한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 52, No. 1, 2019.
https://doi.org/10.5695/JKISE.2019.52.1.6
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
전단코팅 공정으로 제조하는 금속-할라이드계 페로브스카이트의 박막성장에 미치는 공정변수의 영향 고찰
최지혜a, 송지호a, 정지영a,정중희a, 김재균b, 홍기하a,*
a한밭대학교 신소재공학과
b한양대학교 나노광전자학과
The Influence of Process Variables on the Thin Film Growth of Metal-Halide Perovskites by the Solution Shear Coating
Jihye Choea, Jiho Songa,Jiyoung Jeonga, Choong-Heui Chunga, Jaekyun Kimb, and Ki-Ha Honga,*
a
Department of Materials Science and Engineering, Hanbat National University, Daejeon, 34158, Republic of Korea
b
Department of Photonics and Nanoelectronics, Hanyang University, Ansan, 15588, Republic of Korea (Received 18 December, 2018 ; revised 4 January, 2019 ; accepted 8 January, 2019)
Abstract
Metal-halide perovskite (MHP) solar cell is a promising candidate for next-generation flexible devices and the BIPV (Building-integrated photovoltaics) because it can exhibit high power conversion efficiencies over 23%, good bendability and low processing cost. However, MHP solar cells are commonly fabricated by the spin coating that is not a reliable method to produce large-scale commercial solar cells. A shear coating can be one of the potential candidates for the large-scale deposition method of MHP films. In this work, the influences of the process parameters such as solvents of precursor solution, substrate temperature, con- centrations of precursor solution, and annealing time on the thin film growth of MHP were investigated for the shear coating process. This study presents the possibility of the shear coating process for large-scaled perovskite film fabrication and reveals the role of process condition in the thin film growth of perovskites.
Keywords: Perovskite Solar Cells, Solution Shear Coating, Film Growth, Crystallinity
1. 서 론
유무기 복합 페로브스카이트 태양전지는 간단하 고 저렴한 용액 공정만으로도 20% 이상의 고효율 [1,2]을 달성하였으므로 현재 전도유망한 태양전지 로 주목받고 있다. 하지만 지금까지 보고된 괄목할
만한 효율은 작은 크기의 활성면적에서 얻어졌으며 [1-4], 작은 면적에서 얻어진 효율은 상용화 단계에 적용되는 대면적 활성영역에서 얻어진 효율보다 높 게 측정되는 경향[2]이 있어 신뢰하기 어렵다. 따라 서 신뢰할 만한 효율을 확보하기 위해서는 페로브스 카이트 박막의 대면적 증착 방안이 모색되어야 하며 더 나아가 본 태양전지가 상용화되기 위해서 반드시 대면적 페로브스카이트 태양전지가 제작되어야 한다.
페로브스카이트 박막을 제작하는 방식 중 용액공 정은 효과적으로 공정 원가를 낮추면서도 고효율의 태양전지를 제작할 수 있다는 점에서 매우 유용한 증착 방식이다. 다양한 용액공정이 존재하는데 스
*
Corresponding Author: Ki-Ha Hong
Department of Materials Science and Engineering, Hanbat National University, 125 Dongseo-daero, Yuseong-Gu, Daejeon, 34158, Korea
Tel: +82-42-821-1238 ; Fax: +82-42-821-1592
E-mail: [email protected]
핀 코팅(spin coating), 블레이드 코팅(blade coating) 그리고 스프레이 코팅(spray coating)이 일반적으로 페로브스카이트 박막 제작에 적용되고 있다. 대부 분의 페로브스카이트 태양전지 연구는 연구실 단위 로 진행되어서 스핀 코팅을 통해 흡수층이나 전자 정공수송층을 적층한다[1-3,5,6]. 그러나 이 코팅법 을 대면적화에 적용한다면 넓은 면적에 걸친 일정 하고 균일한 품질의 박막을 제작할 수 없으며 그로 인해 소자의 성능이 저하되어 대면적 태양전지 제 작에 적합하지 않다. 뿐만 아니라 연속공정에 도입 할 수 없어 전체적인 공정 효율을 저하시키며 공정 초기에 사용되는 용액에 비해 실제 증착되는 양은 10%에 불과해 용액 손실이 크다. 반면 블레이드 코 팅과 스프레이 코팅은 대면적 페로브스카이트 태양 전지 제작에 매우 적합한 방식이며 롤투롤 (Roll- to-Roll, R2R) 및 연속공정에 적절하다. 블레이드 코 팅은 점도 높은 용액을 깎아내는 방식[7]이고 스프 레이 코팅은 기판 전체를 고르게 덮기 위해서 상대 적으로 낮은 농도로 제조된 용액을 다량 사용하는 방식[8]이기 때문에 두 방법 역시 광활성층 증착에 상당한 양의 재료를 낭비하여 경제적이지 못하다.
앞서 언급된 증착 방법들과 달리 본 실험에서 적 용된 전단 코팅(shear coating)은 블레이드와 기판 사 이를 채우는 소량의 재료만으로 실험실 단위에서 적 용되는 디바이스 면적을 충분히 증착할 수 있다. 그 렇기 때문에 네 가지 공정방법으로 같은 면적을 덮 는다면 전단 코팅을 적용했을 때 사용되는 용액의 양을 가장 효과적으로 줄일 수 있다. 롤투롤 및 연 속공정에도 적용할 수 있어 공정 효율 또한 상승되 는 효과를 얻을 수 있다.
경제적인 측면뿐만 아니라 소자의 성능면에서도 스핀 코팅 외의 공정이 도입되어야 한다. 페로브스 카이트 태양전지에서 흡수층의 결정립을 크게 성장 시키는 것은 매우 중요하다[9,10]. 결정립계와 결정 립 내부의 결함은 전자와 정공을 이동 중에 소멸시 키는 trap으로 작용하여 효율 저하를 초래하므로 흡 수층의 결정립은 내부 결함 없이 크기가 클수록 소 자 성능에 유리하다. 그러므로 페로브스카이트의 결 정립을 크게 성장시킬 방법을 모색하는 것은 매우 중요하다. 스핀 코팅으로 흡수층을 증착하더라도 50~100µm 수준의 큰 결정립을 성장시킬 수 있지 만[11] 특수한 방식을 적용하지 않는 이상 대부분 300 nm의 작은 페로브스카이트 결정립을 얻기 때 문에[3,12,15] 스핀 코팅을 대체할 간단하면서도 결 정립을 크게 성장시킬 증착 방법이 도입되어야 한다.
페로브스카이트 외의 물질이긴 하나 Z. Bao 등은 블레이드 디자인을 변경함으로써 전단 코팅을 통한
단결정 성장의 가능성을 보여주었다[13]. Z. Bao의 연구 결과에 따라 본 연구에서는 결정립을 크게 성 장시킬 방안으로 전단 코팅법을 제안하였다[13]. 전 단 코팅은 solution-shearing이라고도 불리는 용액공 정으로 기판에 용액을 떨어뜨린 후 블레이드를 이 동시켜 박막을 제작한다. 박막이 제작되는 과정 중 에 블레이드와 기판은 항상 일정한 간격을 유지해 야 하는데 이 간격에 의해 모세관 현상이 발생하여 블레이드가 이동을 하더라도 용액이 기판과 블레이 드 사이에 존재하게 된다. 블레이드가 이동함에 따 라 이동방향과 반대방향으로 형성되는 용액부에서 두께가 매우 얇으면서 곡률 반경이 큰 면을 생성하 게 된다. 이 면을 메니스커스 면이라고 하며 전단 코팅 중 용매의 증발이 일어나는 부분으로 용매 증 발 후 결정이 성장하므로, 메니스커스의 형태조절 은 전단 코팅에서 매우 중요한 공정인자가 된다[22].
전단 코팅은 블레이드 코팅과 유사하나 낮은 농도 의 용액을 사용하며 질 좋은 박막을 제작하기 위해 서는 블레이드의 이동속도와 메니스커스 면에서 발 생하는 용매의 증발이 적절한 조화를 이루어야 한 다는 점에서 차별된다[13,14,22]. 그림 1은 전단 코 팅을 통해 박막을 형성하는 과정을 나타낸 도해이다.
이러한 장점들을 기반으로 본 실험에서는 페로브 스카이트 광흡수층의 증착 방법으로 전단 코팅법을 적용하였다. 특히, 태양전지의 광흡수층은 전자, 정 공의 손실을 막기 위해 결정립계를 최소화하는 것 이 중요하고 이는 결정립의 크기를 크게 키우는 것 을 의미하므로 본 연구에서는 실험 조건에 따라 결 정립의 크기가 어떻게 변화하는지, 그 경향성에 대
Fig. 1. Illustration of shear coating process. The
illustration shows the formation of MHP film when
shear coating method is applied. The upper plate is a
glass blade and the lower plate fixed on a hot plate is
an ITO glass substrate. MHP precursor solution is
located on the area between these glasses. The film is
fabricated by moving precursor solution with the upper
plate in one direction.
한 연구에 집중한다. 전단 코팅법은 다양한 공정변 수들이 존재하므로 각각의 변수에 대한 결정립의 크기 변화를 관찰하기 위해서는 상당히 많은 수의 실험이 요구된다. 예를 들어, 공정변수에는 기판 온 도, 페로브스카이트 전구체 용액의 농도, 페로브스 카이트 전구체 용액의 용매, 블레이드의 종류, 블레 이드와 유리기판의 사이 간격, 블레이드의 각도, 블 레이드의 이동속도 등이 있다. 본 연구에서는 박막 증착에 가장 큰 영향을 주는 인자로 알려진 페로브 스카이트 전구체 용액의 용매, 기판 온도, 페로브스 카이트 전구체 용액의 농도, 블레이드의 이동속도 (shear rate)가 박막성장에 미치는 영향을 분석한다.
이에 그치지 않고 태양전지의 성능 확인과 동시에 페로브스카이트 박막 제작 방법으로서의 적절성을 확인하고자 한다.
2. 실험 방법
2.1 페로브스카이트 흡수층의 증착
유리기판을 아세톤, 이소프로필 알코올 순으로 10 분간 초음파 처리하여 세척한 뒤 질소로 건조한다.
5분동안 UV treatment하여 유기물을 제거하는 2차 세척을 한다. 유리기판과 페로브스카이트 박막 사 이에 하부층으로 nickel oxide layer를 증착하여 소 자 제작 환경과 동일하게 흡수층을 제작한다. Nickel oxide layer 또한 용액 공정을 통해 제작되며 이 때 사용되는 nickel oxide의 전구체 용액은 nickel nitrate hexahydrate를 소량의 ethylenediamine과 함께 ethylene glycol에 1 M의 농도로 용해시켜 준비한다.
제조한 용액을 하룻밤동안 교반하고 PVDF 필터로 불순물을 여과한 뒤 사용한다. 세척된 유리기판 위 에 스핀 코팅 하여 증착시킨 뒤 300oC에서 한시간 동안 열처리한다. 페로브스카이트 전구체 용액은 노 란색을 띄는 용액으로 DMF와 GBL:DMSO=7:3 용액 에 PbI2와 MAI(CH3NH3I, methylammonium iodide) (PbI2:MAI=1:1)를 35wt%의 농도로 혼합하여 제조 하며 GBL:DMSO=7:3 용액은 36 wt%와 37 wt%의 농도로 추가 제조한다. 전구체 용액의 온도는 50oC 를 유지한다. 3.5 µL의 페로브스카이트 전구체 용 액을 블레이드와 유리기판 사이에 투입하고(그림 1 참고) 블레이드를 이동시켜 흡수층을 증착한다. 증 착과정 중 블레이드의 이동에 따라 메니스커스 면 이 형성되는데 이 면은 용매의 증발이 일어나는 위 치이며 블레이드와 함께 이동한다. 블레이드와 유 리기판 사이에 위치한 용액은 전구체 상태로 노란 색이 유지되지만 메니스커스 면이 지나간 자리에는 용매의 증발이 일어나 어두운 갈색의 페로브스카이
트 용질이 유리기판에 남아 박막을 형성한다. 이때 기판 온도, 블레이드 이동속도(shear rate), 블레이드 의 각도, 유리기판과 블레이드의 사이 간격은 각각 100~160oC, 2~6 mm/s, 30o, 10µm로 제한한다.
2.2 페로브스카이트 태양전지 제작
ITO 유리기판을 아세톤, 이소프로필 알코올 순으 로 10분간 초음파 처리하여 세척한 뒤 질소로 건조 한다. 5분동안 UV treatment하여 유기물을 제거하는 2차 세척을 한다. P-I-N 구조의 페로브스카이트 태 양전지를 제작하기 위해 HTL(hole transport layer)과 ETL(electron transport layer)로 NiOX(nickel oxide)와 PC60BM(phenyl-C61-butyric acid methyl ester)을 각 각 선택하였다. Nickel oxide 전구체 용액은 nickel nitrate hexahydrate를 소량의 ethylenediamine과 함 께 ethylene glycol에 1 M의 농도로 용해시켜 준비 한다. 제조한 용액을 하룻밤 동안 교반한 뒤 사용 한다. ITO 유리기판 위에 nickel oxide 전구체 용액 을 스핀 코팅 하여 증착시킨 뒤 300oC에서 한시간 동안 열처리한다. 페로브스카이트 전구체 용액은 GBL:DMSO=7:3 용액에 PbI2와 MAI (PbI2:MAI=1:1) 를 35wt%의 농도로 혼합하여 제조하며 전구체 용액 의 온도는 50oC를 유지한다. 3.5 µL의 페로브스카 이트 전구체 용액을 nickel oxide 위에 전단 코팅 하 여 증착한다. 균일하게 증착된 페로브스카이트 흡수 층 위에 12.5 mg/mL의 PC60BM – chlorobenzene 용 액과 0.5 mg/mL의 BCP(bathocuproine) – ethanol 용 액을 차례로 스핀 코팅 하여 PC60BM 층과 BCP 층 을 적층한다. 이후 thermal evaporator를 통해 120 nm 의 silver 전극을 증착한다. 모든 용액은 사용 전에 PVDF filter로 불순물을 제거한 뒤 사용한다.
3. 결과 및 고찰
3.1 증착 방식의 영향: 스핀 코팅 vs. 전단 코팅 일반적으로 페로브스카이트 흡수층을 제작하는데 사용되는 용액공정은 스핀 코팅이지만 다결정 페로 브스카이트 박막을 제작하기 위해서는 스핀 코팅 도중 anti-solvent를 떨어뜨리는 과정이 매우 섬세하 게 다뤄져야 한다는 단점이 있다. 그로 인해 초기 실험 단계에서 연구자들은 anti-solvent를 떨어뜨리 는 시점을 조절하는데 상당한 어려움을 겪는다 [3,15]. 특히나 주변 환경에 의해 그 시점이 영향을 받아서 일정한 온도와 일정한 습도가 유지되는 곳 에서 이 방식은 재현성이 보장된다. 반면에 전단 코 팅을 페로브스카이트 박막 제작에 도입한다면 anti- solvent의 첨가 없이 단순히 블레이드를 이동시키는
방법만으로 다결정의 페로브스카이트 흡수층을 제 작할 수 있으므로 초기 실험 단계에서 겪어야 하는 어려움을 덜어낼 수 있다. 게다가 주변 환경의 영 향으로부터 상대적으로 자유로워 재현성에서 강점 을 보인다.
뿐만 아니라 스핀 코팅으로 제작된 페로브스카 이트 흡수층보다 전단 코팅으로 제작된 페로브스 카이트 흡수층의 결정립이 더 크다는 점 또한 장 점으로 꼽을 수 있다. 그림 2는 전단 코팅으로 제 작된 페로브스카이트 박막과 스핀 코팅으로 제작 된 페로브스카이트 박막의 결정립을 비교한 결과 이다. 그림 2a는 전단 코팅으로 제작된 페로브스 카이트 박막의 OM(optical microscopy) 결과로 이 를 토대로 결정립 크기를 추출하여 그림 2b에 도 시하였다. 마찬가지로 그림 2c는 스핀 코팅으로 제작된 페로브스카이트 박막의 SEM(Scanning Electron Microscopy) 결과이며 그림 2d는 그림 2c 로부터 얻어진 결정립 크기의 분포를 나타낸 결과 이다. 그림 2b와 d에 표시된 점선은 평균 결정립 크 기를 나타내며 전단 코팅으로 증착된 페로브스카이 트 흡수층의 평균 결정립 크기는 53.4 µm로 나타났 으며 스핀 코팅으로 증착된 페로브스카이트 흡수층 의 평균 결정립 크기는 169.4 nm로 나타났다. 이 결 과로부터 전단 코팅으로 박막을 제작하였을 때 약 300배 큰 크기의 결정립을 갖는 페로브스카이트 박 막을 제작할 수 있음을 확인하였다.
3.2 용매의 영향
전단 코팅은 메니스커스 면[22]에서 용매가 증발하 면서 박막 형성되기 때문에 용매를 선택하는 것이 매 우 중요하다. 페로브스카이트 박막을 제작할 때 보편 적으로 사용되는 용매는 DMF(dimethylformamide) [5,16]와 DMSO(dimethyl sulfoxide)[3,5,17], GBL (gamma-butyrolactone)[3], NMP(n-methyl-2-pyrrolidone)[21]
등이 있다. 그 중에서도 이번 실험에 선택된 용매는 DMF 그리고 GBL과 DMSO를 7:3의 비율로 섞은 용액이다. 두 용매는 물질의 특성이 확연한 차이를 보이기 때문에 용매의 어떤 특성이 페로브스카이트 박막 제작에 결정적인 영향을 끼치는지 확인할 수 있다. 두 용매를 비교하기 위해 용액의 농도, 기판 온도, 유리기판과 블레이드의 사이 간격, 블레이드 의 이동속도를 각각 35wt%, 140oC, 10µm, 5 mm/s 로 동일하게 설정하였다.
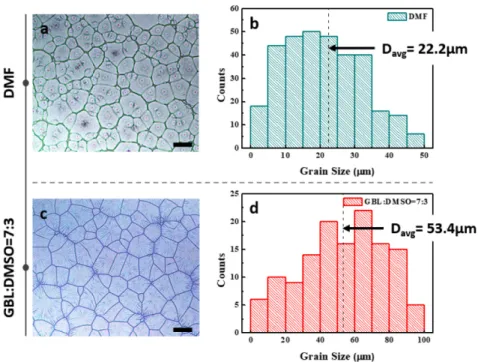
그림 3a와 c는 각각 DMF와 GBL:DMSO=7:3 용 액의 OM 결과로 두 이미지의 scale bar는 100 µm 로 동일하다. 그림 3b와 d는 각각 그림 3a와 c를 토대로 결정립 크기의 분포를 분석한 결과이며 그 림 3b와 d에 도시된 점선은 결정립 크기의 평균값 이다. 결정립 크기의 평균값은 DMF와 GBL:DMSO=7:3 용액이 각각 22.2 µm와 53.4 µm로 GBL:DMSO=7:3 용액을 용매로 사용했을 때 더 큰 값을 보였다. DMF는 가장 큰 결정립이 50 µm 이 하지만 GBL:DMSO=7:3 용액은 50 µm 이상의 크
Fig. 2. The optical microscopy image (a), the grain size distribution (b) of MHP film deposited by the shear coating
and the scanning electron microscopy image(c) and the grain size distribution (d) of MHP film deposited by the spin
coating.
기로 결정립을 성장시킬 수 있음이 확인되었다. 그 림 3의 OM(a, c)과 결정립 크기의 분포 결과(b, d) 모두 GBL:DMSO=7:3 용액이 DMF보다 더 큰 결 정립을 형성하는데 유리한 용매임을 보여준다.
3.3 기판 온도의 영향
기판 온도와 페로브스카이트 결정립 크기의 관계 그리고 박막 제작에 보다 적절한 기판 온도를 확인
하기 위해 100~160oC의 온도에서 박막을 제작하였 으며 페로브스카이트 흡수층의 결정립 형상을 관찰 하였다. 앞선 결과와 동일하게 페로브스카이트 전 구체 용액의 용매로 DMF 그리고 GBL과 DMSO를 7:3의 비율로 혼합한 용액 두 가지를 사용함으로써 온도 변화에 민감한 용매가 무엇인지 그리고 용매 에 따라 적절한 기판 온도가 어떻게 변화하는지 또 한 확인하였다.
Fig. 3. The optical microscopy images and grain size distributions of MHP films when DMF (a and b) and mixture of GBL and DMSO (7:3 volume ratio) (c and d) are used as solvents of MHP precursor solutions. (scale bar: 100
µm)
Fig. 4. Effects of substrate temperatures on the grain growth of the shear coating process. Average size of MHP
grains increases as substrate temperature increases from 100
oC to 160
oC when GBL:DMSO=7:3 solution is used
as solvent of MHP precursor solution. However, there is no tendency of grain size according to the substrate
temperature when DMF is used. (scale bar: 100
µm)
그림 4를 통해 GBL:DMSO=7:3 용액을 사용한 경 우, 기판 온도가 상승함에 따라 결정립 크기가 증 가한다는 것을 확인할 수 있다. 그러나 DMF를 사 용한 경우, 기판 온도의 변화에 경향성을 보이지 않 았다.
그림 4의 GBL:DMSO=7:3 용액의 결과는 전단 코 팅을 통해 페로브스카이트 결정립이 형성되는 이론 적 배경이 Rayleigh-Bénard Convection과 관련이 깊 다는 것을 보여준다 [18]. Rayleigh-Bénard Convection 은 표면과 바닥면의 용액 사이의 온도 차에 의해 발생하는 대류다 [18,20]. 이 대류에 의해 형성된 polygonal cell을 Bénard cell이라고 한다. 본 실험에 서 얻어진 페로브스카이트 결정립 또한 Bénard cell 의 형태이다. Bénard cell은 표면과 바닥면의 온도 차가 클수록 더 큰 대류가 형성되어 cell의 크기가 증가하게 된다 [18]. GBL:DMSO=7:3 용액을 사용 하였을 때 기판 온도가 증가함에 따라 결정립의 크 기가 상승하는 것 또한 표면과 바닥면의 온도 차가 증가하여 더 큰 대류가 형성되고 그에 따라 형성된 결정립의 크기가 증가한 것으로 해석된다.
그러나 DMF 용매의 경우 이러한 경향성을 따르 지 않았는데 이는 DMF의 빠른 증발 속도에 의한 것으로 판단된다. M. Yang은 그의 연구결과를 통 해 DMF는 증발 속도가 너무 빠르기 때문에 결정 립 성장을 제어하기에 어려움이 따른다는 사실을 밝힌 바 있다 [21]. 증발 속도가 느린 GBL과 DMSO mixture를 용매로 사용하는 것이 결정립을 성장시키는데 더 유리함을 본 결과와 M. Yang의 연구결과가 뒷받침해준다 [21].
기판 온도가 상승함에 따라 결정립의 크기가 증가 할 뿐만 아니라 결정립의 질 또한 영향을 받는다.
140oC를 기점으로 페로브스카이트 결정립이 그보다 낮은 온도에서 형성되면 결정립 가장자리에서, 그 보다 높은 온도에서 형성되면 결정립 내부에서 결 함이 형성되어 균일하지 못한 박막을 얻게 된다(그 림 4). 이를 통해 알 수 있듯이 기판 온도를 설정 하는 것은 전체적인 막질에 주요한 영향을 끼치기 때문에 적절한 온도를 찾는 것이 매우 중요하다.
DMF의 경우 120oC에서, GBL:DMSO=7:3 용액의 경우 140oC에서 신뢰할 수 있는 막질을 가진 박막 이 형성되었다. 이를 단순히 끓는점(boiling point) 과 비교하여 나타낸다면 아래의 식과 같다.
(1)
위의 식 (1) 에서 T는 실험적으로 얻어진 적절한 기판온도, Tb.p는 용매의 끓는점, a는 두 값에 의해
얻어지는 상수이다. DMF와 GBL, DMSO의 끓는점 이 각각 152oC, 204oC, 189oC이며 이 값을 위의 식 에 대입하면 aDMF=0.789, aGBL&DMSO=0.702를 도출할 수 있다. (이 때, GBL과 DMSO는 비율에 따라 계 산에 적용되었다.) 본 식에 따라 전단 코팅을 통해 페로브스카이트 박막을 제작할 때에 적용해야 하는 적절 수준의 기판 온도는 끓는점의 70~80%에 해 당하는 온도임을 확인하였다.
특히, 이 결과는 새로운 용매를 적용하거나 용매 로 쓰이는 용액의 혼합 비율을 달리했을 때 유용한 정보가 될 것이라고 예상된다. 사용된 용매의 끓는 점에서 70~80%에 해당하는 온도를 기판 온도로 설 정하여 전단 코팅한다면 실험의 가지 수를 효과적 으로 줄일 수 있어 보다 빠르게 적절한 기판 온도 를 찾을 수 있을 것이다.
3.4 Shear rate의 영향
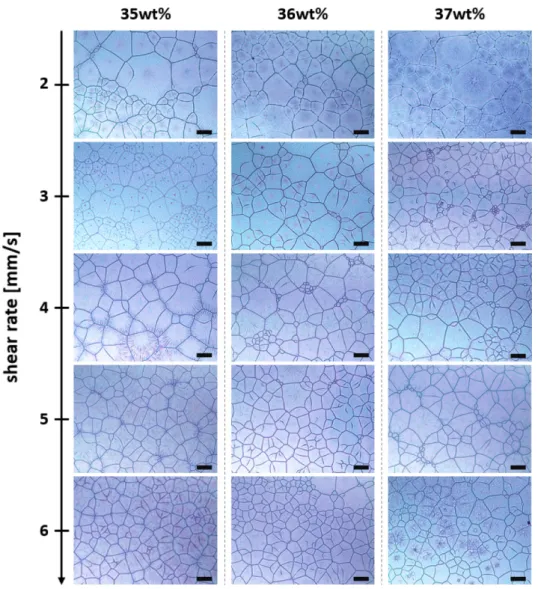
페로브스카이트 전구체 용액의 농도를 35 wt%, 36 wt%, 37 wt%로 달리하여 흡수층을 증착하였다.
본 실험에 앞서 농도 30 wt%와 40 wt%의 전구체 용액으로 페로브스카이트 박막을 제작하였으나 30 wt%의 용액을 사용한 경우 매우 얇은 두께의 흡 수층이 제작되어 더 높은 농도의 용액이 요구되었 다. 40 wt%의 용액의 경우 농도가 너무 높아 적절 한 shear rate을 찾는데 어려움이 따랐다. 1 wt%의 작은 차이만으로도 공정조건이 영향을 받아서 용액 농도에 근소한 차이를 두어 페로브스카이트 박막을 제작하였다.
그림 5가 그 결과이며 농도 별로 블레이드 속도 를 2~6 mm/s의 범위로 증착하였다. 농도에 관계없 이 shear rate이 높아질수록 결정립의 크기가 작아 지는 경향이 있다. 그러나 결정립 크기를 증가시키 기 위해 shear rate을 낮추게 되면 결정립 크기의 편차가 커지고 균일한 결정립을 얻기 어려워진다.
그렇기 때문에 적절한 shear rate을 찾아야만 전체 적으로 균일한 박막을 제작할 수 있다.
그림 6는 35 wt%의 페로브스카이트 전구체 용액 을 4 mm/s, 5 mm/s, 6 mm/s의 속도로 증착한 뒤 찍 은 박막 사진이다. 5 mm/s에서 균일한 박막을 보이 지만 4 mm/s와 6 mm/s로 증착하였을 때 막질이 현 저히 저하되는 것을 확인할 수 있다. Shear rate이 5 mm/s보다 낮아지게 되면 블레이드의 진행방향과 수직된 방향으로 선이 나타나는 것을 확인할 수 있 는데 그 부분은 주변보다 더 두껍게 증착된 부분이 다. 반대로 shear rate이 5 mm/s보다 높아지게 되면 nickel oxide 부분이 드러나 보일 정도로 얇은 부분 이 나타난다.
a T Tb.p ---
=
Shear rate에 따라 박막의 roughness가 차이가 나 는 것은 Coffee-Ring Effect로 설명할 수 있다 [19].
입자를 가진 용액이 액적을 형성하면 가장자리에서 가장 빠르게 용매의 증발이 일어난다. 용매가 증발 함에 따라 본래의 액적 크기를 보존하기 위해 내부
의 용액이 가장자리로 이동하면서 용질 또한 가장 자리로 이동시킨다. 이 현상으로 인해 액적의 모든 용매가 모두 증발하면 가장자리에 집중적으로 용질 이 남게 되는데 그 모양이 떨어진 커피 방울이 휘 발된 뒤 남기는 형상에서도 발견되어 Coffee-Ring Effect라고 불린다 [19].
전단 코팅에서는 메니스커스 면에서 증발이 발생 하는데 메니스커스 면이 기판과 닿는 부분에서 용 액의 두께가 가장 얇아 그 부분에서 보다 활발한 증발이 일어나게 된다 [22]. Shear rate이 적정 속도 보다 느리다면 용매가 증발함에 따라 용질이 메니 스커스 면의 가장자리로 이동할 시간이 충분하기 때문에 주변부보다 두껍게 증착된다. 반대로 shear rate이 적정 속도보다 빠르다면 용매가 증발함에 따 라 용질이 가장자리로 이동할 시간이 충분하지 못 해 주변보다 얇게 증착되는 부분이 나타나게 된다 고 해석할 수 있다.
Fig. 5. Effects of shear rate and concentration of MHP precursor solutions on the grain growth. Grain morphology changes as shear rate increases from 2 mm/s to 6 mm/s. (scale bar: 100
µm)
Fig. 6. Effects of shear rates on the surface
morphology of MHP films. The MHP films are
deposited with 35wt% precursor solution, and different
shear rates of 4~6 mm/s are applied on these films.
이러한 현상은 태양전지의 성능에 악영향을 주게 된다. 흡수층의 roughness가 커지면 페로브스카이트 층과 전극이 만나 shunt path가 형성될 확률이 증 가하므로 roughness를 낮추기 위해서는 적정 shear rate을 찾는 것이 매우 중요하다.
3.5 annealing의 영향
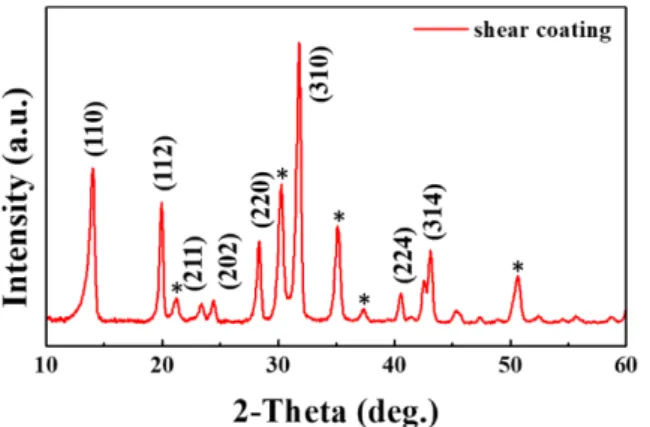
일련의 과정을 통해 다양한 조건에서 페로브스카 이트 박막을 제작하였고 설정한 범위 내에서 최적 조건을 찾아 흡수층을 제작하였다. 그림 7의 XRD 결과를 통해 CH3NH3PbI3 peak이 완전한 페로브스 카이트 박막이 제작됨 또한 확인하였다. 이를 바탕 으로 전단 코팅된 페로브스카이트 박막을 흡수층으 로 하는 태양전지를 제작하였고 그 성능은 그림 8a,
b와 같다. 이때, 열처리 조건에 따른 성능 변화를 함 께 관찰하였다. 그림 8a는 100oC에서 각각 2분, 10분, 20분 동안 열처리한 박막의 소자 성능을 나타낸다.
VOC(open-circuit voltage), JSC(short-circuit current density), FF(fill factor), PCE(power conversion efficiency) 모두 열처리 시간 10분에서 가장 높은 수 치를 보였다. 이를 토대로 박막의 열처리 시간으로 10분을 동일하게 적용하고 열처리 온도를 달리하여 측정한 성능 결과는 그림 8b와 같다. 각각 60oC, 80oC, 100oC에서 열처리한 박막의 소자 성능을 나타낸다.
열처리 온도가 상승함에 따라 VOC, JSC, FF, PCE가 증 가함을 확인할 수 있다. 이러한 성능 결과는 PL(photoluminescence) 결과가 뒷받침해준다. 그림 8c 는 그림 8b에 대응되는 결과로 60oC, 80oC, 100oC에 서 10분 동안 열처리한 박막의 PL 결과이다. 열처리 온도가 증가함에 따라 PL intensity가 감소하는 것을 확인할 수 있는데 이는 열처리를 수행함으로써 정공 수송층과 흡수층 사이의 계면이 개선되어 전하의 이 동이 보다 원활히 이루어지며 나타난 효과로 해석될 수 있다.
4. 결 론
사용된 재료의 양을 현저히 줄이면서도 공정 효 율을 증가시킬 수 있는 전단 코팅을 페로브스카이 트 태양전지의 제작 방안으로 제안하였다. 본 연구 에서는 페로브스카이트 흡수층 제작에 도입하여 10% 이상의 효율을 보이는 태양전지를 제작하였고 페로브스카이트 박막의 제작 방식으로 전단 코팅이
Fig. 7. XRD result of MHP film deposited by shear
coating (*ITO). XRD data shows existence of two substances, CH
3NH
3PbI
3and ITO. The indices and star symbols demonstrate CH
3NH
3PbI
3and ITO, respectively.
Fig. 8. Effects of the annealing time and temperature on J-V performances(a and b) of MHP solar cells of which light
absorption layers are made by shear coating. (c) The influence of the annealing temperature on the PL of the shear
coated MHP layers.
매우 유망함을 확인하였다. 특히, 전단 코팅을 적용 한다면 특별한 추가 공정없이 스핀 코팅을 적용하 였을 때보다 300배 큰 크기의 결정립을 성장시킬 수 있다는 점이 주목할 만하다. 흡수체의 결정립 크 기는 태양전지의 효율에 영향을 줄 수 있는 요소이 기 때문에 전단 코팅법의 공정변수들이 어떤 영향을 끼치는지 확인할 필요가 있었다. 많은 공정변수들이 존재하지만 본 연구에서는 몇몇 주요한 공정변수에 대한 실험이 진행되었다. 먼저, 페로브스카이트 전구 체 용액의 용매의 영향을 확인하기 위해 두 종류의 용매를 비교하였다. DMF 그리고 GBL과 DMSO를 7:3으로 혼합한 용액을 선택하여 실험을 진행하였는 데 GBL과 DMSO를 사용했을 때 더 큰 크기의 결 정립이 형성되었다. 본 결과를 통해 DMF는 증발되 는 속도가 너무 빠르기 때문에 전단 코팅에 사용되 기에 부적절하다고 판단하였다. 뿐만 아니라 전단 코 팅 공정의 초기 설정에 있어 기판 온도를 선택하는 것이 매우 중요한데 그 설정 범위를 제한하고자 끓 는점과 관련된 식으로 그 값을 제안하여 빠르게 초 기 조건을 설정할 수 있도록 했다. 다음으로 전구체 용액의 농도와 shear rate에 대한 분석을 진행하였다.
전구체 용액의 농도에 관계없이 shear rate이 감소하 면 결정립의 크기가 증가한다는 것을 확인하였고 shear rate에 따라 박막의 roughness가 영향을 받으며 이는 Coffee-Ring Effect와 관련 있음을 밝혔다. 이를 바탕으로 전단 코팅된 흡수층을 도입한 태양전지를 제작하였고 박막의 열처리 조건을 달리하여 소자 성 능에 대한 열처리 효과 또한 확인하였다.
Acknowledgements
이 논문은 2016년도 한밭대학교 교내학술연구비 의 지원을 받았음.