고로쇠나무 적층재의 물성과 생활용품 활용방안에 관한 연구
신 랑 호1, 권 진 헌†,2
1강원대학교 실내가구디자인학과, 2강원대학교 산림바이오소재공학과
A Study on the Utilization for Living Products and Properties of Acer mono Laminated Wood Manufacture
Rang-Ho Shin
1, Jin-Heon Kwon
†,21Department of Interior & Furniture Design, Kangwon National University, Samcheok 245-711, Korea
2Department of Forest Biomaterials Engineering, Kangwon National University, Chuncheon 200-701, Korea
Abstract: The objective of this study was to increase the utilizability of domestic thinning and small diameter wood as applying in pattern design which can be applied in interior deco- ration, wood craft and wood furniture, and in developing the designs of furniture and house- hold items. Then we investigated the physical and mechanical characteristics of Acer mono wood by pressurization and heat treatment. Color change is clear, and the wood density is in- creased with increasing pressing rate. The compressive and bending strengths are decreased as heating time is increased after pressing. However, shrinkage is improved after pressing and heating.
Keywords: small diameter wood, household, Acer mono, heat treatment, pressing
1. 서 론
1
목재는 인류의 역사와 함께한 매우 소중한 자원 의 하나로 선사시대 이전부터 주거용 움막, 땔감, 무기 등 다양한 종류의 도구로서 사용되어 왔고, 오늘날 목재관련 산업과 더불어 건축자재, 가구용 재, 목공예재 및 실내장식용재 등 매우 다양하게 우리의 일상생활에 이용되고 있는 중요한 역할을 담당하는 환경친화형 재료이다.
우리나라 목재 자급율은 2002년 5.5%였으나, 벌 채의 확대와 임산물 수집 강화 등에 힘입어 꾸준 히 증가하여 2011년에는 15.1%까지 상승하였다
2012년 12월 6일 접수; 2013년 1월 10일 수정; 2013년 1월 10일 게재확정
†교신저자 : 권 진 헌 ([email protected])
(산림청 2012). 이것은 친환경소재인 목재에 대한 관심이 늘고 목재펠릿의 이용 및 열병합발전 확대, 한옥 건축수요가 꾸준히 증가하고 있기 때문이다.
반면 해외 원목가격상승, 국내 건설경기 위축 등 의 영향으로 원목수입은 감소하고 있다. 또한 대부 분의 목재 수출국은 자국의 목재원료 보호와 목재 산업 육성 정책으로 전환하고 있어, 제품형태의 목 재 수입이 증가하고 있다. 이에 대부분 수입에 의 존하고 있는 명목이나 고급 가공목의 대체재로서 국내산 저급 간벌목의 이용과 활용 방안이 더욱 요구되고 있다.
유럽 등에서는 목재의 고품질화와 고부가가치 창출을 위한 방안으로 열처리 목재(Heat treated wood)가 “ThermoWood”라는 등록상표로서 제품 화되어 제조, 유통되고 있다. 열처리 목재의 경우
Maxim. Gangwon-do
* D.B.H. : diameter at breast height
Fig. 1. Stacked sample woods and hydraulic press.
내부성(內腐性), 내후성(耐朽性) 및 내구성(耐久性) 향상, 열전도율이 저하되는 등 치수안정성의 향상 으로 목재의 변형을 감소시킬 수 있고, 열처리에 의한 재색제어 공정으로 목재의 용도제한을 효과 적으로 해결할 수 있어 부가가치가 높은 다양한 재료로 이용이 가능할 것으로 전망된다(윤 등 2009).
따라서 국내산 간벌재에 가압처리와 가열처리를 통해 재질을 개선하고 다양한 재색을 부여한다면, 수입 단가가 비싼 흑단이나 자단 등과 같은 어두 운 흑색계열의 수입목재 대체재로서의 활용뿐만 아니라 목공예재나 목가구재로서 이용되어진다면 충분한 고부가가치를 창출할 수 있을 것이다.
이를 위해 저자들은 국내산 저급 목재의 유효활 용방안을 증진시키고자 열처리 및 가압에 의한 목 재의 특성을 검토하여 생활용품 및 디자인 개발을 위한 연구를 수행해 오고 있다(신랑호 등 2009, 2010, 2012).
본 연구는 고로쇠나무(Acer mono Maxim.)를 가 압과 가열처리를 실시하여 치수안정성 및 역학적 특성에 대하여 비교, 분석하고 실내장식재, 목공예 재, 목가구재로 활용할 수 있는 문양디자인을 하여 생활용품 개발을 위한 국내산 목재의 활용방안을 검토하였다.
수재인 고로쇠나무(Acer mono Maxim.)로 강원도 태백, 삼척 산지에서 벌채한 후 야적된 것을 선택 하였다(Table 1).
2.2. 실험 방법
2.2.1. 가압처리와 열처리 방법
시료를 접선단면으로 제재하여 300 mm(가로)
× 350 mm(세로) × 50 mm(두께) 크기의 판재로 제단하여 이용하였다. 가압은 기건상태 함수율 조 건 시료를 상온에서 유압식 프레스로 단위면적당 45 kgf/cm2로 압력을 가하였다. 이때 일정한 두께 를 유지하기 위해 stopper를 이용하였고, 5분간 목 표두께 10% (45 mm), 20% (40 mm), 30% (35 mm)의 조건을 설정하여 실시하였다(Fig. 1).
본 연구에서 열처리는 전기 가마(모텔 SHIMPO DUA15 300리터)를 사용하였다. 열처리 온도 조 건은 160, 180, 200℃로 하였으며, 이때 열처리 시 간을 6시간, 12시간, 24시간, 48시간 동안 실시하 였다(Fig. 2).
2.2.2. 주사전자현미경에 의한 미세구조 관찰
가압처리에 의한 고로쇠나무의 구조적 특징변화 를 관찰하기 위해 강원대학교 창강제지연구소에 설치되어 있는 주사전자현미경(JEOL, Model JSM- 5510)을 이용하였다. 시편은 SEM용 시료대에 도전
Fig. 2. Electric kiln and 180℃ heat treatment.
Fig. 3. Compression clamp & Manufactured laminated wood.
성 접착제로 접착시킨 후 이온증착기(Cressington, Sputter Coater 108)를 사용하여 18 mA의 전류로 약 2분간 Au 증착한 후, 20 kV 가속 전압하에서 실시하였다.
2.2.3. 물리․역학적 특성
본 연구에서 물리․역학적 특성은 각기 다른 가 압조건과 30% (35 mm)로 가압한 후 180℃에서 다른 조건으로 열처리한 시료를 이용하였다. 시험 편의 밀도는 KS F 2198(한국산업규격 2001)에 따 라 측정하였다. 열처리 및 미처리에 대한 수축률 측정은 횡단면의 한 변의 길이가 20 mm인 정사각 형, 섬유 방향 길이가 25 mm인 직육면체로 제조 하여 각각의 조건에서 시험편을 각각 10개씩 제작 하여 KS F 2203(한국산업규격, 2004)에 따라 기 건수축률과 전건수축률을 측정하였다. 이때 수축 이 가장 많이 일어나는 접선방향만을 측정하였다.
압축강도 및 휨 파괴계수와 휨 탄성계수는 KS
F 2206, 2208(한국산업규격, 2004)에 따라 만능재 료강도 시험기(Universal Testing Machine Instron 4482)를 사용하여 시험편이 1∼2분 이내에 파괴되 도록 균일한 하중속도로 측정하였다.
2.2.4. 열처리에 의한 재색변화
각각의 다른 조건으로 열처리를 실시하여 단판 표면의 재색 차이를 확인하기 위해 색도색차계(Ni- ppon denshoku, NR-3000)를 이용하였다. 열처리 조건별 색차(ΔE*ab)는 아래의 식으로 구하였다.
∆
∆
∆
∆
ΔE*ab : 색차값, ΔL* : 백색도, Δa* : 채도, Δb*
: 색상
2.2.5. 적층재 제조
적층재 제조를 위해 본 연구에서 실시한 열처리
(A) Control (B) 10% (45 mm) Pressure
(C) 20% (40 mm) Pressure (D) 30% (35 mm) Pressure Fig. 4. Scanning electron micrographs of Acer mono wood according to pressure ratio.
조건 중 30% (35 mm)로 가압한 후, 180℃ 온도 조건에서 6, 12, 24, 48시간 가열하여 재색 변화된 목재를 veneer saw 절삭법으로 4 mm 단판으로 재단하여 사용하였다.
사용된 접착제는 목재용 초산비닐수지계 타이티 본드(Tite bond)을 양면도포(250 g/m2)한 후 나사 크램프 압제방법을 이용해서 적층 제조하였다 (Fig. 3).
2.2.6. 생활용품 디자인 연구
적층재를 활용한 생활용품 디자인 개발은 첫째, 전통 목가구 짜임기법을 기본으로 디자인하여 제 작하고 둘째, 문양은 ㅡ자형, +자형, 90도 방사형 의 적층문양을 사용하며 셋째, 양산성, 실용성, 포 장 및 휴대, 운반이 편리하도록 제작하고자 하였다.
3. 결과 및 고찰
3.1. 가압처리에 의한 구조적 특징
Fig. 4는 고로쇠나무를 가압 전과 10% (45 mm), 20% (40 mm), 30% (35 mm)까지 가압 후 주사전 자현미경으로 관찰한 사진이다. 가압 전과 비교하 여 보면 10% 가압조건에서 도관만이 약간 찌그러 져 있는 것이 관찰되었고, 그 외 세포변형은 큰 차 이가 없었다. 20% 가압조건부터 도관과 목섬유 및 방사조직의 변형이 현저한 차이가 관찰되었다. 30%
가압비율에서는 모든 세포조직이 완전히 작아지고 찌그러져서 초승달 모양의 변형이 관찰되었고, 방 사조직도 가해진 압력 증가로 인해 구불구불한 형 태로 완전한 변형이 이뤄졌음이 관찰되었다.
3.2. 물리․역학적 특성
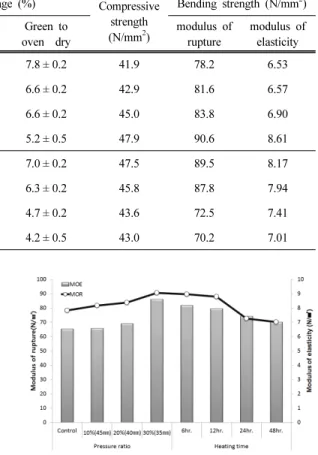
Table 2는 고로쇠나무를 다양한 가압 및 열처리 를 실시하여 측정한 밀도, 수축률, 압축강도, 휨 파 괴계수와 휨 탄성계수 값을 나타낸 결과이다. 고로
Treatment Density (g/cm3)
Shrinkage (%) Compressive strength (N/mm2)
Bending strength (N/mm2) Green to
air dry
Green to oven dry
modulus of rupture
modulus of elasticity
Pressure ratio
Control (50 mm) 0.78 7.0 ± 0.1 7.8 ± 0.2 41.9 78.2 6.53
10% (45 mm) 0.82 7.0 ± 0.4 6.6 ± 0.2 42.9 81.6 6.57
20% (40 mm) 0.82 6.5 ± 0.1 6.6 ± 0.2 45.0 83.8 6.90
30% (35 mm) 0.84 6.9 ± 0.3 5.2 ± 0.5 47.9 90.6 8.61
Heating time
6 hr. 0.83 6.9 ± 0.2 7.0 ± 0.2 47.5 89.5 8.17
12 hr. 0.76 6.0 ± 0.2 6.3 ± 0.2 45.8 87.8 7.94
24 hr. 0.74 4.5 ± 0.1 4.7 ± 0.2 43.6 72.5 7.41
48 hr. 0.71 4.0 ± 0.3 4.2 ± 0.5 43.0 70.2 7.01
Table 2. Physical and mechanical properties of Acer mono wood after pressing and heating
Flg. 5. Shrinkage of Acer mono wood according to press and heat treatment.
Flg. 6. MOR and MOE for bending strength of Acer mono wood according to press and heat treatment.
쇠나무의 기건 밀도는 0.78 g/cm3이었다. 정과 박 (2008)에 보고한 고로쇠나무의 기건밀도는 0.70 g/cm3보다 다소 높았다. 가압처리에 의해 밀도는 압력이 증가할수록 점점 증가하여 30%의 가압조 건이 가장 높은 0.84 g/cm3였다. 열처리조건에서 의 밀도는 6시간 열처리조건에서 밀도가 증가하다 가 그 후 열처리 시간이 증가할수록 밀도는 점차 낮아졌다.
수축률은 압력증가와 열처리시간 증가에 따라 기건수축률과 전건수축률이 낮아지는 경향을 보여 주었다(Fig. 5).
압축강도는 가해진 압력에 의해 강도가 점점 증 가하여 30% 압력조건이 가장 높은 47.9 N/mm2
으로 나타났다. 열처리시간에 따른 압축강도는 열 처리시간이 증가할수록 강도는 점점 감소하였다.
휨 파괴계수와 휨 탄성계수도 가해진 압력에 의 해 강도가 점점 증가하였고, 열처리시간에 따른 압 축강도는 열처리시간이 증가할수록 강도는 점점 감소하였다(Fig. 6).
이와 같은 이유는 목재에 압력을 가하면 목재 조직 세포들의 밀착에 의한 영구적 변형이 일어나 목재의 흡습성, 치수안정성, 파괴계수, 강도, 전단 계수 등에 영향을 미치는 것으로 알려지고 있다(황 과 이 2011). 따라서 가압에 의한 목재의 영구적 변형에 의해 가해진 압력이 증가함에 따라 수축율 은 낮아지고, 강도는 높아지는 것으로 생각된다.
또한, 저온 가열처리한 시간에 길수록 목재의 수
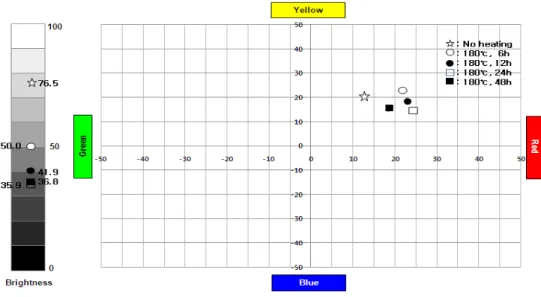
Fig. 7. UCS color system-lab diagram of Acer mono.
Temp.
hr. 160℃ 180℃ 200℃
0
6
12
24
48 Carbonization
Fig. 8. Photo of Acer mono wood after heat treatment.
축율이 낮은 것은 장기간 열처리에 의해 탄소가 많아지고, 수소, 산소의 함유량이 적게 되어 목재 친수성의 특성이 소수성으로 변환되기 때문으로 생각되며, 강도가 약해지는 것은 목재조직의 가도 관, 목섬유 등의 조직세포에 셀룰로오스, 헤미셀룰
로오스, 리그닌과 같은 주성분 등이 열에 의해 분 해되어져 조직 간의 결합이 약해지게 되어 강도가 저하되는 것으로 생각된다.
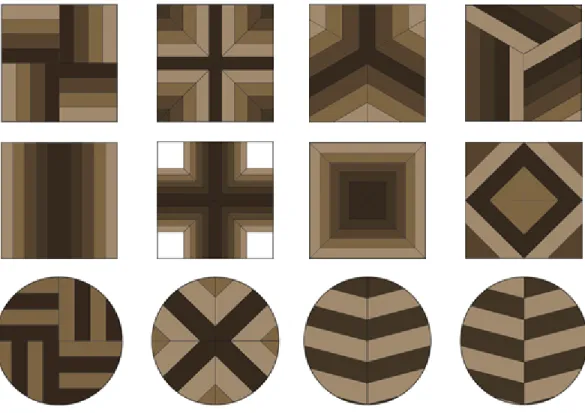
Fig. 9. Pattern design.
3.3. 가열처리에 따른 재색 측정
Fig. 7은 180℃에서 6, 12, 24, 48시간으로 가 열 후 재색 변화를 색도색차계(Nippon denshoku, NR-3000)를 이용하여 측정한 결과를 나타낸 것이다.
Fig. 8은 고로쇠나무를 45 kgf/cm2로 5분간 가압 후 160, 180, 200℃에서 각각 6, 12, 24, 48시간 동안 가열처리 후 재색 변화의 실물 재면사진이다.
그 결과 고로쇠나무는 백색도(L*) 35.9~50.0, 적색도(a*) 18.5~24.5 황색도(b*) 14.6~22.3으로 나타났다. 가열시간 간의 색차(ΔE*ab)는 12.1 이상 으로 National Bureau of Standards (한과 조 2005)에 의하면 “매우 많음(very much)”으로 정 의된다.
3.4. 고로쇠나무 적층재의 활용방안 연구 Fig. 9는 가구 및 생활용품에 적용할 문양을 가 압․가열처리하여 단계별 재색 처리된 목재를 단 판 적층하여 컴퓨터 프로그램인 일러스트레이션
(Illustration) CS3를 이용해 ㅡ자형, ×자형, ㄱ자 형, +자형, ㅁ자형, 90도 방사형, 120도 방사형 등 으로 디자인하여 조합하였으며 외형적으로는 원형 과 정사각형 형태로 구분하여 사용했다.
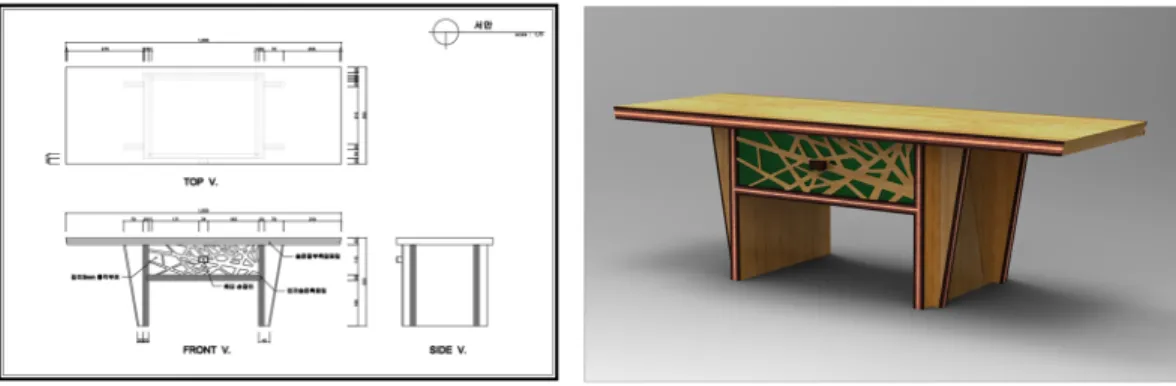
Figs. 10, 11, 12, 13은 Fig. 9에서 제시한 pat- tern design을 이용하여 가구 및 생활용품의 제작 도면과 제작 도면을 바탕으로 3D rendering을 제 시한 그림들이다. Fig. 10의 서안은 전통목가구의 짜임기법을 토대로 제작하고 상판의 앞뒤와 다리 부분에 ㅡ자형 적층문양을 사용하였으며 서랍 앞 면은 단순화한 나뭇가지를 조각하였다.
Fig. 11의 함 set는 전통짜임기법으로 제작하고 함 뚜껑에 +자형 문양을 사용하였다. 대, 중, 소로 set화하여 양산성과 실용성, 포장 및 휴대, 운반이 편리하도록 하였다.
Fig. 12의 목기 set는 디지털조각기(CNC M/C : Computerized Numberica Control Machining Center)를 사용하여 제작함으로써 단순성과 양산
Fig. 10. Bookrest drawing and 3D rendering.
Fig. 11. Wood Box Set drawing and 3D rendering.
Fig. 12. Wood Container drawing and 3D rendering.
성을 고려하였고 형태는 정사각형과 원형으로 90 도 방사형 문양을 사용하였으며 문양을 중앙에서 벗어나게 배치하여 변화를 추구하였다.
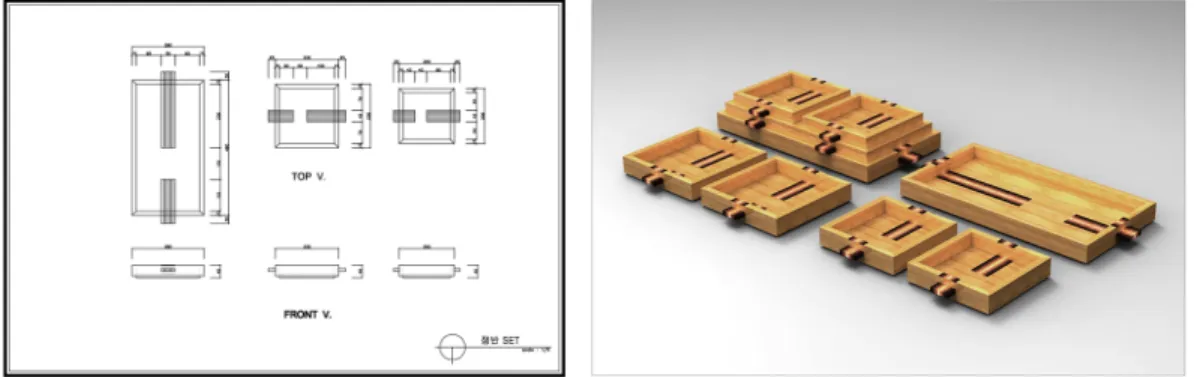
Fig. 13의 쟁반 set는 전통짜임기법으로 제작하 고 쟁반의 손잡이, 전과 바닥에 ㅡ자형 적층문양을 사용하였다. set화하여 양산성과 실용성, 포장 및 휴대, 운반이 편리하도록 하였다.
4. 결 론
본 연구결과, 주사전자현미경 관찰을 통해, 가압 비율이 증가함에 따라 단계별로 압착되었고, 가압 비율 20%부터 도관과 목섬유 및 방사조직의 변형 이 진행되어 30% 가압비율에서는 모든 세포조직 이 작아지고 일그러진 형태로 변형되었다. 고로쇠
Fig. 13. Wood Tray drawing and 3D rendering.
나무는 상온에서의 가압처리를 통해 밀도가 증가 되었고, 가해진 압력의 증가와 열처리로 수축률과 압축강도, 휨 파괴계수 및 탄성계수 등 물리․역학 적 특성이 향상되었다. 또한 가열처리에 의한 목재 자체의 질량감소로 물성 저하를 가압에 의해 보완 할 수 있었다.
따라서 가압, 가열에 의해 제조된 목재는 단계별 재색의 선택과 적층의 배열, 두께와 방향, 폭과 넓 이 등을 다양하게 배치한 적층재를 목공예품 소재 로 활용하여 저급목재를 부가가치가 높은 생활용 품에 심미적이고 실용적으로 적용할 수 있을 것으 로 생각되며 목재 자체의 색을 열처리로 변화시키 고 재색의 밝기를 조절함으로써 부가가치가 높은 목공예품, 목가구재, 실내장식재 등의 소재를 얻을 수 있을 것으로 사료된다.
참 고 문 헌
신랑호, 윤석현, 한태형, 권진헌. 2009. 가열․재색변환 처리 목재를 이용한 생활용품개발에 관한 연구. 한국
가구학회지 20(5): 463-465.
신랑호, 한태형, 권진헌, 2010. 국내산 활엽수 열처리재 의 재색변화에 따른 목재의 특성과 생활용품 활용방 안에 관한 연구. 한국가구학회지 21(1): 62-71.
신랑호, 한태형, 권진헌. 2012. 가압, 가열처리한 층층나 무 적층재를 활용한 테이블 디자인 연구. 한국가구학 회지 23(1): 68-74.
윤경진, 엄창득, 박준호, 김호용, 최인규, 이전제, 여명환.
2009. 열처리에 의한 백합나무 재색제어와 내부후성 제고. 목재공학 37(6): 487-496.
황성욱, 이원희. 2011. 라디에타 소나무재의 압밀화 온 도와 시간에 따른 색상의 변화. 목재 공학 39(3): 238- 243.
정성호, 박병수. 2008. 한국산 유용수종의 목재성질. 208- 368.
산림청. 2012. 임업통계연보(제42호).
한국표준협회. 2001. KS F 2198. 목재의 밀도 및 비중 측정시험.
한국표준협회. 2004. KS F 2203. 목재의 수축률 측정방법.
한국표준협회. 2006. KS F 2206. 목재의 압축 시험 방법.
한국표준협회. 2004. KS F 2208. 목재의 휨 시험 방법.