특 집
Effect of Coupling Agent and Fiber Loading on Mechanical Behavior of Chopped Jute Fiber Reinforced Polypropylene Composites
S. M. Rasel, G. B. Nam, J. M. Byeon B. S. Kim*, and J. I. Song†
Department of Mechanical Engineering, Changwon National University, Changwon, 641-773, Korea
*Composite Materials Group, Korea Institute of Materials Science (KIMS), Changwon 641-831, Korea (Received July 21, 2011, Revised August 4, 2011, Accepted August 11, 2011)
황마 단섬유 강화 폴리프로필렌 복합재료의 기계적 거동에 미치는 결합제 및 섬유 Loading의 영향
세이크 라셀 ․ 남기법 ․ 변정명 ․ 김병선*․ 송정일† 창원대학교 기계공학과
*재료연구소(KIMS) 복합재료연구그룹
접수일(2011년 7월 21일), 수정일(2011년 8월 4일), 게재확정일(2011년 8월 11일)
ABSTRACT:In this study, Jute fibers reinforced polypropylene (JFRP) composites were manufactured by injection molding technique. In order to improve the affinity and adhesion between fibers and thermoplastic matrices during manufacturing, Maleic anhydride (MA) as a coupling agent have been employed. Untreated and treated surfaces of jute fibers were charac- terized using SEM and Fourier transform infrared (FTIR). Physical properties like water absorption rate were studied. Tensile and flexural tests were carried out to evaluate the composite mechanical properties. Tensile test and bending test indicated that JFRP composites show higher strength and modulus than pure PP. In addition, strength and modulus were found to be influenced by the variation of MAPP content (1%, 2%, and 3%). Tensile fracture surfaces were examined using scanning electron microscope. It ensures better interfacial adhesion between fibers and matrix by increasing the percentage of MAPP.
요 약:본 연구에서는 황마/폴리프로필렌 강화 섬유 복합재료를 사출성형 방법으로 제조하였으며, 섬유와 열가소성 기지재의 친화력과 접착력을 향상시키기 위해 말레산 무수물(Maleic anhydride, MA)을 결합제로 사용하였다. 천연 섬유인 황마의 표면처리 관찰을 위해서 주사전자현미경(SEM)과 적외선분광기(FTIR)를 사용하였고, 인장 및 굽힘 특성을 확인하기 위하여 기계적 특성 시험을 수행하였으며, 수분흡수율도 측정하여 비교하였다. 인장 및 굽힘 시험 결과 황마 복합재료(JFRP)는 기지재로 사용된 폴리프로필렌(PP)보다 높은 강도와 탄성계수를 나타내었고, 황마 복합재료의 강도 및 탄성계수는 결합제의 비율을 1~3%까지 증가시킴에 따라 높은 결과를 보였다. 이는 결합제의 비율을 증가시킬수록 섬유와 기지재 사이의 계면접착력을 향상시킬 수 있음을 의미한다.
Keywords:jute fibers, polypropylene, maleic anhydride, interfacial bonding, mechanical properties
†Corresponding Author. E-mail: [email protected]
Ⅰ . Introduction
In the recent years, considerable research and development have been made on natural fibers as reinforcement in thermo- plastic resinous matrix.1-5 These reinforced plastics serve as an inexpensive, biodegradable, renewable, and nontoxic alter- native to conventional fiber reinforced composites. The various advantages of natural fibers over man-made fibers are low- cost, low density, competitive specific mechanical properties,
reduced energy consumption, and biodegradability. Natural fi- bers are usually made of cellulose, hemicelluloses, lignin and pectin with a small quantity of water soluble materials.
However, the primary disadvantages are (a) poor interfacial adhesion and dispersion in olefinic thermoplastic matrix mate- rials due to hydrophilic character of cellulose.6-8 (b) high mois- ture absorption leading to dimensional instability, and (c) low permissible temperatures of processing and use due to their limited thermal stability. Additionally, most natural fibers have low degradation temperatures (~200 ℃), which make them in- compatible with thermosets that have high curing temperatures.
The hydrophilic groups present in unmodified cellulose are
detrimental to the performance of the cellulose based compo- sites if the fibers are exposed to the outside atmosphere. Water, in liquid or vapor form, can diffuse into the composite, and the properties (including dimensional stability) are hampered due to hydration.9
Large amount of research have been conducted over the last decades to optimize the interfacial adhesion between cellu- lose-based fillers and thermoplastics.10-12 There are various methods available to modify the natural fiber surface: the graft copolymerization of monomers onto the fiber surface, the use of maleic anhydride copolymers, alkyl succinic anhydride, stearic acid, etc.13-16 It has also been reported that the use of coupling agents such as alkali, silanes, plasma, zirconates, tri- azine compounds, etc. also improve fiber-matrix adhesion.
Surface modification of cellulose fibers with polypropylene- maleic anhydride copolymer resulted in improved mechanical properties of the cellulose-polypropylene composites as shown by Felix and Gatenholm.17 Scanning electron microscopy (SEM) studies revealed improved dispersion and adhesion when the fibers were surface modified. Similar studies were reported by Karmaker and Youngquist for jute fiber reinforced polypropylene composites,18 and by Chen et al. for bamboo fiber reinforced polypropylene composites.19 Both of these studies used maleic anhydride-grafted polypropylene as cou- pling agent.
Generally short- fiber reinforced thermoplastic composites are produced by injection molding and extrusion of fiber-poly- mer blends. The mechanical properties of the composites de- pend on various factors such as aspect ratio and orientation of the fibers, fiber-matrix interfacial bonding and processing conditions. However, according to the references cited in this paper, very few reports paid attention to short jute fiber re- inforced composites. Thus, the present study focuses on the investigation of the effect of MAPP and jute fiber content on the mechanical behavior of short jute fiber reinforced PP composites. The composite was manufactured by injection molding technique. The fiber surfaces were modified by NaOH for better adhesion.
Ⅱ . Experimental
1. Materials
Jute fibers imported from Philippine were used as reinforce- ment in this study whereas polypropylene (PP) supplied by Honam Petrochemical Corp. (Korea) was used as matrix. The specific weight, the melting point, and the molecular weight of PP were 0.95 g/cm3, 170 ℃, and 10,000 g/mol, respectively.
The coupling agent was Maleic anhydride grafted poly- propylene (MAPP) (Eastman, USA), which had an average molecular weight of 40,000 g/mol and 6 wt% maleic anhydride.
2. Alkali treatment
In this process untreated jute fibers were dipped in 2% wt of NaOH solutions at ambient temperature (22 ℃) over 24 h duration maintaining fiber to alkali volume ratio of 1:50.
Commercially available sodium hydroxide (NaOH) pellets of 98% purity from Kudko Co. (Korea) were used in alkali treat- ment of jute fibers. After treatment, fibers were washed with rinsing tap water and finally thoroughly washed with running distilled water for several times, and after every wash the pH level was measured. The pH level 7 was maintained in the fiber solution. Finally, fibers were dried at 80 ℃ for 24 h.
3. Composite Fabrication
Treated jute fibers were chopped into short length of about 2-3 mm to ensure an easy blending. The chopped jute fibers and PP were then compounded with the coupling agent by a kitchen blender. The mixed blends were molded in twin- screw extruder (PRIM TSC 16TC, Thermo Electron Corp.) to form pellets of diameter 2 mm by using the melt mixing process. The temperatures of five extruder sections from first heating zone to the die were set as 180, 200, 210, 200, and 180 ℃, respectively. The hopper rate, the screw speed, and the speed of roll were adequately adjusted for this process.
For proper and uniform mixing between reinforcement and matrix the cycle was repeated three times. The whole process was carried out in dry condition. The dried pellets were used to make the specimens for tensile and flexural test in accord- ance with the ASTM standard using an injection molding equipment.
4. Attenuated total reflectance-Fourier transform infrared analysis (ATR-FTIR)
In order to confirm the changes of functional group under treatment of jute fibers FTIR analysis was conducted. The FTIR was performed using a FTIR Matson Galaxy Series 6300 Spectrometer. The spectrometer was used in the transmission mode with a resolution of 4 cm-1 in the range of 4000-400 cm-1.
5. Mechanical tests
All mechanical tests have been carried out on a computer controlled closed loop servohydraulic machine (RB 301 Unitech M) having a maximum capacity of 10 metric ton.
Tensile tests were performed on dog-bone shape specimen (according to ASTM D 638) having a gauge length of 25 mm at a cross head speed of 2 mm/min. Three point bending tests were adopted according to ASTM D 790. The tensile and
flexural strength, modulus, and percentage of elongation at break were computed from the stress-strain curves. In each case, five specimens were tested and the average value is plotted.
6. Fracture Morphology Analysis
The fracture surfaces of JFRP composites were observed using scanning electron microscopy (SEM), Model JSM 5610 (JEOL, Japan). Prior to the test, the samples were coated with a thin layer of gold to avoid sample charging under the electron beam. The observation was performed in high vacuum mode with secondary electron detector and accelerating voltage be- tween 5 and 10 kV.
7. Water absorption investigation
For the water absorption measurements, first of all, the specimens were weighted in dry condition. Then they were immersed into normal water, after that they were withdrawn from the water, wipe dried to remove the surface moisture.
Then they were weighted again using an
electronic balance to monitor the gain in mass during aging process. The moisture absorbed by each specimen was calcu- lated through Eq. (1).
100
)
(%) = ( − ×
o o t
M M M M
where Mt is the mass of dry specimen and M0 is the mass of wet specimen.
Ⅲ. Results and Discussion
1. ATR-FTIR examination of esterified fibers
FTIR spectra of virgin and alkalized jute are presented in Figure 1. This figure tells us the broad absorbance peak at 3200-3600 cm-1 range is attributed to the O-H stretching of hydrogen bond network, which becomes less intense upon al- kali treatment. Such decrease is due to the breaking of hydro- gen bond between O-H groups of cellulose and hemi-cellulose molecules. The absorbance peaks at 2900 cm-1 represents C-H stretching vibration of methyl and methylene groups in cellu- lose and hemicelluloses which shows the similar pattern as before. A strong and sharp peak at 1740 cm-1 of the parent jute may be attributed to C=O stretching vibration of hemi- celluloses but it shows the removal of hemi-cellulose mole- cules upon treatment. The absorbance bands at 1432 cm-1 and 1376 cm-1 assigned to -CH3 asymmetric and C-H symmetric deformations of lignin are also seen decreasing due to alkali
Figure 1. FTIR spectral pattern of untreated and alkali treated jute fibers.
treatment. The peak at 1250 cm-1 corresponding to C-O stretch- ing in the acetyl groups in hemicelluloses is also demolishing which is an evidence that hemi-cellulose is removed from fiber surfaces by the alkali treatment.
2. SEM examination of esterified fibers
Scanning electron micrographs of untreated and esterified jute fibers are shown in Figure 2. Significant changes in sur- face morphology were observed after alkali treatment. This figure shows that the untreated fibers are covered with a layer, whose composition is mainly waxy substances. It can be seen that the layer is not evenly distributed along the fiber surface, but its thickness varies from point to point. After alkali treat- ment the surface of jute fibers became smoother which is be- cause of removal of waxy substances by hydroxyl groups on the surface.
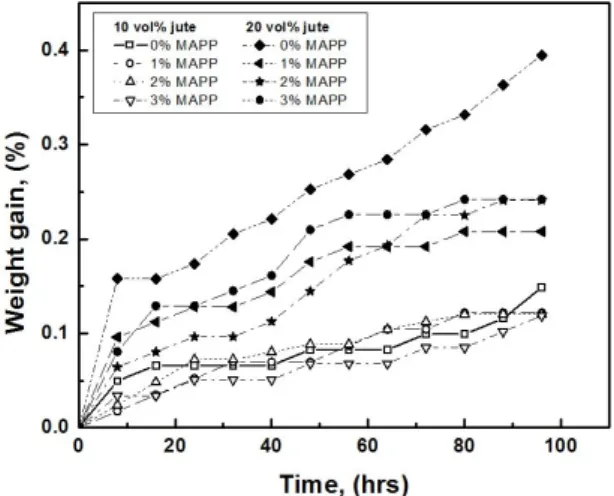
3. Water Absorption
The mechanical and physical properties of composites are significantly affected by the presence of moisture. The water absorption (%) of JFRP composites is presented in Figure 3.
This graph tells us that absorbed water contents increased with increasing immersion time and this rate is higher in 20 vol%
of JFRP composites. The moisture absorption rate of compo- sites with coupling agent (MAPP) in the first 15 h was very high and up to 60 h the rate was moderate followed by a steady state condition whereas absorption rate was fast in case of virgin coupling agent composites over time. However, with- out coupling agent (MAPP) the absorption rate of water is high in both the composites (10 vol% and 20 vol% jute). This might be due to the presence of the hydrophilic -OH groups in jute fibers that react with the acid anhydride group present
(A)
(B)
Figure 2. SEM photographs of (A) untreated and (B) alkali treated jute fibers.
Figure 3. Water gained as a function of time of JFRP com- posites.
in MAPP to form ester linkages. This reduces the water absorb- ing capacity in the JFRP composites.
4. Mechanical Properties
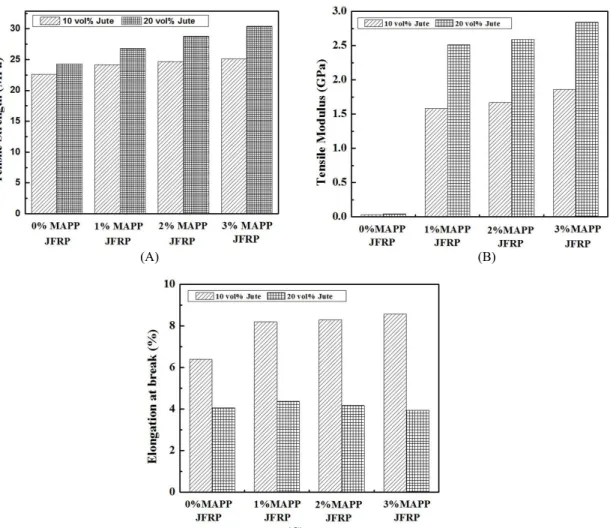
Figure 4a shows the effect of jute fibers and coupling agent
on the tensile properties of JFRP composites. In the case of 10 vol. % composites, the tensile strength increased from 22.6 MPa to 24.19 MPa, 24.68 MPa, and 25.11 MPa by adding MAPP of 1 wt%, 2 wt%, and 3 wt%, respectively while the strength improved to 26.8 MPa, 28.81 MPa, and 30.42 MPa from 24.3 MPa in the case of 20 vol. % composites. The im- provement of mechanical properties by adding MAPP was oc- curred through the better bonding between cellulosic fiber sur- faces and PP which was attributed to the esterification of the anhydride groups of MAPP with the hydroxyl groups of cellu- losic fibers. On the other hand, by loading jute fibers from 10 vol. % to 20 vol. %, the tensile strength was increased to 7.5%, 10.8%, 16.7%, and 21.2% corresponding to 0%, 1%, 2%, and 3% MAPP addition, respectively. The tensile modulus of JFRP composites with various jute fiber concentrations is presented in Figure 4b. The modulus of the composites in- creased dramatically with increasing the coupling agent wt%
as well as the jute content. The addition of 1 wt% MAPP increased the tensile modulus of 10 vol. % of composites from 0.03 GPa to 1.58 GPa followed by a slight improvement by further adding coupling agent. Similar pattern was observed in case of 20 vol. % of JFRP composites. Therefore, it is the evident that the tensile modulus of JFRP composites in- creased by adding coupling agent. The increase in modulus was most likely caused by improved adhesion between jute fibers and PP matrix. Variation of elongation at break of jute fiber composites containing different MAPP contents and fiber loading is shown in Figure 4c. The percentage elongations of break of the jute fibers composites were increased up to 35% with the increase of MAPP content for 10 vol. % jute fiber composites. Unlike the 10 vol. % composites, the compo- sites containing 20 vol. % jute fibers show the reverse trends for the elongation at break. The decreases can be explained by constrained matrix flow in the presence of less extensible fibers and the effects of internal stress concentrations initiated by fiber-induced microcracks.
Flexural strength with different MAPP contents and fiber loading is compared in Figure 5a. The additions of MAPP content provide a significant effect on the flexural strengths of the composites. It is interesting to note that 3 wt% of MAPP in JFRP composites has 31.54 and 35% higher flexural strength compared to coupling agent-free JFRP composites. The im- provement of flexural properties by adding MAPP was oc- curred through a better bonding between cellulosic fiber surfa- ces and PP. Moreover, a bit improvement was observed by loading jute contents in composites. Figure 5b presents the flexural modulus of JFRP composites for both 10 vol. % and 20 vol. % of jute fiber. It is observed that like tensile modulus, flexural modulus also increased remarkably. The highest flexu- ral modulus (40.3GPa and 48.8GPa for 10 and 20 vol. % of jute) was found for 3 wt% of MAPP composites.
(A) (B)
Figure 4. Variations of (A) tensile strength, (B) tensile modulus, and (C) elongation at break of JFRP composites.(C)
(A) (B)
Figure 5. Variations of (A) flexural strength and (B) flexural modulus of JFRP composites.
5. Fracture Surface Morphology
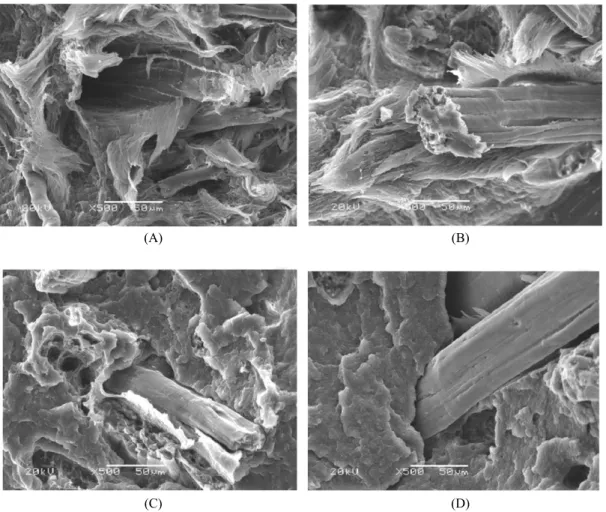
Figure 6 illustrates the SEM observations of fractured sur- face for polypropylene based composites with 10 vol. % of
jute fibers. The SEM micrograph of 0 wt% of MAPP JFRP composite shows the poor adhesion between fibers and matrix, which is evident by the pull out of fibers. This leads to a weak interfacial bond resulting in an inefficient stress transfer
(A) (B)
(C) (D)
Figure 6. SEM micrographs of fractured surface (A) 0% MAPP, (B) 1% MAPP, (C) 2% MAPP, and (B) 3% MAPP of JFRP composites.
between PP matrix and jute fibers. On the other hand, The JFRP composites with coupling agent reveal that the fibers are broken off near the surface and do not leave any voids on the fractured surface. However, less numbers of fibers were pulled out from the matrix surfaces. This observation gives the direct evidence of adhesion between the reinforcement and the matrix.
Ⅳ. Conclusions
In this study, the effect of surface modification of jute fibers by alkali treatment has been investigated and short Jute fiber reinforced polypropylene matrix composites were successfully developed by the injection molding technique. FTIR experi- ments revealed that the alkali treatment removes lignin and hemi-cellulose from the surface of jute fibers and establishes the ester bonds upon cellulose fiber. From fracture surfaces of JFRP composites with coupling agent it is observed that the jute fibers were broken without complete pullout and a thin layer of polymer matrix was covering the fiber surfaces.
MAPP increased the tensile properties of JFRP composites caused by improved adhesion between the reinforcement and the matrix. Similar to tensile properties, improvement in flexu- ral properties were also significant.
Acknowledgements
The authors gratefully acknowledge the support from the Korea Ministry of Knowledge Economy (MKE) as Interna- tional Collaboration Project. The authors also would like to acknowledge the partial support from the Second stage of Brain Korea 21 Project Corps for carrying out this work.
References
1. O. A. Khondker, U. S. Ishiaku, A. Nakai, and H. Hamada,
“A novel process technique for thermoplastic manufacturing of unidirectional composites reinforced with jute yarns”, Composites: Part A, 37, 2274 (2006).
2. M. Abdelmouleh, S. Boufi, M.N. Belgacem, and A. Dufresne,
“Short natural-fibre reinforced polyethylene and natural rub-
ber composites: Effect of silane coupling agents and fibres loading”, Compos. Sci. Technol., 67, 1627 (2007).
3. Q. Wulin, E. Takashi, and H. Takahiro, “Structure and proper- ties of composites of highly crystalline cellulose with poly- propylene: Effects of polypropylene molecular weight”, Euro.
Polym. J., 42, 1059 (2006).
4. K. B. Andrzej and O. Faruk, “Injection moulded microcellular wood fibre-polypropylene composites”, Composites: Part A, 37, 1358 (2006).
5. P. Mariano, C. Donatella, A. Irene, K. Zbigniew, and E.
Poirkowska, “Functionalization compatibilization and proper- ties of polypropylene composites with Hemp fibres”, Compos.
Sci. Technol., 66, 2218 (2006).
6. S.S. Tripathy, L.D. Landro, D. Fontanelli, A. Marcetti, and G. Levita, “Mechanical properties of jute fibers and interface strength with an epoxy resin”, J. Appl. Polym. Sci., 75, 1585 (2000).
7. N.E. Zafeiropoulos, C.A. Baillie, and F.L. Matthews, “A study of transcrystallinity and its effect on the interface in flax fibre reinforced composite material”, Composites Part A: Appl. Sci. Manuf., 32, 525 (2001).
8. A.C. Albuquerque, K. Joseph, L.H. Carvalho, and J.R.M.
Almeida, “Effect of wettability and ageing conditions on the physical and mechanical properties of uniaxially oriented jute-roving-reinforced polyester composites.”, Compos. Sci.
Technol., 60, 833 (2000).
9. N. Reddy and Y. Yang, “Properties of high-quality long natu- ral cellulose fibers from rice straw”, J. Agric. Food Chem., 54, 8077 (2006).
10. C.K. Hong, I. Hwang, N. Kim, D.H. Park, B.S. Hwang, and C. Nah, “Mechanical properties of silanized jute-polypro- pylene composites”, J. Ind. Eng. Chem., 14, 71 (2008).
11. P. Saha, S. Manna, S.R. Chowhury, R. Sen, D. Roy, and B. Adhikari, “Enhancement of tensile strength of lignocellulo- sic jute fibers by alkali-steam treatment”, Bior. Technol., 101, 3182 (2010).
12. V. Tserki, N.E. Zafeiropoulos, F. Simon, and C. Panayiotou,
“A study of the effect of acetylation and propionylation sur- face treatments on natural fibres”, Composites: Part A, 36, 1110 (2005).
13. R.G. Raj, B.V. Kokta, F. Dembele, and B. Sanschagrain,
“Compounding of cellulose fibers with polypropylene: Effect of fiber treatment on dispersion in the polymer matrix”, J.
Appl. Polym. Sci., 38, 1987 (1989).
14. P. Gatenholm, H. Bertilsson, and A. Mathiasson, “The effect of chemical composition of interphase on dispersion of cellu- lose fibers in polymers. I. PVC-coated cellulose in poly- styrene”, J. Appl. Polym. Sci., 49, 197 (1993).
15. K. Oksman, H. Lindberg, and A. Holmgren, “The nature and location of SEBS-MA compatibilizer in polyethylene-wood flour composites”, J. Appl. Polym. Sci., 69, 201 (1998).
16. K. Oksman and H. Lindberg, “Influence of thermoplastics elastomers on adhesion in polyethylene-wood flour compo- sites”, J. Appl. Polym Sci., 68, 1845 (1998).
17. J.M. Felix and P. Gatenholm, “The nature of adhesion in com- posites of modified cellulose fibers and polypropylene”, J.
Appl. Polym. Sci., 42, 609 (1991).
18. A.C. Karmaker and J.A. Youngquist, “Injection Molding of Polypropylene Reinforced with Short Jute Fibers”, J. Appl.
Polym. Sci., 62, 1147 (1996).
19. X. Chen, Q. Guo, and Y. Mi, “Bamboo Fiber-Reinforced Polypropylene Composites: A Study of the Mechanical Pro- perties”, J. Appl. Polym. Sci., 69, 1891 (1998).