PWSCC and System Engineering Development of Internal Inspection and Maintenance Methodology for RCS
15
0
0
전체 글
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(12)
(13)
(14)
(15)
수치

![Figure 11 - shows the typical inlay con- con-figuration requirements (ASME Code Case N-766) - Mitigation activity [10].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4816586.523725/8.892.489.746.149.412/figure-shows-typical-inlay-figuration-requirements-mitigation-activity.webp)
![Figure 15 is an example of the PWSCC growth depending on the hydrogen content at 325°C for Alloy 600 [14].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4816586.523725/9.892.112.428.149.365/figure-example-pwscc-growth-depending-hydrogen-content-alloy.webp)
+3
관련 문서
The change in the internal energy of a closed thermodynamic system is equal to the sum em is equal to the sum of the amount of heat energy supplied to the system and the work.
The basic mechanism for this increased flow resistance is thought to be that the external field induces electric po- larisation within each particle relative to the carrier
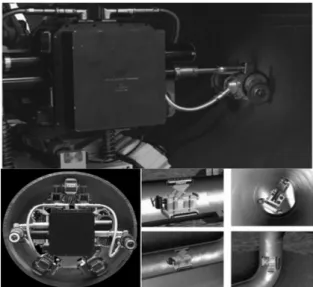
Vision System Applications pipe inspection method is simpler than the existing pipe innovative technology more affordable health inspection techniques, can be
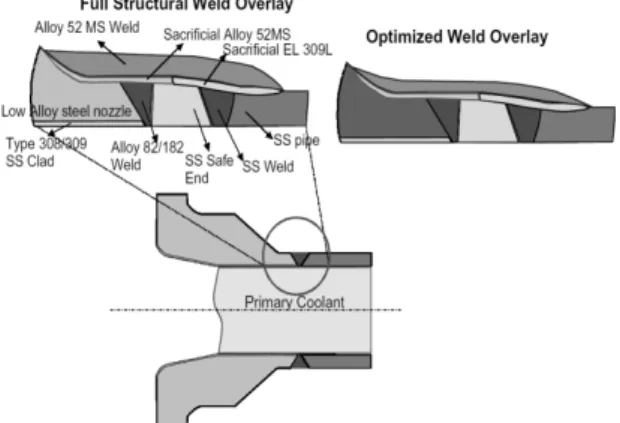
가동 중 원전 압력용기의 관통관 및 노즐배관의 인코넬 600으로 구성된 이종재료 용접부의 경우 PWSCC 손상을 방지하기 위하여 오버레이 다층 용접과정을 통해
Introduction to shape memory effect and shape memory alloy Introduction to electro-active polymer4. Application examples of smart
There are clearly stronger materials, which is understandable given that CrMnFeCoNi is a single-phase material, but the toughness of this high-entropy alloy exceeds that
□ The least-upper-bound property (sometimes called completeness or supremum property) is a fundamental property of the real number system. The least-upper-bound
□ The least-upper-bound property (sometimes called completeness or supremum property) is a fundamental property of the real number system. The least-upper-bound
