로Fe-8 wt%Ni
분말과결합제의혼합비가부피비로
50:50
이 되도록혼합하였고
,
응집체가 분쇄됨과 동시에바인더가 균일하게 도포되도록 하였다.
나노분말과마이크론분말과의 표 면조도및성형성을관찰하기위하여비교시편으로평 균입도3
μm
크기의분말을이용하여피드스톡을제 조하였다.
사출성형에 사용된 결합제는 파라핀왁스(PW, C
36H
74),
비스왁스(BW, C
30H
61·C
16H
31O
2, CH
3(CH
2)
24COOH, esters, high-carbon paraffin
의 혼합),
폴리에틸렌
(PE, (-CH
2CH
2-)),
스테아린산(SA,
CH
3(CH
2)
24COOH)
으로 결합제 조성은 연구결과를토대로 하여무게비로
30PE-45PW-15BW-10SA
으로결정하였다
[10].
한편Fe-8 wt%Ni
분말과 결합제의 혼합비는 나노분말과 마찬가지로 부피비로50:50
이 되도록동등하게 혼합하였다.
실형상 성형을 위한 사출성형공정은
120
oC, 100 MPa
의 조건으로 진행되었으며,
마이크론 분말과나 노합금분말을 이용한 시편은2
단 기어형태로(
외경7.10 mm
×높이4.5 mm)
제조하였다.
탈지공정에서는
Wick
재를 사용하여 모세관 현상에 의해 제거시키는 방법과 결합제를 열분해시켜 기체상태로 제거 하는 방법을 이용하였으며
, 5
oC/min
의 승온속도로500
oC
까지진행하였다.
성형체의소결은1000
oC,
수Fig. 1. SEM micrographs of the raw powders. (a) Fe
2O
3and (b) NiO
소분위기에서
1
시간동안 진행되었고,
이때 승온속도는
10
oC/min
이었다.
성형체및 소결체의 특성평가에 있어서시편의 표면및 미세구조 특성은 광학 현미경
(OM)
과 주사전자현미경(SEM, HITACHI S-
4800)
을통하여 관찰하였다.
또한사출성형체와소결체의 표면조도는
AFM(profiler, nanofocus, germany)
을 이용하여 관찰하였다
.
3. 결과 및 고찰
3.1. 분말크기에따른피드스톡제조및사출성형
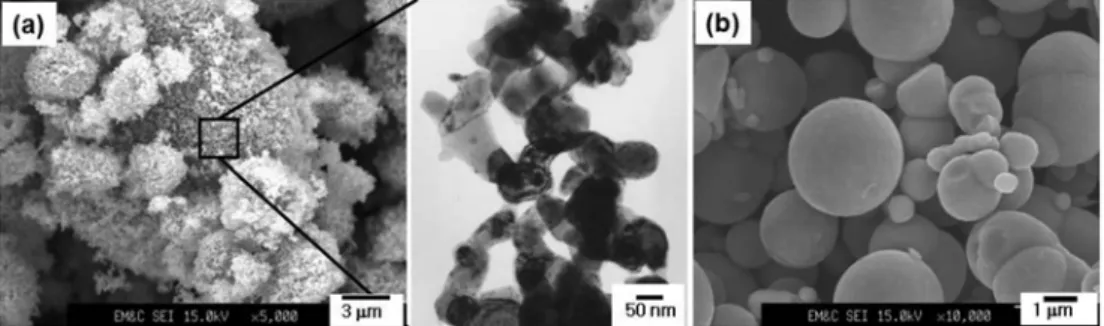
그림
2
에본 연구에서제조된Fe-8 wt%Ni
나노분말
(a)
과 현재 사출성형공정에 적용되고 있는카보닐 계Fe
분말(BASF, 98.3%), Ni
분말(BASF, 99%)
을 혼합
(b)
하여 나타내었다.
나노분말의 경우 평균70 nm
크기의 분말이20~30
μm
크기의 응집체를형성하고있으며상용분말은구형의형태로평균
3.2
μ
m
의 입도를나타냈다. BET
를 이용하여분말의비표면적을 분석한 결과
,
상용분말은0.1052 m
2/g
의 비표면적을나타낸반면,
응집체를형성하고 있는나 노분말은 상용분말과 비교하여 약200
배 이상인24.52 m
2/g
의 비표면적을 나타냈다.
사출성형공정에적용하는 분말의비표면적은 사출성형 시 피드스톡 의 유동성에 영향을 주기때문에 바인더선택이중 요하다
.
마이크론크기의분말은사출성형후 분말간 의 결합력과 탈지 후 형태유지를 위해고점도 바인 더가필수적이며,
사출시유동성을위한저점도바인 더를 적절히 혼합하여 피드스톡이 설계된다[10].
그 러나나노분말의 경우넓은비표면적을갖기때문에 일반적인복합바인더를사용할 경우높은점도를가 진다.
또한사출시 분말간의마찰력때문에유동성 이 확보되지않아사출성형이불가능하다.
즉 최적의 나노분말용 피드스톡을제조하기위해서는기존의마 이크론 분말에적용된바인더와는 달리 사출시 유 동성에초점을맞춰설계되어야하며,
바인더와분말 간의혼합이균일하게이루어져야 한다[11].
본연구 에서 제조된 나노분말용 피드스톡은 이러한 문제점 을 해결하기 위해 액상내에 바인더를 용해시킨 후 분말을 혼합하여 균일하게 혼합된 피드스톡을 제조 하였으며,
이를그림3
에 상용분말 피드스톡과함께 나타내었다.
상용분말 피드스톡(
그림3(b))
은 나노분 말 피드스톡과는달리분말대비바인더의양이많은Fig. 2. SEM micrographs of (a) reduced Fe-8 wt%Ni nanopowders and (b) the carbonyl Fe and Ni powders.
Fig. 3. SEM micrographs of Fe-8 wt.%Ni feedstock. (a) nanopowders and (b) conventional powders
것을 알 수 있다
.
이는 같은 비율로분말과 바인더 를 혼합하여도분말이 갖는비표면적이다르기 때문 이며,
다량의바인더가 작은비표면적의마이크론분 말을코팅하였기때문이다.
이에반해나노분말피드 스톡의바인더 양은비표면적대비소량임에도불구 하고,
액상내에서혼합되었기 때문에응집체내부의 미세분말까지도 균일하게 도포되었다.
이러한 결과 나노분말용피드스톡은상용분말용피드스톡과유사한
4 Nm
의 유동성을 나타냈으며,
이는 사출성형에적합한유동성이었다
.
그림
4
는균일하게혼합된Fe-8 wt%Ni
조성의상용분말과나노분말피드스톡을이용하여
120
oC
의사출온도와
100 MPa
의 사출압력으로성형한 성형체이다
.
전체적으로2
단 기어의모든치형과 상부기어까 지 모든형상이건전한것으로관찰되었다.
마이크로PIM
을 위한 원료분말은 마이크로 구조물의 크기가 수 μm
이내이기때문에 매우균질도가우수함과동시에 최소 구조물의 치수보다
1/10
배 이상 작은입자를 가져야 된다고 알려져 있다
[12].
또한 일반PIM
부품과는 달리 마이크로PIM
부품에적용 시허용 오차가더 감소되기 때문에 표면조도 또한매
우 중요하다
[13].
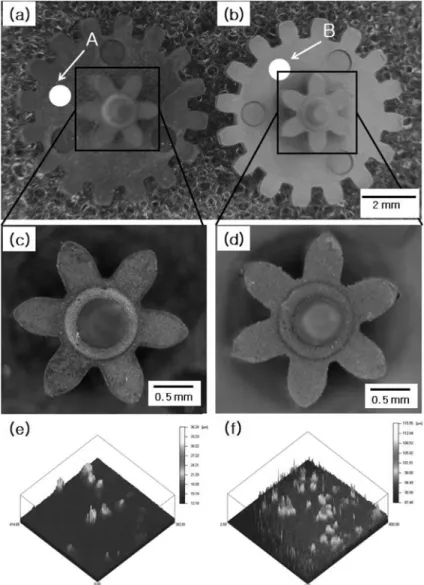
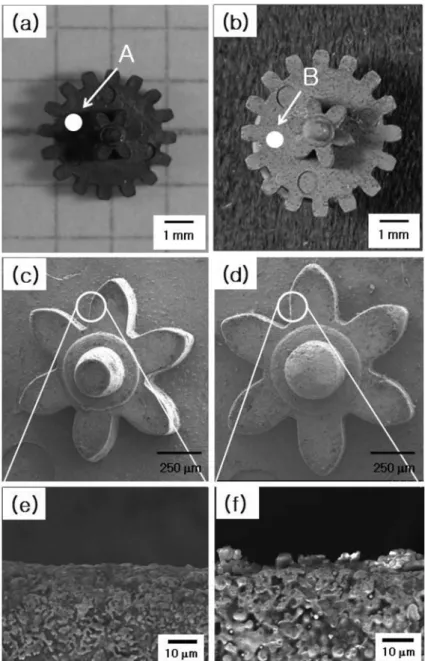
따라서 상용분말과나노분말을 이Fig. 4. Photographs of PIMed Fe-8 wt%Ni double gear parts and their 3-dimensional images for surface roughness by
AFM: (a, c, e) nanopowder part and (b, d, f) conventional powder part.
용한 사출성형체의 표면조도를 관찰하여 그림
4(e,
f)
에 나타냈다. AFM
을 이용하여 구한 평균 표면조도는나노분말사출성형체의경우
160 nm,
상용분말 사출성형체의 경우2.6
μm
를 나타냈다.
그림4(e)
와(f)
는 기어 하부의 일정 범위(
그림4(a, b)
의A, B
부분
)
를 측정한 표면조도의3
차원 이미지이며,
상용분말 성형체
(
그림4(f))
보다 나노분말 사출성형체(
그림4(e))
의 표면형상이균일해 보인다.
이는 사출성형시 단위면적당장입분말의 크기가작을수록균 일하게채워지고
,
낮은표면조도를나타내기 때문이 다.
본 연구에서피드스톡 제조시 장입된나노분말의 크기는 상용분말 대비 약
1/30
배 작은분말이었으며
,
이로 인해 같은단위면적 내에 더 많은 입자 가 채워지고,
최종적으로더균일한표면형상을나타낸 것이다
.
그림4(e)
와(f)
의 표면부에서관찰된돌출부분은사출성형후 몰드에서성형체를배출할때 바인더 때문에 발생된 것으로 판단되며
,
이는 탈지 및 소결공정 후 제거될 것으로판단되어 크게 고려 하지않았다.
3.2.완전치밀화된소결체의수축이방성및표면조도 사출성형된 두 시편은 각각의 탈지 조건에 따라 탈지하였으며
,
탈지후1000
oC
까지 승온소결하였다.
그림
5
는 소결된 시편의 하부기어를 미세연마하여 미세구조를관찰한결과이다.
소결후 각각의밀도를 측정한결과상용분말시편은93%T.D.
의치밀도를나 타냈으나,
나노분말시편의경우완전치밀화에가까운98%T.D.
의 밀도를나타냈다.
이는 상용분말의 소결Fig. 5. Microstructure of Fe-8 wt.%Ni sintered parts at 1000
oC with a heating rate of 10
oC/min in hydrogen atmosphere. (a) nanopowder part and (b) conventional powder part
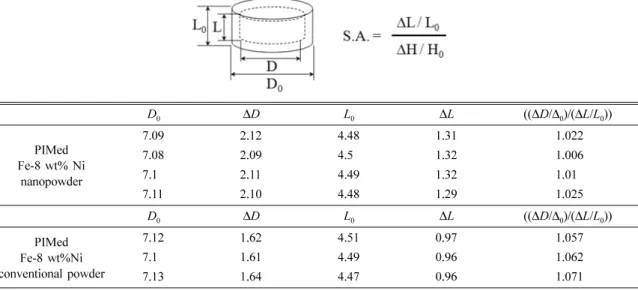
Table 1. Shrinkage anisotropy of the PIMed part during heating up to 1000
oC at 10
oC/min
D
0ΔD L
0ΔL ((ΔD/Δ
0)/(ΔL/L
0))
PIMed Fe-8 wt% Ni
nanopowder
7.09 2.12 4.48 1.31 1.022
7.08 2.09 4.5 1.32 1.006
7.1 2.11 4.49 1.32 1.01
7.11 2.10 4.48 1.29 1.025
D
0ΔD L
0ΔL ((ΔD/Δ
0)/(ΔL/L
0))
PIMed Fe-8 wt%Ni conventional powder
7.12 1.62 4.51 0.97 1.057
7.1 1.61 4.49 0.96 1.062
7.13 1.64 4.47 0.96 1.071
구동력이 나노분말에 비해 낮기 때문이다. 그러나 소 결구동력이 극대화된 나노분말은 1000oC까지 승온소 결을 하였음에도 불구하고 완전치밀화가 일어났다. 이 러한 결과는 상용분말에 비해 나노분말이 피드스톡 제조공정부터 성형공정까지 균일한 미세구조를 형성 하고 있었기 때문이다.
소결 후 치밀화 정도는 부품의 기계적 특성에 영
향을 주기 때문에 중요하지만 미세한 부품의 경우 치밀도뿐만 아니라 등방수축 또한 중요한 인자이다.
소결체의 수축이방성은 치밀화과정에서 균일한 치수 변화 정도를 결정하는 매우 중요한 인자이다.
Olevsky 등[14, 15]은 중력 효과에 의해서 고상소결 시 이방성 수축이 일어나고 액상 소결단계에서는 형 태의 뒤틀림이 발생한다고 보고하였다. 이와 같이 소
Fig. 6. SEM-micrographs and the cross section images of PIMed Fe-8 wt%Ni specimen. (a, c, e) nanopowder part and (b, d,
f) conventional powder part
결과정에 발생하는 수축 이방성이나 형태 뒤틀림은 시편의 크기가마이크로단위로 미세하면더욱중요
한 변수가 된다
.
통상적인 소결 제품은100
μm
의허용범위 안에서 수축이방성이나 형태 뒤틀림을 제 어한다
.
그러나이러한허용공차는일반적인PIM
제 품에한정되는것이며,
크기가미세한마이크로구조 물에서는 일반부품보다 정밀하게 제어되어야 한다.
따라서 정밀한 치수제어가 요구되는 마이크로 부품 은 균일한 수축이 필수적이며
,
이를 조사하기 위해 시편의 직경과높이의 변화율((
Δ/
D0)/(
ΔL/
L0))
로 정 의된수축이방성을수축결과로부터계산하였다.
직경 과 높이의변화율에서 D0는초기시편의직경을,
ΔD는 직경의변화량을나타내며
,
L0는초기시편의높이 를,
ΔL은높이의변화량을 의미한다.
표
1
은10
oC/min
로1000
oC
까지 승온소결 시 수 축이방성 결과이며,
총7
개의시편을이용하여 측정 하였다.
나노분말시편의경우직경과높이에서모두30%
의수축률을 나타내었으나,
상용분말 시편의경우
22.8%
로나노분말에비해 낮은수축률을나타냈다
.
직경과높이의변화율로수축정도를관찰한결과,
수축정도는 나노분말 시편의 경우가 더 컸지만 두 시편모두등방수축하였다
.
이러한사출성형체의등 방수축거동은Yoon
등[16, 17]
의연구결과에서도 관 찰된 바 있으며,
이는 탈지 후 잔류하는 불순물이 소결에영향을주기때문이라고밝혔다.
소결시사 출시편 내부에잔류하는탄소가 잔류산소를효과적 으로 제거함으로써고상소결을촉진시키며 강력한환 원제 역할을 하기 때문이다.
이와 같은 이유로 두 시편 모두 등방수축거동을 나타냈지만,
나노분말을 이용한 시편의 수축이방성 결과는 상용분말을 이용 한 시편보다‘1’
값에더욱근접하는 특성을나타냈 다.
이는나노분말을이용하여 사출성형한시편이상 용분말 시편보다더등방수축이 일어난다는것을의 미하며,
나노분말시편의 균일한미세구조때문에나 타난 결과이다.
이와 같은 등방수축거동은Fe-
8 wt%Ni
나노합금분말을 마이크로분말사출성형공정에 적용 시 마이크론 크기의분말보다 더 건전하 고 정밀한 부품을제조할수 있다는 것을암시하는 중요한결과이다
.
사출성형에사용되는원료분말의크기는 미세구조 물의최소크기뿐만아니라종횡비에도영향을주며
,
분말의 평균입도가작을수록더 높은종횡비를구현
할 수있다
[13].
또한마이크로부품의 경우,
분말크기에따라마이크로구조물에충전되는분말의 개수 로 표면조도가결정되기때문에 분말의크기가 미세 할수록마이크로 부품에더적합하다
.
그러나금속나 노분말을 마이크로PIM
에 응용하기 위해서는 원료 분말의 제조뿐만아니라바인더와혼합과정에서재 산화를방지하기 위한연속공정이 필요하다.
이러한문제점을 해결하기 위해
Lee
등[17, 18]
은 나노분말합성후 처리과정을불활성 분위기내에서행하여대 기와의 접촉으로부터야기되는산화및불순물의혼 입을억제하고
,
나노합금분말의사출성형과소결공정 도 동일한분위기하에서 수행함으로써공정과정에서 발생하는 재산화및오염을최소화하였다.
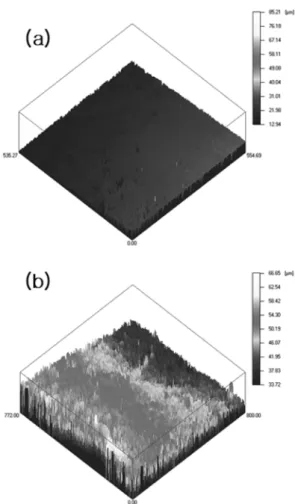
이러한일 련의 연속공정으로 제조된 나노분말 소결체가 상용Fig. 7. 3-dimensional image of the sintered part of the
PIMed Fe-8 wt.%Ni. (a) nanopowder and (b) conventional
powder by AFM
분말소결체에비해얼마나 건전한표면을 나타내는 지
SEM
으로 관찰한 결과를 그림6
에 나타내었다.
그림
6(a)
와(b)
는각각의소결체를나타낸결과이다.
소결체와 상부기어를 확대하여관찰한결과
,
소결시 편 모두건전한표면을갖는것을알 수있다.
그러 나 미시적으로 기어의 한 부분을 확대하여 수직방 향으로 관찰한 결과,
두시편의 표면은 다른표면거 칠기를 나타내었다.
마이크론 분말을 사용한 시편(
그림6(f))
의 경우 기어표면으로부터5~10
μm
의조도변화가 발생되었으며
,
초기 장입되었던 분말의 형상이 표면에서 관찰되었다.
반면,
나노분말을 이 용한 시편(
그림6(e))
의 경우1
μm
이하의 균일한 표면을나타냈다.
이러한결과는나노분말을이용한 시편의 경우같은 단위면적당 더 많은분말이 채워 졌기 때문이며,
분말의 뛰어난 소결성으로인해 건전한 표면을나타냈다
. SEM
분석결과 나노분말 시편이 상용분말 시편보다 더 건전한 표면조도를 나 타내는 것을 확인하였고
, AFM
을 이용하여 표면조 도를 정량적으로 측정하였다(
그림6(a, b)
의A, B
부분
).
그림7(a)
에 나노분말 소결체의 표면조도를3
차원 이미지로 나타내었으며,
초기 성형체보다 약5
배 높은평균815 nm
의 표면거칠기를 나타내었다.
이러한 표면조도의 증가는 탈지 및 소결이 진행되 는 동안 초기성형체의 표면을 코팅하고 있던 바인 더가 제거되고
,
소결이진행되면서내부의 입자들도 성장하였기 때문이다.
상용분말을 이용한 시편은(
그림7(b))
평균7
μm
로 초기 성형체 보다 약3
배 가량증가되었으며
,
나노분말 소결체보다건전하 지 못한 표면조도를 나타냈다.
초기 사출성형체의 표면조도와 비교하여볼때 치밀화가진행되면서나 노분말 시편이 상용분말 시편보다 더 큰 표면조도 변화를 나타냈다.
이러한 결과는 소결구동력이 큰 나노분말이 상용분말보다 치밀화 시 더 많은 입성 장이 일어났기 때문이다.
그러나 최종 소결시편의 표면조도는 나노분말 시편이 더 균일한 표면을 형 성하고 있었으며,
이는 분말의 미세화뿐만 아니라 성형체 내부에분말과 바인더가균일한 미세구조로 혼합되었기 때문이다.
이러한 결과를 통해 현재 마 이크로 분말사출성형에 적용하고 있는3
μm
크기 의 상용분말을 나노분말로 대체할 경우 더욱 건전 하고 정밀한마이크로 부품을 제조할수 있을 것으 로 판단된다.
4. 결 론
본연구에서는금속나노분말과마이크론크기의상
용
Fe-8 wt%Ni
분말을이용하여 사출성형후,
소결하여수축이방성과표면조도를 비교하였다
.
사출성형 체는상용분말과 나노분말시편모두건전한형상을 나타냈으나,
표면조도는나노분말이상용분말에비해 약30
배 가량 뛰어난 결과를 나타내었다.
또한 두 시편 모두 소결시 유사한 등방수축 결과를나타냈 으나,
나노분말시편의경우더 높은치밀도와 수축 거동을나타내었다. AFM
을 이용하여소결체의표면 조도를 측정한결과나노분말시편이 상용분말시편 보다 약7
배 이상 우수한표면조도를 나타냈다.
이 러한결과는상용분말시편에비해나노분말시편이단 위면적당 분말의충진률이 높고,
균일한미세구조를 갖기때문이다.
본연구에서개발된 기술은향후마이크로미세부 품 분야에서 요구되는 특성을 충족시킬 수 있을것 으로기대된다
.
또한높은부가가치산업으로 기대되 는 마이크로 부품 분야에나노분말의 성형 및 벌크 화 기술을 적용시 경제적인 공정으로 정밀한 부품 을 제조할수있을 것이다.
감사의 글
본 연구는