CopyrightⒸ2010 KSAE 1225-6382/2010/108-06 Transactions of KSAE, Vol. 18, No. 6, pp.38-45 (2010)
Ultrasonic Impact Treatment(UIT)효과가 용접재의 피로수명에 미치는 영향
송 준 혁․이 현 우*
부산대학교 기계공학부
The Effect of Ultrasonic Impact Treatment(UIT) for Fatigue Life of Weldment
Junhyouk Song․Hyunwoo Lee*
Department of Mechanical Engineering, Pusan National University, Busan 609-735, Korea (Received 12 October 2009 / Accepted 12 April 2010)
Abstract : Welding structures are designed to endure its expected life. The most important factors are life. Especially on welded structure, fatigue strength is critical. So this study performed a research on Box and T shape weldment specimen to examine the influence of welding type. In this experiment, the results indicate Box shape was available in more than T shape. Fatigue tests were performed to evaluate the fatigue strength of the both as-welded and statically pre-loaded specimens by 3 point bending load. Fatigue life can be improved by using Ultrasonic Impact Treatment(UIT) effect.
Ultrasonic Impact Treatment(UIT) is excellent for eliminating the tensile residual stresses and generating compressive residual stresses which elevate fatigue strength of welded structures. Also, this shows that welding part has better fatigue life and welding was performed well. In this study, to evaluate the Ultrasonic Impact Treatment(UIT) effect, for welding structure, the experiment was conducted at various levels of stress range between 100MPa and 500MPa. From the test results, it was indicated that fatigue performance was improving by Ultrasonic Impact Treatment(UIT)
Key words : Welding structure(용접제 구조물), Fatigue life(피로수명), Fatigue test(피로실험), As-welded(용접재), Tensile residual stress(인장 잔류 응력), Compressive residual stress(압축 잔류 응력), UIT(Ultrasonic Impact Treatment)
Nomenclature1) Y.S : Yield strength, MPa T.S : Tensile strength, MPa EI : Total elongation, % R : Stress ratio, (R=Fmin/Fmax) MPa : Stress value
Subscripts Max. : maximum stress Min. : minimum stress
UIT : ultrasonic impact treatment
*Corresponding author, E-mail: [email protected]
1. 서 론
일반적으로 기계부품 또는 구조물을 설계 및 제 작할 경우 정적하중을 비롯하여 피로하중에 대한 강도와 수명을 고려・평가하는 것은 널리 알려져 있 이며 현대 사회 기계공업 분야에서 피로강도 및 수 명을 평가하여 신뢰성에 준하는 실험은 지속적으로 이루어지고 있다. 구조물의 경우 피로강도는 일반 적인 정적강도보다 낮은 결과를 나타내기 때문에 구조물의 신뢰성 및 안전성에 결정적인 영향을 주 는 요인으로 작용한다.1)
대부분 구조물은 재료의 경량화와 더불어 높은 응력에서 우수한 내구성을 요구하는 추세로 피로파
Ultrasonic Impact Treatment(UIT)효과가 용접재의 피로수명에 미치는 영향
괴 메커니즘이 중요시 되고 있다. 이런 문제를 해결 하기 위한 방법으로 용접에 의해 접합・제작되는 것 이 상당부분 차지한다. 그러나 용접은 구조물의 제 작과정에서 접합방법에서 모재부의 균열 및 용입 불량, 기공, slag, 형상 불일치 등의 결함이 발생되어 국부적으로 취약해지기 쉽다. 또한 대부분의 용접 구조물에 피로파괴가 용접 이음부에서 발생하고 그 중에서도 이음 형식이 복잡한 fillet부에서 발생된 다.2) 하지만 리벳이나 볼트, 접착제, 단조 등의 결합 방법에 비해 높은 이음효율, 기밀성, 재료의 절감 등 의 이점들이 있어 많이 이용되고 있다.3,4)
이런 용접방법의 단점 보완을 위해 최근 구조물 에서 주로 사용하는 방법으로 UIT기법을 적용하고 있다. UIT기법은 용접 Bead부 옆면에 잔류응력을 완화하는 방법으로 용접 변형률을 줄여주고, 인장 잔류응력을 감소시키는 작용을 하며, 용접구조물에 서 발생하는 응력집중현상을 완화시켜 용접부에 작 용하는 인장잔류응력을 압축잔류응력으로 변환하 여 응력집중을 줄여 피로수명 향상에 효과적인 것 으로 알려져 있다.4) 궁극적으로 UIT기법의 효과를 통한 As-welded와 수명평가를 비교하여 피로수명 을 향상시키고 내부적인 인장 잔류응력을 압축 잔 류응력으로 변환하여 국부적인 응력집중을 완화시 키는데 있다.5,6)
2. 실험 및 실험방법
본 실험은 용접 방법에 따른 재료의 수명평가를 위해 각각의 용접 방법을 제시하고 국제 표준 규격 에 준하여 실험하였다.
2.1 시편
실험에 사용된 시편은 용접 구조용 압연강제인 SM50A를 사용하여 가공/용접하여 제작하였다. 재 료의 화학적 성분과 기계적 성질은 아래의 Table 1 과 Table 2에 표기하였다. 또한 총 4가지 종류의 시 편에 대한 용접형태는 Fig. 1과 같다.
2.1.1 Box형 시편
시편은 동일 재질의 두 가지 두께(6mm, 8mm)판 재를 사용하여 가공/용접하여 제작하였다. 시편은 일반적인 실험에서 사용되는 표준 시편 형상이 아
Table 1 Chemical composition and mechanical properties of the materials
Material C Si Mn P S
SM50A
T~0.20 ~0.55 ~1.60 ~0.035 ~0.035
Y.S(MPa) T.S(MPa) El(%)
325~ 490~610 17~
Table 2 Welding conditions of the fillet weldment
Current Voltage Speed Method
430A 37V 30cm/min Mix gas welding
Ar : CO2 (8:2)
Fig. 1 Configuration of welding for each type of specimens
닌 실제 용접 구조물의 형상과 유사한 Box형으로 제작하였다. 이는 단순히 용접방법 차이에 의한 용 접부 자체의 수명평가에 한정된 실험이 아니라 용 접으로 만들어진 실제 구조물의 수명을 평가해보는 것에 중점을 두었다. Box형 구조물은 두 가지 다른 용접방법을 적용하여 제작하였다. 시편의 아래쪽 판은 굽어있는 육면체 모양에 가운데 두 개의 보강 판이 용접되어 있는 구조로 제작하여 실제 구조물 의 특성을 유지하도록 하였다. 용접 형태에 따른 경 향을 파악하기 위해 Back bead를 형성한 Type 1번과 Back bead를 형성하지 않은 Type 2번의 두 종류와 UIT 효과를 평가하기 위한 UIT 처리를 한 시편 Type 3번과 동일 조건에서 UIT 처리를 하지 않은 시편 Type 4번의 두 종류로 제작하였다. 실제 Box형 시편 형상은 Fig. 2와 같고 시편의 치수는 Fig. 3과 같다.
2.1.2 T형 시편
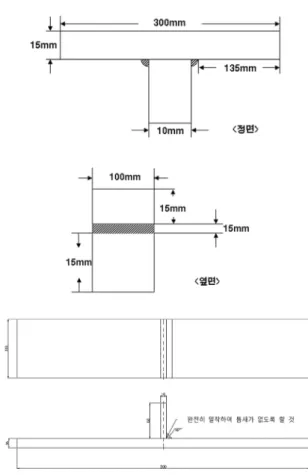
본 시편은 15mm 두께의 판에 10mm 두께의 판을 fillet 용접하여 하중을 받지 않는 T형 시편으로 가공
Junhyouk Song․Hyunwoo Lee
Fig. 2 Picture of box type specimens
Fig. 3 Dimension of box type specimen
Fig. 4 Picture of T type specimens
Fig. 5 Dimension of T type specimen
/용접하여 제작하였다. 또한 시편의 종류는 총 2가 지이며, UIT 효과를 처리한 시편과 UIT 효과를 처리 하지 시편으로 구성되어 있다. 실제 T형 시편 형상 은 Fig. 4와 같으며, 시편의 치수와 제작도면은 Fig. 5 와 같다.
2.2 실험 장비 및 방법
Box 시편과 T형 시편의 크기와 일정진폭하중의 범위가 차이나기 때문에 실험장비 또한 두 가지 장 비를 사용하였다.
2.2.1 Box형 실험 장비
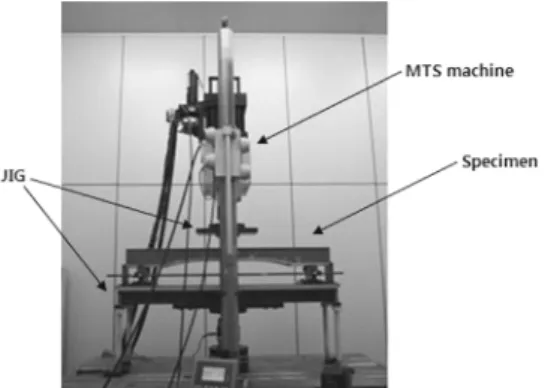
Box형 Fatigue test는 최대 용량이 50Ton인 Pull- Push의 폐쇄 유압회로방식의 MTS322를 사용하였 다. 실제 Box형 시편 실험장비 사진은 Fig. 6과 같다.
실험 장비에 장착된 JIG는 시편의 무게와 허용되는 일정 하중을 고려하여 강도설계를 한 뒤 자체 제작 하였다.
The Effect of Ultrasonic Impact Treatment(UIT) for Fatigue Life of Weldment
Fig. 8 Stress measurement result [Strain:%, Stress :] Fig. 6 Test equipment by 50ton capacity(Spec. : MTS322)
2.2.2 T형 실험 장비
T형 Fatigue test는 최대 용량이 10Ton인 Pull-Push 의 폐쇄 유압회로방식의 MTS810을 사용하였다. 실 제 T형 실험장비의 사진은 Fig. 7과 같다. 실험에 장 착된 JIG는 Box형과 동일한 조건으로 제작하였다.
2.3 실험 방법
2.3.1 일정진폭하중에서의 Box형 피로실험 SM50A 강의 용접방법에 따른 피로수명 특성을
Fig. 7 Test equipment by 10ton capacity(Spec. : MTS810)
비교 평가하기 위해 Fig. 2와 Fig. 3과 같이 실제 모델 과 흡사한 Box형 시편을 제작하였고, 응력 레벨은 min. 48MPa에서 max. 135MPa까지 일정 간격으로 피로실험을 하였다.
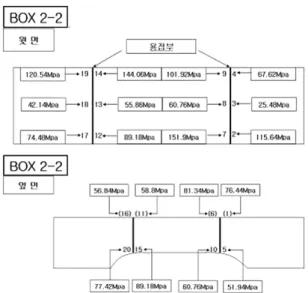
2.3.2 Box형 시편 응력 측정
구조물이 실제 하중 작용시의 용접 부위의 응력 을 구하기 위해 Non-Back bead와 Non-UIT시편에 Strain gage를 부착하여 10ton의 정하중을 가하여 응 력을 측정하였다. 측정 결과는 Fig. 8과 같으며, 각
송준혁․이현우
Fig. 9 Stress measurement under 10ton of load (Type 2)
Fig. 10 Stress measurement under 10ton of load (Type 4)
시편의 실제 형상에 Strain gage를 부착된 곳의 응력 분포는 Fig. 9, Fig. 10과 같다.
2.3.3 일정진폭하중에서의 T형 피로실험
Box형과 동일한 조건으로 피로수명 향상을 비교 평가하기 위해 Fig. 4와 Fig. 5의 조건으로 시편을 제 작하였다. 응력 레벨은 시편의 크기가 Box형 보다 현저히 작은 점을 감안해 계산하여 Min. 48MPa에서 Max. 135MPa까지 일정 간격으로 잡았으며, 응력 비 (Stress ratio)는 0.1로 실험하였다.
3. 실험결과 및 고찰
일반적으로 설계단계에서 피로 수명평가는 응력 의 크기를 변화시키면서 응력에 대응 되는 S-N curve와 작용응력에 따른 피로 누적도를 기초로 한 다. 일반적으로 S-N curve는 가해지는 피로하중의 응력진폭(S)과 피로수명(N)의 관계를 Log-Log 또는 Semi-Log Scale로 표현한다.7) 본 연구에 사용되는 장비는 최대용량 50ton MTS322(Box형)와 10ton MTS810(T형) 폐쇄 유압식 피로시험기로 실험하였 고, Sine wave의 일정진폭하중을 가하였다. 실험시 간 및 기계진동을 최대한 줄이기 위해 하중조건에 따라 Box형은 5Hz 이하의 주파수로, T형은 5Hz의 일정주파수로 실험하였다. 시편의 실제치수는 가공 중이나 용접 중에 발생한 것으로 추정되는 가공오 차가 있을 것으로 예상하여 실험 전에 모든 치수를 다시 점검하여 실험하였다.
3.1 피로시험 결과 및 고찰 3.1.1 Box형 피로시험 결과
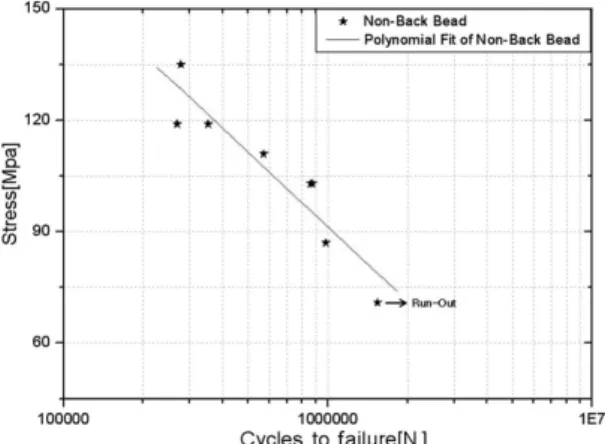
실험에 사용된 시편은 Back bead, Non-back bead, UIT, Non-UIT로 모든 시험을 실시할 예정이었으나 시편 특성상 내부적 결함과 외부형상의 불연속 조 건을 파악하기 어려워 Back bead, Non-back bead만 실험을 실시하여 S-N curve를 구하였다. 시편 파단 은 용접부에서 Crack이 발생한 것을 확인할 수 있었 다. 두 종류의 S-N curve는 Fig. 11과 Fig. 12와 같고 피로 실험 결과의 수명 곡선식은 Table 3과 같다.
Fig. 11 S-N curve for back-bead
Ultrasonic Impact Treatment(UIT)효과가 용접재의 피로수명에 미치는 영향
Fig. 12 S-N curve for non-back-bead
Table 3 Regression lines about Back bead & Non-back bead Fatigue life equation Regression line slope, m Back bead Log N = 7.0271 - m*σ 0.0124
Non-
Back bead Log N = 7.3869 - m*σ 0.0152
3.1.2 Box형 피로시험 고찰
모든 시편의 용접형태 및 후처리 조건으로부터 UIT의 피로수명이 가장 길고 Back bead, Non-UIT, Non-back bead 순으로 나타날 것으로 예상하였으나 15ton의 동일 하중에서의 실험결과 경향이 뚜렷하 게 나타나지 않았다. 특히 UIT시편의 피로수명보다 Non-UIT시편이 더 높은 피로수명을 보였다. 또한 Back bead와 UIT와의 비교에서도 뚜렷한 경향이 나 타나지 않았다. 시편의 개수가 적은 점을 감안해 정 확한 판단을 할 수 없지만 시편의 용접 방법의 차이 를 제외하고 모든 동일한 조건에서의 시험이었던 점으로 보아 경향 파악에 어려움이 있어 정확한 UIT 효과를 판단하기 위해 T형으로 변경하였다. Back bead와 Non-back bead 조건에 대한 결과를 비교한 curve는 Fig. 13에 나타내었다. 그림에서 나타나듯이 Back bead와 Non-back Bead의 수명 차이가 뚜렷하 게 나타나지 않음을 보여준다. Box형 특성상 시편 의 대각선 방향으로 비틀림 현상이 있어서 수명이 차이가 나는 하중조건도 있었으나 실험결과를 보았 을 때 대체로 유효한 결과를 얻었다. 또한 3-Point Bending Test로 시편 양단을 지지한 상태에서 위쪽 중심부에 하중을 가하였기 때문에 모든 시편이 최 대의 인장하중을 받는 부분에 Crack이 발생함을 확
Fig. 13 Comparative test of back bead and non-back bead
인하였다. 주로 Crack이 발생한 지점은 시편 내부에 보강판이 용접된 위치로 공통적임을 육안으로 확인 하였고 열영향부인 Bead부에서 Crack이 발생하는 것은 이론적인 부분과 일치함을 확인하였다.8)
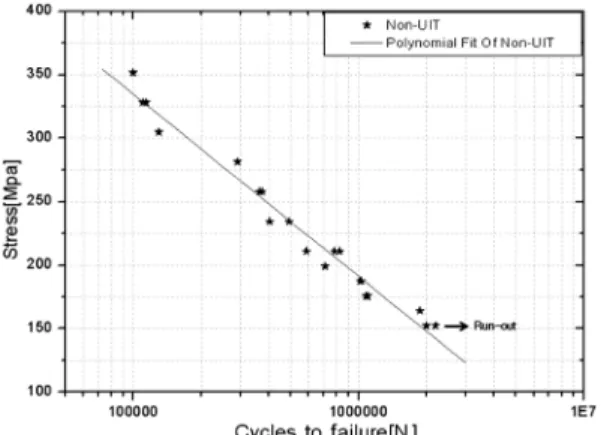
3.1.3 T형 피로시험 결과
실험에 사용된 시편 종류는 UIT와 Non-UIT로 시 편의 파단은 용접부에서 Crack이 발생하였음을 확 인 하였다. 또한 수명 차이는 UIT 시편이 Non-UIT 시편보다 10배 이상의 차이를 그래프에서 확인하였 다. 두 종류의 S-N curve는 Fig. 14와 Fig. 15와 같고 피로 실험 결과의 수명 곡선식은 Table 4와 같다.
Table 4 Regression Lines about UIT & Non-UIT
Fatigue life equation Regression line slope, m UIT Log N = 9.7501 - m*σ 0.0106 Non-UIT Log N = 7.3335 - m*σ 0.007
Fig. 14 S-N curve for UIT
Junhyouk Song․Hyunwoo Lee
Fig. 15 S-N curve for non-UIT
3.1.4 T형 피로시험 고찰
T형 시편은 Box형 시편보다 용접 변형이 작고 하 중 전달 경로도 단순하기 때문에 비교적 일관된 실 험결과를 얻을 수 있었다. 또한 모든 시편에서 용접 Bead부에서 crack이 발생하여 파단된 것을 실험을 통해 확인할 수 있었다.
피로 실험의 결과상으로 볼 때 UIT 시편이 Non- UIT 시편보다 확연한 피로수명 향상을 나타내는 것 을 확인하였다. 또한 그래프에서의 곡선 기울기가 Non-UIT에 비해 증가하는 것은 피로수명이 향상되 었다는 것을 입증하는 것이다. 수명 차이는 동일 하 중에 약 10배 이상의 수명 향상을 나타내었다. UIT와 Non-UIT 시편의 비교 실험한 결과는 Fig. 16과 같다.
Fig. 16 Comparative test of UIT and non-UIT
4. 결 론
두 가지 형상에 대한 4가지 조건에 대한 피로 실
험 결과는 다음과 같은 결론을 얻을 수 있다.
1) Back bead, Non-back bead 2가지와 UIT, Non-UIT 2가지에 대해 하중에 대한 피로수명과 S-N Curve 를 구하였다. 먼저 Back bead와 Non-back bead에 대한 실험을 진행하여 경향을 파악하고 UIT와 Non-UIT의 실험을 진행하여 피로수명과 S-N Curve를 구하였다. 이때, UIT효과를 통한 피로 수명이 증가하는 것을 확인하였으며, UIT가 Back bead에 비해서 상당히 높은 피로 한도를 보 인 것을 S-N Curve를 통해 나타났다.
2) Box형 시편의 실험에서 초기 예상지점 Crack의 위치와 실제 나타나는 Crack의 위치가 다르고 시 편의 결함이 상당부분 다양한 위치에서 발생하 였고 피로수명 결과도 차이를 보여 UIT 시편을 형상 변화를 주어 T형 시편으로 제작하여 실험 하였다.
3) 모든 type의 실험 Data를 토대로 한 결과 Back bead와 UIT 시편에서의 비교 실험은 큰 수명 차 이가 나타났고 UIT와 Non-UIT 시편에서도 약 10 배 이상의 수명향상을 보였다.
4) S-N curve의 의 관계를 살펴볼 때 UIT의 효 과가 실험을 통해 인가한 하중이 작아질수록 수 명이 증가하는 정상적인 패턴을 보이고 있음을 보였다.9)
5) 본 실험을 통한 UIT 용접재의 피로수명이 일반 용접제에 비해 상당한 피로수명의 향상에 기여 하였다는 것을 실험으로써 입증하였다.
References
1) Y. H. Park, “A Study on Fatigue Crack Propagation Behavior Boxing Fillet Welded Joints,” Department of Mechanical Design Engineering, Graduate School, Pusan National University, 2003.
2) C. Miki and M. Sakano, A Survey of Fatigue Cracking Experience in Steel Bridges, IIW Doc. XII-1383-90, 1990.
3) J. A. Bannantine and J. J. Comer, “Fundamentals of Metal Fatigue Analysis,” Prentice-Hall, pp.40-70, 1990.
4) R. I. Stephens and H. O. Fuchs, Metal Fatigue
The Effect of Ultrasonic Impact Treatment(UIT) for Fatigue Life of Weldment
in Engineering, 2nd Edn, Wiley, New York, pp.401-406, 2001.
5) S. Roy, J. W. Fisher and B. T. Yen, “Fatigue Resistance of Welded Details Enhanced by Ultrasonic Impact Treatment(UIT),” Sci, Int. J.
Fatigue, Vol.25, p.1239, 1992.
6) S. Roy and J. W. Fisher, “Enhancing Fatigue Strength by Ultrasonic Impact Treatment,” ATLSS Engineering Research Center, Lehigh Univer- sity, PA18015, USA, 2005.
7) R. I. Stephens, A. Fatemi, R. R. Stephens and H. O. Fuchs, Metal Fatigue in Engineering, 2nd
Edn, Wiley Inter Science, New York, pp.67-70, 2001.
8) J. Morrow, Fatgue Design Handbook, Advances in Engineering, Vol.4, Society of Automotive Engineers, Warrendale, Pa., Sec. 3.2, pp.21-29, 1968.
9) J.-M. Seo, S.-W. Park and H.-W. Lee, “Fatigue Limit and Life Enhancement by Ultrasonic Impact Treatment (UTI) of Welded Joint in S50A,” Fall Conference Proceedings, KSAE, p.1434, 2007.