대한기계학회논문집 B권, 제35권 제9호, pp. 969~974, 2011 969
<응용논문>
DOI http://dx.doi.org/10.3795/KSME-B.2011.35.9.969
ISSN 1226-4881탄소나노튜브 박막 제조를 위한 분무공정에서의 증착 두께 분포 예측 모델 개발
§최두순
*
· 김덕종**
· 장동환*†
* 인하공업전문대학 기계설계과, ** 한국기계연구원
Development of Numerical Model for Predicting Deposition Thickness Distribution during Spray Process for Carbon Nanotube Thin Films
Du Soon Choi
*
, Duckjong Kim**
and Dong Hwan Jang*†
* Dept. of Machine Design, Inha Technical College,
** Korea Institute of Machinery & Materials
(Received May 23, 2011 ; Revised July 19, 2011 ; Accepted July 19, 2011)
1. 서 론
탄소나노튜브(carbon nanotube, CNT)는 탄소 6 개 로 이루어진 육각형들이 서로 연결되어 관 모양을 이루고 있는 신소재로서 1991 년 일본전기회사 (NEC) 부설 연구소의 이지마 스미오 박사가 전기 방전법을 사용하여 흑연의 음극상에 형성시킨 탄 소덩어리를 분석하는 과정에서 발견하였다. 전기
전도도가 구리와 비슷하고, 열전도율은 3000 W/mK 이상으로 자연계에서 가장 뛰어난 다이아 몬드와 같으며, 강도는 철강보다 100 배나 뛰어나 다. 이러한 특성을 이용한 CNT 전도성 필름은 전 도성강화 복합재, 전자파 차폐, 정전기 분산, 플렉 서블 디스플레이, 태양전지 등의 다양한 분야에 응용되고 있다.(1~3) 그러나 이러한 CNT 전도성 필 름이 상용화되기 위해서는 대면적의 필름을 저비 용으로 제조하기 위한 생산기술이 필요하다.
CNT 전도성 필름의 제조방법으로는 진공여과법 (vacuum filtration),(1,4) 잉크젯 프린팅,(5) 침지코팅법 (dip coating),(6,7) 정전분무법 (electrostatic spray deposition, ESP),(8) 에어브러싱(airbrushing)(9~12) 등이 Key Words : Carbon Nanotube(탄소나노튜브), Spray Process(스프레이공정), Depositon Thickness(증착두께) 초록: 탄소나노튜브(CNT)는 원통형의 탄소나노 구조물로서, 뛰어난 전도특성과 열전도율을 갖는다.
이러한 특성을 이용한 다양한 응용 분야의 하나로 CNT 를 박막형태의 그물망으로 제작하여 전도성 필름으로 응용하는 방안이 연구되고 있다. 이러한 CNT 의 박막 제조 방법 중, 분무 코팅 방식은 대면적 박막 제조에 널리 사용되나, 박막 두께를 균일하게 제작하는 점에 어려움이 있다. 이러한 문제점을 해결하려면 분무시의 공정조건이 증착 두께 분포에 미치는 효과를 잘 분석해야 한다. 본 연구에서는 분무 공정에서의 증착두께분포를 예측하기 위한 수치해석 모델을 개발하였다. 또한, 개발된 모델을 이용하여 여러가지 노즐 경로에 따른 증착 두께 분포를 분석하였다.
Abstract: A carbon nanotube (CNT) is a cylindrical carbon nanostructure with good transport properties along the tube’s axis. As an approach for realizing the practical use of CNTs, CNT networks are fabricated and their applications in many fields are investigated. To fabricate thin CNT-based films, several methods have been proposed and used.
Among these methods, the spray coating method is a robust method for fabricating a large area. However, it is difficult to achieve uniformity in the CNT network. To solve this problem, it is necessary to understand the effect of the spray- process parameters on the deposition thickness distribution. In this study, a numerical model for predicting the deposition thickness distribution during the spray process was developed. The spatial deposition thickness distributions obtained according to various nozzle paths were analyzed using the developed numerical model.
§이 논문은 2011 년도 대한기계학회 마이크로/나노공학부문 춘계학술대회(2011. 5. 26.-27., BEXCO) 발표논문임
† Corresponding Author, [email protected]
© 2011 The Korean Society of Mechanical Engineers
최두순 · 김덕종· 장동환 970
있다. 이 중 진공여과 방식은 CNT 필름 제조에 가장 효율적이고 널리 쓰이는 방식이지만 대면적 필름의 제조에 한계점을 지니고 있다. 정전분무법, 에어브러싱과 같은 분무방식은 Fig. 1 과 같이 CNT 가 분산된 용액을 기판위에 분사하고 건조하 는 과정을 통하여 박막을 형성시키는 방식으로 다 양한 기판상의 대면적 필름을 저렴한 비용으로 제 조하기에 적합하다. 그러나 CNT 를 균일하게 증착 시키기가 어렵고, 불순물이 남을 가능성이 높다는 단점을 가지고 있다. 특히, 불균일한 CNT 의 증착 분포는 대면적 전도성 필름의 품질에 치명적인 문 제로 작용하므로 분무 공정 시의 최적화된 제어를 통하여 CNT 의 균일한 증착을 구현하는 것은 매 우 중요하다.
본 연구에서는 CNT 박막 제조를 위한 분무공정 에서의 노즐이동경로, 노즐이동속도 등의 분무조 건에 따른 CNT 증착량 분포를 정확히 예측할 수 있는 수치해석 기법을 개발하였다. 또한 구현된 기법을 이용하여 다양한 분무조건에 따른 CNT 증 착 두께 분포를 해석하고 분석함으로써 분무공정 시의 공정조건 수립을 위한 기본 지침을 제시하였 다.
2. 수치해석 모델
CNT 박막 제조를 위한 분무공정에서는 CNT 가 분산된 용액을 임의의 기판 위에 분사하고 건조하 는 과정을 반복하여 박막을 형성한다. 기판 위에 분사된 수지 액적 중 용매는 증발하고 CNT 는 CNT 기판 위에 증착되어 CNT 박막을 형성하게
Fig. 1 CNT film fabrication using spray coating method
된다. 용액을 증발시켜 포함된 입자를 기판에 증 착시키는 공정에서 증발율이 액적의 가장자리의 접촉선 (contact line)에 집중되어 있기 때문에, 입 자의 증착분포가 액적의 가장자리에 집중되거나 경우에 따라서는 액적의 중심부에 집중된다고 알 려져 있다. 그러나 본 연구의 분무 공정에서는 다 수의 액적들이 노즐의 움직임에 따라 기판위에 연 속적으로 뿌려지면서 건조되기 때문에, 이러한 증 착분포의 집중현상은 무시하였다. 따라서 해석의 단순화를 위하여 다음과 같은 가정을 사용하였다.
1) 용액에는 CNT 가 고르게 분산되어 있다.
2) 기판위에 증착된 CNT 의 분포는 기판위에 분무된 용액의 분포와 같다.
3) 기판위에 분무되는 용액의 적층분포는 2 차 원 가우시안 (Gaussian) 분포를 갖는다.
2.1 노즐의 유속분포 해석모델
기판위에 분무되는 용액의 유속분포 Mɺ (mm3/mm2⋅s) 는 다음과 같은 축대칭 가우시안 함 수로 가정할 수 있다.(13)
( ) r a exp ( b r
2) .
M ɺ = ⋅ − ⋅
(1)여기서 r 은 임의의 점으로부터 분무축 (spray axis)까지의 최단 거리이고 a 와 b 는 노즐에서 분 무되는 총유량속도와 분무거리, 분무조건에 따라 결정되는 상수이다. 이 때, 임의의 점의 분무거리 d 는 Fig. 2 에서와 같이 그 점과 최단거리를 갖는 분무축상의 점과 노즐과의 거리로 정의될 수 있다.
총유량속도
M
(mm3/s) 는 유속분포Mɺ
을 적분Fig. 2 Schematic diagram of droplet deposition
탄소나노튜브 박막 제조를 위한 분무공정에서의 증착 두께 분포 예측 모델 개발 971 하여 다음과 같이 계산할 수 있다.
( ) .
exp
0 2 0
2
b dr a rd r b a
M = ∫ ∫∞ π ⋅ − ⋅ ⋅
θ =
π (2)
Fig. 2 에서와 같이 분무거리가 각각 d1, ds에서의 면적 A1, As를 통과하는 액적선속은 같아야 한다.
A1, As를 통과하는 액적선속을 각각 J1, Js라 한다 면 다음의 식 (3)과 같이 정의할 수 있다.
( )
( ) .
exp
, exp
0 2 0
2 0
2 0
2 1 1
1 1
dr rd r b a
J
dr rd r b a
J
rs
s s
s r
∫ ∫
∫ ∫
⋅
⋅
−
⋅
=
⋅
⋅
−
⋅
=
π π
θ θ
(3)
이 때
r
1, r
s는 각각A
1, A
s의 반지름이다.
기하학적 관계로부터
d
1/ d
s= r
1/ r
s이고, J
1, J
s의 값은 같아야 하므로 다음과 같은 관계식이 성립한 다.
.
2 1 1
1
=
=
s s s
d d b b a
a (4)
상수
a
s와b
s는 분무거리d
s만큼 떨어진 기판위 에 분무된 적층형상으로부터 실험적으로 결정될 수 있다.
따라서,
임의의 위치에서의 유속분포 Mɺ 은 다음과 같이 정의될 수 있다.
( ) , exp
2.
2 2
⋅
−
⋅
= r
d b d d
a d d r
M ɺ
s s s s(5)
2.2
증착두께분포 해석모델윗절에서 계산된 노즐의 유속분포 모델은 분무 거리
d
와 분무축으로부터의 거리r
의 함수이다.
그러나 실제 분무 공정에서는 노즐이 설정된 경로 를 이동하면서 용액을 분무하기 때문에 기판 위의 임의의 지점에서의 증착속도를 매 순간 계산하여 야 한다.
Fig. 3
에서 기판 위의 임의의 점p
에서의 증착속도를 계산하기 위해서는 점
p
와 분무축의 최단 거리r
과 분무거리d
를 구하고,
식(5)
를 이용하 여 그 지점에서의 유속을 구해야 한다.
분무거리d
는 다음과 같이 계산될 수 있다.
( P A ) . e
s⋅ −
=
d (6)
이 때
,
P 는 점p
의 위치벡터이고,
A 는 노즐의Fig. 3
Geometrical Configuration of substrate and nozzle
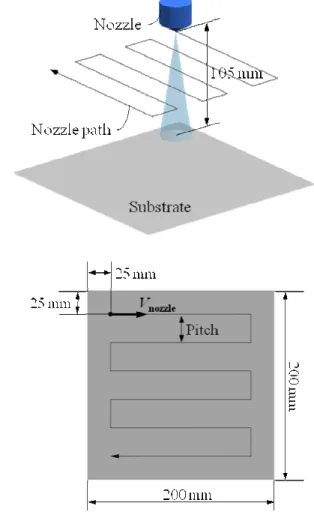
Fig. 4
Schematic diagram of nozzle path in spray process
위치벡터이며,
es는 분무축의 단위벡터이다.
또한 거리
r
은 다음과 같은 벡터 관계식으로부 터 계산될 수 있다.
. P e A +
s−
= d
r (7)
시간 δ
t
동안 점p
에서의 표면에 수직 방향(
en)
최두순 · 김덕종· 장동환 972
으로의 증착 두께 증가량
∆h
는 다음과 같이 계산 될 수 있다.
( ) , .
∫
+⋅
=
∆
t tt
M r d dt
h
δɺ e
ne
f(8)
이 때
, e
f는 점p
와 노즐을 연결하는 직선 방향 으로의 단위벡터이다.
따라서 시간
t+
δt
에서의p
지점에서의 증착 두 께는 다음과 같이 계산될 수 있다.
. h h
h
t+δt=
t+ ∆ (9)
3. 수치해석 결과 및 분석
분무조건에 따른 증착두께분포를 알아보기 위하
여
Fig. 4
와 같은 분무공정에서 노즐경로의 피치(pitch)
와 노즐이동속도V
nozzle 에 따른 적층두께분포의 해석을 수행하였다
.
노즐에서 분무되는 용액 의 총유량속도( M )
는9.15 mm
3/s
이고,
식(5)
의 상수a
s와b
s는d
s= 105 mm
인 경우의 실험으로부 터 얻어진 값인a
s= 0.087, b
s= 0.030
을 적용하였다.
3.1
경로의 피치에 따른 증착두께분포2
차원 가우시안 함수는 표준편차 σ를 이용하여다음과 같이 나타낼 수 있다
.
2 . 2 exp
) 1
( 2
2
2
−
= πσ σ x r
f
(10)
본 연구에서는
d
s= 105 mm
인 경우a
s= 0.087, b
s= 0.030
을 사용하였으므로,
이를 이용해 표준편차를 역으로 계산하면 σ
= 4.08 (mm)
의 값을 얻을 수있다
.
따라서 경로의 피치를Table 1
과 같이 표준편차의 배수로 구성하고
,
각 경우의 용액의 증착 두께분포를 계산하여 결과를Fig. 5
에 나타내었다.
기판위에 증착된
CNT
의 분포는 기판위에 분무된용액의 분포와 같다고 가정하였으므로 용액의 증
Table 1 Conditions of the 4 different nozzle pitch Pitch (mm)
Vnozzle(mm/s)
Case 1 4.08 (1
σ) 75.00
Case 2 8.16 (2
σ) 75.00
Case 3 12.24 (3
σ) 75.00
Case 4 16.33 (4
σ) 75.00
X (mm)
Y(mm)
-100 -50 0 50 100
-100 -50 0 50 100
Thickness 2.86E-03 2.72E-03 2.57E-03 2.43E-03 2.29E-03 2.14E-03 2.00E-03 1.86E-03 1.72E-03 1.57E-03 1.43E-03 1.29E-03 1.14E-03 1.00E-03 8.58E-04 7.15E-04 5.72E-04 4.29E-04 2.86E-04 1.43E-04
Case 1
X (mm)
Y(mm)
-100 -50 0 50 100
-100 -50 0 50 100
Thickness
1.67E-03 1.59E-03 1.51E-03 1.42E-03 1.34E-03 1.26E-03 1.17E-03 1.09E-03 1.00E-03 9.20E-04 8.37E-04 7.53E-04 6.69E-04 5.86E-04 5.02E-04 4.18E-04 3.35E-04 2.51E-04 1.67E-04 8.37E-05
Case 2
X (mm)
Y(mm)
-100 -50 0 50 100
-100 -50 0 50 100
Thickness 1.41E-03 1.34E-03 1.27E-03 1.20E-03 1.13E-03 1.06E-03 9.85E-04 9.15E-04 8.44E-04 7.74E-04 7.04E-04 6.33E-04 5.63E-04 4.93E-04 4.22E-04 3.52E-04 2.81E-04 2.11E-04 1.41E-04 7.04E-05
Case 3
X (mm)
Y(mm)
-100 -50 0 50 100
-100 -50 0 50 100
Thickness 1.38E-03 1.31E-03 1.24E-03 1.17E-03 1.10E-03 1.03E-03 9.63E-04 8.94E-04 8.26E-04 7.57E-04 6.88E-04 6.19E-04 5.50E-04 4.82E-04 4.13E-04 3.44E-04 2.75E-04 2.06E-04 1.38E-04 6.88E-05
Case 4
Fig. 5 Numerical results of thickness distributions (mm)
of 4 cases
탄소나노튜브 박막 제조를 위한 분무공정에서의 증착 두께 분포 예측 모델 개발 973
Table 2 Thickness uniformities of 4 cases
Thickness Uniformity
Case 1 0.00009
Case 2 0.01154
Case 3 0.21320
Case 4 0.56606
1σ 2σ 3σ 4σ
0.0 0.1 0.2 0.3 0.4 0.5 0.6
T h ic k n es s U n if o r m it y
Pitch
Fig. 6 Thickness Uniformity according to the pitch of nozzle path
착량에
CNT
의 부피기준 밀도를 곱하면CNT
의증착두께분포를 계산할 수 있을 것이나
,
증착분포 특성을 살펴보는 것이 목적이므로 이 과정은 생략 하였다.
결과에서 알 수 있듯이 피치가 작은 경우에는 촘촘하게 분무가 되어 증착두께가 거의 균일하나
,
피치가 큰 경우에는 분무경로선상을 따라서는 두 껍게,
경로선과 경로선 사이는 얇게 증착되어 증 착두께가 균일하지 못한 것을 알 수 있다.
경로가 직각으로 꺾이는 부분이 가장 큰 증착두 께를 보였는데 이는 각 직선경로의 증착량이 중첩 되기 때문이다
.
전체적인 증착두께는 피치가 작을 수록 더 커지는데 이것은 피치가 작을수록 노즐경 로의 길이가 길어져서 분무시간이 길어지기 때문 에 분무량이 많아지기 때문임을 알 수 있다.
증착두께의 균일성을 비교하기 위하여 다음과 같이 두께 균일도
(thickness uniformity)
를 정의하였 다.
( )
2 . Uniformity
Thickness
max minT
AvrT T
⋅
= − (11)
이 때
T
max, T
min, T
avr는 각각 최대증착두께,
최소 증착두께,
평균증착두께를 나타낸다.
경로가 직각으로 꺾이는 기판의 가장자리 부분 은 제외하고 기판 중심부분에서만의 두께균일도를 계산하여
Table 2
와Fig. 6
에 나타내었다.
Table 3 Conditions of the 3 different nozzle speed Pitch (mm)
Vnozzle(mm/s)
Case 1 8.16 (2
σ) 50.00
Case 2 8.16 (2
σ) 75.00
Case 3 8.16 (2
σ) 100.00
X
-100
-50
0
50
100
Y
-100
-50
0
50
100
T h ic k n e s s (m m )
0 0.003
Case 1
X
-100
-50
0
50
100
Y
-100
-50
0
50
100
T h ic k n e s s (m m )
0 0.003
Case 2
X
-100
-50
0
50
100
Y
-100
-50
0
50
100
T h ic k n e s s (m m )
0 0.003
Case 3
Fig. 7 Numerical results of thickness distributions with different nozzle speeds
결과에서 알 수 있듯이 피치가 표준편차의
2
배 이내인 경우에서는 균일도가 거의0
에 가까운 좋 은 결과를 보였으나 이를 넘어가게 되면 급격히 증가함을 알 수 있다.
따라서 균일한 증착두께를 얻기 위해서는 노즐경로의 피치를 표준편차의2
배 이내로 선정하는 것이 좋다는 결론을 얻을 수 있다.
3.2
노즐이동속도에 따른 증착두께분포노즐의 이동속도에 따른 증착두께분포를 살펴보
기 위하여
Table 3
과 같이 피치는 고정시키고 이동속도만 다르게 선정한 세가지 경우에 대한 수치
최두순
·
김덕종·
장동환 974해석을 수행하고 결과를
Fig. 7
에 나타내었다.
Fig. 7
의 결과에서 알 수 있듯이 노즐의 이동속도가 달라지면 전체적인 증착두께는 달라지나 증 착두께분포는 동일한 양상을 보인다
.
두께균일도를 계산하면 세가지 모두
0.01154
의 동일한 값이나온다
.
즉,
분무경로가 동일하면,
노즐의 이동속 도는 증착두께의 균일도에 영향을 끼치지 못하고 오직 전체 증착두께에만영향을 끼친다는 것을 알 수 있다
.
노즐이동속도가 느릴수록 증착두께는 두꺼워지는데 이것은 노즐이 경로끝까지 도달할 때까지 소요되는 시간이 증가하기 때문에 분무량 이 더 많아지기 때문으로 해석할 수 있다.
4. 결 론
본 연구에서는
CNT
박막 제조를 위한 분무공정에서 분무 조건에 따른
CNT
증착량 분포를 예측할 수 있는 수치해석 기법을 개발하였다
.
또한 구 현된 기법을 이용하여 노즐의 이동경로의 피치와 노즐이동속도에 따른 증착두께분포를 계산하였다.
이러한 연구결과를 요약하면 다음과 같다.
(1)
기판 위에 분무되는 용액의 분포를2
차원가우시안 함수로 가정하고
,
분무공정조건에 따른 증착분포를 계산하는 수치해석모델을 개발하였다. (2)
노즐 이동경로의 피치에 따른 증착두께분포 를 계산하고,
피치가 가우시안 함수의 표준편차의2
배 이내일 경우에는 거의 균일한 두께분포를 얻 을 수 있음을 확인하였다.
(3)
노즐의 이동속도에 따른 증착두께분포를 계 산하고,
노즐의 이동속도는 증착 두께의 균일도에 영향을 끼치지 못하고,
다만 전체 증착두께에만 영향을 끼친다는 것을 확인하였다.
본 연구에서 개발된 수치해석 모델은 평면기판 뿐만 아니라 다양한 곡면기판 위에서도 적용이 가 능하므로 향후 다양한 분무공정의 공정조건 선정 에 사용될 수 있을 것으로 기대된다
.
참고문헌