제조공정계획의 품질개선기법에 관한 연구
김 인 호*
A Study on Quality Improvement Method for Manufacturing Process Plan
Kim Inho*
ABSTRACT
This paper proposes a method for improving the process plan quality by use of dimensional toler- ances. Dimensioning and tolerancing plays a key role in manufacturing process plan because the final part must ensure conformance with the dimensions and tolerances in its drawing. As a first step for the improvement of process plan quality, two resultant tolerances in design and process plan should be compared each other, and so a tolerance chart is used for acquisition and comparison of the two toler- ances. In addition to two kinds of design and manufacturing tolerances, operational sequences or paths for the resultant dimension and tolerance are additionally recognized for measuring the quality of pro- cess plan quantitatively. Rooted tree is applied to find the related paths for the manufacturing resultant tolerances. A quality coefficient is defined by the components of two tolerances and their relations, the paths related to manufacturing resultant tolerances and the difficulty of an operation. In order to improve the quality of manufacturing process plan, the paths that two kinds of tolerances are the same or different in the rooted tree are recognized respectively and a method for tolerance rearrangement is developed. A procedure for improving the quality is suggested by combining the coefficient and the tol- erance rearrangement method. A case study is applied to illustrate the efficiency of improvement method.
Key words : Dimensioing and Tolerancing, Rooted tree, Process plan quality coefficient, Improvement method
1. 서 론
공정계획은설계도면상에주어진정보나
CAD
모델을이용하여제조에필요한기계
,
공정,
작업,
가공순서및치수와공차에관한상세정보들을제공하 며
,
분리되어온설계와제조를이어주는교량역할을 한다.
컴퓨터지원공정계획(Computer Aided Process
Plan : CAPP)
은컴퓨터통합생산시스템을위해중요한역할을해왔으며
,
특히컴퓨터하드웨어와소프트 웨어의급속한발전으로공정계획의자동화에대한 연구는기능별로,
시스템별로또는자동화의수준에따라많은연구가진행되어왔다[1-4]
.
제조공학자는공정계획에서주어진결과인작업순서에따라설계부품
의형상
,
치수및공차를얻기위해가공하는데,
이때가공품의경쟁력을갖추기위해서설계도대로최 대한으로가공함으로써불량품을최소화해야한다
.
하지만이미가공된부품의품질확인은그결과에따 라많은시간과비용이든다
.
즉,
결과가품질불량인경우에는새로운조건으로재가공하거나폐기처분해 야하므로더욱많은 시간과비용이필요하게되어
,
오늘날과같은 쾌속생산시대에서는 경쟁력이있는 부품을생산할수없게된다
.
따라서가공전에공정 계획을이용한제조시뮬레이션을통해사전의품질검 증을수행함으로써문제를최소화할수있다.
즉,
공 정계획대로가공할경우에설계도면의요구사항과일 치하게가공되는지,
또는그요구사항을만족시키지 못하고불량품이가공되는지,
또는요구사항보다더정밀한치수공차로가공되어불필요한과다가공시간 이나과다생산비용이제공되는지를
,
실제적인생산전* 종신회원 , 동명대학교 로봇시스템공학과
- 논문투고일 : 2008. 03. 12
- 심사완료일 : 2008. 05. 02
만이러한공정계획을적용했을때
,
그결과의평가에대한연구및평가결과에따른공정계획의개선을위 한연구는매우부족하다
.
공정계획의가공순서에따라제조시뮬레이션을수 행함으로써결과치수및공차를제공하는공차표는 공작물의가공순서를그래프에표현하는한방법으로 써
,
공차계획을수립하는전통적인방법으로사용되어왔다[5]
.
따라서공차표의정보를활용하면공정계획에따른가공치수및공차가설계도면의치수및공차 를만족하는지를알수있으므로제조시뮬레이션의 한도구로서사용할수있다
.
이러한공차표에관한연구로는
Marks(1953)
가최초로설계사양과결과치수를공차표에수작업으로작성하고특히연삭작업에 대한공작물의변화량계산에초점을두고연구하였 으며[5]
,
이후컴퓨터응용기술의발달로공차표작성 에컴퓨터를이용한연구가진행되었다.
특히수작업 에의한공차표작성의문제를해결하기위해그래프 이론방법[6],
행렬나무방법[7],
리스트표현방법[8]및대수적방법[9]을사용하여연구하였고
,
경사특징형상을대상으로
2D
공차표를활용한공정공차관리[10]에관한연구가진행되었다
.
본연구는기계가공품을대상으로공차표상에주 어지는공정계획의결과가설계사양을만족하는정도 를정량적으로평가하여새롭게수정된공정계획의 품질계수를측정하고
,
두공차의비교결과에따라품질개선을통해공정계획의품질을향상시키고자하는 연구이다
.
수정된품질계수는앞서연구한공정계획 의품질평가기법[11]에사용한품질계수의요소에품질 에영향을미치는가공작업을새로운요소로추가한 품질계수로써공정계획의품질을보다정확히표현할 수있다.
다음으로본연구에서는입력정보로공차표 를사용하는데,
이는공차표를통해설계도면의치수및공차정보와공정계획의결과에따른제조결과치 수및공차정보를비교할수있기때문이다
.
또한품질계수계산의요소로
,
결과치수및공차가산출되기까지사용한작업및작업순서의파악이필요하므로 뿌리나무표현법을이용하여결과치수및공차에관 계하는가공면들과작업들을파악한다
.
그리고두종류의치수공차가일치하지않아공정계획품질이낮 은경우에결과치수공차의재할당을통해 공정계획 품질을개선하는기법을제안하였다
.
제안한기법은사례연구를통해이전의품질계수
,
수정된품질계수및품질개선에따른품질계수를비교함으로써타당성 을입증하였다
.
2.1제조공정계획의품질
본연구에서는제조공정계획의품질을정량적으로 측정하기위하여품질계수를정의한다
.
정의된품질계수는공정계획의작업순서에따라가공되는작업결 과치수공차와설계도에주어진치수공차의일치하는 정도를나타내는값이다
.
본연구자는이전의연구[11]에서품질계수를제안하였으나
,
이경우의품질계수는결과치수및공차에영향을미치는작업의사용횟 수가제대로반영되지않아보다정확한공정계획의 품질을산출할수없었으므로
,
본연구에서는이를반 영하여수정된품질계수를식(1)
과같이제안한다.
이 식에서Wij
는두종류의가중치요소를내포한다.
하나 는작업에관한것이고,
다른하나는각작업을통해 가공되는가공면들의수에관한것이다.
작업의가중 치요소는각작업의난이도나중요도에영향을받으 며,
가공면의수는하나의치수공차가최종결과치수 공차에영향을미치는정도와결과치수공차가얻어지 기까지사용된중간가공면들을반영한식이다.
(1)
식
(1)
에사용된여러기호들의의미는다음과같다
.
δi는i
번째작업에관계하는기호이며, 0
또는1
의값인데
,
두종류의치수공차값이서로같으면그값은
0
이고,
그렇지않으면1
이다.
기호m
은총작업의 수이고, n
은작업i
를통해얻는치수공차의개수다.
기호
W
ij는i
번째작업에서얻어지는j
번째치수공차의 가중치로서W
ij= W
i* S
ij의식으로얻어진다. W
i는i
번 째작업의가중치로서작업의난이도에따라그값이 정해진다.
그리고Sij
는i
번째작업의j
번째가지의사 용횟수로서n ( S
ij)/{ n ( dt
i) + n ( SS
ij)
−1}
로주어진다.
기 호n ( S
ij)
는두치수공차가다른경우에사용된가지로서
i
번째 작업을통해 얻은 가지j
의사용횟수이고, n ( SS
ij)
는두치수공차의상이함에관계없이i
번째작업을통해얻은가지
j
의총사용횟수이며, n ( dt
i)
는i
번째작업을통해가공되는치수공차의횟수이다
.
2.2공차표와결과치수공차 2.2.1 공차표
품질계수의산출에는설계도의치수공차정보와공 정계획의결과인가공치수공차정보가사용되는데
,
이는공차표를통해얻는다
.
공차표는공작물의공정계획에따른가공순서를그래프에표현하는한방법[6]으
Q 1
δi W ij
j
=1∑ n i=1
∑ m
⎝ – ⎠
⎜ ⎟
⎛ ⎞
*100 %
( )=
로서설계치수공차
,
공작물의가공작업,
가공순서,
가공결과치수및공차를제공한다
.
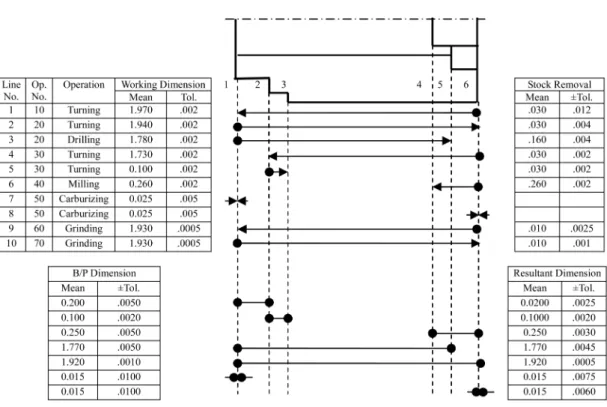
Fig. 1
은공차표의한예이다[12]. Fig. 1
의공차표에서공정계획의결과인작업순서및작업은좌측윗표 에표현하였고
,
설계치수및공차는좌측아래표에표현하였다
.
각각의작업은가공기호와작업데이타를포함하고있는하나의선으로표현된다
.
가공기호는데이텀과절삭면을가르키는화살표로서
,
화살표상의하나의작은원은데이텀면을나타내고화살머리부 분은절삭면을나타낸다
.
또한작업순서대로가공시뮬레이션을수행함으로 써각작업으로가공하는동안의중간작업치수및결 과치수가계산을통해우측위표에표현된다
.
가공시 뮬레이션의결과로서작업결과치수및공차는Fig. 1
의우측아래표에표현된다
.
이들값은,
한부품이설 계도면의사양에맞게가공되는지를확인하기위해 좌측아래표의설계공차값과비교된다.
2.2.2 결과치수공차
공차표에주어진정보중하나는작업순서에따라 가공된결과치수및공차이다
.
공정계획의품질에영향을미치는요소들중하나는작업순서에따라가공 된 결과치수공차
(Manufacturing resultant Tolerance:
MT)
와 설계치수공차(Design dimensional Tolerance:
DT)
의비교에따른결과이다.
이들두공차가다르면
,
결과치수공차의산출에관여한가공작업및가공면
,
중간가공치수및공차들을파악하여두공차의차이를최소화하고설계치수공차에합당한부품을생산 함으로써품질을높일수있다
.
왜냐하면,
설계치수공차보다큰값의결과치수공차는불량품을생산하며
,
설계치수공차보다작은값의결과치수공차는불필요 하게 정밀한가공의결과이므로 높은생산비용이나 많은생산시간이요구되기때문이다
.
본연구에서는공정계획의결과에따른결과치수공 차가설계치수공차보다작은경우에공정계획의품질 을평가하도록하였다
.
이경우,
결과치수공차에관여 한공정계획정보들을인식해야한다.
따라서,
하나의 결과치수및공차에관여한정보들은먼저결과치수 및공차에관여한두표면들을구하고,
그들을연결해주는역경로를파악한후
,
이경로상에있는모든가공면
,
작업,
작업치수및공차들을구하므로얻게되는데
,
이를위해뿌리나무를사용한다.
2.3뿌리나무와하위뿌리나무 2.3.1 뿌리나무
공차표는설계치수및공차
,
가공작업,
가공순서,
결Fig. 1.
A tolerance chart for drive hub steel.
차를얻기까지사용된중간가공치수와공차
,
가공경로들을인식하는도구로는부족하다
.
이러한경로는뿌리나무를이용해서표현하고구할수있다
.
뿌리나무
(rooted tree)
는단하나의뿌리라는정점과그외의여러정점과모서리를가진나무로써
,
뿌리외의정점은잎
(leaf)
으로부르고,
한정점에서잎까지의경로인모서리는가지
(branch)
이다.
따라서소재로부터여러가공작업과경로를통해중간가공품과최종부품을얻 는공정계획은뿌리나무를사용하여표현할수있다
.
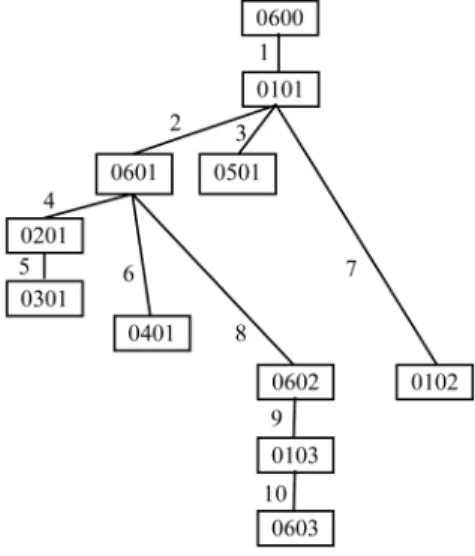
Fig. 2
는Fig. 1
의공차표에서의작업및작업순서를하나의뿌리나무로표현한것이다
. Fig. 2
에서각사각형정점은하나의데이텀면또는가공면이며
,
최초의정점은첫번째데이텀면이며뿌리나무의유일 한뿌리이다
.
모서리는두정점을연결하는데,
이경 우시작정점은한작업을위한데이텀면을나타내 고,
끝정점은가공되는면을나타낸다.
정점은
4
개의자릿수를갖는숫자로표현된다.
처 음2
개의자릿수는도면에나타난각표면의일련번 호들로서이들은공차표의그림에서왼쪽부터오른쪽 으로일련번호가순차적으로주어진다.
나머지2
개의자릿수는한표면을절삭할때나타나는다양한표면 거칠기의가공면들을순차적인일련번호에의해나타 낸것이다
.
즉,
하나의표면이초기절삭의표면이면01
의값을,
그다음의절삭표면이면02
의값으로표현된다
.
두정점을연결하는모서리는하나의작업 및가공치수를나타낸다
.
따라서공차표에나타난두표면사이의가공치수및공차는뿌리나무에서의두정
의결과로서얻어진다
.
그러므로두표면사이의가공치수및공차를계산하기위해서는그들사이의경로 에관계하는모든모서리들을인식해야한다
.
예를들면
Fig. 1
의공차표에서작업순서에따라표면번호1
과
6
사이의최종가공결과치수및공차는, Fig. 2
의뿌리나무에서가공면번호
0103
과0603
사이의치수및공차인데
,
이들에관계하는모서리들은선행가공된면들인
0600, 0101, 0601, 0602, 0103, 0603
의번호이다
.
그리고0103
과0603
사이의절삭량과그공차는이들선행가공된면들의치수및공차의영향을받으
며그값은각각
0.01
과0.001
이다.
2.3.2 하위뿌리나무
공정계획결과의품질에영향을미치는요소들중 하나는품질계수의식에서정의하였듯이중간에사용 된작업치수및공차가최종결과치수공차에영향을 미친정도이다
.
본연구에서는중간가공치수공차의영 향력의정도를결과치수공차에사용된횟수로결정하 도록하였으며,
이들사용횟수는결과치수공차를얻기까지의선행경로들을파악함으로써알수있다
.
이러한선행경로는결과치수공차를갖는두가공면사 이의역경로를구함으로써얻을수있는데
,
이때얻어지는역경로는공차표의뿌리나무의일부분으로서 하위뿌리나무
(Sub-Rooted Tree : SRT)
라한다. Fig. 1
의예에서
,
만일결과치수및공차가1.770±0.0045
일때
, Fig. 2
의뿌리나무에서해당되는가공표면은0103
과
0501
이다.
따라서이들에관계하는하위뿌리나무는역경로에의해
Fig. 3
과같고관련된라인번호의집합은
{1,2,3,8,9}
이고관련작업은다섯종류이다.
2.4 제조공정계획의품질계산절차
본연구에서는제조공정계획의 결과를갖고있는 공차표정보를이용하고
,
뿌리나무를활용하여정의된품질계수식에적용함으로써공정계획의품질산 출기법을개발하였으며그절차는다음과같다
.
[
단계1]
공차표를바탕으로뿌리나무를작성한다. [
단계2]
공차표로부터부품가공에사용되는모든작Fig. 2.
Rooted Tree for Fig. 1.
Fig. 3.
Sub-rooted tree.
업의수와각작업에서의모든가공치수및공차에관 계하는라인번호의집합을구한다
.
예를들면Fig. 1
의모든작업의수는
7
개의작업이고작업번호10
의관련라인번호의집합은
{1,2,8,9,10}
이다.
[
단계3]
결과치수공차와설계치수공차를하나씩비교함으로써서로다른경우의치수공차및가공면번 호를구한다
.
[
단계4]
역경로를이용하여서로다른치수공차에관계하는하위뿌리나무를구하고
,
작업의수및관련라인번호를구한다
.
[
단계5]
품질계수식(1)
을적용하여공정계획의품 질을산출한다.
3. 제조공정계획의 품질개선기법
3.1 결과치수공차의공차재할당
결과치수공차가설계치수공차보다적은 경우에는 가공된부품의형상특징들이불필요할정도로정밀하 게가공된형상특징들로써
,
이경우의공정계획은불필요하게높은생산비용을발생시킨다
.
따라서이런경우에정밀 가공의형상특징들을최대한설계도의 치수공차대로가공하도록공정계획의 결과공차들을 수정함으로써공정계획의품질을개선할수있으며
,
그절차는다음과같다
.
[
단계1]
결과치수공차와설계치수공차를비교하고,
두치수공차가같은 경우의하위뿌리나무
(S-SRT)
를구한다
.
[
단계2]
두치수공차가모두같으면[
단계6]
으로간다
.
그렇지않으면,
두치수공차가서로다른경우의 하위뿌리나무(D-SRT)
를모두구한다. D-SRT
의마지 막가지의두치수공차의차이값의절대값들을계산 한다.
[
단계3]
두치수공차의차이값들중최소값을갖는가지
(m-branch)
를인식한다.
[
단계4] m-branch
가S-SRT
의가지들중하나이면m-branch
를제외하고[
단계1]
로,
그렇지않으면[
단계5]
로간다.
[
단계5] m-branch
의공차에두치수공차의차이값을더하여공차를결과치수공차에재할당한다
. D-SRT
를제외하고
[
단계1]
로간다.
[
단계6]
공차재할당을통해새로운SRT
를작성한다
.
멈춘다.
3.2 수정품질계수를적용한품질개선기법 공차표의정보를기초로뿌리나무를표현하고
,
수정품질계수및공차재할당을수행함으로써공정계획 의품질을개선하는절차를다음과같이제안한다
.
[
단계1]
공차표의정보및초기값을입력한다.
[
단계2]
결과치수공차가설계치수공차보다크면공정계획을수정하고
,
그렇지않으면[
단계3]
으로간다. [
단계3]
모든설계치수공차와결과치수공차를비교한다
.
그들이모두같으면[
단계8]
로,
그렇지않으면[
단계4]
로간다.
[
단계4]
공차표를이용하여뿌리나무와하위뿌리나무로표현한다
.
[
단계5] DT-MT
의값을계산한다.
가공작업의수및한작업에서가공되는가공면들의수를구한다
. [
단계6]
품질계수식(1)
을적용하여품질계수를구 한다.
[
단계7] S_SRT
와D_SRT
가같으면[
단계8]
로가고
,
그렇지않으면공차재할당을통한품질개선의절 차를적용한다.
두치수공차가다른경우의모든SRT
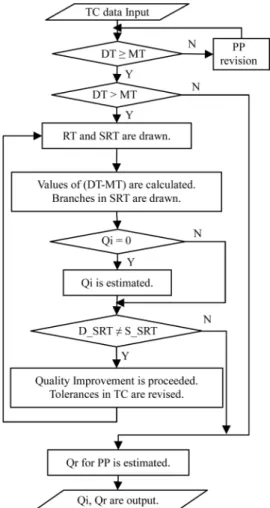
Fig. 4.
Flow for improving the quality of a process plan.
고
, SRT
에속한라인번호들의집합을구한다. C_SRT
에서각가지의총사용횟수와각가지의두치수공차 가다른경우에사용된횟수를구하여품질개선의절 차를수행한다
. [
단계4]
로간다.
[
단계8]
품질계수식(1)
을적용하여품질계수를구한다
.
멈춘다.
이상의절차를흐름도로나타내면
Fig. 4
와같다.
4. 사례연구
본연구에서제안한기법의타당성을위하여
,
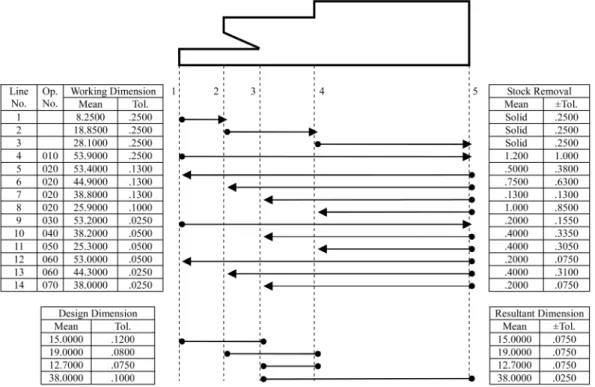
앞서 연구한품질평가기법에서사용한것과동일한예제인Fig. 5
[11]를사용하여제안한기법과비교한다.
Fig. 5
에서 아래표의설계및공정계획결과의두치수공차를비교하면
,
세가지의치수공차가서로다 르다는것을알수있다.
첫번째서로다른치수공차는
Fig. 6
의뿌리나무에서가공면번호0101
와0303
사이에관계한다
.
두번째서로다른치수공차는가공면번호
0203, 0403
사이의값들과관계가있다.
세번째서로다른치수공차는
0503
과0303
사이에관계한다
.
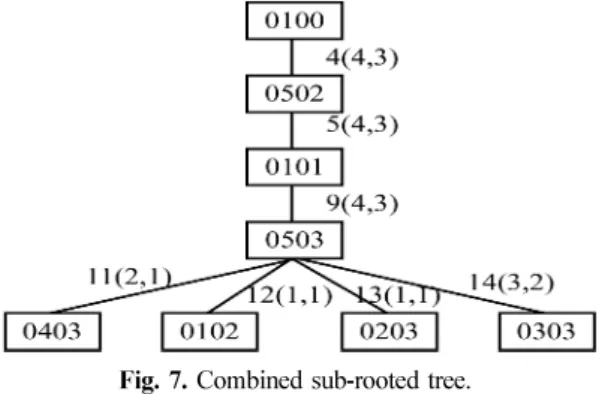
세종류의서로다른치수공차를결합한하위뿌리나무는
Fig. 7
과 같고,
관련된 라인번호의 집합은횟수는라인번호의우측괄호내에표현하였는데
,
첫번째값은총사용횟수이고
,
두번째값은서로다른치수공차를가질때의사용횟수이다
. Fig. 5
의공차표는공정계획의작업순서에따라작성되었으며
,
공정계획의품질은제안한절차를따라수정품질계수를 계산함으로써정량적으로산출된다
.
각 작업의 가중치가 동일하다고 하면
, n ( dt
1) = 1, n ( SS
11) = 4
이고n ( S
11) = 3
이므로W
i= 1/7, S
11= 3/4
이다
.
다른요소들의값도동일한절차에의해산출된Fig. 5.
An example for tolerance chart.
Fig. 6.
Rooted tree for Fig. 5.
다
.
따라서본연구에서제안한수정품질계수에의한공정계획의 품질
(Qi)
는41%
이다.
그러나Fig. 5
의좌
,
우측아래표에서보듯이설계치수공차와결과치수공차가서로다른경우가
3
가지있으므로품질개선을위한기법을적용한다
.
따라서Fig. 7
에서두치수공차를비교할때
,
동일한치수공차에관계하지않는라인번호는
12
와13
이며,
이들에관계하는결과치수공차들을재할당하면각각
0.12
와0.08
이며,
이들값은설계치수공차의값과동일하다
.
이와같이결과치수공차를수정하면
,
공차표의작업번호060
의작업치수공차도
Table 1
과 같이수정되어좀 더여유있는가공공차로가공할수있다
.
그리고공차의수정후에 공정계획의품질개선기법을적용하면Qr = 86%
가된다
. Table 2
는Fig. 5
를대상으로 최초의 품질계수,
수정품질계수및품질개선기법에의한품질계수값 을요약한표이며
,
표에서알수있듯이품질개선후의공정계획품질이개선전의품질보다
45%
향상되었음을알수있다
.
5. 결 론
본연구는기계가공품을대상으로공정계획의품질 을정량적으로측정
,
평가하고품질개선이필요한경우에공차수정을통해품질을개선하는기법의연구 를제안하였다
.
앞서연구한품질평가기법의품질계수보다공정계획결과를더합리적으로반영하며무 엇보다공정계획의품질을개선함으로써공정계획의 품질을향상시켜주는기법이다
.
품질측정의입력정보는공정계획의결과정보인작업순서
,
작업치수및공차를상세히포함하는공차표의정보를사용하였다
.
또한공차표의정보들중하나인결과치수공차와관 련있는작업치수및공차정보들을인식하기위하여 뿌리나무표현법을사용하였다
.
공정계획의품질은작 업의난이도,
하나의작업을통해가공되는표면들의 수,
그리고두종류의치수공차의상이도의값을파악 한후,
본연구에서제안한수정품질계수식에따라 정량적으로측정되며,
두치수공차가서로상이하여 공차수정이가능한경우에는공차수정을통해공정계 획의품질을개선할수있도록하였다.
본연구에서 제안한기법은 사례연구를통해 이전의품질계수와 수정품질계수및품질개선방법에적용하여비교함으 로써그유효성을확인하였다.
본연구에서제안한기법은실제가공에서발생할 수있는불량품을사전에확인함으로예방할수있으 며
,
불필요한정밀공차의제공으로인해야기될수있는높은 생산시간과생산비용을 사전에파악하는데 사용할수있고
,
공차수정을통해최적의가공공차를제공해주므로공정계획의결과에대한생산성향상에 유용한기법으로사료된다
.
향후보다다양한부품들에적용가능한품질측정방법및자동화에관한연구 가필요하다고사료된다
.
참고문헌
1. Denkena, B. et al. , “Knowledge Management in Process Planning”, Annals of the CIRP , Vol. 56/1, pp. 175-180, 2007.
2. Wiendahl, H. P. et al. , “Changeable Manufacturing –Classification, Design and Operation”, Annals of the CIRP , Vol. 56/2, pp. 783-803, 2007.
3. Sadaiah, M. et al
., “A Generative Computer-Aided Process Planning System for Prismatic Components”, Int. J. Adv. Manuf. Technol., Vol. 20, pp. 709-719, 2002.
4. Gologlu, C., “A Constraint-based Operation Sequenc- ing for a Knowledge-based Process Planning”, Jour- nal of Int. Manuf., Vol. 15, pp. 463-470, 2004.
5. Zhang, H., Advanced Tolerancing Techniques, John Wiley & Sons, Inc., 1997.
6. Whybrew, K., Britton, G., Bobinson, D. and Sermsuti- Anuwat, Y., “A Graph-theoretic Approach to Toler-
Fig. 7.
Combined sub-rooted tree.
Table 1.
Improved working and resultant dimensions Line.
No. Op.
No. Working dim. Resultant dim.
Mean Tol. Mean Tol.
12 060 53.0000 .0950 15.0000 .1200 13 060 44.3000 .0300 19.0000 .0800
Table 2.