ISSN 1225-7842 / eISSN 2287-402X http://dx.doi.org/10.7779/JKSNT.2015.35.1.61
서 론 1.
최근 국내 원전 Alloy 600HTMA 전열관 재질
증기발생기 관 지지판 부위 외면 축균열 결함의 증가로 인하여 설계수명 이전에 증기발생기가 교 체되었거나 교체 예정이다 외면 축균열은 한국.
증기발생기 전열관 외면 축균열 건전성 평가를 위한 비파괴검사 크기 측정 평가
Evaluation of Nondestructive Evaluation Size Measurement for Integrity Assessment of Axial Outside Diameter Stress
Corrosion Cracking in Steam Generator Tubes
주경문* , 홍준희**
Kyung-Mun Joo* and Jun-Hee Hong**
초 록 최근 국내 증기발생기 Alloy 600HTMA 전열관의 관 지지판 부위 외면 축균열 결함의 생성이 지속적 으로 증가하고 있다 이로 인하여 증기발생기가 설계수명 이전에 조기 교체되었으며 또는 교체 예정이다. . 전열관 외면 축균열은 건전성 관리에 가장 위협이 되는 요소이므로 정밀한 건전성 평가가 요구된다 와전류. 검사(ECT, eddy currunt testing)는 주기적으로 수행되어 지며 이 결과는 건전성 평가 입력 자료로 활용된다.
검사시스템의 신뢰성은 검사기술과 평가자 기량에 의존하며 시스템 성능을 보여주는 지수는 열화
ECT , NDE
탐지와 크기 측정 오차이다 본 연구에서는 국내 평가자 성능이 반영된 크기 측정 오차와 그리고 최적의 균. 열 크기 측정 방법을 제시하였다 실험은 국내 각기 다른 개 회사에서. 5 10명의 평가자가 참여한 다자간 비교 시험의 결과를 사용하여 이루어졌다 실험 결과 분석은 파괴검사 결과값과 비파괴검사로 측정된 값의 상관관. 계를 회귀분석을 통하여 이루어졌다.
주요용어: 외면 축균열 건전성 평가 와전류 검사 검사체계 성능 검사기술, , , , , ECT 크기 측정 오차
Abstract Recently, the initiation of outside diameter stress corrosion cracking (ODSCC) at the tube support plate region of domestic steam generators (SG) with Alloy600 HTMA tubes has been increasing. As a result, SGs with Alloy600 HTMA tubes must be replaced early or are scheduled to be replaced prior to their designed lifetime.
ODSCC is one of the biggest threats to the integrity of SG tubes. Therefore, the accurate evaluation of tube integrity to determine ODSCC is needed. Eddy current testing (ECT) is conducted periodically, and its results could be input as parameters for evaluating the integrity of SG tubes. The reliability of an ECT inspection system depends on the performance of the inspection technique and abilty of the analyst. The detection probability and ECT sizing error of degradation are considered to be the performance indices of a nondestructive evaluation (NDE) system. This paper introduces an optimized evaluation method for ECT, as well as the sizing error, including the analyst performance. This study was based on the results of a round robin program in which 10 inspection analysts from 5 different companies participated. The analysis of ECT sizing results was performed using a linear regression model relating the true defect size data to the measured ECT size data.
Keywords: Outside Diameter Stress Corrosion Cracking (ODSCC), Intergrity Evaluation, Eddy Current Testing (ECT), NDE System Performance, Inspection Technique, ECT Sizing Error
한국수력원자력 주 중앙연구 [Received: January 12, 2015, Revised: January 27, 2015, Accepted: February 2, 2015] * ( )
원, **충남대학교 공과대학 기계공학과 Corresponding Author: Korea Hydro & Nuclear Power Company Ltd., Central Research Institute, Daejeon, 305-343, Korea (E-mail: [email protected])
2015, Korean Society for Nondestructive Testing
형 증기발생기 건전성 관리의 핵심 요소이다 증. 기발생기 전열관의 건전성 평가는 3단계로 이루 어진다 첫 단계는 열화평가이며 이것은 가동중. , 검사 수행전에 현존 잔존 열화기구 탐지와 크기, 측정 기술을 적절하게 선택하는 절차이다.
두 번째는 상태 평가이며, ECT 검사 결과를 토대로 NDE 불확실도, 파열압력 관계, 그리고 재료 성질을 고려하여 지난 주기 동안에 성능기 준을 만족하였는가를 평가하는 단계이다 마지막. 세 번째 단계는 운전 평가이며 다음 주기까지, 성능기준을 만족할 것인가를 열화성장과 관련된 불확실도를 추가하여 평가한다[1-3].
증기발생기 3단계 건전성 평가의 기초데이터로 활용되어지는 ECT 결과는 성능의 신뢰성이 무엇 보다 중요하다. ECT 검사체계의 성능은 열화기 구에 대한 결함탐지확률(POD)과 크기 측정 오차 로 정량화한다 검사의 불확실성은 (sizing error) .
검사기술 불확실성과 평가자 불확실성으로 구분 된다[1]. 검사기술 불확실성은 열화의 실제 크기 와 비파괴검사로 측정된 크기의 통계적인 상관관 계 회귀선 데이터로서 정의할 수 있다.
국내 증기발생기 검사기술은 EPRI 검사기술서 를 준용하여 사용하고 있다[1]. 본서에서는 평가 자 오차가 반영되어 있지 않아 검사기술의 표준 오차에 1.12를 곱하여 사용하고 있다[3]. 본 연구 에서는 국내 평가자 오차가 반영된 크기 측정 오 차 및 최적의 결함 크기 측정 방법을 제시하기 위하여 22개 외면 축균열 데이터를 대상으로 국 내 평가자 10명이 참여한 다자간 비교시험을 하 였다. 22개 데이터는 인출 전열관으로부터 얻은 파괴검사 결과값을 가지고 있다[4]. 분석은 실제 크기와 ECT 검사로 측정된 크기의 통계적인 상 관관계 회귀분석을 통하여 이루어졌다.
이론적 고찰 2.
균열 크기 측정에서 오차가 발생할 수 있 ECT
는데 이는 비파괴검사 기술의 불확실성과 비파, 괴검사자의 불확실성으로 구분할 수 있다[3]. 열 화 크기 측정에 대한 성능은 불확실성을 고려하 여 비파괴검사(NDE) 시스템 전체에 대하여 검증 되어야 한다 비파괴검사 크기 측정의 불확실성. 은 비파괴검사를 통해 측정된 열화의 크기와 실 제 열화의 크기를 비교하여 정량화할 수 있다.
이 때 크기 측정의 불확실성은 표준 선형회귀분 석 방법을 이용하여 구한다[3,5].
크기 측정의 불확실성을 수립하는 첫 번째 단 계는 Fig. 1과 같이 NDE를 통해 측정된 값과 실 제 구조변수(S)와의 관계를 식(1)과 같이 수립하 는 것이다. Fig 1에 나타낸 바와 같이 =14.15 가 NDE 크기 측정 오차이다.
(1) 여기서 , 는 회귀선의 RMS(root mean square) 오차가 최소인 상수이다[3,4].
데이터와 파괴분석 데이터 사이에 일관성 ECT
있는 관계는 결정계수(coefficient of determination,
)로 평가될 수 있다 결정계수는 식. (3)에 의해 구할 수 있다.
(3)
SSR = sum of squares due to regression (explained sum of squares)
SST = sum of squares of error (total sum of squares)
= the number of data points
선형회귀분석의 표준오차 은 식 (4)에 의 해 구할 수 있다.
(4)
= the number of independent variable
Fig. 1 Regression curve of NDE measurement uncertainty
선형회귀분석에서 선형회귀선 세로축의 절편과 기울기, 결정계수가 활용된다 비파괴검사 결. 과와 파괴검사 결과가 잘 일치하면 절편은, 0에 가깝고 기울기는 1에 가깝고 는 1에 근접한 다. 회귀분선곡선 1:1(Y=X)선 아래의 데이터는 평가 결과가 실제 균열 크기보다 과대평가 ECT
되었음을 의미하고 반대로, 1:1선 위의 데이터는 결과가 실제 균열 크기보다 과소평가되었음 ECT
을 의미한다.
실험장치 및 방법 3.
실험데이터 및 크기 측정 방법 3.1.
실험데이터는 국내 인출 전열관 해외 인출 전, 열관 및 인공제조 균열에 대한 ECT MRPC 결과 개로 구성되었다 실험에 사용된 검사기술은
22 .
국내 증기발생기 전열관 외면 축균열 크기 측정 에 적용되고 있는 진폭 측정 방법인CEOG 1151
와 위상각 측정 방법인 의 두
[6] EPRI I28432[7]
가지 검사기술을 바탕으로 6종류를 사용하였다. 은 크기 측정 기술 가지를 보여주고 있
Table 1 6
다 다자간 평가에 참여한. 10명의 평가자는 ET 이상 및 자격을 보유한 평가자로 level Ⅱ QDA
구성되었다.
크기측정방법 3.1.1. CEOG-1151
가. 400-100kHz 혼합주파수 채널은 P10, 300- 100kHz 혼합주파수 채널은 P11으로 생성한다. 나. Raw 주파수 300kHz Ch 5, P10, P11 을 이용
표준시험편의 OD axial EDM notch 100%,
인공결함에 대한 진폭교정 60%, 40% 3 point
곡선을 작성한다.
방법 3.1.2. EPRI ETSS I28432
가. 400-100kHz 혼합주파수 채널은 P15, 300- 100kHz 혼합 주파수 채널은P16으로 생성한다. 나. Raw 주파수 300kHz P14, P15, P16을 이용
표준시험편의 OD axial EDM notch 100%,
인공결함에 대한 위상각
60%, 40% 3 point 교정곡선을 작성한다.
Table 1 Six techniques for sizing measurement of ODSCC
amplitude measurement CEOG-1151
phase angle measurement EPRI I28432 1. raw channel (Ch5)
2. mixing channel (P10) 3. mixing channel (P11)
4. raw channel (P14) 5. mixing channel (P15) 6. mixing channel (P16)
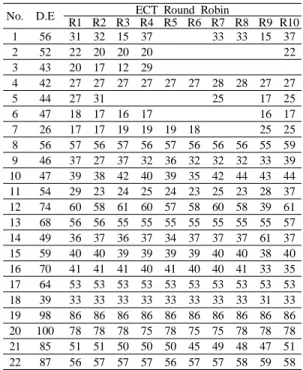
Table 2 Template of maximum depth measured with CEOG raw channel
No. D.E ECT Round Robin
R1 R2 R3 R4 R5 R6 R7 R8 R9 R10
1 56 31 32 15 37 33 33 15 37
2 52 22 20 20 20 22
3 43 20 17 12 29
4 42 27 27 27 27 27 27 28 28 27 27
5 44 27 31 25 17 25
6 47 18 17 16 17 16 17
7 26 17 17 19 19 19 18 25 25
8 56 57 56 57 56 57 56 56 56 55 59 9 46 37 27 37 32 36 32 32 32 33 39 10 47 39 38 42 40 39 35 42 44 43 44 11 54 29 23 24 25 24 23 25 23 28 37 12 74 60 58 61 60 57 58 60 58 39 61 13 68 56 56 55 55 55 55 55 55 55 57 14 49 36 37 36 37 34 37 37 37 61 37 15 59 40 40 39 39 39 39 40 40 38 40 16 70 41 41 41 40 41 40 40 41 33 35 17 64 53 53 53 53 53 53 53 53 53 53 18 39 33 33 33 33 33 33 33 33 31 33 19 98 86 86 86 86 86 86 86 86 86 86 20 100 78 78 78 75 78 75 75 78 78 78 21 85 51 51 50 50 50 45 49 48 47 51 22 87 56 57 57 57 56 57 57 58 59 58
결과의 기록 3.1.3.
균열신호 시작점에서부터 끝나는 지점까 ECT
지 각각 측정하여 기록한다 다만. 균열신호 시 작과 끝 신호 위치에서의 1 펼스 뒤 신호 위치에 서 0.00V, 0°, 0%로 각각 기록한다.
실험 결과 4.
명의 평가자는 개 외면 축균열
10 ECT 22
데이터를 크기 측정 평가 방법에 따라 균 MRPC
열의 최대 깊이와 전체 길이를 각각 측정하였다.
측정 결과를 파괴검사 결과와 쉽게 비교 분석하 기 위하여 템플릿을 작성하였다. Table 2는 CEOG 채널 평가 방법으로 균열의 최대 깊이를 측 raw
정한 템플릿을 보여주고 있다.
균열 최대 깊이 4.1.
균열의 최대 깊이를 측정한 6가지 ECT 크기 측정 성능을 검증하기 위하여 회귀분석(regression
을 사용하였다 부터 까지는
analysis) . Fig 2 Fig 7 깊이 측정 대비 파괴분석 결과의 회귀분석 ECT
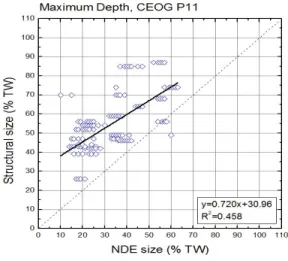
결과이다 진폭 측정 기술을 활용하는. CEOG 방 법 3가지 모두 회귀분석곡선이 1:1(Y=X)선 위에 위치하고 있어 실제 균열의 크기보다 과소평가, 됨을 알 수 있다 위상각 측정 기술을 활용하는. 방법은 회귀분석곡선이 대략 균열 깊이 EPRI
근처에서 선 기준으로 위 아래로 변
60% 1:1(Y=X) ·
함을 알 수 있다 이것은 균열 깊이. 60% 미만의 크기 측정시 ECT 결과가 파괴결과보다 과소평가 되고 균열 깊이, 60% 이상이 되는 크기 측정시는
평가가 실제 크기보다 과대평가됨을
ECT 말한다.
Fig. 2 The result of maximum depth when is measured with CEOG Raw channel
Fig. 3 The result of maximum depth when is measured with CEOG P10 channel
Fig. 4 The result of maximum depth when is measured with CEOG P11 channl
Fig. 5 The result of maximum depth when is measured with EPRI raw channel
Fig. 6 The result of maximum depth when is measuredwith EPRI P15 channel
은 각 검사 기술별 최대 깊이의 회귀분 Table 3
석 결과를 보여주고 있다 외면 축균열 최대깊이. 측정을 위한 6가지 검사 기술중 결정계수()가 가장 높고 표준오차가 가장 작은, EPRI raw 방법 의 성능이 가장 우수함을 알 수 있다 이때. NDE 크기 측정 오차( )는 10.00이다.
방법과 방법 모두 채널의 선
CEOG EPRI , raw
형회귀선의 기울기가 mixing 채널의 기울기보다 에 가까움을 알 수 있다 또한
1 . 400-100kHz 혼합
검사주파수가 300-100kHz 혼합 검사주파수보다 절편이 작고 결정계수가 높음을 알 수 있다.
균열 전체 길이 4.2.
개의 검사 기술로 측정한 축균열의 전체 6 ECT
길이와 파괴검사 결과를 비교하여 각 검사 기술 의 성능을 검증하였다 최대 깊이 측정과 동일하. 게 회귀분석방법을 사용하여 비파괴검사 결과와 파괴검사 사이의 상관관계를 분석하였다. 그림
부터 까지는 측정 대비 파괴분
Fig. 8 Fig. 13 ECT 석 결과의 회귀분석도이다.
Fig. 7 The result of maximum depth when is measured with EPRI P16 channel
Table 3 The results of regression analysis about maximum depth of sizing methods respectively Method Ch Intercept Slope R2 Sy,x
CEOG
Raw 22.14 0.898 0.712 10.43 P10 29.22 0.762 0.474 11.04 P11 30.96 0.720 0.458 11.22
EPRI
Raw 15.04 0.761 0.736 10.00 P15 30.57 0.541 0.547 10.23 P16 32.63 0.500 0.541 10.30
Fig. 8 The result of total length when is measured with CEOG raw channel
Fig. 9 The result of total length when is measured with CEOG P10 channel
Fig. 10 The result of total length when is measured with CEOG P11 channel
Table 4 The results of regression analysis about total length of sizing methods respectively
Method Ch Intercept Slope R2 Sy,x
CEOG
Raw 4.75 0.848 0.668 5.36 P10 3.08 0.962 0.715 5.08 P11 2.88 0.931 0.692 5.30
EPRI
Raw 3.95 0.861 0.721 4.98 P15 1.98 0.995 0.762 4.65 P16 1.68 0.964 0.733 4.94
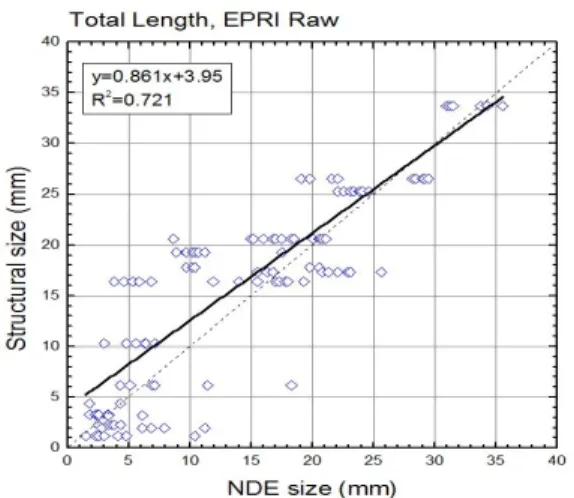
가지 검사 기술 모두 균열 전체 길이 측정에 대 6
해서 우수한 결과를 보여주며 각 검사 기술에, 따라서 편차가 크지 않음을 알 수 있다. 1:1선 에 선형회귀선이 근접하여 있으며 선형회귀 (y=x)
선과 1:1선의 차이는 균열 길이 5mm 이하이다. 는 각 검사 기술별 전체 길이의 회귀분석 Table 4
결과를 보여주고 있다. 결정계수(R2)의 범위도 이고 표준오차
0.66∼0.76 ()의 범위는 4.6~5.4이 다 외면 축균열 전체 길이 측정을 위한. 6가지
검사 기술중에서는 결정계수
ECT ()가 가장 크
며 표준오차, ()가 가장 작은 EPRI P15 (400- 00kHz) 혼합 검사주파수 성능이 가장 우수함을 알 수 있다 이때의 표준 오차. ( )는 4.65이다.
결 론 5.
본 연구에서는 최적의 ECT 측정 방법 제시와 평가자 성능이 포함된 크기 측정 오차를 구하기 위하여, 10명의 평가자가 2차측 축균열 22개 데 이터를 대상으로 6가지 ECT 크기 측정 방법으로 측정하였으며 균열의 최대 깊이와 전체 길이로, 구한 ECT 결과와 파괴검사 결과를 회귀분석을 이용하여 분석하였다.
첫째 균열 깊이 측정의 최적의 크기 측정 기술, 은 선형회귀선이 1:1(Y=X)선과 근접성이 가장 높 고 결정계수, ()가 가장 높은 EPRI raw 방법이며 이때의 NDE 크기 측정 오차 ( )는 10.43이다.
둘째 균열 길이 측정은, 6가지 평가방법에 따 라 크기 오차가 크지 않음을 알 수 있다 균열. 길이에 대한 최적 크기 측정 기술은 EPRI P15 이며 이때의 크기 측정 오차 (400-100kHz) , NDE
( )는 4.65이다. Fig. 11 The result of total length when is measured
with EPRI raw channel
Fig. 12 The result of total length when is measured with EPRI P15 channel
Fig. 13 The result of total length when is measured with EPRI P16 channel
참고문헌
[1] KHNP, Integrated Guidelines of Steam Gener- ator Management Program Rev. 3, (2014) [2] EPRI 1013706, Pressurized Water Reactor
Steam Generator Examination Guidelines Rev.
7, (2007)
[3] EPRI 1019038, Steam Generator Integrity Assessment Guidelines Rev. 3 (2009)
[4] KEARI. Destructive Examination and Analysis
of Steam Generator Tubes Pulled from Uljin Unit 4, (2013)
[5] EPRI 1014567, Tools for Integrity Assessment Project Technical Report Final Report (2006) [6] CEOG Task No. 1151, "Plus-Point Coil Sizing
Study for Axial Crack Profiling" Report No.
00-TR-FWS-023, Westinghouse CENP (2000) [7] EPRI Examination Technique Specification
Sheet Appendix I ETSS # I28432, Rev 2 (2011)