DOI https://doi.org/10.9725/kstle.2017.33.4.153
모터링 시동 및 시동정지 사이클에서 경사진 축을 갖는 저어널 베어링의 마모 해석 – Part I: 마모발생
가능영역에서의 유막 변화 연구
전 상 명†
호서대학교 기계공학부 자동차공학전공
Wear Analysis of Journal Bearings in a Misaligned Shaft During Motoring Start-up and Coast-down Cycles – Part I: Study on the Change in Oil Film Thickness
at Potential Wear Regions
Sang Myung Chun
†School of Mechanical Engineering, Dept. of Automotive Engineering, Hoseo University (Received June 19, 2017; Revised July 23, 2017; Accepted August 4, 2017)
Abstract − The aim of this study is to find the change in trend in the eccentricities of two journal bearings sup- porting the crankshaft of a single cylinder engine and the degree of misalignment of the shaft. We analyze the change in oil film thickness considering the wear scar under mixed-elasto-hydrodynamic lubrication regime at potential wear regions. For this, we first calculate the central eccentricities of the two journal bearings by using the mobility method. Then we calculate the outer end eccentricity by using the geometry of the bearings. Further, the tilting angle and degree of misalignment of the shaft are calculated by using the eccentricities of the two bear- ings. We show that the eccentricity of bearing #1, on which higher load is applied, increases at the beginning of the start-up cycle and during the coast-down cycle. However, the eccentricity of bearing #2, on which lower load is applied, decreases at the beginning of the start-up cycle and increases during the coast-down cycle. From the results of the analysis of oil film thickness, we show that the mixed-elasto-hydrodynamic lubrication regime for a misaligned shaft is at the initial stages of the start-up cycle for both bearing #1 and #2 and at the final stage of the coast-down cycle for only bearing #1.
Keywords − misaligned shaft, degree of misalignment, tilting angle of a shaft, central and outer-end eccentricities, mixed-elasto-hydrodynamic lubrication, start-up and coast-down cycle
Nomenclature
Ac = cross-section of worn part or wear area of a journal bearing
(m2)
b = wear scar width (m)
BA = bearing angle (degree or radian) c = radial clearance of a bearing (m)
= additional space for a bearing radial
clearance (≒ ) (m)
= (m)
= a modified bearing radial clearance
( ) (m)
= (m)
R2 ---2
= [2α sin2α– ] (R c+ )2
--- 2λ sinλ2 [ – ]
⎝ – ⎠
⎛ ⎞
cw( )θ ′
cw′ θ( )′ cos× (π θ ′– –ϕ) cw
′
( )θ ′ y2–y1cM( )θ ′
c c+ w( ) π λ θ ′ π λθ ′, – ≤ ≤ +
=
CM( )θ ′ 1 c+ w( ) cθ ′ ⁄
†
Corresponding author : [email protected]
Tel: +82-41-540-5816, Fax: +82-41-540-5818
= (m) CA = crank angle (degree or radian)
d = wear depth (m) D = Shaft diameter (m) Dm = degree of misalignment
e(z) = nominal eccentricity of a journal bearing (m) eM = modified eccentricity of a journal bearing
(m)
h(θ) = nominal oil film thickness (compliance) (m) H(θ) = non-dimensional form of oil film thickness
( )
Hs = dimensionless oil film thickness ( ) k = specific wear rate or wear modulus lc = length between bearing #1 and flywheel (m) L = bearing length (m)
L/D = bearing ratio
Lc = distance between the centerlines of two bearings supporting a shaft (m) Lg = central oil groove width (m) Lr = bearing land (m)
mC = mass of crankshaft (kg) mP = mass of Flywheel (kg)
N = total number of revolution or required lifetime revolution
NT = lift-off speed or transition speed (rpm) p = total interface pressure between the bearing
and the shaft (Pa)
pb = projected bearing load (= Wn/DL) or apparent pressure in a journal bearing (N/m2)
Pin = oil inlet pressure (Pa) R = shaft radius (m) Rb = bearing radius (m)
t = coordinate of time (s)
Tin = oil inlet temperature (=23.3 oC) WC = weight of crank shaft = mCg (N) WF = weight of flywheel = mFg (N)
W1, W2= applied load of Bearing #1 and #2 (N)
x = (m)
y1 = (m)
y2 = (m)
z = coordinate of longitudinal direction Z = non-dimensional coordinate of longitudinal
direction (z/R)
α = wear angle based on bearing center
( ) (radian)
α1 = α/N at each crank angle in 1 revolution (radian)
β = angle between the horizontal line of central eccentricity and the center line of journal axis (= tilting angle of a shaft)
δ = dimensionless wear depth or relative wear depth (= d/R)
δ1 = relative wear depth at every crank angle in 1 revolution (= δ/N)
Δ = film thickness parameter ( ) ε(z) = eccentricity ratio
ζ = relative radial clearance (= c/R)
η = misalignment ratio (or parameter) (= β × z/c) θ = coordinate of circumferential direction
(degree or radian)
θwd = bearing angle marked wear depth θ' = bearing angles involved wear
λ = wear angle based on shaft center
( ) (radian)
λ1 = λ/N at each crank angle in 1 revolution (radian)
μo = lubricant viscosity @ 23.3 oC at the ambient pressure (Pa.s)
ρo = oil density @ 23.3 oC (kg/m3)
σ = equivalent rms of surface roughness of combined surface ( ) (m) σa = rms(= Rq) of surface roughness of a shaft
(cast iron) (m)
σb = rms(= Rq) of surface roughness of a bearing (White metal) (= 1.25σII) (m)
σI = centerline average (cla = Ra) of surface roughness of a shaft (cast iron) (m) σII = centerline average (cla = Ra) of surface
roughness of a bearing (White metal) (m) Cw
′
( )θ ′ cw′
( ) cθ ′ ⁄ =(y1–y2) c⁄h( )θ ---c
=
h( )θ ---σ
=
pbkN 2α sin2α 1 ζ– –( + )2(2λ sin2λ– ) 8π
---
=
bw
---2 =Rsin(π θ ′– ) R2–x2
[ ]
R2–x2 ( ) d–
{ }
α arccos2ζ 2ζδ– –δ2 2(ζ δ+ ) ---
=
h σ---
= =3
λ arccos2ζ 2ζ– 2+2ζδ δ+ 2 2 1( +ζ) ζ δ( + ) ---
=
σa2+σb2
=
φ = angle between the plane of misalignment and the axial plane containing the load vector (= misaligned directional angle) ψ(z) = attitude angle (degree or radian)
1. 서 론
일반적으로 저어널베어링에서의 마모는 시동 시작 시 및 시동정지 직후의 짧은 기간 동안, 축이 기울어 져서 작동할 때, 혹은 베어링 틈새에 마모파편과 같은 오염물이 있을 때, 또는 과부하나 고온상태에서 일어 난다. 이러한 조건하에서는 저어널베어링과 축 사이의 두 표면의 윤활 상태는 순수 유체윤활상태가 아닐 수 있으며 혼합탄성유체윤활 혹은 심지어 경계윤활영역으 로 전이된다. 본 연구에서는 시동 및 시동정지 시의 축이 기울어진 경우에 발생하는 마모에 대하여 연구하 기 위해 우선 각 베어링에서의 축 편심량 변화를 계산 하고, 축의 경사각(β) 및 비정렬도(Dm)를 파악하여, 마모 를 고려한 유막 두께의 변화 상태를 분석하고자 한다.
최근 Chun 등[1]은 단기통 엔진에 대한 모터링 시 동 및 시동정지 시 동안에 일어나는 두 개의 저어널베 어링에 대한 마모 연구를 발표하였다. 여기서 저자들 은 수평으로 잘 정렬된 축과 정 하중 조건에서 마모 자국을 고려한 저어널베어링의 수정 유막 두께 방정식 을 공식화하였다. 또한 정상적인 운전 상태 하에서 시 동 조건과 시동정지 조건에서의 저어널베어링의 마모 해석을 위한 절차를 개발하였다.
위 논문에서 저자들은 시동 시 와 시동정지 시 동안 측정한 저어널베어링의 축에 대한 각속도[2, 3]와 계산 한 베어링 하중을 이용하여 모빌리티(mobility) 방법 [1, 2, 4-5]에 의해서 베어링 편심율의 변화를 계산하였 다. 그 다음으로 두 대면하는 표면이 혼합윤활영역에 있는 지를 판단하기 위하여 저어널베어링 축에 대한 리프트-오프(lift-off) 속도[6]를 구하였다. 나아가 저어 널베어링의 일반적인 유막 두께 형상[7, 8]을 기초로 하 여 마모 자국을 고려한 수정 유막 두께를 계산하기 위 해 그들이 개발한 방정식을 사용하였다. 또한 Ligterink 등[9]이 제안한 그래프로 제시된 저어널베어링의 실험 적 마모율(k)을 사용하였다.
나아가 연구결과로부터 최근 차량 운전 중 브레이크 작동에 의하여 일시적으로 차량을 정지할 때 연료 소 모를 줄이기 위하여 자동으로 시동을 끄고 켜는 스위 치를 신차에 부착하는데, 이는 잦은 정지 및 출발로
인하여 발생되는 마모가 엔진내구성에 부정적인 효과 를 낳을 수 있으므로 조심스러운 고려가 요구된다고 지적하였다.
축 경사를 고려한 베어링 유막 형성과 베어링의 성 능에 대해 여러 연구자들이 연구를 하였다[2, 10-17].
그러나 경사진 상태에서 시동 시와 시동정지 시의 마 모를 규명하는 연구는 진행되지 못하였다. 실제로 베 어링 설치 과정에서 발생하는 조립오차 및 다양한 운 전 조건에서 나타나는 베어링시스템의 상태 변화 때문 에 회전축 중심선과 베어링 부시의 중심선이 평행인 상태를 유지 하는 것은 매우 어렵다. 즉 조립 여건 및 다양한 하중과 속도로 인해 베어링 축이 경사진 상태 에서 운전되기가 쉽다. 특히 초기 운전 시 베어링 하 중의 불균형으로 베어링 축이 한 쪽으로 기울어져 베 어링 부시와 밀착된 상태에서 시동될 때, 국부적으로 유막이 매우 얇은 상태가 잠시 동안 유지되면서 마모 가 발생한다.
본 연구에서는, Chun 등이 발표한 논문[1]과 같은 베어링 시스템과 운전조건에서 시동 초기에 크랭크축 이 양쪽 베어링의 한쪽 끝 단이 닿은 상태에 있을 때, 엔진 시동 스위치의 일회 시동 및 시동정지 동안에 발 생할 수 있는 마모를 연구하는 것이 궁극적인 목적이 다. 본 논문은 본 연구의 Part I으로서, 축이 경사졌을 경우, 시동 및 시동정지 조건에서 단기통 엔진 내 경 사진 저어널베어링의 마모해석을 진행하기 앞서, 선행 으로 필요한 혼합윤활영역을 판단하는 리프트-오프 (lift-off) 속도, 크랭크축을 지지하는 양쪽 베어링의 편 심량 변화를 계산하고, 이들 편심량을 이용하여 크랭 크축에 대한 경사각(tilting angle) 및 비정렬도(degree of misalignment)의 변화상태를 파악하여, 유막의 변화 상태를 분석하고자 한다. 본 Part I에서의 유막 두께 계산시 마모이론을 적용하여 동시에 해석을 하였으나 마모 부분은 본 연구의 Part II[18]에서 이론 및 해석 결과를 별도로 설명하고자 한다.
2. 측정 데이터 및 이론적 배경
2-1. 저어널베어링의 축 회전속도 측정값과 하중 및 편심율 계산
본 논문에서, 모터링 운전 시 시동 조건 및 시동정 지 조건에서 저어널베어링의 혼합윤활영역에 대한 해 석을 하기 위하여, Fig. 1에 도시한 단 기통 엔진으로 구성된 저어널베어링 시스템으로부터 얻은 축 각속도
의 측정 데이터[2, 3]를 사용하였다.
본 엔진 모터링 시험은 모터를 시동한 후 30초 이 내에서 엔진을 끄고 축을 정지 시키는 과정으로, 이 시험 기간 동안 오일온도의 측정값은 23.3 oC로 일정 하였다. 따라서 베어링 내 오일 온도는 등온상태로 가 정하였다. 한편 베어링에 작용하는 하중은 축 회전에 의해 발생하는 원심력을 고려한 변동하중으로 보았다.
타이밍 벨트의 설치 없이 실험을 한 관계로, 크랭크축 이 자연적으로 정지 하는 대로 실험을 진행하였기 때 문에 크랭크 각의 시작점과 끝점이 정밀하게 정렬되지 는 않았다. 크랭크 각은 크랭크 기어 풀리에 표시된 타이밍 마크 (TDC 마크)를 기준으로 측정하였다.
시험 엔진의 오일펌프는 오일펌프 축에 고정된 기어 와 크랭크축 기어와 직접 연결되어 있다. 엔진이 시동 모터에 의해 회전될 때, 오일이 오일펌프에 의해 베어 링에 공급된다. 이러한 시간이 짧고 속도가 느린 시험 사이클 동안, 그 공급압력은 절대압력으로 1.3 × 105 Pa로 측정 되었다.
참고 문헌[2]에 게재된 각속도는 Fig. 2과 Fig. 3에 도시된 바와 같다.
처음 사이클에서의 시작 크랭크 각은 Fig. 2에 도시 된 바와 같이 514o 였으며, 마지막 사이클에서의 마감 크랭크 각은 Fig. 3에 도시된 바와 같이 528o 였다.
시동 사이클은 사이클 #1부터 사이클 #44까지 44개의 사이클로 이루어 졌으며, 시동정지 사이클은 사이클
#45부터 사이클 #122까지 78개의 사이클로 이루어졌다.
초기 시동 사이클 동안 축 각속도는 가파르게 증가 했 으나, 시동정지 사이클의 말미 동안은 각속도는 초기 시 동 사이클에서보다는 비교적 천천히 감소하였다.
본 연구에서 마모 해석을 위해 실제로 고려한 사이클 과 크랭크 각도 (CA)는 시동(start-up) 시에는 사이클
#1의 초기인 514o~515o CA이고, 시동정지(coast-down) 시에는 사이클 #122의 말미인 527o~528o CA이다. 이때 마모 해석을 위해 각각 0.02o 간격으로 계산하였다.
한편, 각 베어링의 기하학적 중심에서 각 좌표축 방 향에 대하여 Fig. 4와 같이 시계방향을 양의 값으로 하여 모멘트의 평형을 취하면, 각 좌표축 방향으로 작 용하는 각 베어링의 적용 하중은 다음과 같다.
(1a)
(1b)
(2a) W1 X, 1
2--- W( c–mcω2rccosθc) WF 1 lc Lc +----
⎝ ⎠
⎛ ⎞
+
=
W1 Y, mc
---2ω2rcsinθc
–
=
W2 X, 1
2--- W( c–mcω2rccosθc) WF lc Lc
⎝ ⎠---- – ⎛ ⎞
= Fig. 1. The schematic drawing of the journal bearing
system of a stripped down single cylinder engine.
Fig. 2. Angular velocities of the shaft of a journal bearing installed in a stripped-down diesel engine during start- up condition [1].
Fig. 3. Angular velocities of the shaft of a journal bearing installed in a stripped-down diesel engine during coast- down condition [1].
Fig. 4. Simplified diagram of the journal bearing system.
(2b) 측정된 각속도 및 계산된 변동하중 하에서 모빌리티 (mobility) 방법[1-2, 4-5]을 적용하여, 각 크랭크 각에 서의 편심율을 계산하였다.
2.2 저어널베어링의 리프트-오프 속도 계산
혼합윤활과 유체윤활의 분기점을 표시하는 시점을 나타내는 리프트-오프 속도는 방정식(3)[6]과 같이 표 현된다. 측정된 각속도가 리프트-오프 속도보다 작으면, 베어링은 그 순간 혼합윤활영역에서 운전된다고 본다.
불순물이 없고 축이 수평으로 잘 정렬된 정상적인 운 전의 경우에 저어널베어링 내에 혼합윤활영역은 보통 시동 시의 초기단계와 시동정지 시의 마지막 단계에 나타난다.
(3)
여기서 Pb는 베어링 투영 하중 (N/m2) 이며, Δ는 유 막 매개변수이며 그 값은 3으로 보았다. σa와 σb는 축 과 베어링 표면거칠기에 대한 평균 제곱근(root mean squat: rms)이며 표면거칠기에 대한 중심선 평균값 (centerline average: cla)인 σI와 σII의 1.25배로 정하 였다[6].
2.3 수정 베어링 유막 두께
경사진 축에 대한 저어널베어링의 한 단면에서의 일 반적인 유막 두께[2, 7-8]는 Fig. 5와 같으며 방정식 (4)와 같이 표현할 수 있다. 여기서 θ는 원주방향 좌
표 (베어링 각도, BA (bearing angle))이며, ε(z)는 편 심율 (= e(z)/c)이고, 여기서 e(z)는 편심량이다. ψ(z)는 자세각 (attitude angle)이며, c는 베어링의 반경 틈새 이다.
경사진 축을 갖는 하나의 베어링 내에서 축방향 상 태 변화는 Fig. 6에 도시되어 있다.
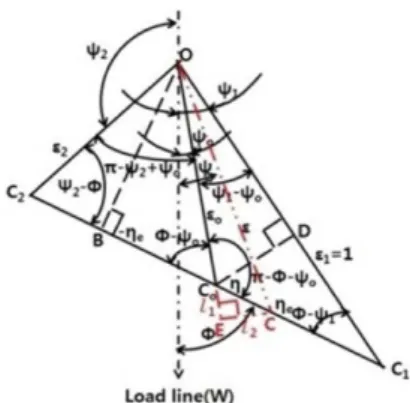
(4) 여기서, Fig. 7의 삼각형 OCC1로부터 ε(z)는 다음과 같이 표현된다.
(5)
그리고 Fig. 7의 삼각형 OEC에서 =
이므로, ψ(z)는 다음과 같이 표현 된다.
W2 Y, mc
---2ω2rcsinθc
–
=
NT 60Pb σa2 σb2
( + )1 2⁄ Δ
4.678c L D----
⎝ ⎠⎛ ⎞1.044μ R ---c
⎝ ⎠⎛ ⎞2 ---
=
h(θ z, ) c 1 ε z= ( + ( )cos θ ψ z( – ( )))
ε z( )= εo2+2η z( )εocos(φ ψ– 0) η z+ ( )2
tan(ψ z( ) ψ– 0) η z( )sin φ ψ( – o)
εo+η z( )cos φ ψ( – o) --- Fig. 5. Normal oil film thickness at a cross section of a
journal bearing [1].
Fig. 6. Attitude of the journal in a misaligned bearing:
C1-Co-C2 the axis of the shaft, C1o-Co-C1o the axis of the shaft if aligned and O1-Oo-O2 the bush axis.
Fig. 7. Detail angle notation to find attitude angles due to journal rotation.
(6) 여기서 φ−ψo는 Fig. 7의 삼각형 OCoC1으로부터 다 음과 같이 계산된다.
(7)
여기서 로 표현될 수 있으며, L은
베어링 폭이고, β는 경사각이다.
또한 Fig. 8에는 베어링 시스템의 각 베어링과 경사 축에 적용된 기준좌표를 표시하였다. 한편 비정렬비 (misalignment ratio) 는 다음과 같이 정의한다.
(8) 이는 Fig. 6과 Fig. 7에 시각적으로 도시되어 있다.
β는 경사각으로 Fig. 9에 도시되어 있다. 또한 무차원
변수 일 때 이다. 여기서 베
어링의 한쪽 끝 단에서의 η인 ηe는 다음과 같다.
(9) 축을 지지하는 양단의 각 베어링의 한쪽 끝 단이 축 과 동시에 닿을 경우 (ε1= 1), β 는 βmax라하며, 이때 의 η 를 ηm이라 하고, Fig. 7에서 ηe가 ηm이 된다. 즉 다음과 같이 표현된다.
(10)
여기서 이고, Lc는 양쪽의 베어링의
중심간의 거리이다(Fig. 10 참조). 또한 비정렬도 (degree of misalignment), Dm을 다음과 같이 표현한다.
(11)
따라서 로 표현할 수 있다.
만약 베어링 #1의 앞쪽 끝 단(ε1위치)부터 베어링 의 수평 중심선과 축의 경사 중심선이 만나는 교차점 까지의 길이를 l(Fig. 10 참조)이라 하면, 이 다. 비정렬도(degree of misalignment, Dm)에 변화 따른 베어링 #1 및 #2에서 편심량 eo, e1, e2는 다음과 같다.
1) Dm = 1.0일 때
a) Bearing #1: eo = Lc/2 × tanβ,
e1= (Lc/2 + L/2) × tanβ, e2 = (Lc/2− L/2) × tanβ b) Bearing #2: eo = Lc/2 × tanβ,
e1= (Lc/2 + L/2) × tanβ, e2 = (Lc/2− L/2) × tanβ 2) 0< Dm < 1.0일 때
ψ z( ) ψo arctan η z( )sin φ ψ(( – o) ε⁄ o) 1+η z( )cos φ ψ(( – o) ε⁄ o) ---
⎝ ⎠
⎛ ⎞
+
=
φ ψ– o=acos(ε12–(ηe2+εo2)) 2η⁄ eεo
ε1 εo 1 L 2c---tanβ
⎝ + ⎠
⎛ ⎞
=
η z( ) η z( ) βz
---c
=
Z=z R⁄ η Z( ) ηe2R ---ZL
=
ηe βL ---2c
=
ηm βmaxL
---2c 1–(εosin(φ ψ– o))z εocos(φ ψ– o)
= = =
βmax atan 2c L L+ c
---
⎝ ⎠
⎛ ⎞
=
Dm ηe
ηm
--- β βmax
---
= =
β D= m×βmax
l c tanβ---
=
Fig. 8. Coordinates of bearing system: X-Y-Z coordinates of crank shaft, x1-y1-z1 coordinates of bearing #1, x2-y2-z2
coordinates of bearing #1, O center at mid-plane of crank shaft, O1 center at mid-plane of bearing #1, O2
center at mid-plane of bearing #1., (a1, a2, a3) a point at mid-plane of bearing #1, (b1, b2, b3) a point at mid-plane of bearing #2.
Fig. 9. Three-dimensional view of tilting angle of crank shaft (β).
Fig. 10. Schematic y-z view of eccentricity ratios at each bearing supporting a shaft.
a) Bearing #1: eo = (l – L/2) × tanβ, e1 = l × tanβ, e2 = (l–L) × tanβ
b) Bearing #2: eo = (Lc+ L/2− l) × tanβ, e1 = (Lc+ L− l) × tanβ, e2 = (Lc− l) × tanβ 만약 수평축이고 자세각 ψ(z)가 0인 경우에, Fig. 11 과 Fig. 12에 도시된 바와 같이, 마모 흔적으로부터 야기된 마모 깊이, d [9]를 고려한 베어링 반경 틈새 에 대한 추가 공간은 방정식 (12)와 같으며 설계 반경 틈새에 이러한 추가 틈새가 더해져야 한다.
(12)
여기서 . 그리고
(13)
여기서 .
여기서, λ는 베어링과 크랭크축이 접촉되는 최대 점 을 나타내는 각도이다. 이 각도는 매 시간 단위로 변 하기 때문에 시간의 함수로서 λ(t)로 표현된다. 그러므 로 θ '의 범위는 매 시간 단위에서 변한다.
나아가 경사축이고 자세각을 고려한 경우는, 마모 흔 적으로부터 야기된 마모 깊이, d [9]를 고려한 베어링 반 경 틈새에 대한 추가 공간은 방정식 (14)과 같이 된다.
(14)
그리고 수정 베어링 반경 틈새는 방정식 (15a) 및
(15b)와 같이 얻어진다.
@ (15a)
@ (15b) 여기서 θwd는 베어링 원주방향으로 마모 깊이(d)가 형성되는 위치의 베어링 각도(BA)이다.
그러므로 추가 반경방향 틈새, 를 함께 고려
하면, 전체 유막 두께는 방정식 (20)와 같은 형태가 된다.
(16)
여기서, 만약 이면,
이다. 은 경사진 축을 갖는 베어링의 마모 흔적을 고려한 저어널베어링의 수정 편심량이다.
방정식 (16)은 한 시간 단위에서의 전체 유막 두께를 나타낸다. 여기서 t는 시간 좌표변수이다.
무차원화 한 유막 두께의 형태는 방정식 (17)과 같다.
(17)
여기서 ,
cw( )≒cθ ′ w′ θ ′( ) cos λ t() θ ′ π λ t()× ( –( –( – ))) c= w′ θ ′( ) cos π θ ′× ( – )
π λ t() θ ′ π λ t()– ≤ ≤ +
cw
′
( ) yθ ′ = 2–y1= { (R2–x2) d– }–[ R2–x2] x bw---2 Rsin(π θ′– )
= =
cw(θ ′ z, )≒cw
′
(θ ′ z, ) cos π θ ′× ( – –ψ z( )) , π λ t– ( ) θ ′ π λ t()@θ≤ ≤ + =θwdcM(θ ′ z, ) c c= + w(θ ′ z, )=c d+ ,π λ t() θ ′ π λ t– ≤ ≤ + ( ) θ θ= wd
cM(θ ′ z, ) c θ ′ π λ t() π λ t() θ ′= , < – , + >
θ θ= wd
cw( )θ ′
h(θ z, ) c= M(θ ′ z, ) 1 εcos θ ψ z( + ( – ( ))) , ε z( ) e= M( ) cz ⁄ M(θ ′ z, )
θ ′ ϕ π= + eM( ) e zz = ( ) c+ w(ϕ π+ ) e z( ) d+
= eM( )z
H(θ z, ) h(θ z, )
---c cM(θ′ z, ) ---c
⎝ ⎠
⎛ ⎞ 1 e z()cos θ ψ z()( + ( – ))
= =
CM(θ ′ z, ) 1 εcos θ ψ z( + ( – ( )))
=
CM(θ ′ z, ) 1 c= + w(θ ′ z, ) c⁄ =1 C+ w(θ ′ z, )≒
1 C+ w
′
(θ ′ z, ) cos π θ ′× ( – –ψ z( )) Fig. 11. The additional space for oil film thicknesscreated by the surface wear scar of a cross section of a journal bearing [1].
Fig. 12. The schematic drawing indicating the removal of material by wear in a bushing of a journal bearing operating under conditions of stationalry contact [9].
,
, . 여기서 바로 전 시간단계에서 생긴 마모 자국에 의 하여 형성된 추가 공간은 현 시간 단계에서 생성된 추 가 반경 틈새에 연속해서 더해나간다. Fig 5와 Fig. 11 의 합성된 형태는 Fig. 12에 도시되었다. 이 그림은 베어링 중심에서 수직 방향으로 작용하는 하중일 경우 이며, 베어링하중이 중심 수직축과 각도를 이루면 하 중이 작용하는 곳에서 Fig. 12와 같은 형상의 마모 지 역이 형성된다고 보았다.
4. 베어링 편심량 해석을 위해 적용한 가정 및 입력 데이터와 계산 절차
본 시동 및 시동정지 조건 동안 저어널베어링의 편 심량 해석을 위해 적용한 가정은 다음과 같다.
1) 시동 초기에는 축 경사도(Dm)가 1.0인 상태에서 축이 양쪽의 베어링들에서 각각 한쪽 끝 단이 접촉된 상태에서 움직이기 시작한다고 보았다.
2) 초기 사이클은 514 oCA에서 515 oCA까지만 고 려 하였으며, 이때 시동이 정지하여, 바로 마지막 사이 클의 527 oCA로부터 감속이 시작되어 528 oCA에서 회전이 멈추어진다고 보았다.
3) 축은 탄성변형 및 휘어짐 현상은 없는 것으로 보 았다.
저어널베어링의 편심량과 유막 두께 해석을 위하여 사용한 입력 데이터는 Table 1에 도시되어 있다. 즉, 실린더 헤드를 떼어낸 단기통 엔진의 베어링 시스템에 대한 베어링 형상의 제원과 오일 성분이 도시되어 있 다. 특히 베어링 비 (bearing ratio, L/D)는 0.636이며, 베어링에 적용된 하중의 크기는 베어링 #1에서는 40.05N, 베어링 #2에서는 6.55N에 크랭크축의 원심력 에 의한 하중이 약간 추가된다. 또한 본 연구를 위해 5가지 등가표면거칠기 (σ = 0.32, 0.39, 0.53, 0.67, 0.81 및 0.92)를 다루었다.
저어널베어링 편심량을 구하는 과정은 다음과 같다.
1) 주어진 베어링 제원 및 축 속도로부터 축을 지지 하는 양측의 베어링에 대한 하중을 계산한다.
2) 모빌리티 방법을 적용하여 두 베어링의 중심 편 심량(eo)을 구한다.
3) 두 베어링의 편심량으로부터 경사각과 비정렬도 를 구한다.
4) 베어링 형상 치수로부터 외측 끝단 편심량(e1)을 구한다.
5) 시동정지 사이클 말미의 외측 끝단 편심율이 1보 다 크면 편심량을 보정하여 최적화한다.
위와 같이 각 크랭크 각에서 편심량을 계산한 후, 리프트-오프 속도를 계산하여, 각 크랭크 각에서 유막 이 혼합윤활영역 혹은 유체윤활 영역에 해당하는지를 파악하고자 한다. 이때 우선 유막 두께가 안정적으로 구해지는 수평축인 경우에서 혼합윤활영역에 들어서는 가장 큰 유막 두께(MOFT: most oil film thickness) 를 리프트오프 속도 이내에서 얻은 유막 두께로부터 구했으며, 경사진 축에서는 각 경우의 리프트오프 속 도와 MOFT를 모두 만족할 경우에 마모가 발생한 것 으로 판단하고자 한다.
Cw
′
(θ ′ z, ) c= w′
(θ ′ z, ) c⁄ =(y1–y2) c⁄ R2–x2( ) d–
{ }–[ R2–x2]
( ) c⁄
= x bw
---2 Rsin(π θ ′– –ψ z( ))
= = π λ t– ( ) θ ′ π λ t()≤ ≤ +
Table 1. The bearing geometry and oil properties Names Symbols Values Shaft diameter (m) D 0.055 Shaft radius (m) R 0.0275 Radial clearance of bearing (m) c 0.000055 Bearing radius (m) Rb 0.027555 Bearing length (m) L 0.035 Central oil groove width (m) Lg 0.0056 Bearing land (m) Lr 0.0294 Weight of flywheel (N) WF 25 Weight of crank shaft (N) WC 8.5 Length between bearing #1 and
flywheel (m) lc 0.0525
Length between bearing #1 and
bearing #2 (m) LC 0.1215 Applied load of Bearing #1 and
#2 (N)
W1 40.05(↓) W2 6.55(↑)
Bearing ratio L/D 0.6364
Oil viscosity (Pa.s) @ 23.3oC μo 0.08 Oil density (kg/m3) @ 23.3oC ρo 848.72 Oil inlet temperature (oC) Tin 23.3 Oil inlet pressure (Pa) Pin 0.3 × 105
(relative) Pressure-viscosity index Zp 0.48
5. 결과 및 분석
본 연구의 해석 결과를 도시한 자료는 다음과 같다.
즉, 축을 지지하는 양측 베어링 #1 및 #2의 마모 계 산시 관계되는 크랭크 각도 별 리프트-오프 속도를 표 로 도시하였다. 또한 각 베어링의 편심율 변화와 축 경사각 및 축의 비정렬도를 도시하였다. 다음으로, 마 모로 인하여 자국이 난 표면에 의하여 변화되는 두 표 면 사이의 유막 두께가 여전히 혼합윤활영역의 경계 내에 있는지를 확인하기 위하여 유막 두께와 등가표면 거칠기의 비 (h/σ)인 무차원 유막 두께를 도시하였다.
또한 마모 자국이 발생한 부위의 변화된 유막 형상을 파악하기 위해 실 유막 두께를 그림으로 도시하였다.
5-1. 마모 계산을 위해 연계된 리프트-오프 속도 (Lift- off speed) 및 크랭크 각도 계산 결과
각 크랭크 각도에서의 리프트-오프 속도는 Table 1 의 베어링 시스템의 운전조건들을 적용하여 계산되었 다. 그 계산결과는 Table 2에 도시되었다. Table 2에 나타난 바와 같이 리프트-오프 속도는 표면거칠기가 낮 으면 작고, 높으면 크게 나타난다. 또한 베어링 #2와 같이 적용하중이 작을 경우에도 리프트-오프 속도는 작 게 나타난다. 시동 시의 리프트-오프 속도는 가벼운 적 용하중과 매끄러운 표면일수록 이른 크랭크 각에서 나 타나며, 같은 조건에서 시동정지 시의 리프트-오프 속 도는 늦은 크랭크 각에서 일어난다.
초기 시동 단계에서 등가표면거칠기가 σ = 0.32 μm 일 때는, 베어링 #1과 #2의 리프트-오프 속도는 출발 점 (514o)으로부터 0.02o크랭크 각 내외에서 나타났고, σ = 0.81 μm일 때는 0.08o 이내에서 나타났다. 말기 시동정지 단계에서는 σ = 0.32 μm일 때는 베어링 #1 과 #2의 리프트-오프 속도는 종착점 (528o) 이전 0.28o 와 0.06o 크랭크 각 이내에서 각각 나타났으며, σ = 0.81 μm일 때는 0.68o과 0.12o 이내에서 각각 나타났다.
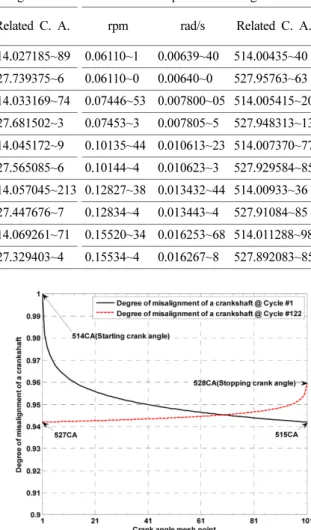
등가표면거칠기, σ가 0.32 μm일 때 베어링 #1 및 #2 에서의 리프트-오프 값은 각각 0.374 rpm과 0.0611 rpm을 매우 낮게 나타났고, σ가 0.81 μm일 때는 각 각 0.9496 rpm과 0.1553 rpm으로 나타났다.
참고로 시동 사이클에서 베어링이 회전하기 시작하 는 처음 0.02o 크랭크 각을 회전하는데 0.485 초가 걸 렸다. 그리고 시동정지 사이클에서 마지막 0.02o를 회 전하는 데는 0.613 초 걸렸다.
리프트-오프 계산 결과의 분석으로부터, 유막 계산을
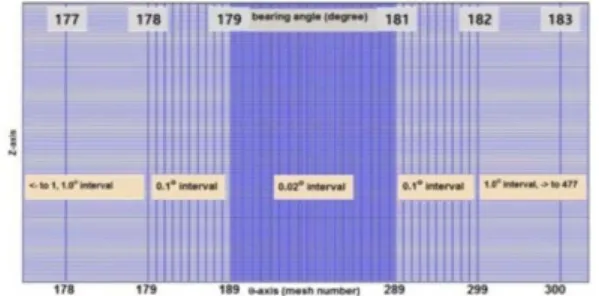
위한 크랭크 각 간격은 0.02o로 하였다. 베어링 표면의 마모 체적을 구하기 위하여, 베어링 원주방향으로의 베 어링 각도(BA: bearing angle)에 대한 격자 점은 477 개로 Fig. 13에서 도시한 바와 같이 마모 자국이 생길 가능성이 큰 179o와 181o도 사이를 0.02o로 나누어 계 산하였고, 그 외의 지역 중 178o에서 179o와 181o에서 182o는 0.1o로 하였고, 나머지 지역은 1o 하였다. 한편 Fig. 13에서의 베어링 축방향(z-방향)으로의 격자 점은 125개로 등 간격으로 나누었다.
5-2. 축 경사각과 베어링 편심율 계산 결과
축 경사각과 베어링 편심율 및 유막 두께와 마모 체 적을 계산하기 위한 베어링 각의 시작점은 Fig. 14에 도시되었다. 아래 방향으로 작용하는 하중을 받는 베 어링 #1에서 베어링 각도의 시작점은 베어링 상부에 있으며 회전은 시계방향으로 진행된다. 베어링 #2에서 는 위 방향 하중이 작용되며 베어링 각도는 하부에서 시작하고 시계방향으로 회전한다.
단기통 크랭크축의 경사각은 그림 Fig. 15에 도시 되었으며, Fig. 16에는 축의 비정렬도(degree of misalignment)가 도시 되어있다. 크랭크축의 경사각은 Fig. 13. The calculation interval of bearing angle for first 1 revolution.
Fig. 14. The starting point of bearing angle and the direction of applied load for each bearing.
시작 사이클(사이클 #1)에서는 축의 한쪽이 베어링과 접촉한 상태인 514에서 0.703E-03 (radian)로 시작하 여 515oCA에서 0.662E-03(radian)까지 감소했으며, 시 동정지 후 마지막 사이클(사이클 #122)의 527oCA에서 0.6623E-03(radian)인 것으로 보고 이로부터 점점 증가 하여 528oCA에서 0.6743E-03(radian)에서 축이 회전 을 멈추는 것으로 나타났으며, 이 때 축이 회전을 멈 춘 직후에는 초기상태로 돌아가지 않았다. 한편 초기 에 크랭크축의 비정렬도는 514oCA에서 1.0로 보았으 며, 515oCA에서는 0.942로 감소하였으며, 시동정지 후
에 마지막 사이클의 527oCA에서 0.942로 보고 이로 부터 점점 증가하여 528oCA에서 0.9592로 증가하는 것으로 나타났다.
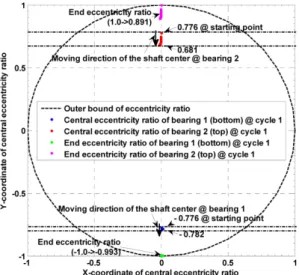
베어링의 편심율 변화는 Fig. 17에서 초기 사이클 (Cycle #1) 에 대한 베어링 중심 편심율 (εo)과 바깥쪽 편심율(ε1)을 도시하였으며, Fig. 18에는 마지막 사이클 (Cycle #122)에 대한 베어링 중심 편심율과 바깥쪽 편 심율이 도시되었다. 초기 사이클에서의 베어링 중심 및 바깥 쪽 끝의 편심율 변화는 Fig. 17에 도시된 바와 같이 다음과 같다. 즉 베어링 #1에서는 초기 사이클에 서 베어링 중심 편심율이 0.776에서 0.782로 소폭 증 가 했으며, 바깥쪽 편심율은 1.0에서 0.993로 오히려 Table 2. Lift-off speeds of bearing #1 and bearing #2 [1]
Surface Roughness (rms) Cycle
Lift-off speed of bearing #1 Lift-off speed of bearing #2 Shaft
(μm) Bearing
(μm)
Combined
(μm) rpm rad/s Related C. A. rpm rad/s Related C. A.
0.20 0.25 0.32 1 0.37352~7 0.03911~2 514.027185~89 0.06110~1 0.00639~40 514.00435~40 122 0.37350~0 0.03911~1 527.739375~6 0.06110~0 0.00640~0 527.95763~63 0.25 0.30 0.39 1 0.45560~7 0.04771~2 514.033169~74 0.07446~53 0.007800~05 514.005415~20
122 0.45557~8 0.04771~1 527.681502~3 0.07453~3 0.007805~5 527.948313~13 0.35 0.40 0.53 1 0.62010~9 0.06494~5 514.045172~9 0.10135~44 0.010613~23 514.007370~77 122 0.62006~6 0.06493~3 527.565085~6 0.10144~4 0.010623~3 527.929584~85 0.45 0.50 0.67 1 0.78480~2 0.08218~20 514.057045~213 0.12827~38 0.013432~44 514.00933~36
122 0.78475~6 0.08218~8 527.447676~7 0.12834~4 0.013443~4 527.91084~85 0.55 0.60 0.81 1 0.94960~74 0.09944~6 514.069261~71 0.15520~34 0.016253~68 514.011288~98
122 0.94955~5 0.09944~4 527.329403~4 0.15534~4 0.016267~8 527.892083~85
Fig. 15. Tilting angle of a crank shaft at start-up cycle (Cycle #1) and coast-down cycle (Cycle #122).
Fig. 16. Degree of misalignment of a crank shaft at start- up cycle (Cycle #1) and coast-down cycle (Cycle #122).
소폭 감소했다. 베어링 #2에서는 베어링 중심 편심율 이 0.776에서 0.681로 감소했으며, 바깥쪽 편심율은 1.0에서 0.891로 역시 감소했다. 마지막 사이클에서의 베어링 중심 및 바깥쪽 끝의 편심율 변화는 Fig. 18에 도시된 바와 같이 다음과 같다. 즉, 베어링 #1에서는 초기 사이클에서 베어링 중심 편심율이 0.782에서 0.792로 증가했으며, 바깥쪽 편심율은 0.993에서 1.0로 증가했다. 베어링 #2에서는 베어링 중심 편심율이 0.681에서 0.699로 증가하였고, 바깥쪽 편심율은 0.891 에서 0.918로 증가하였다.
5-3. 마모 자국에 관계된 유막 두께
마모해석을 위해 필요한 원주방향 주요 베어링 각 (BA)에서 베어링 #1의 축방향 베어링 끝 단(축방향 마 지막 격자 점(125))에서의 무차원 유막 두께, h/σ가 Fig. 19과 Fig. 20에 도시되었다. 초기 사이클의 514.00oCA(축 정지 시)와 514.02 oCA(시동 후 첫 번 째 CA)에서 Fig. 19에 나타난 바와 같이 무차원 유막 두께는 등가표면거칠기가 증가할수록 감소하였다. 이 는 실 유막 두께를 표면거칠기로 나누어 무차원화 하 므로 표면거칠기가 작을수록 무차원 유막 두께는 더 큰 수치로 나타내기 때문이다. 그래프의 아래쪽에 두 개의 수평 점선이 있는데, 이들 중 위에 있는 것은 혼 합윤활영역이 나타나는 상한 경계선이다. 즉 h/σ가 3.0 보다 큰 경우에는 혼합윤활영역을 벗어난다[19]. 그리 고 아래에 있는 수평선은 혼합윤활해석을 위한 평균 레이놀즈 방정식을 적용하기 위한 하한 경계선이다. 즉 h/σ가 0.5보다 적을 경우 평균 레이놀즈 방정식을 적 Fig. 17. Eccentricity ratios of bearing #1 and bearing
#2 at start-up cycle (Cycle #1).
Fig. 18. Eccentricity ratios of bearing #1 and bearing
#2 at coast-down cycle (Cycle #122).
Fig. 19. The non-dimensional oil film thickness with the guide line for mixed lubrication at the outer edge of bearing #1 and 514.02oCA of cycle #1.
Fig. 20. The non-dimensional oil film thickness with the guide line for mixed lubrication at the outer edge of bearing #1 and 527.98oCA of cycle #122.
용할 수 없다[19].
베어링 #1의 시작 사이클의 초기인 514.02oCA 이 하에서는 h/σ가 0.5이하(σ = 0.32 μm에서 약간 벗어난 것을 제외하고는)이기 때문에 혼합탄성유체윤활 상태 에 있다. 다만 평균 레이놀즈 방정식을 사용할 수는 없다. 그래프의 중심부위에 증가한 유막은 514.02oCA 에서 일어난 마모에 의한 것이다. 514.04oCA 이후부 터는 Fig. 19에서와 같이 베어링 끝 단 편심율이 감소 하여 유막 증가로 인해 마모 발생은 없었다.
마지막 사이클의 527.98oCA (축 정지 직전 CA)에 서도 Fig. 20에 나타난 바와 같이 무차원 유막 두께는 등가표면거칠기가 증가할수록 감소하였다. 베어링 #1 의 마지막 사이클의 축 정지 직전인 527.98CA 이후 에서는 마모 부위를 제외하고는 h/σ가 0.5이하이기 때 문에, 역시 혼합탄성유체윤활 상태에 있으며, 평균 레 이놀즈 방정식은 사용할 수가 없다. 그래프의 중심부 위에 증가한 유막은 514.02oCA에서 일어난 마모(격자 점 7개) 때문에 생긴 것이며, 그 다음 오른 쪽에 나타 난 증가된 유막은 527.96oCA에 발생한 마모(격자점 6~9개) 때문에 발생 한 것이다. 그 이후 마지막 오른 쪽에 나타난 증가된 유막은 527.98oCA에서 새로 발생 한 마모 때문에 생긴 것이다. 마지막 증가된 유막은 181oBA이후에 나타났으므로 계산 격자 간격이 0.1o 이 므로 중심부위 (179o~181oBA)의 격자간격 0.02o보다 5 배가 넓으므로 마모 폭이 격자 점 2개로 적게 나타났 다(Fig. 13 참조). 514.02oCA 이후부터 527.96oCA 이전까지는 마모의 영향이 없었는데, 이는 편심율 변 화로 유막이 증가하였기 때문이다.
베어링 #2의 무차원 유막 두께, h/σ은 Fig. 21과 Fig. 22에 도시되었다. 시동 초기 사이클에서의 각 등 가표면거칠기에 대한 주요 부위의 무차원 유막 두께는
Fig. 21에 도시되었다. 축이 회전하기 시작한 직후에는 축의 끝 단이 혼합윤활영역에 있었으며, 그 후 점점 증가하여 514.02oCA 이후에서는 고려된 모든 등가표 면거칠기에 대해 마모를 일으키는 혼합윤활영역을 벗 어났다. 따라서 514.02oCA에서의 마모는 초기 혼합윤 활영역에서 발생한 마모의 흔적을 Fig. 21과 같이 가 지고 있었다. 시동정지 후 말기 사이클에서의 각 등가 표면거칠기에 대한 주요 부위의 무차원 유막 두께는 Fig. 22에 도시되었다. 시동정지 후 축이 정지할 때까 지는 더 이상의 마모는 일어나지 않았으나 시동 초기 에 발생한 마모 흔적이 마지막 사이클의 말미인 527.98oCA에서도 그대로 남아있는 것을 볼 수 있다.
이는 베어링 편심량의 변화로 무차원 유막 두께가 변 화하여 혼합윤활영역을 벗어나 있었기 때문이다.
베어링 #1에 대한 마모 지역의 실 유막 두께, h는 Fig. 23~Fig. 26에 도시되었다. 초기 사이클의 마모지 역에서의 실 유막 두께도 무차원 유막 두께와 유사하
Fig. 21. The non-dimensional oil film thickness with the guide line for mixed lubrication at the outer edge of bearing #2 and 514.02oCA of cycle #1.
Fig. 22. The non-dimensional oil film thickness with the guide line for mixed lubrication at the outer edge of bearing #2 and 527.98oCA of cycle #122.
Fig. 23. The real oil film thickness on wear region at the outer edge of bearing #1 and 514.02oCA of cycle #1.
게 Fig. 23과 같이 역시 베어링 중앙 부위에서 큰 증 가가 나타났다. 마모부위의 유막 두께를 확대하여 Fig. 24에 도시하였으며, 등가표면거칠기가 작을수록 유 막 두께는 증가하였다. 이는 등가표면거칠기가 작으면 서로 맞닿은 돌기의 단위면적이 작아서 큰 접촉압력이
발생하여 비마모율이 증가했기 때문이다.
베어링 #1의 마지막 사이클의 마모지역에서의 실 유 막 두께도 무차원 유막 두께와 유사하게 Fig. 25과 같 이 나타났다. 마모부위의 유막 두께를 확대하여 Fig. 26 에 도시하였으며, 위와 같은 이유로 등가표면거칠기가 작을수록 유막 두께는 증가하였다. 무차원 유막 두께 그 래프(Fig. 20)와 다른 점은 확대한 부위의 모양이 경사 진 것으로 나타났는데, 이는 등가표면거칠기로 무 차원 화 한 값의 스케일이 커서 눈으로 구분이 안 되었으나, 작은 실 유막 두께를 확대하면 미세한 부분까지도 나타 났다. 그 이유는 초기 사이클의 시동시작 상태에서는 유 막 두께가 베어링 각도에 따라 180o를 중심으로 좌우 균형을 이루지만, 마지막 사이클에서는 Fig. 18에 나타 난 바와 같이 편심이 상하로 경사진 것뿐만 아니라 좌 우로도 작은 편심이 일어나서 원주방향의 베어링 각도 (BA)상에서도 유막 높이가 다르기 때문이다.
베어링 #2에 대한 마모 지역의 실 유막 두께, h는 Fig. 27~Fig. 30에 도시되었다. 초기 사이클의 마모지 Fig. 24. The real oil film thickness on wear region at the
outer edge of bearing #1 and 514.02oCA of cycle #1–
Enlargement #1.
Fig. 25. The real oil film thickness on wear region at the outer edge of bearing #1 and 527.98oCA of cycle #122.
Fig. 26. The real oil film thickness on wear region at the outer edge of bearing #1 and 527.98oCA of cycle #122 – Enlargement #3.
Fig. 27. The real oil film thickness on wear region at the outer edge of bearing #2 and 514.02oCA of cycle #1.
Fig. 28. The real oil film thickness on wear region at the outer edge of bearing #2 and 514.02oCA of cycle #1 – Enlargement #2.
![Fig. 2. Angular velocities of the shaft of a journal bearing installed in a stripped-down diesel engine during start-up condition [1].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5122844.334325/4.892.464.764.194.350/angular-velocities-journal-bearing-installed-stripped-diesel-condition.webp)

![Fig. 12. The schematic drawing indicating the removal of material by wear in a bushing of a journal bearing operating under conditions of stationalry contact [9].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5122844.334325/7.892.152.415.199.429/schematic-drawing-indicating-removal-material-operating-conditions-stationalry.webp)