최동혁a, 황현태b, 손동일a, 김대일c,*
a동국실업 주식회사, b울산테크노파크 자동차부품기술연구소, c울산대학교 첨단소재공학부
A Study of Surface Improvement for Automotive Part by Injection Mold of Electronic Heating
Dong-Hyuk Choia, Hyun-Tae Hwangb, Dong-Il Sona, Daeil Kimc,*
a
Dongkook Ind. Co., Ltd., Ulsan 683-804, Korea
b
Automotive Parts Institute Center, Ulsan Technopark, Ulsan 44428, Korea
c
School of Materials Science and Engineering, University of Ulsan, Ulsan 44610, Korea (Received January 2, 2018 ; revised January 24, 2018 ; accepted January 25, 2018)
Abstract
The light-weight of the research and development materials is actively carried out by overseas automobile companies and technology development continues in Korea. For the sake of fuel efficiency, the development of lightweight technology by improving the manufacturing method has been very effective. Recently, to max- imize the effects of light weight, automotive interior parts have been applied by the micro-cellular injection molding using supercritical fluids and we call the Mucell manufacturing. This technique causes a problem in the quality of the surface of the products, because the shooting cells are revealed as the surface layer of the products by forming micro cells at the center of the products during injection molding. To overcome these phenomenon, we increased the temperature of injection molding using joule heating until critical value.
In this study, we have predicted the problem of Mucell injection molding through the finite element analysis as changed the temperature by joule heating. From the result of finite element analysis, we have determined the optimized process and made the injection mold included electric current heating system with Mucell manufacturing analyzed the surface characteristics of the injection product according to changing mold tem- perature.
Keywords : Mu-Cell, Injection Mold, Surface Improvement, Automotive Part
1. 서 론
환경 및 에너지 관련 규제인 온실가스 감축에 대 한 규제가 전 세계적으로 강화[1]되고 있으며, 대한 민국의 온실가스 감축 목표는 2030년 배출전망치 대비 37%이다. 2010년 기준 국내 수송기기 산업 CO2 배출은 국내 연간 총 CO2 배출량의 16.3%에
해당되며 수송기기 산업 배출량은 10,921만톤, 그 중에서 자동차 수송기기 산업이 85.1%인 9,293만 톤 배출되고 있다[2].
국내의 경우 수송기기 산업 중 가장 많이 차지하 고 있는 분야가 자동차이다. 자동차의 경우 CO2 감 축을 위해 많은 노력을 하고 있으며, 그중 자동차 의 경량화에 가장 많은 노력을 하고 있다. 자동차 경량화를 실현하기 위한 방법은 크게 3가지로 제시 되어 있으며, 이는 기존 소재보다 가벼운 소재로 변 경하는 방법, 성형 및 가공기술을 개발하는 방법, 기존부품의 형태를 최적화 설계하는 방법으로 나눈 다. 이 중 소재를 변경하는 방법이 다른 방법에 비
*
Corresponding Author: Daeil Kim
School of Materials Science and Engineering, University of Ulsan
Tel: +82-52-712-8066 ; Fax: +82-52-259-1688
E-mail: [email protected]
해 중량 절감 효과가 가장 크지만 재료비 상승으로 인해 원가측면에서 불리한 단점이 있다. 그래서 완 성차 업체들은 경제성을 고려하여 다양한 방법을 혼용하고 있다. 획기적인 경량화를 추진하기 위해 서는 소재 변경이 불가피할 것으로 예상되며, 점차 비철소재의 사용 비중이 늘어날 것으로 예상된다.
경량소재를 가장 적극적으로 사용하고 있는 유럽은 2020년 목표를 기준으로 국내 자동차의 철강 사용 비중은 현재 68%에서 41%로 27% 낮아지면서 비 철금속 및 합성수지의 사용비중은 각각 12% 증가 할 것으로 추정하고 있다. 대표적 경량소재인 비철 금속 계열 알루미늄합금, 마그네슘함금과 합성수지 계열인 엔지니어링 플라스틱, 탄소섬유강화 플라스 틱으로 대체되며 비철금속과 합성수지는 경합의 관 계를 형성하면서 발전 할 것으로 전망된다[3].
생산공법 개선을 통한 자동차 경량화는 핫 프레 스 포밍 기술과 중공구조 재료 개발, 하이드로 포 밍 등의 뿌리기술을 활용한 구조로 프로세싱 공법 개발 등을 진행 중에 있다. 합성수지 소재의 경우 가스 인젝션 공법, 화학발포제에 의한 발포 공법, 뮤셀을 통한 발포 공법 등이 있다. 여기서 가스 인 젝션 공법은 성형 중 가스 주입으로 제품을 중공으 로 만드는 기술이고, 화학발포제에 의한 발포 공법 은 발포제 혼입 수지를 이용하여 기존 사출과 동일 하게 하는 방법이다. 이들 사출성형 방법은 환경 유 해가스가 발생하고 제품의 외관이 나쁘다는 단점을 가지고 있으며, 성형 사이클이 길어지는 문제점이 있다.
본 연구에서는 뮤셀성형공법을 적용한 전류가열 금형 기술[4-7]은 뮤셀성형공법에 의해 제품 경량 화를 이루고 뮤셀성형공법의 단점인 발포셀에 따른 제품 표면 품질 문제는 전류가열 금형을 통해 해결 하고자 하였다[8-9]. 이때 제품 표면개선 효과 검증 은 먼저 웰드라인 마크에 의한 제품 표면 문제이며 이는 육안으로 검증 하고, 표면 조도의 경우 표면 단차계측 장치를 이용하여 검증하였다. 또한 전류 가열 금형온도별 표면조도 변화와 제품 표면에서의 화학결합 상태의 상관관계를 검증하고자 하였다.
2. 실험방법
2.1 사출성형해석 방법
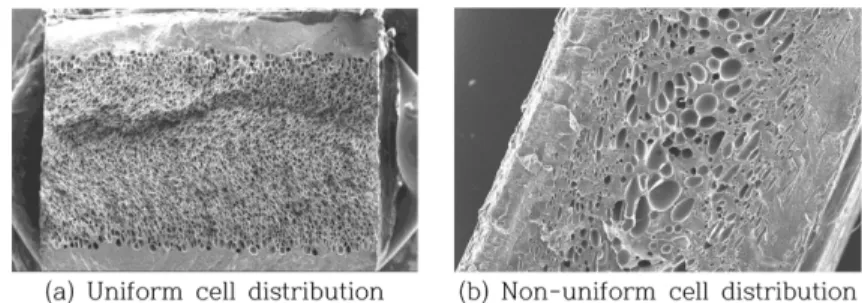
제품 성형을 위한 사전 검토는 사출해석 상용프 로그램인 Moldflow를 사용하였으며, 뮤셀공법에 의 한 사출성형은 초임계상태의 질소를 수지와 혼합하 여 미세한 발포상태의 플라스틱을 만들어 성형하는 프로세스로 발포셀의 미세화(5~50 µm)에 의해 제품 의 경량화를 달성한다. 그림 1에 나타낸 것과 같이 발포셀 형성에 있어 크기의 균일도가 중요하며, 이 는 제품의 강성과 직접적인 영향이 있다. 이를 위 해서 가스농도, 가스발포 압력 등이 중요하며, 이를 통해 제품내 균일한 발포셀수를 형성하는데 도움이 된다.
뮤셀공법에 의한 제품 성형시 표면의 품질을 향 상시키기 위해 전류가열 금형을 이용하며, 이는 제 품 표면과 금형이 만나는 금형부에 전류가열 코어 를 삽입하여 금형을 가열시킨다. 이때 금형의 가열 온도는 금형내 온도센서를 삽입하여 온도 컨트롤하 며, 사출성형시 공정 조건은 사출, 보압, 냉각, 형개, 형폐 후 대기를 반복하는 조건[10]에서 가열조건은 전류가열 방식으로 형개 후 요구되는 온도까지 올 리고 형폐가 시작 되면 히팅을 오프하게 된다. 또 한 냉각은 냉각수를 사용하며, 형폐가 완료 되면 제 품부 금형은 냉각되기 시작하여 형개가 시작 될 때 냉각수를 오프하는 공정조건으로 설계하였다.
사출성형해석에 사용된 조건은 다음과 같다. 뮤 셀공법의 발포셀에 의한 제품 경량화율은 10%, 질 소가스 농도는 0.5%의 조건으로 하였으며, 이때 단 위 체적당 셀수는 1e+6/cm3으로 생성될 수 있도록 해석 조건을 부여하였다. 가열라인은 직경 8 mm 전 기 히팅 카트리지로 구현하였으며, 위치는 제품과 금형이 만나는 표면에서 금형부로 10 cm 위치에 설 치하였다. 온도 컨트롤은 제품에서 가까운 금형 표 면에 온도 센스를 설치하는 조건으로 하였고, 해석 에 사용된 온도 조건은 100oC, 130oC, 150oC로 설 정하였고 냉각시 50oC 미만으로 되면 히팅 카트리 지가 구동되는 조건으로 하였다.
Fig. 1. Cross-section structure of product with Mu-Cell manufacturing.
냉각라인은 직경 10 mm로 금형에 홀을 가공하는 방식으로 적용하였으며, 보통 레이놀드 수에 의해 사출해석에서 냉각 조건을 부여한다. 레이놀드 수 의 경우 2,100이하이면 층류, 4,000이상이면 난류 조건으로 해석에서는 냉각 효율을 높이기 위해 난 류 조건으로 구현하였다. 이때 냉각수 온도는 25oC 로 설정하였다[11].
해석에 사용된 소재는 PC+ABS를 사용하였으며, 녹는점에서 밀도 1.0063 g/cm3, 고체밀도 1.1314 g/
cm3, 녹는점 265oC, 전단응력 <0.4 MPa, 전단율
<40000/s의 특성을 가진 소재를 사용하였다. 사출 성형해석에 사용된 해석 모델은 그림 2와 같다.
2.2 시험분석 방법
제품에 대한 표면특성 분석은 뮤셀공법을 통해 발포 성형의 문제점을 해결하기 위해 전류가열 금 형을 사용한 효과에 대해 분석을 하고자 하였다. 이 를 위해 그림 3은 제품의 표면특성을 평가에 사용 된 표면형상측정기로 Bruker사의 Dektak 150 모델, 측정범위는 157 µm × 118 µm이다. 이는 시편의 표 면 위 단차가 있는 박막의 두께 및 Step Height를
측정하기 위한 장비로 탐침이 시편 표면을 물리적 으로 접촉해 스캔함으로써 표면 단차 또는 두께로 나타내는 장비이다. 탐침은 50 nm ~ 25 µm 정도의 반지름을 가지는 다이아몬드가 사용되었으며, 탐침 의 힘은 1 mg ~ 15 mg 정도로 고정하여 사용하였 다. 또한 측정하고자 하는 시편에 직접 접촉하여 분 석하는 방식이다.
3. 시험결과 및 검토
3.1 사출성형해석 결과 검토
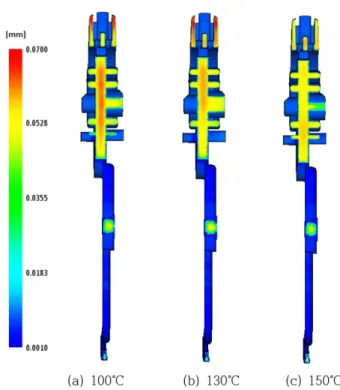
뮤셀공법 적용 전류가열 금형 사출성형해석을 통 해 온도에 따른 포화셀 분포를 그림 4에 나타내었 다. 그림에서 컨투어 바(contour bar)는 포화셀의 직 경의 측도가 되고 단위는 mm이다. 이때 전류가열 금형 온도별 제품의 단면을 나타내었으며, 컨투어 바와 제품 단면의 색상을 통해 제품 두께부의 포화 셀의 크기를 예측하였다. 포화셀의 크기는 최대 70µm 정도로 나타났으며, 이는 뮤셀공법 적용 사 출성형 동일 조건에서 전류가열 금형온도 100oC와 130oC에서 나타났다. 전류가열 금형온도 150oC에서 는 최대 약 55 µm으로 나타났으며, 또한 금형온도 100oC와 130oC 보다 포화셀이 균일한 것으로 나타 났다. 포화셀의 분포는 제품 중앙부에서 크게 나타 나고 제품 표면으로 갈수록 작아지는 것을 확인하 였다. 이렇게 포화셀의 크기가 균일하지 않을 경우
Fig. 2. Model of injection molding analysis.
Fig. 3. Surface Roughness system.
Fig. 4. A comparison of cell distribution by mold
temperature.
앞서 언급한 것과 같이 제품 강성에 문제가 될 우 려가 있다[12]. 따라서 포화셀의 균일도는 제품의 보 이지 않는 품질에 영향을 주는 요소이다. 포화셀의 크기와 균일도를 제어하기 위해서는 전류가열 금형 온도도 중요한 요소이기도 하지만 가스 농도와 경 량화율의 목표를 얼마만큼하는지도 중요한 요소이다.
그림 5는 뮤셀공법 적용 조건에서 전류가열 금형 온도 150oC 일 때 제품성형 시간과 에어트랩 그리 고 웰드라인을 나타내었다. 이때 제품성형 시간은 0.9747초로 나타났으며, 에어트랩은 금형 설계시 파 팅라인 및 기타 금형 형상 설계시 반영하여 에어트 랩을 제거할 수 있는 요소로 제시하였으며, 웰드라 인의 경우 사출성형해석상에서는 여러곳에서 발생 하고 있으나 금형 설계 및 제품 제작 조건을 통해 개선할 수 있을 것으로 판단된다.
3.2 제품 표면특성 분석
뮤셀공법을 적용한 전류가열 사출성형 제품은 사 출성형해석에 근거하여 금형 제작 및 전류가열 조 건을 부여하여 제작하였다. 제품은 자동차 콘솔박 스내의 부품으로 크기는 약 30 × 6 × 1 mm되는 복 잡한 형상이다. 이때 사출성형에서 웰드라인은 용 융수지의 흐름이 만나는 곳에서 선으로 생기며 제 품의 형상에 따라 다양하게 발생할 수 있다. 성형 품에 있어서 웰드라인은 강도적인 측면에서 취약하 므로 가능한 제품에서 웰드라인이 생기지 않도록 하여야한다[13].
본 연구에서는 웰드라인을 최소로 하기 위해 전 류가열 금형 기술을 적용하였으며, 이는 금형의 온 도 제어를 통해 사출성형시 용융수지의 응고를 제 어하여 웰드라인을 억제하는 방식이다. 전류가열에 의한 금형의 온도는 사출성형해석에서 제시된 100oC, 130oC, 150oC로 각각 표면특성을 분석하였으며, 이 는 전류가열 금형을 사용하지 않는 제품과 비교 분 석하였다.
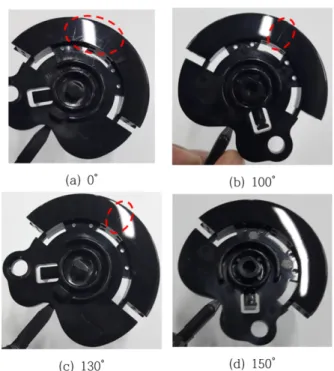
그림 6은 뮤셀공법 적용 전류가열 금형온도 0oC, 100oC, 130oC, 150oC적용된 제품을 나타내었다. 이 때 웰드라인 마크 발생에 대해 분석하였으며, 금형 온도 0oC, 130oC의 경우 제품 뒷면에서 웰드라인이 발생하였다. 특히 금형온도 0oC의 경우 웰드라인 뿐 만 아니라 표면 품질이 좋지 않아 제품의 완성도 측면에서 문제가 있을 것으로 판단되었다. 이런 문 제 때문에 기존 제품의 경우 표면 품질 향상을 위 해 후 공정으로 도장 처리를 하는 것으로 알려져 있다. 이러한 표면 품질 문제는 도장 공정에서도 불 량 발생 원인이 되기도 한다. 금형온도 100oC 이상 에서는 제품 표면 품질은 개선되었으나 웰드라인 마크는 발생하였으며, 금형온도가 높아질수록 표면 품질은 좋아 지는 것을 확인하였다. 웰드라인 마크 가 발생하지 않는 금형온도는 150oC로 나타났으며, 일정 범위내에서 금형온도가 높아지면 웰드라인 마 크 및 표면 품질은 높아지나 제품 사출성형 공정인 충진, 보압, 냉각, 취출 단계에서 냉각 단계가 지연 되는 문제점이 있어 제품 생산성이 크게 낮아 질 가능성이 있어 금형온도는 적절한 온도를 선정하는 것이 중요한 요소이다.
3.3 제품 표면조도 분석
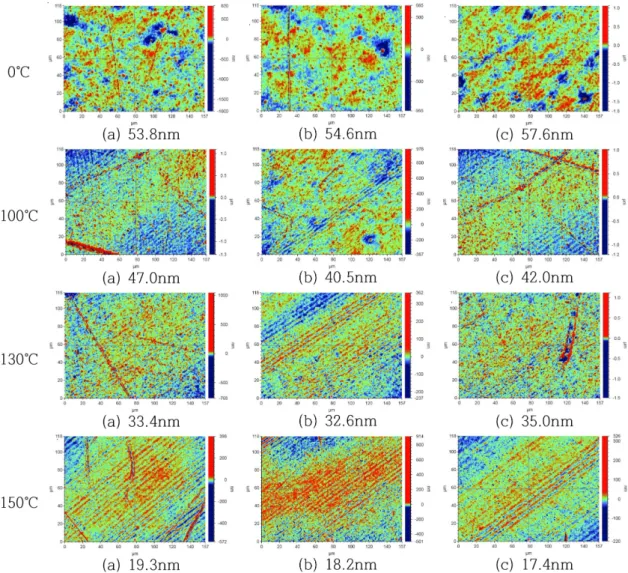
제품의 분석 위치는 그림 7과 같이 제품 표면부 가 가장 넓은 곳을 집중 분석 하였으며, 웰드라인 마크의 경우도 이 부위에서 발생하는 것으로 성형
Fig. 5. Result of Injection molding analysis.
Fig. 6. Comparison of weldline as changed mold
temperature.
높아질수록 제품의 표면조도가 좋아지는 것을 확인 하였다. 금형온도 0oC일 때 측정부위의 평균 표면 조도는 55.33 nm, 금형온도 100oC일 때 43.2 nm, 금 형온도 130oC일 때 33.7 nm, 금형온도 150oC일 때 18.3 nm으로 나타났다. 금형온도를 올리지 않은 것 과 금형온도 100oC로 한 것과의 표면조도 차이는 크게 발생하였고, 웰드라인 마크가 발생하지 않은 금형온도 150oC에서 표면조도 편차가 크게 발생하 였다. 따라서 표면조도 측면에서 금형에 온도를 올 리는 것이 유리하며, 금형온도는 웰드라인 마크가 발생하지 않는 최소 범위에서 온도를 올리는 것이 제품 생산성 향상에 도움이 될 것으로 판단된다.
Fig. 7. Measured points for surface roughness
Fig. 8. Comparison of Surface Toughness as changed mold temperature.
3.4 화학결합 상태 분석
제품 표면조도는 제품의 품질에 크게 좌우 하나 전류가열 금형에 있어 가열 온도는 제품 표면조도 에도 영향이 있다. 금형온도가 너무 높을 경우 제 품이 금형에 흡착하여 연속 사출성형이 문제 될 수 있다. 이러한 흡착 문제는 가열 금형에 대한 온도 문제인지 사출성형 소재가 너무 높은 온도로 제품 표면에서의 화학적 성분의 변화로 발생하는 것인지 에 대한 증명이 되어야 한다. 이때 금형온도 문제 일 경우 성형시간 단축을 위해 제품 냉각이 완전히 되지 않은 상태에서 제품 취출로 흡착이 발생할 우 려가 있다. 또한 금형온도에 따른 사출 소재의 화학 적 성분 변화의 문제인지는 증명할 필요가 있다. 따 라서 이를 증명하기 위해 XPS(X-ray Photoelectron Spectroscopy)장비를 이용한 시료의 화학결합 상태 를 확인하고자 하였다. 이는 시료 표면에 X-선을 입사하여 방출되는 광전자를 이용하는데 고체표면 과 계면의 구성 원소나 그의 화학결합 상태를 밝히 는 방법이다. 시료는 전류가열 금형에 온도를 올리 지않은 경우와 금형온도 150oC로 올린 경우의 제 품에서 시료를 추출하였다.
그림 9는 전류가열 금형온도 0oC와 150oC의 화학 결합 상태를 나타낸 것이다. 두 시료 모두 화학결 합은 탄소(Carbon), 산소(Oxygen), 질소(Nitrogen), 규소(Silicon), 소듐(Sodium), 염소(Chlorine) 등으로 구성되어 있는 것을 확인하였다.
금형온도 0oC와 150oC의 화학결합에서 각각의 성
분율을 분석해 본 결과 탄소가 80%이상 산소가 10%이상으로 이두 성분이 95%이상 차지하는 것을 확인하였다. 또한 탄소, 산소, 질소, 규소, 소듐, 염 소 등 두 조건 모든 비슷한 화학결합 성분율을 함 유하고 있는 것을 확인하였다. 따라서 이 성분율이 조금 차이는 있으나 앞에서 언급한 금형온도가 일 정 이상이 될 때 제품의 일부가 금형에 접착되는 문제로 발생하는 것은 아닌 것으로 판단하였다.
4. 결 론
본 연구는 뮤셀공법을 적용하고 전류가열 금형을 이용한 제품 표면개선을 위한 연구로 뮤셀공법의 사출성형 조건을 제시하고 전류가열 금형온도에 따 른 뮤셀공법 적용의 최적조건을 제시 하여 이를 반 영한 금형 제작 및 제품 제작 후 제품의 육안을 통 해 확인 가능한 웰드라인 마크를 분석하였다. 또한 표면조도 특성 분석을 통해 제품 표면 개선 효과를 확인하였으며, 전류가열 금형에서 발생되는 흡착문 제를 화학결합상태로 분석함으로써 향후 제품 품질 개선 방향성을 제시하였으며 그 결과를 다음과 같 이 정리한다.
1) 본 연구에 활용된 제품의 사출성형해석을 통 해 뮤셀공법 사출성형 조건을 제시하고 전류가열 금형온도에 따른 뮤셀공법의 최적 금형온도는 150oC 로 제시하였다. 또한 뮤셀공법 적용 전류가열 금형
Fig. 9. State of chemical bond as changed mold temperature
가열 금형온도 150oC에서 웰드라인 마크 제거 및 이로 인한 제품 표면 품질 개선 효과가 있다고 판 단되었다.
3) 전류가열 금형온도 150oC에서의 표면조도는 0oC, 100oC, 130oC에 비해 월등히 우수한 것으로 나 타났으나, 150oC이상의 경우 금형표면에 제품 흡착 문제가 발생할 수 있다.
4) 금형표면에 제품 흡착 문제 원인 규명을 위해 일정온도 이상에서 소재의 화학결합 상태가 변화 할 것을 우려하였으나, 소재의 화학결합에 따른 흡 착문제가 아닌 것으로 나타났다.
후 기
본 연구는 산업통상자원부에서 지원하는 경제협 력권산업육성사업(No. R0004874)으로 수행된 연구 결과로 연구기금을 지원 받아 이루어졌으며, 이에 감사드립니다.
References