1)
1Date Received October 5, 2016, Date Accepted December 9, 2016
2전북대학교 목재응용과학과. Department of Wood Science & Technology, Chonbuk National University, Chonju 54896, Republic of Korea
†교신저자(Corresponding author): 오승원(e-mail: [email protected]) 원저(Original Article)
왕겨숯을 이용하여 제조한 보드의 물성1
황 정 우2⋅오 승 원2,†
Physical and Mechanical Properties of Board Made from Carbonized Rice Husk
1Jung-Woo Hwang2⋅Seung-Won Oh2,†
요 약
본 연구는 쌀의 도정과정에서 발생되는 농업부산물인 왕겨를 탄화시켜 만든 왕겨숯을 톱밥과 혼합하여 밀도별, 수 지첨가율별 및 톱밥첨가율별로 보드를 제조하고 기초물성을 측정하여 보드 재료로서의 이용가능성을 검토하였다. 수 분흡수율은 수지첨가량 25%일 때 80.09%로 가장 낮은 값을 나타냈고, 밀도가 증가하고 톱밥첨가량이 감소할 때 수분 흡수율이 감소하는 경향을 나타냈다. 또한 측정된 두께팽윤율은 KSF 3104 파티클보드의 품질규정에 만족시키고 있어 치수안정성 부분에서 건축내장재로 활용가능성이 확인되었다. 박리강도는 수지첨가량 25%일 때 0.24 N/mm2으로 KSF 3104 파티클보드의 품질기준을 만족시켰지만, 나머지 조건에서는 현저하게 낮은 값을 나타내 조건을 충족시키지 못하였다. 밀도, 수지첨가율, 톱밥첨가율이 증가할수록 경도도 증가하는 경향을 나타냈다.
ABSTRACT
This study was investigated on the properties of board made from carbonized rice husk differed in density of board, resin addition ratio and sawdust addition ratio. Water absorption is showed the lowest value to 80.09% when the resin addition ratio of 25%, as the density increased and sawdust addition ratio decreased, the water absorption was decreased. The measured thickness swelling satisfied with the quality standards of KS F 3104, so the feasibility of building interior has been confirmed in the dimensional stability. In case of resin addition ratio of 25%, the internal bond strength was satisfied quality standards of KS F 3104 to 0.244 N/mm2. With increasing the density, resin and sawdust addition ratio, brinell hardness increased.
Keywords : carbonized ricehusk, water absorption, thickness swelling, internal bond strength, brinell hardness
1. 서 론
최근 친환경 건축자재 선호로 인해 목재와 목질재 료 소비량이 증가하는 상황과 우리나라와 같이 국토 가 좁은 나라에서 대량생산과 소비에 따른 폐기물 처리문제는 매우 중요한 일로서 일상생활 폐기물, 농 산물 폐기물 등과 목질재료와의 복합화에 의한 새로 운 목질복합재료에 대한 연구개발이 활발해지고 있 다(Kim et al., 2001). 농산물 폐기물의 처리는 일반 적으로 환경문제를 유발하므로 재활용을 통해 환경 문제를 해결하고 다음 세대를 위한 자원보존의 측면 에서 중요하다.
농업 폐기물 중 하나인 왕겨는 국내에서 연간 약 110만 톤으로, 쌀 생산량의 20%∼25% 정도로 많은 양이 생산되고 있음에도 불구하고 겉보기 밀도가 0.097 g/cm3∼0.125 g/cm3이며, 폐기 시 부피가 커서 문제가 되고 있으며, 낮은 발열량과 높은 회분함량으 로 매립 후에도 쉽게 분해되지 않는 단점을 지니고 있어 주로 농업용 퇴비, 돈사의 방습제 등으로 사용 되어 왔다(Baek et al., 1998; Kim et al., 2001). 한편 왕겨를 목질보드 제조용 재료로 이용하는데 있어서 도 표면이 강모와 규산질로 덮여있어 수분흡수율이 톱밥의 1/3에 지나지 않으며, 목재와는 달리 성형성 및 접착력이 불량하여 목질재료분야에서 실용화하기 에는 어려운 점이 있다(Lee et al., 1999). 그러나 왕 겨에는 탄소성분이 약 40%∼50%, 규소함량이 30%
∼40%인 점에 착안하여 최근에는 탄화왕겨로부터 활성탄을 제조하는 연구와 톱밥과 농업부산물인 왕 겨로 만든 세라믹에 관한 연구가 진행되고 있다(Oh and Park, 2010; Oh et al., 2005). 왕겨숯은 일반적으 로 사용되고 있는 글라스울 단열재에 버금가는 수준 의 단열성능, 습도조절, 음이온발생, 원적외선 방출, 유해물질 및 냄새흡수 및 방충 및 부패에 강해 친환 경 건축자재로의 활용이 가능하다. 반면 최근 패시브 하우스기법을 이용해 제작된 친환경 건축물들은 틀 을 만들어 왕겨숯을 채워 넣는 방법으로 만든 벽체 를 단열재로 이용하고 있는데 왕겨숯을 직접적으로 목질패널제품의 원료로 이용하여 생산하면 농가소 득, 목재수입의 대체효과 및 건축물 시공 시 이점이
클 것으로 생각된다.
따라서 본 연구에서는 농업부산물인 왕겨로 제조 된 왕겨숯을 이용하여 밀도별, 수지첨가율별 및 톱밥 첨가율별로 보드를 제조한 다음 물성을 조사하여 새 로운 용도개발을 위한 기초 자료를 제공하고자 한다.
2. 재료 및 방법 2.1. 공시재료
보드 제조에 사용된 왕겨숯은 경북에 위치한 (주) 대원GSI에서 시판하는 숯을 사용하였고, 톱밥은 라 디에타 파인(Pinus radiata) 제재 시 발생된 것을 제 재소에서 분양받아 사용하였으며, 보드 제조 시 시료 의 균일함을 위하여 톱밥 입자의 크기를 10 mesh∼
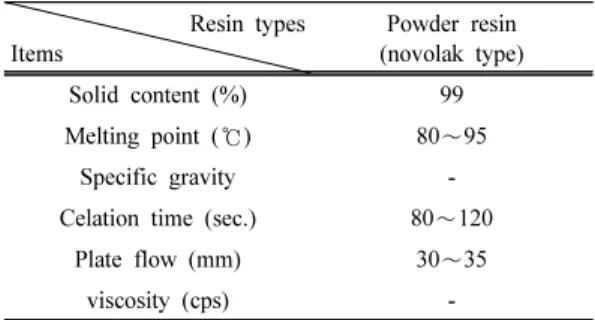
20 mesh로 선별하고 함수율은 9% 이하로 조절하였 다. 보드 제조를 위하여 분말상 페놀수지(코오롱유 화(주), KNB-100PL)를 사용하였다. 수지의 특성은 Table 1과 같다.
2.2. 보드제조
보드를 제조하기 위하여 균일하게 선별된 왕겨숯 과 톱밥을 분말상 페놀수지를 충분히 혼합하였으며, 열압기의 엽판위에 있는 스테인레스 정방형 몰드 속 에 넣고 시료상부의 높이를 일정하게 조절한 후 열 압성형 하여 260 mm × 260 mm × 11 mm의 보드를 제조하였다. 보드 제조 조건은 수지첨가량 10% 톱밥
Resin types Items
Powder resin (novolak type)
Solid content (%) 99
Melting point (℃) 80∼95
Specific gravity -
Celation time (sec.) 80∼120
Plate flow (mm) 30∼35
viscosity (cps) -
Table 1. Characteristics of phenol-formaldehyde res- in for the test
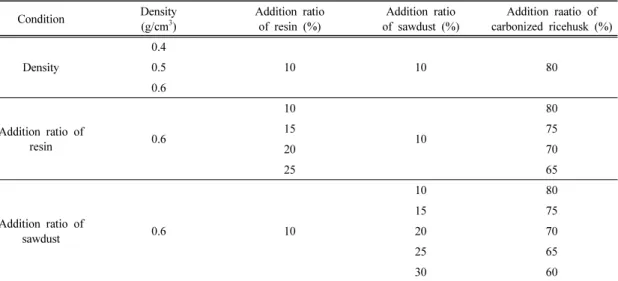
첨가량 10%로 고정하고 밀도별로 0.4 g/cm3, 0.5 g/cm3 그리고 0.6 g/cm3, 밀도를 0.6 g/cm3, 톱밥첨가 량을 10%로 고정한 후 수지첨가량별로 10%, 15%, 20%, 25%, 밀도를 0.6 g/cm3, 수지첨가량을 10%로 고정하고 톱밥첨가량별로 10%, 15%, 20%, 25%, 30%로 설정하여 보드를 각 3매씩 총 36매의 보드를 제조하였다(Table 2). 이때 열압온도는 190℃, 가압 압력은 45 kgf/cm2 → 35 kgf/cm2 → 20 kgf/cm2(3 단 가압), 가압시간 6분 → 5분 → 4분(3단 가압시 간)으로 하였다. 열압과정에서 보드의 두께를 일정하 게 하기 위하여 스톱퍼(stopper, distance bar)를 사용 하였으며, 열에 의한 보드의 상⋅하면과 열판의 부 착을 방지하기 위하여 테프론 판을 사용하였다.
2.3. 물성측정
2.3.1. 수분흡수율, 두께팽윤율
수분흡수율과 두께팽윤율을 측정하기 위하여, 50 mm × 50 mm × 11 mm의 시험편을 제작한 후 시험 편에 폭 및 길이방향으로 중앙에 기준선을 긋고, 중 량과 치수를 측정하였다. 그 후 20 ± 1℃의 물속에 24시간 침지한 후, 여분의 수분을 제거하고 다시 중 량과 치수를 측정하였다. 수분흡수에 따른 수분흡수
율(WA)과 두께팽윤율(TS)은 다음 식(1, 2)을 이용하 여 계산하였다.
× ··· (1)
여기서, W24: 수중 침지 24시간 후의 보드 시험편의 중량(g), W0은 수중 침지전의 보드 시험편의 중량(g)
× ··· (2)
여기서, T24: 수중 침지 24시간 후의 보드 시험편의 두께(mm), T0은 수중 침지전의 보드 시험편의 두께 (mm)
2.3.2. 박리강도
박리강도를 측정하기 위하여, 50 mm × 50 mm × 11 mm의 시험편을 제작한 후 시험편에 폭 및 길이 방향으로 중앙에 기준선을 긋고, 치수를 측정하였다.
보드의 접착성능을 알아보기 위해 KS F 3104 규정 에 따라 금속블록을 시험편 양옆에 핫 멜트 수지로 접착하고 시험편의 표면에 수직으로 인장 하중을 가 하여, 박리 파괴시의 최대하중(P)을 측정하여 다음
Condition Density
(g/cm3)
Addition ratio of resin (%)
Addition ratio of sawdust (%)
Addition raatio of carbonized ricehusk (%)
Density
0.4
10 10 80
0.5 0.6
Addition ratio of
resin 0.6
10
10
80
15 75
20 70
25 65
Addition ratio of
sawdust 0.6 10
10 80
15 75
20 70
25 65
30 60
Table 2. Condition of board manufactured from sawdust and carbonized rice charcoal
식(3)을 이용하여 박리강도(IB)를 계산하였다. 이 경 우 인장 하중 속도는 2 mm/min으로 하였다.
×
··· (3)
여기서, P : 박리 파괴시의 최대하중(N), b : 시료의 나비(mm), h : 시료의 길이(mm)
2.3.3. 경도
경도를 측정하기 위해 50 mm × 50 mm × 11 mm 의 시험편을 제작한 후 강구를 보드표면에 압입시켜 서 경도를 측정하는 정적 압입법인 brinell 경도법을 사용하였다. 보드표면에 일정 지름의 강구를 일정 압 력으로 압입하여 생긴 압입자국의 면적을 이용하여 다음 식(4)으로 구하였다.
··· (4)
여기서, HB : 브리넬 경도(kgf/mm2), P : 하중(kg), D : 강구의 지름(mm), d : 압입면의 지름(mm)
3. 결과 및 고찰 3.1. 수분흡수율
제조된 보드를 20 ± 1℃의 물속에 24시간 침지한 후 제조 조건별로 수분흡수율을 측정한 결과는 Fig.
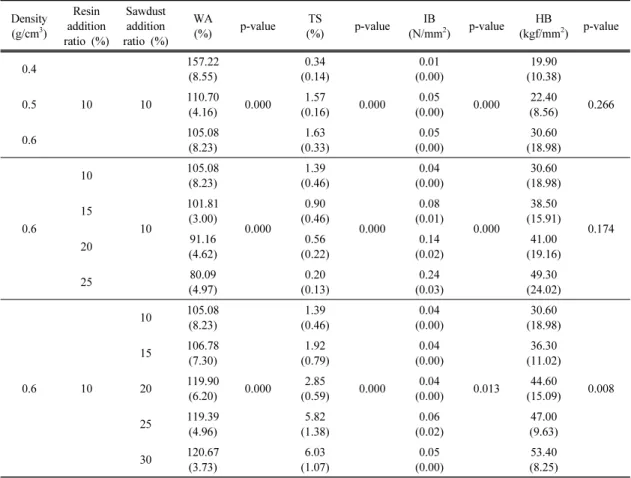
1과 Table 2와 같다. 밀도별로 제조된 보드의 수분흡 수율은 0.4 g/cm3일 때 157.22%, 0.5 g/cm3일 때 110.70%, 0.6 g/cm3일 때 105.80%로 밀도가 증가할 수록 수분흡수율은 감소하였다. 밀도와 수분흡수율 사이의 관계는 결정계수의 값(R2)은 0.7461로 밀도가 수분흡수율에 영향을 주는 것으로 나타났다. 이는 밀 도가 높을수록 보드의 조직이 치밀하여 수분흡수의 통로인 공극이 적었기 때문이라고 생각되는데 이는 Oh and Park (2009) 닥나무 목질부로 제조한 보드의 Fig. 1. Relationship between water absorption and density, resin addition ratio and sawdust addition ratio of board.
수분흡수율이 밀도가 증가할수록 감소한다고 하였 고, Oh et al. (2012)도 거대억새 파티클로 제조된 보 드의 수분흡수율이 밀도가 증가할수록 감소한다는 결과를 보고 하였으며, Lee and Yoon (1994)은 MDI 수지로 제조된 톱밥보드의 선팽창율 및 물흡수율은 비중이 증가할수록 감소하였다고 보고한 바 있어 본 연구결과도 이와 일치된 경향을 나타냈다.
또한 밀도 0.6 g/cm3와 톱밥첨가량을 10%로 고정 했을 때 보드의 수지첨가량과 수분흡수율의 관계는 결정계수 값(R2)이 0.7114로 수지첨가량이 수분흡수 율에 영향을 미친다고 볼 수 있다. 한편 수지첨가량 10%일 때 105.08%, 15%일 때 101.81%, 20%일 때
91.16% 그리고 25%일 때 80.09%로 수지첨가량이 증가할수록 수분흡수율은 감소하였다. 이러한 결과 는 같은 밀도에서 수지첨가량이 많을수록 수지가 수 분의 통로인 공극을 막아 수분의 흡수를 방해했기 때문으로 생각된다. Oh et al. (2012)은 거대억새 파 티클로 제조된 보드의 수지첨가량이 증가할수록 수 분흡수율이 감소한다는 결과를 보고하였고, Lee and Yoon (1994)도 톱밥보드의 수지첨가량이 3%에서 9%로 증가함에 따라 수분흡수율이 감소하였다는 연 구결과와 같은 경향을 나타내었다.
톱밥첨가량별로 제조된 보드의 수분흡수율 10%일 때 105.08%, 20%일 때 119.90%, 30%일 때 120.67%
Density (g/cm3)
Resin addition ratio (%)
Sawdust addition ratio (%)
WA
(%) p-value TS
(%) p-value IB
(N/mm2) p-value HB
(kgf/mm2) p-value
0.4
10 10
157.22 (8.55)
0.000
0.34 (0.14)
0.000
0.01 (0.00)
0.000
19.90 (10.38)
0.266
0.5 110.70
(4.16)
1.57 (0.16)
0.05 (0.00)
22.40 (8.56)
0.6 105.08
(8.23)
1.63 (0.33)
0.05 (0.00)
30.60 (18.98)
0.6
10
10
105.08 (8.23)
0.000
1.39 (0.46)
0.000
0.04 (0.00)
0.000
30.60 (18.98)
0.174
15 101.81
(3.00)
0.90 (0.46)
0.08 (0.01)
38.50 (15.91)
20 91.16
(4.62)
0.56 (0.22)
0.14 (0.02)
41.00 (19.16)
25 80.09
(4.97)
0.20 (0.13)
0.24 (0.03)
49.30 (24.02)
0.6 10
10 105.08 (8.23)
0.000
1.39 (0.46)
0.000
0.04 (0.00)
0.013
30.60 (18.98)
0.008 15 106.78
(7.30)
1.92 (0.79)
0.04 (0.00)
36.30 (11.02) 20 119.90
(6.20)
2.85 (0.59)
0.04 (0.00)
44.60 (15.09) 25 119.39
(4.96)
5.82 (1.38)
0.06 (0.02)
47.00 (9.63) 30 120.67
(3.73)
6.03 (1.07)
0.05 (0.00)
53.40 (8.25) Notes: Numbers in parenthesis are standard deviations
Table 2. Properties of boards made at different density, resin and sawdust addition ratio (WA : water absorption, TS : Thickness swelling, IB : internal bond strength, HB : brinell hardness)
로 톱밥첨가량이 증가할수록 수분흡수율도 완만히 증가하는 경향을 나타냈다. 하지만 보드의 톱밥첨가 량과 수분흡수율의 관계는 결정계수 값(R2)이 0.4984 로 낮아 톱밥첨가량과 수분흡수율의 관계는 미비하 다고 볼 수 있다. 한편 Hwang and Oh (2014)은 톱 밥, 왕겨 및 숯을 이용하여 제조한 보드에서 숯의 첨 가량이 증가할수록 수분흡수율이 감소하였다고 보고 하였다.
3.2. 두께팽윤율
제조된 보드를 20 ± 1℃ 의 물속에 24시간 침지한 후 제조 조건별로 두께팽윤율을 측정한 결과는 Fig.
2과 Table 2와 같다. 밀도별로 제조된 보드의 두께팽 윤율은 0.4 g/cm3일 때 0.34%, 0.5 g/cm3일 때 1.57%, 0.6 g/cm3일 때 1.63%로 밀도가 증가할수록 두께팽윤율도 증가하였다. 밀도와 두께팽윤율의 관 계는 결정계수 값(R2)이 0.6913으로 밀도가 두께팽윤
율에 영향을 주었다고 사료된다. Sun et al. (1994)은 일반적으로 동일한 수지첨가량으로 제조된 보드의 경우 보드의 비중이 증가함에 따라 치수안정성이 나 빠지는 것이 일반적인 견해라고 하였다. Oh and Park (2009)은 닥나무 목질부로 제조된 보드의 밀도 가 증가할수록 두께팽윤율도 증가한다고 보고하였 고, Oh et al. (2012)은 거대억새파티클로 제조된 보 드의 밀도가 증가할수록 두께팽윤율이 증가한다고 보고한 바 있어 본 연구와 같은 경향이었다.
수지첨가량별로 제조된 보드의 두께팽윤율은 10%
일 때 1.39%, 15%일 때 0.90%, 20%일 때 0.56% 그 리고 25%일 때 0.20%으로 수지첨가량이 증가할수록 두께팽윤율이 감소하였다. 수지첨가량과 두께팽윤율 의 관계는 0.6230의 결정계수 값(R2)을 가져 수지첨 가량이 영향을 준다고 생각된다. 이는 수지첨가량이 증가하여 파티클간의 결합력이 상승하여 입자 팽윤 에 대한 저항력이 증가하여 보드의 내수성 증대에 기인하였다고 사료된다. 이러한 결과는 KSF 3104 Fig. 2. Relationship between thickness swelling and density, resin addition ratio and sawdust addition ratio of board.
품질기준에 만족시켰으며, Oh and Park (2009)닥나 무 목질부로 제조한 보드의 두께팽윤율이 수지첨가 율이 증가할수록 감소한다고 하였으며, Oh et al.
(2012)은 거대억새파티클로 제조된 보드의 수지첨가 량이 증가할수록 두께팽윤율이 감소하였다. 이는 Sun et al. (1994)와 Kawai et al. (1986) 역시 유사한 결과를 보고하였다.
한편 톱밥첨가량별로 제조된 보드의 두께팽윤율은 10%일 때 1.39%, 20%일 때 2.85%, 30%일 때 6.03%로 보드의 톱밥첨가량이 증가할수록 두께팽윤 율 역시 증가하였다. 수분흡수율과는 다르게 톱밥첨 가량과 두께팽윤율사이의 관계는 결정계수 값(R2)이 0.7839로 톱밥첨가량이 두께팽윤율에 영향을 주었다 고 사료된다. 이 결과는 수분흡수율과 마찬가지로 물 과 접촉할 수 있는 표면적이 숯보다 톱밥이 더 크기 때문에 톱밥첨가량이 증가해 치수안정성을 저하시킨 것으로 보여진다. Hwang and Oh (2014)은 톱밥, 왕 겨 및 숯을 이용하여 제조한 보드에서 숯의 첨가량
이 증가할수록 두께팽윤율이 감소하였다고 보고한 결과와 같은 경향을 보였다.
3.3. 박리강도
제조된 보드의 밀도, 수지첨가량 및 톱밥첨가량에 따른 박리강도를 측정한 결과는 Fig. 3과 Table 2와 같다. 밀도별로 제조된 보드의 박리강도는 0.4 g/cm3 일 때 0.013 N/mm2, 0.5 g/cm3일 때 0.048 N/mm2, 0.6 g/cm3일 때 0.047 N/mm2로 밀도가 증가할수록 박리강도 역시 증가하였다. 보드의 밀도와 박리강도 사이 관계는 0.6620의 결정계수값(R2)을 가져 보드의 밀도가 박리강도에 영향을 보였다고 볼 수 있다. 일 반적으로 밀도가 증가하면 강도적 성능이 증가하는 것과 비슷한 경향을 나타내었고, Oh et al. (2012)의 거대억새파티클로 제조된 보드의 밀도가 증가할수록 박리강도가 증가하는 결과와 일치하는 결과를 얻었 다. 하지만 KSF 3104 파티클보드의 규격에 만족시 Fig. 3. Relationship between internal bond strength and density, resin addition ratio and sawdust addition ratio of board.
키지는 못했다.
수지첨가율별로 제조된 보드의 박리강도는 10%일 때 0.042 N/mm2, 15%일 때 0.081 N/mm2, 20%일 때 0.139 N/mm2 그리고 25%일 때 0.244 N/mm2로 수지 첨가율이 증가할수록 박리강도 역시 증가하였다. 보 드의 수지첨가량과 박리강도사이의 관계는 결정계수 값(R2)이 0.8939로 보드의 수지첨가량이 박리강도에 큰 영향을 끼친 것으로 보여진다. 이러한 결과는 보 드제조 시 수지첨가량을 많이 할수록 시료 간의 결 합력이 증대되어 박리강도를 증가한다고 밝힌 Lee and Yoon (1994), Kawai et al. (1986) 및 Oh et al.
(2012)의 보고와 같은 이유 때문으로 생각된다. 하지 만 수지첨가율 25%로 제조한 보드만 KSF 3104 파 티클보드의 품질기준에 적합하였다.
또한 톱밥첨가율별로 제조된 보드의 박리강도는 톱밥첨가율 25%일 때 0.058 N/mm2로 가장 높은 수 치를 보였지만 10%일 때 0.039 N/mm2, 20%일 때 0.043 N/mm2, 30%일 때 0.054 N/mm2로 톱밥첨가율
이 증가할수록 완만하게 증가하는 경향을 나타냈다.
이는 매트성형시 톱밥첨가량이 증가하면서 매트성형 부피가 커져 열압시 압축량의 증가로 시료의 결합력 이 증가하였기 때문이라고 생각된다. 하지만 보드의 톱밥첨가량과 박리강도사이의 관계는 0.3083의 결정 계수 값(R2)을 나타내 톱밥첨가량이 박리강도에 큰 영향을 주지 않는다고 사료된다. Hwang and Oh (2014)은 톱밥, 왕겨 및 숯을 이용하여 제조한 보드 에서 숯의 첨가량이 증가할수록 박리강도가 감소하 였다고 보고한 결과와 비슷한 경향을 나타냈다. 하지 만 KSF 3104 파티클보드의 규격에 만족시키지는 못 했다.
3.4. 경도
제조된 보드의 밀도, 수지첨가량 및 톱밥첨가량에 따른 Brinell 경도를 측정한 결과는 Fig. 4와 Table 2 와 같다. 밀도별로 제조된 보드의 경도는 0.4 g/cm3 Fig. 4. Relationship between Brinell hardness and density, resin addition ratio and sawdust addition ratio of board.
일 때 19.9 kgf/mm2, 0.5 g/cm3일 때 22.4 kgf/mm2, 0.6 g/cm3일 때 30.6 kgf/mm2로 밀도가 증가할수록 경도도 증가하여, 일반적으로 목재의 경도는 비중에 비례하여 증가하는 경향이 있다는 연구(Lee et al., 2008)와 같은 결과를 보였다. Oh and park (2009)는 보드의 밀도가 증가할수록 경도가 증가한다고 보고 한 내용과 일치하는 결과를 나타냈다.
수지첨가율별로 제조된 보드의 경도는 10%일 때 30.6 kgf/mm2, 15%일 때 38.5 kgf/mm2, 20%일 때 41.0 kgf/mm2 그리고 25%일 때 49.3 kgf/mm2로 동 일한 밀도에서 수지첨가율이 증가할수록 결합력이 증대되어 경도도 증가하였다. 이는 Oh (2003)가 간 벌재를 이용해 제조한 보드에서 수지첨가율이 증가 할수록 경도가 증가하는 결과와 Oh and Park (2009) 이 닥나무 목질부를 이용해 제조한 보드에서 수지첨 가율이 증가할수록 경도가 증가한다는 보고와 일치 된 결과를 나타냈다.
한편 톱밥첨가율별로 제조된 보드의 경도는 10%
일 때 30.6 kgf/mm2, 20%일 때 44.6 kgf/mm2, 30%
일 때 53.4 kgf/mm2로 톱밥첨가량이 증가할수록 경 도 역시 증가하였다. 이는 박리강도와 마찬가지로 매 트성형시 톱밥첨가량이 증가하면서 매트성형 부피가 커져 열압시 압축량의 증가로 시료의 결합력이 증가 하였기 때문이라고 사료된다. Hwang and Oh (2014) 은 톱밥, 왕겨 및 숯을 이용하여 제조한 보드에서 숯 의 첨가량이 증가할수록 경도가 감소하였다고 보고 한 결과와 비슷한 경향을 나타냈다.
하지만 보드의 경도와 보드의 밀도, 수지첨가량 및 톱밥첨가량의 관계는 결정계수 값(R2)이 각각 0.1220, 0.1274 및 0.3247로 보드의 경도에 밀도, 수 지첨가량 및 톱밥첨가량이 영향을 주지 않는 것으로 사료되고 t검정결과 밀도와 수지첨가량에 따른 유의 성이 인정되지 않아 보드의 시험편의 양을 늘려 추 가 실험을 실시할 필요성이 있다고 생각된다.
4. 결 론
쌀을 도정과정에서 발생되는 농업부산물인 왕겨를 탄화시켜 만든 왕겨숯과 톱밥을 이용하여 밀도별, 수
지첨가율별, 톱밥첨가율별로 보드를 제조하고 기초 물성을 측정하여 보드 재료로서의 이용가능성을 검 토하였다.
1) 수분흡수율은 수지첨가량 25%일 때 80.09%로 가장 낮은 값을 나타냈고, 밀도가 증가하고 톱 밥첨가량이 감소할 때 수분흡수율이 감소하는 경향을 나타냈다. 밀도와 톱밥첨가량이 감소하 고 수지첨가량이 증가할 때 두께팽윤율이 증가 하는 경향을 나타냈다.
2) 박리강도는 수지첨가량 25%일 때 0.244 N/mm2으로 KSF 3104 파티클보드의 품질기준 을 만족시켰지만, 나머지 조건에서는 현저하게 낮은 값을 나타내 조건을 충족시키지 못했다.
3) 밀도, 수지첨가율, 톱밥첨가율이 증가할수록 경 도도 증가하는 경향을 나타냈다. 톱밥첨가량 30%일 때 53.4 kgf/mm2로 가장 높은 값을 나 타냈는데 톱밥첨가량이 증가하면서 열압시 압 축량의 증가로 결합력이 증가하였기 때문이라 고 생각된다.
본 연구에서 측정된 두께팽윤율은 KSF 3104 파티 클보드의 품질규정에 만족시키고 있어 치수안정성 부분에서 건축내장재로 활용가능성이 확인되었다.
하지만 박리강도는 KSF 3104 파티클보드의 품질규 정에 수지첨가량 25%로 제조한 보드만이 만족시켜, 강도를 요구하는 부분에서 사용시에는 다량의 수지 첨가량으로 제조한 보드를 이용해야 하기 때문에 왕 겨숯이 가지고 있는 기능적인 성능을 발휘하지 못하 게 된다. 이를 해결하기 위하여 왕겨를 이용해 보드 를 제조 후 탄화를 시키는 방식, 또는 다양한 열압방 식등에 대한 연구가 필요할 것으로 생각된다.
REFERENCES
Baek, I.H., Bin, H.S., Kim, T.Y., Kim, K.Y., Nam, K.C. 1998. The manufacture of activated carbon from agricultural by-products and their adsorp- tion performance for the organics. Journal of Korean Society of environmental Engineers 20(10): 1485-1493.
Hwang, J.W., Oh, S.W. 2014. The properties of board made from sawdust, rice husk and charcoal. Proceedings of the korean society of wood science and technology annual meeting.
pp. 254-255.
Kang, C.W., Kim, N.H., Kim, B.R., Kim, Y.S., Byeong, H.S., So, W.T., Yeo, H.M., Oh, S.W., Lee, W.H., Lee, H.H. 2008. Wood physics and mechanics. Hyangmoonsa.
Kawai, S., Suda, H., Nakaji, M., Sasaki, H. 1986.
Production technology for low- density particle- boardⅡ. Effect of particle moisture and resin content on board properties. Mokuzai Gakkaishi 32: 876-882.
Kim, I.B., Kim, Y.G. 2001. Recycling evaluation of rice-hull and sawdust using carborization.
Journal of korean Society of environmental Administration 7(3): 439-443.
KS F 3104. 2006. Particleboard. Korean Standards Association.
Lee, H.H. 1999. Development of rice hull board for the new ecomaterial. Report of ministry of agri- culture, food and rural affairs.
Lee, P.W., Yoon, H.U. 1994. The properties of saw- dust board in using MDI (Methylene diphe- nyldiisocyanate) resin (Ⅰ) - On the specific gravity, resin additive content and mat moisture content -. Journal of the Korea Furniture Society 5: 51-61.
Oh, S.W., Park, H.J. 2010. A change in surface tem-
perature of ceramics made from board mixed with sawdust and rice husk -Effect of resin im- pregnation rate and carbonization temperature-.
Journal of the Korean Wood Science and Technology 38(1): 43-48.
Oh, S.W., Park, H.J., Hwang, J.W. 2012.
Characteristics of board made from Miscanthus sinensis var. purpurascens Particles. Journal of Agriculture & Life Science 46(2): 43-48.
Oh, S.W., Park, S.C. 2009. Properties of boards pre- pared from woody of Broussonetia Kazinoki Sieb. Journal of the Korean Wood Science and Technology 37(3): 216-221.
Oh, S.W., Piao, J.J., Jeong, I.S. 2005. Properties of ceramics from a board mixed with sawdust and rice husk -Effect of resin impregnation rate and carbonization temperature-. Journal of the Korean Wood Science and Technology 33(3):
30-37.
Park, H.M., Heo, H.S., Sung, E.J., Nam, K.H., Lim, J.S. 2013. Effect of the kind and content of raw materials on mechanical performances of hybrid composite boards composed of green tea, char- coals and wood fiber. Journal of the Korean Wood Science and Technology 41(1): 64-76.
Sun, B.C.H., Hawke, R.N., Gale, M.R. 1994. Effect of polyisocyanate level on physical properties of wood fiber composite materials. Forest Products Journal 44(4): 53-58.