ISSN 1225-7842 / eISSN 2287-402X http://dx.doi.org/10.7779/JKSNT.2016.36.6.451
1. 서 론
현재 산업현장내의 대부분의 공정은 자동화 되 었으며, 이 중 프레스 성형은 자동화 공정에서도 큰 비중을 차지한다. 프레스 가공은 판금을 특정 형상이 존재하는 금형 사이에 삽입한 후, 압력을 가하여 성형하며, 이 과정은 (펀칭, 블렝킹, 엠보 싱, 굽힘 등을 포함) 빠른 속도로 패널을 가공하
는 생산과정중 하나이다. 프레스 공정 중 성형 크랙, 눌림, 넥킹, 마킹라인 및 가공주름 등 다양 한 결함이 발생하는데[1,2], 이러한 결함들은 패 널 제품의 품질을 저하시키는 요인들이다. 따라 서 생산라인 내 결함 검출은 품질관리 측면에서 중요하다. 현재 대부분의 결함 검출은 숙련된 검 사관의 육안검사를 통해 수행된다. 결함 검출의 정확도와 속도는 검출자의 숙련도와 경험 등 주
카메라 이미지 처리를 통한 프레스 패널의 크랙결함 검출
Automatic Crack Detection on Pressed Panels Using Camera Image Processing with Local Amplitude Mapping
이창원*, 정휘권*, 박규해*✝
Chang Won Lee*, Hwee Kwon Jung* and Gyuhae Park*✝
초 록 프레스 공정은 제품의 대량 생산에 주로 사용되며, 제품의 생산관리를 위해 공정 중 발생하는 제품
결함 탐지는 중요하다. 결함 탐지를 위해 검출자의 육안을 통한 검출 방법이 주로 사용되고 있으나, 이 방법 은 검출자에 따라 정확도 및 효율이 크게 좌우된다. 따라서 검출자의 영향을 받지 않고 일정 이상의 검출 능 력을 갖춘 자동검출시스템이 필요하다. 본 연구에서는 프레스 라인의 영상촬영시스템을 활용하여 공정 중 패 널이미지를 획득 및 패널 결함검출기법을 개발하였다. 결함이 없는 제품이미지를 기저이미지로 선정한 뒤, 이미지 내 외곽라인 요소들에 대한 히스토그램을 이용하여 결함이 존재하는 패널이미지와 비교를 통해 결함 검출을 수행하였다. 또한 실험실 및 실제 프레스 라인 실험을 통하여 신뢰성을 확인하였다. 실험 결과 프레 스 공정 중 생기는 패널의 크랙결함에 대한 탐지가 가능하였으며 추후 이미지 처리의 가속화 및 최적화 진 행 시, 검출률 및 검출 속도 향상시 현장 적용 가능함을 확인하였다.
주요용어: 이미지 처리, 크랙, 크랙 탐지, 카메라 이미지
Abstract Crack detection on panels during manufacturing process is an important step for ensuring the product quality. The accuracy and efficiency of traditional crack detection methods, which are performed by eye inspection, are dependent on human inspectors. Therefore, implementation of an on-line and precise crack detection is required during the panel pressing process. In this paper, a regular CCTV camera system is utilized to obtain images of panel products and an image process based crack detection technique is developed. This technique uses a comparison between the base image and a test image using an amplitude mapping of the local image. Experiments are performed in the laboratory and in the actual manufacturing lines to evaluate the performance of the developed technique. Experimental results indicate that the proposed technique could be used to effectively detect a crack on panels with high speed.
Keywords: Image Processing, Cracks, Crack Detection, Camera Image
[Received: October 10, 2016, Revised: November 19, 2016, Accepted: November 29, 2016] *전남대학교 기계공학부,
✝Corresponding Author: Active Structures and Dynamics Laboratory, School of Mechanical Engineering, Chonnam National University, Gwangju 61186, Korea (E-mail: [email protected])
ⓒ 2016, Korean Society for Nondestructive Testing
석을 통해 프레스 공정 상태를 모니터링 하는 방 법이 있다[3,4]. 이 경우 모니터링 결과를 기반으 로 패널제품의 전반적인 품질평가가 가능하지만 개별제품에서 발생하는 결함 검출은 불가능하다.
다른 방법으로 제품 및 구조물 표면이미지를 획득한 후 이미지 처리기법을 통한 결함 탐지가 있다. 이 방법은 시스템 구성이 단순하다는 점과 비접촉성 및 높은 적용성으로 인해 많은 연구가 진행되었다[5-9]. 이미지 처리를 통한 결함검출 기법은 강판 생산라인, 기차의 레일, PCB 기판, 인쇄물 및 LCD 패널 등 다양한 분야의 결함탐지 를 목표로 개발되었다. 이미지 처리를 통한 결함 검출기법에는 획득된 이미지만을 활용하여 결함 을 검출하는 방법과 결함 탐지 전 기저이미지 확 보 후, 매 측정된 이미지와 기저이미지 간 차이 를 통해 결함을 탐지하는 방법이 있다. 획득된 이미지만을 사용하여 결함을 탐지하는 방법으로 Amano[10]은 이미지에 윈도우를 적용한 뒤 해당 윈도우들의 고유 특성값의 상대적인 변화를 비교 하여 비선형적인 부분을 결함의심부로 판별하였 다. 또한 Yang et al.[11]은 대형 구조물 기둥의 크랙을 탐지하기 위해서 탐지영역 내 변형률 측 정 결과를 기반으로 크랙 위치 및 손상도를 파악 하였다. 이 연구에서 변형률을 측정하기 위해 구 조물의 기둥에 2개의 스테레오 카메라 촬영을 통 한 3차원 영상을 획득한 뒤, 가진시 각 격자점의 거동을 파악하였다. 한편, 기저이미지를 기반으로 한 결함검출은 주로 이미지 차이를 사용한다.
Kim et al.[12]은 강 코일의 표면검사를 위해 고속촬영시스템을 설계하고 이미지의 통계학적 방법을 통해 표면결함 탐지 및 분류를 실시하였 다. 먼저 정상적으로 가공된 코일의 이미지를 기 저이미지로 선정한 후 매 생산 시 획득되는 코일 이미지와 기저이미지의 차이를 도출하였다. 이후 히스토그램 기반 임계점을 적용하여 이분화 이미 지를 생성하였다. 이후 생성된 이분화 이미지로 부터 추출된 다양한 이미지 신호 특징을 통해 결
시 제품 정렬 오차가 총 0.1 mm 이하로 정밀하 게 제어되어야 한다.
Kim et al.[14]은 이미지 처리를 기반으로 가스 누출 탐지를 수행하였다. 이들은 관심영역에서 촬영된 이미지를 매 순간 촬영한 후 현재 측정한 이미지와 바로 이전 측정한 이미지 간 차이를 도 출하였다. 이후 이미지 차이 전체에 대한 히스토 그램의 변화를 분석하여 누출 여부를 확인하였 다. 가스가 누출되는 경우 이미지 차이 내에서 낮은 값을 갖는 픽셀보다 높은 값을 갖는 픽셀수 가 증가하여 히스토그램의 분포에 변화를 주기 때문에 이와 같은 탐지가 가능하다.
기저이미지와 차이를 통해 결함을 탐지하는 경 우 제품의 위치 정렬에 따라 정확도가 민감하게 바뀌며, 제품 이미지가 복잡한 경우 정밀한 탐지 가 어렵다는 단점이 있다. 기저이미지 없이 결함 을 탐지하는 기법의 경우 역시 탐지 대상이 형태 가 단순하며 기저이미지를 통한 검출에 비해 느 린 검출 속도를 가지고 있다.
본 연구에서는 이미지 처리 기반 기법을 통해 고속 자동화된 프레스 라인에서 생산되는 패널 제품의 결함탐지를 수행하려고 한다. 먼저 기존 카메라 시스템을 사용하여 정상 패널제품의 기저 이미지를 확보한 뒤 매 프레스 공정시 생산되는 패널제품 이미지와 차이를 도출하였다. 기존 이 미지 차이를 활용하는 경우 제품의 위치 정렬 불 일치에 의해 정확도가 크게 감소할 수 있다. 이 를 극복하기 위해 이미지 내 노이즈 제거 및 이 미지 크기 맵핑(local amplitude mapping)을 수행 하였다. 이후 개발된 기법검증을 위해 실제 프레 스라인에 이미지 기반 패널 결함 탐지를 수행하 였다.
2. 이미지 처리 기반 결함탐지기법
본 연구에서는 현장(프레스 라인)에 설치된 카 메라에서 획득한 영상을 이미지 처리를 통하여
결함을 탐지하는 기술을 개발하였다. 이 기술은 결함이 없는 기저이미지와 검출대상이 되는 대상 이미지와의 차이를 통하여 결함을 탐지한다. Fig.
1은 이미지 처리 기반 결함탐지의 과정을 보여준 다. 먼저 카메라 시스템을 통해 프레스 공정 시 생산되는 패널의 영상을 획득한다. 고속의 이미 지 처리를 위해, 획득한 이미지를 흑백 이미지로 변환된다. 획득된 이미지에는 조명에 의한 노이 즈(빚, 그림자)와 잡음 등이 존재하기 때문에 잡 음과 노이즈를 줄이기 위해 필터링과 외곽선 추 출을 실시한다. 다음으로 기저이미지와 실시간으 로 획득된 제품이미지 간 차이를 통해 결함 발생 여부 및 위치를 탐지한다. 두 이미지의 차이를 활용하는 경우, 이미지 간 위치 정렬 상태에 따 라 정확도가 민감하게 변화하기 때문에 이를 해 결하기 위해 이미지의 크기 기반 맵을 이용하여 결함 탐지를 수행한다.
2.1. 이미지 평활화를 통한 노이즈 필터링
현장에서 카메라 시스템을 통해 획득한 이미지 에는 조명, 그림자 및 제품 표면상 얼룩 등 여러 가지 노이즈 요소가 포함되어 있으며, 흑백이미 지로 변환 후에도 노이즈 요소는 여전히 남아있 다. 이러한 요소들은 결함검출에 악영향을 주기 때문에 노이즈 필터링을 실시하였다. 특히 얼룩 과 같은 요소는 관심대상에 비해 분포도 및 크기 가 상대적으로 작기 때문에 위너 필터를 사용하 여 노이즈 요소를 제거하였다. 위너필터는 2차원 에서 대상 픽셀값을 주변 픽셀(N×M) 값의 평균 과 분산에 관련된 식(1)을 통해 완화시키는 방법 이다. 아래 Fig. 2는 노이즈가 포함된 원본 이미 지에 위너 필터를 적용하여 노이즈 요소를 제거
한결과를 보여준다. 위너 필터 적용 후, 이미지에 서 관심대상영역은 보존되지만 이미지 내 산개된 얼룩과 같은 노이즈 요소는 효과적으로 감소한다.
∈
∈
(1)
2.2. 대상 외곽선 강조를 통한 노이즈 필터링
이미지 평활화를 통한 노이즈 필터링 이후 얼룩 과 같은 작은 노이즈 요소는 크게 감소하지만 조 명 및 그림자와 같이 넓은 면적에 걸쳐 노이즈가 생성된 경우 효과적으로 제거되지 않는다. 한편, 대상의 외곽선과 주변부의 픽셀 값 변화 비교 시, 해당 노이즈 요소와 주변부의 픽셀 값 변화는 상 대적으로 작다. 또한 제품에 크랙이 발생한 경우 에도 크랙 형상을 따라 새로운 외곽선이 생성된다.
이러한 특성을 활용하여 외곽선 강조를 통해 넓은 면적으로 생성된 노이즈 요소를 제거하였다.
외곽선 강조를 위한 방법으로는 여러 가지가 있으나 Sobel, Prewitt, Laplacian 및 Canny와 같은 4가지 기법이 주로 쓰이며 각 기법 간 성능 비교 에 대한 연구도 진행되었다[15].
Sobel과, Prewitt은 2차원 공간상에 1차 미분을 통한 픽셀 값 변화율을 평가하는 방법이다.
Prewitt과 Sobel은 각기 다른 mask를 사용하여 픽 셀값 간 변화율을 다루는데, Prewitt은 수평 및 수직방향의 변화율을 부각시키는 반면 Sobel은 대각선 방향의 변화율을 부각시킨다.
Fig. 1 Crack detection procedure with base image
(a) (b)
Fig. 2 Lena image[16] (a) noise image (b) filtered image
Laplacian은 2차 미분을 통해 외곽선을 추출하 는 방법이다. 이 방법은 1차 미분 방법보다 외곽 선이 중심부에 좀 더 얇게 생성이 되며, 밝기 값 이 천천히 변화하는 영역에 대해서는 반응하지 않는 특징이 있다.
마지막으로 Canny 방법은 가우시안 블러링과 1차 미분법의 적용 후 히스테리시스 임계를 사용 하여 최종 외곽선을 검출한다. 이때 가우시안 블 러링과 히스테리시스 임계를 사용하여 외곽선 검 출 시 발생하는 오차를 극복한다. 이 방법은 1차, 2차 미분 방법에 비해 과정이 복잡하며 긴 시간 을 필요로 한다.
본 연구에서는 패널제품 이미지를 대상으로 위 4가지 기법들에 대한 성능을 비교한 뒤 크랙탐지 에 가장 적합한 방법을 다음과 같이 선정하였다.
Fig. 3를 통해 동일한 이미지에 각 기법을 적 용한 결과를 살펴보면 각 추출결과 Laplacian으로 추출한 외곽선이 다른 방법이 비하여 덜 뚜렷함 을 알 수 있다. 외곽선과 얼룩 등 노이즈 요소의 픽셀 값을 살펴보면 Soble, Prewitt, Canny, Laplacian 순으로 차이가 작아짐을 알 수 있다.
따라서 노이즈와 외곽선의 차이를 분명하게 나타 내기 위하여 본 연구에서는 Sobel을 이용하여 외 곽선을 추출하였다.
2.3. 이미지 차이를 통한 결함 탐지
기존 기저이미지를 활용한 결함 탐지 방법에서 이미지의 위치 정렬 불일치는 결함 탐지 오차를 만드는 원인이다. 2.1과 2.2절을 통해 조명 등에
의한 노이즈의 영향을 줄였어도 위치 정렬에 의 한 영향은 없어지지 않아 결함 탐지에 어려움을 줄 수 있다. 따라서 본 연구에서는 이러한 문제 점을 해결하기 위해 이미지 크기 맵핑(local amplitude mapping)을 사용하였다.
이미지 크기 맵핑의 원리는 다음과 같다. Fig.
4(a) 이미지에서는 Fig. 4(b)의 히스토그램 그래프 를 얻을 수 있으며 x축은 픽셀의 밝기 값이며 y 축은 밝기 값에 해당하는 픽셀의 수를 나타낸다.
이미지 안의 원에 대한 밝기 값은 122로 여기에 해당하는 히스토그램 값은 130900이며 Fig. 4(c) 위치로 원이 이동하여도 히스토그램 값은 Fig.
4(d)와 같이 똑같이 유지된다. 하지만 Fig. 4(e)처 럼 다른 요소가 생겨나게 되면 해당 히스토그램 값이 19100으로 변한 것과 같이 커지게 된다. 즉, 이미지에 결함이라는 추가요소가 없이 이미지의 정렬 오차가 생긴다면 일정영역의 히스토그램 값 은 큰 차이가 없지만 결함이라는 추가요소가 생 긴다면 히스토그램 값이 변화는 특징을 이용한 다. 본 기법에서는 결함에 의한 히스토그램의 변 화가 전체영역에서는 작을 수 있으며 국소영역에 서는 두드러지게 나타나는 점을 이용하며 기법의 방법은 다음 문단에서 설명한다.
(c) (d)
Fig. 3 Edge line image (a) Sobel (b) Prewitt (c)
LoG (d) Canny (c) (d)
(e) (f)
Fig. 4 Image and histogram
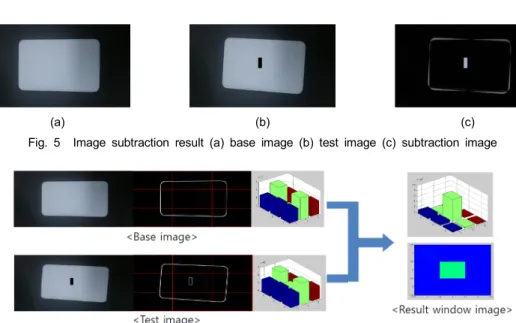
이미지 크기 맵핑을 이용한 결함 탐지 방법은 이 전장에서 언급한 외곽선 추출 단계에 이어서 이미지 맵핑 단계와 맵핑된 이미지를 비교하는 순으로 이루어진다. 먼저 앞선 단계에서 얻은 외 곽선 이미지를 미리 설정한 일정 크기의 윈도우 로 나누고 윈도우내 픽셀들의 밝기 값의 크기를 적분을 하여 해당 위치에 맵핑하여 맵핑 이미지 를 생성한다. 이때 비교할 요소의 단순화를 위해 서 히스토그램이 아닌 해당 영역의 밝기 크기의 적분 값을 사용한다. 맵핑 단계에서 결함이 없는 기저이미지와 검출대상 이미지로 만들어진 두 개 의 맵핑 이미지를 생성한다. 다음 단계로 두 이 미지의 차연산을 실시하며 그 결과를 바탕으로 결함을 탐지한다. 이를 위치 오차와 결함을 가지 고 있는 Fig. 5(a)와 (b) 두 이미지를 통해 확인했
을 때, Fig. 5(c)의 단순한 이미지 차이에 의한 결 과에서는 결함외의 부분에서도 결함과 같이 나타 나 결함 탐지가 힘든 반면에 Fig. 6의 이미지 크 기 맵핑을 사용한 결과에서는 결함구역에서 그 차이가 크게 나타나 결함을 탐지할 수 있다. Fig.
6은 이미지 크기 맵핑 과정을 잘 보여주고 있다.
본 기법에 있어 적정한 크기의 윈도우 설정은 윈도우 맵핑 전 단계로 결함 검출 능력과 그 오 차에 큰 영향을 미친다. 만일 윈도우 크기가 작 다면 기존 방법에서 이미지의 정렬 오차로 발생 하는 오류가 그대로 발생할 수 있으며 반대로 윈 도우 크기가 결함에 비하여 너무 크다면 다른 컴 포넌트의 차이가 결함 위치 윈도우의 진폭 차이 보다 더 크게 나타날 수 있다. 때문에 이미지 맵 핑 작업 시 윈도우의 크기는 비교 이미지간의 오
(a) (b) (c)
Fig. 5 Image subtraction result (a) base image (b) test image (c) subtraction image
Fig. 6 Local image amplitude mapping for crack detection
Fig. 7 Detection result comparison according to various window sizes
다. 이 경우 크랙 형태의 결함 크기는 폭 3 × 10 pixel (1 × 3.3 cm)이며 전체 이미지 크기는 720 × 400 pixel이다. 윈도우의 크기는 위 3가지 중 144 × 80 pixel일 때 이미지 처리 속도와 정확 도 면에서 가장 적합한 것으로 확인하였다. Fig.
7의 결과를 볼 때 윈도우의 크기가 작을 경우 제 품 측정 위치 차이에 의한 영향이 커지며, 반대 로 윈도우의 크기가 클 경우 잔존 노이즈에 의한 영향이 커지게 된다. 하지만 촬영 환경과 패널의 형상에 따라 노이즈와 위치 정렬의 정도가 달라 지기 때문에 최적 윈도우 크기는 상황에 따라 달 라진다. 이와 같이 결함탐지를 위한 최적크기를 갖는 윈도우를 찾고 이를 통해 정상 및 손상된 패널이미지의 맵핑을 수행한다. 그 후 두 맵핑 이미지 간 차이를 도출하여 결함을 탐지하였다.
3. 기법 검증
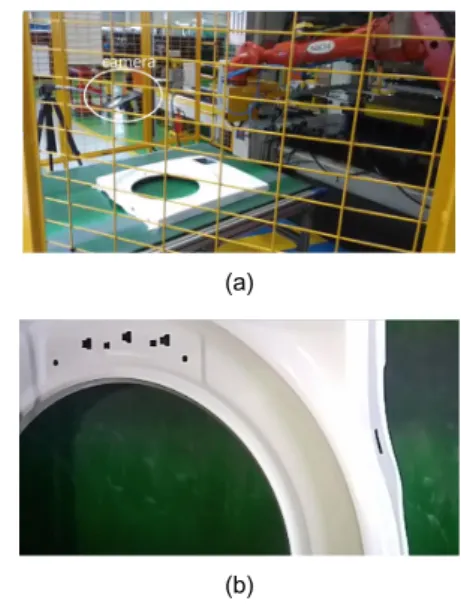
결함탐지기법의 검증을 위해 Fig. 8(a)와 같이 실제 10초에 1개의 패널을 생산하는 프레스 라인 상에 카메라를 설치하여 이미지를 확보하였다.
이 때 카메라의 설치 구간은 진동이 많은 프레스 기기가 아닌 패널이 이동하는 구간에 설치를 하 였으며 총 13분간 78개의 패널을 촬영하였다. 사 진 안의 대상 패널의 크기는 70 × 45 cm이며 이 미지의 해상도는 750 × 400 pixel이다. 이미지 처 리는 Matlab을 사용하여 실시하였다. 기저이미지 는 조명과 그림자의 영향이 적은 Fig. 8(b) 이미 지로 선정하였고 결함이미지는 Fig. 9과 같이 각 기 다른 위치에 1 × 9 cm, 0.5 × 4 cm, 0.5 × 3 cm, 0.2 × 1 cm 크기의 결함을 모사한 크랙이미지를 사용하여 검증하였다. 개발된 이미지처리기법을 사용하였을 때 약 6초 만에 결함을 검출하였다.
Fig. 10를 통하여 실제 대상에 적용한 개발된 기 법의 각 과정을 살펴보면 획득된 이미지 Fig. 10(a) 를 wiener 필터링을 통하여 높은 주파수의 잡음
(a)
(b)
Fig. 8 Image acquisition setup in a real press line and extracted panel image
(a) (b)
(c) (d)
Fig. 9 Simulated various crack image (a) 1 × 9 cm, (b) 0.5 × 4 cm, (c) 0.5 × 3 cm, (d) 0.2 × 1 cm
(a) (b)
(c) (d)
Fig. 10 Result image at each processing (a) filtered image (b) edge line image (c) 3D mapping image (d) 2-D mapping image
을 제거한 후 Fig. 10(c)처럼 Sobel을 통하여 물체 의 외곽만을 추출한다. 이때 Fig. 10(a) 이미지에 나타났던 조명에 의한 노이즈가 Fig. 10(b) 외곽 선 이미지에는 나타나지 않음을 알 수 있다. 최 종적으로 이미지 크기 맵의 비교를 통하여 결함 의 위치와 유무를 판단한다.
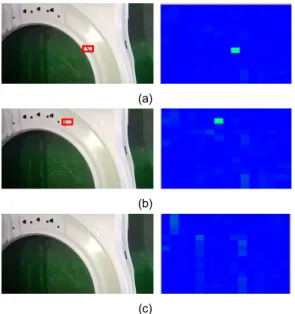
윈도우 크기의 설정은 결함의 크기가 가장 큰 Fig. 11과 가장 작은 Fig. 12 이미지를 사용하여 윈도우의 크기에 따른(8.5 × 4.5, 5.7 × 3, 4.3 × 2.3 cm) 결함이미지의 이미지 크기 맵핑 결과를 기준으로 판단하였다.
Fig. 10, 11의 기저이미지를 이용한 이미지처리 는 각 윈도우 크기(8.5×4.5, 5.7×3 4.3×2.3 cm)에 따라 이미지 처리 시간이 4초, 6초, 7초로 빠르게 처리가 가능함을 확인하였다. Fig. 11처럼 결함이 큰 경우 윈도우 크기가 다소 크더라도 결함의 위 치의 진폭이 크게 나타났지만 Fig. 12처럼 작은
결함에서는 윈도우 크기가 클 경우 결함영역이 아닌 영역에서 결함영역처럼 높은 진폭이 나타났 다. 하지만 결함의 크기와 윈도우의 크기가 약 20배의 영역에서는 결함영역이 가장 높은 진폭 값을 가졌으며 매핑 이미지를 통해 윈도우 크기 가 작아질수록 노이즈(조명, 그림자, 얼룩 등)의 영향이 작아짐을 확인하였다.
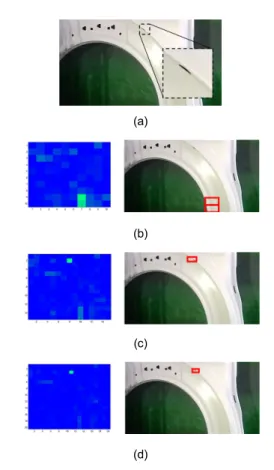
Fig. 11, 12의 결과를 바탕으로 5.7 × 3 cm의 윈 도우 크기를 결함검출기준 윈도우 크기로 설정하 여 검출을 진행하였다. 이 윈도우 크기에서 검출 의 기준이 되는 임계값은 결함이 없는 이미지끼 리의 최대 크기 값을 기준으로 결함 검출을 진행 하였다. 그 결과 Fig. 13 (a)와 (b)처럼 결함 위치 에서 임계값보다 높게 나타나 결함검출이 가능함 을 확인하였으며, 결함이 없는 이미지에는 Fig.
13(c)와 같이 임계값보다 낮게 나타나 false- positive-error가 발생하지 않음을 확인할 수 있었다.
(a) (a)
(b) (b)
(c) (c)
(d) (d)
Fig. 11 1 x 7 cm damaged image (a) crack image (b) result image of 8.5 × 4.5 window (c) result image of 5.7 × 3 window (d) result image of 4.3 × 2.3 window
Fig. 12 0.2 x 2cm damaged image (a) crack image (b) result image of 8.5 × 4.5 window (c) result image of 5.7 × 3 window (d) result image of 4.3 × 2.3 window
4. 결 론
본 연구에서는 고속. 자동화된 프레스 라인에 서 패널 생산품의 결함 탐지를 위해 이미지 처리 기법을 개발하였다. 먼저 촬영된 이미지에 노이 즈 필터링 및 Sobel기법을 사용하여 외곽선 이미 지를 생성한 후 이미지 크기 맵핑을 실시한다.
그리고 기저이미지의 맵핑 이미지와 탐지 대상 이미지의 맵핑 이미지의 차이를 통해 결함 발생 여부 및 위치를 탐지한다. 기법 개발 이후, 검증 을 위해 실제 프레스 라인에 개발된 기법을 적용 하였다. 추후 과제로는 정확한 결함판단기준을 위하여 통계적인 기법으로 최적 윈도우 크기와 판별기준이 되는 이미지 크기 맵의 임계값 설정 에 대한 연구가 필요하다. 또한 촬영된 프레스 공정에서의 이미지는 이미지 사이에 큰 차이를 갖고 있지 않으며(반경 4 pixel) 프레스 공정에서의 위치 정렬의 불일치가 보다 커질 경우 이를 보정 할 수 있는 재배열 기술의 적용 또한 필요하다.
후 기
본 연구는 중소기업청에서 지원하는 2016년도 산학연협력 기술개발사업(No. C0396927)의 연구 수행으로 인한 결과물임을 밝힙니다.
part quality flaws," FMA-the Fabricators &
Manufacturers Association, (October 9, 2007) [3] H. Du and B. E. Klamecki, "Force sensors
embedded in surfaces for manufacturing and other tribological process monitoring," Journal of Manufacturing Science and Engineering, Vol. 121, Issue 4, pp. 739-748 (1999)
[4] N. Mahayotsanun, J. Cao, M. Peshkin, S. Sah, R. Gao and C. T. Wang, "Intergrated sensing system for stamping monitoring control,"
Sensors, IEEE 2007 Conference, Vol. 5, pp 1376-1379 (2007)
[5] S. Chambon and J. M. Moliard, "Automatic road pavement assessment with image processing review and comparison," International Journal of Geophysics, Vol. 2011, pp. 1-20 (2011) [6] H. Oliveira and P. L. Correia. "Automatic
road crack detection and characterization,"
IEEE Transactions on Intelligent Transportation Systems, Vol. 14, Issue 1, pp. 155-168 (2013) [7] F. Bonnin-Pascual and A. Ortiz, "Corrosion
detection for automated visual inspection,"
Developments in Corrosion Protection, pp.
619-632 (2014)
[8] A. P. S. Chauhan and S. C. Bhardwaj,
"Detection of bare PCB defects by image subtraction method using machine vision,"
Proceedings of the World Congress on Engineering, Vol. 2, pp. 6-8 (2011)
[9] Y. S. Yang, C. L. Wu and T. T. Hsu, "Thin shear crack observation of a cylinder structure test using image analysis," Instrumentation and Measurement Technology Conference Proceedings (I2MTC), 2016 IEEE International, pp. 1-4 (2016)
[10] T. Amano, "Correlation based image defect detection," Proceedings of the 18th International (b)
(c)
Fig. 13 Crack detection result (a) 0.5 × 4 cm crack image (b) 0.5 × 3 cm crack image (c) without crack image
Conference on Pattern Recognition, Vol. 1, pp. 163-166, (2006)
[11] Y. S. Yang, C. M. Yang and C. W. Huang,
"Thin crack observation in a reinforced concrete bridge," Advances in Engineering Software, Vol. 83, pp. 99-108 (2015)
[12] C. H. Kim, S. H. Choi, W. J. Joo and G.
B. Kim, "Classification of surface defect on steel strip by KNN classifier", Advances in Engineering Software, Vol. 83, pp. 99-108 (2015)
[13] X. Peng, Y. Chen, J. Xie, H. Liu and C.
Gu, "An intelligent online presswork defect detection method and system," Information Technology and Computer Science (ITCS),
2010 Second International Conference on IEEE, pp. 148-161 (2010)
[14] S. O. Kim, H. S. Jeon, K. S. Son, G. S.
Chae and J. W. Park "Steam leak detection method in a pipeline using histogram analysis,"
Journal of the Korean Society for Nondestructive Testing, Vol. 35, No. 5, pp. 307-313, (2015) [15] R. Maini and H. Aggarwal, "Study and
comparison of various image edge detection techniques," International Journal of Image Processing (IJIP), Vol. 3, Issue 1, pp. 1-11 (2009)
[16] M. Wakin "Standard Test Images"
<http://www.ece.rice.edu/~wakin/images/> (13 Mar. 2003)
![Fig. 2 Lena image[16] (a) noise image (b) filtered image](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4743508.514197/3.807.91.386.103.300/fig-lena-image-a-noise-image-filtered-image.webp)