DOI: 10.3744/SNAK.2007.44.6.647
접수일: 2007 년 10 월 4 일, 승인일: 2007 년 11 월 21 일
†교신저자: [email protected], 032-860-8486
조선소 옥외 물류의 이산 사건 시뮬레이션에 관한 연구
이 춘 재*a, 이 장 현**, 우 종 훈*b, 신 종 계***, 유 철 호†**
서 울 대 학 교 해 양 시 스 템 연 구 소*, 인 하 대 학 교 공 과 대 학 선 박 해 양 공 학 과* * 서 울 대 학 교 공 과 대 학 조 선 해 양 공 학 과* **
A Study on Discrete Event Simulation of Shipyard Outdoor Block Movement
Choon Jae Lee*, Jang Hyun Lee**, Jong Hun Woo*, Jong Gye Shin*** and Cheolho Ryu†**
Research Institute of Marine System Engineering, Seoul National University *
Department of Naval Architecture and Ocean Engineering, Inha University**
Department of Naval Architecture and Ocean Engineering, Seoul National University***
Abstract
Simulation model of outdoor block movement of shipyard is implemented in this paper.
The load of the outdoor workshops in a shipyard influences a mid-term planning and scheduling of the shipyard. Since the load analysis is expected in advance before confirming the planning and scheduling, a discrete event simulation (DES) may be a good solution. The accuracy of DES is up to the accurate modeling of Products, Processes, and Resources (PPR) included in a system. PPR in the outdoor system are clearly defined and the simulation model for the outdoor logistics is implemented by modeling the selective PPR with the help of a DES tool which is programmable by users. The simulation model is verified by comparing the results with the real shipyard data. The outputs through the simulation are discussed.
※Keywords: Discrete event simulation(이산사건 시뮬레이션), PPR analysis(제품-공정-자원 분석), Outdoor block movement(블록 옥외 물류)
1. 서 론
최근 조선 산업은 과거 몇 년간 유례없는 호황 기를 맞고 있다. 제한된 공간 내에서 많은 물량을 처리해야 하는 상황에서는 공간의 효율적인 활용
이 중요해 질 수 밖에 없다. 실제로 조선소의 블 록 적치 공간이 부족하고 블록의 이송 흐름이 원 활하지 못한 상황이 벌어 지고 있다. 일정 계획을 바탕으로 조선소 내의 블록 이동과 같은 물류 흐 름을 분석하여 각 작업장의 부하를 계산하고 적절 한 부하 평준화(load balance)를 통해 최적의 일 정을 수립하는 것이 요구된다.
조선소는 크게 내업 공정과 옥외 공정으로 구분 된다. 내업 공정에서는 주로 전처리, 가공, 조립 등의 공정이 행해지며 옥외에서는 주로 의장, 도 장 및 탑재 공정이 진행된다. 블록 출동으로부터 크게 의장, 도장, 선행 탑재를 거쳐 탑재가 되기 전까지의 블록의 이동에 대한 전반적인 제조 활동 을 “옥외 물류(Outdoor block movement)”라 정의 한다. 옥외 작업장에서의 이동 수단은 대형 크레 인이나 트랜스포터를 사용한다.
옥외 작업장에서는 하루 수백 개의 블록이 이동 을 하고 적치된다. 조선소는 블록의 운반 물류를 포함한 중일정 계획을 수립하는 부분에 있어 진수 부터 탑재 공정, 옥외 공정, 내업 공정의 순서로 후진 스케줄링 방법(Backward scheduling)을 사 용한다. 하지만 옥외 작업장의 중일정 계획에는 여러 가지 문제점이 내재되어 있다. 우선 기후나, 환경요인으로 인해 수립된 스케줄링이 변화의 폭 이 큰 문제점, 원칙적인 전문화 작업장 구분은 되 어 있으나 잘 지켜지지 않는 문제점과 이로 인한 일정 변경, 옥외 작업장 미확보, 작업장의 과부하 등의 문제들로 인해서 초기에 계획된 공정의 순서 가 바뀌는 현상들이 발생되므로 중일정 계획을 수 립하는데 어려움이 존재한다. 발생한 사건을 반영 하기 위해 이미 수립된 중일정 계획을 변경하는 것도 쉽지 않은 업무이다.
복잡한 제조 시스템의 현상을 분석하고 개선하 는데 있어서 의사 결정 도구로 이산 사건 시뮬레 이션(Discrete event simulation, DES)이 사용될 수 있다(Banks et al. 2001, Chung 2004). 복잡한 선박 제품과 선박 건조 공정이 특징인 조선 산업 에서도 다양한 분야에서 DES 가 활용되었다.
국내에서는 최근 완료된 “고부가가치 선박 개발 용 디지털 통합건조공법 개발”에 관한 연구를 통
해 PLM(Product Lifecycle Management) 기반의 가상 생산 시스템을 통한 선박 건조 시뮬레이션 모델을 구현하여 검증, 유효성 평가를 위한 노력 을 하였다(신종계 2005). 이광국 등(2005)은 용접 로봇 장비의 변경에 따른 소조립 공정의 생산성을 예측하는 연구를 수행하였고 다른 연구(이광국 등 2006)에서 DES 를 통한 판넬 라인의 일정 계획 지원 시스템을 개발하고 활용 예제를 제시하였다.
우종훈 등(2005)은 시뮬레이션 기술의 활용을 통 한 선박 건조 공정의 생산성 향상을 목표로 한 디 지털 조선소의 모델링 및 시뮬레이션 방법론을 제 안하였고 가공 공장과 소조립 공장에 대한 구축 사례를 보여주었다.
해외에서도 조선소의 생산성 향상을 위한 노력 의 일환으로 활발한 시뮬레이션 구축 활동을 찾을 수 있다. Krause et al.(2004)는 독일의 Flensburg 조선소에서의 시뮬레이션 구축 사례를 소개하였다.
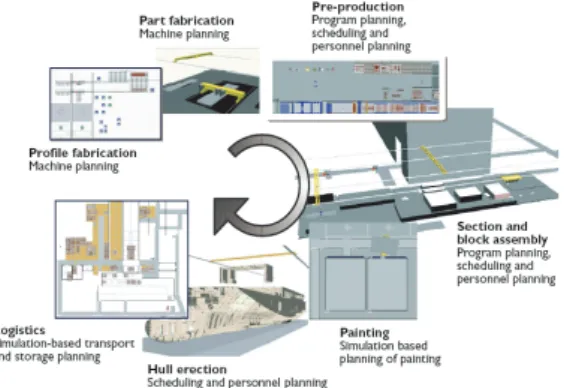
여러 조선 공정의 시뮬레이션 연구를 통해 시뮬레 이션 도구(The Simulation Toolkit for Shipbuilding, STS)가 구축되었다. Fig. 1 은 Flensburg 조선소에 서 수행했던 이산 사건 시뮬레이션(DES)의 영역 을 보여주고 있다. 개발 과정에서 연구된 사례들 은 여러 논문들로 발표되었다(Steinhauer 2003, 2005; Steinhauer and Meyer-König 2006). 그리 고 각 논문들의 참고문헌들에서도 조선 공정 시뮬 레이션의 사례들을 볼 수 있다.
Fig. 1 Simulation aided production planning at Flensburg(Steinhauer 2005)
Nedeß et al.(2006)는 내업 공장에서 운송 장비, 블록의 배치, 기자재의 배치 등 공간 활용 계획을 위한 시뮬레이션 방법론을 제시하고 선행 의장 조 립에 관한 구축 사례를 보였다. Kaarsemaker and Nienhuis(2006)는 조선소 철강자재 공급업체인 Matalix BV 의 Pre-fabrication 공장의 시뮬레이션 을 위해 요구되는 공정 파라미터와 제품 정보를 기술하고 시뮬레이션 모델을 만들기 위한 방법론 을 정의하였다.
Bair et al.(2005)는 상용 시뮬레이션 툴을 사용 하여 프랑스 Alstom Marine 의 용접 작업장에 대 해 시뮬레이션 모델을 구축하고 구축한 용접 작업 장에서 작업 순서를 유전자 알고리즘을 통해 최적 화하였다.
블록의 이동 및 적치 등과 관련한 옥외 물류는 참고 문헌 등에서 볼 수 있는 내업 공정 및 단위 작업의 시뮬레이션 사례와 더불어 조선소의 전체 적인 생산성 향상을 위해서는 반드시 분석되고 개 선되어야 한다. 국내 대형 조선소들은 많은 실적 과 경험을 통해 앞서 언급한 옥외 공정과 관련한 문제가 발생한 경우 뛰어난 대처 능력을 가지고 있으나 새로 설립된 중소형 조선소와 최근 조선 사업의 호황으로 늘어나는 건조 물량을 고려할 때 기존의 방법으로 해결 되지 않을 상황이 발생할 것을 충분히 예상할 수 있다. 이러한 환경에서 옥 외 물류 시뮬레이션은 다음과 같은 목적으로 활용 이 될 수 있다.
① 옥외 작업장 할당의 적정성 여부 및 운용율 분석
② 트랜스포터의 운행 정보(시간, 장소) 획득
③ 블록 이동거리 추정 및 최소화 방안
④ 옥외장 도로의 구역별 부하 정보
⑤ 호선, 공정, 블록별 이동 경로 정보 획득
Fig. 2 는 일반적인 선박 건조 일정의 수립 과정 과 전체 일정 수립 단계에서 시뮬레이션의 역할 과 위치를 보이고 있다. 일반적인 선박 건조 일정 계획은 선표 계획 단계에서 시작하여 탑재 네트워 크 작성, 중일정, 실행 일정 확정의 순서로 진행이 된다. 본 논문에서 목적으로 하는 옥외 물류에 대
Fig. 2 Proposed position of outdoor logistics simulation in mid-term scheduling work
한 시뮬레이션은 중일정 수립의 단계에서 호선, 블록별 일정 및 작업장을 결정하는 문제에서 옥외 작업장의 부하를 미리 예측할 수 있는 역할을 수 행할 수 있다.
본 논문에서는 보편적으로 시뮬레이션 모델 구 축에서 사용되어온 분석, 설계, 구현(모델링), 검 증의 절차를 준수하였다(Banks et al. 2001, Chung 2004). 조선소 옥외 공정의 분석과 설계 결과를 바탕으로 조선소에서 발생하는 블록 이동 및 옥외 공정, 옥외 물류의 시뮬레이션 모델을 구 현한다. 마지막으로 실제 조선소에서 계획된 옥외 물류 공정에 대한 스케쥴링 시나리오를 적용하여 구현한 모델을 검증하고 유효성 검사를 수행한다.
그리고 앞서 언급한 시뮬레이션 결과들을 산출함 으로써 그 결과를 살펴본다.
2. 옥외 공정 시뮬레이션 모델 2.1 분석 및 설계
시뮬레이션 대상 공정의 분석 및 설계 단계에서
G B x x x
B x x x
B x x x
H x x x
H x x x
O F T P C s
P A IN T +
+ +
+
+ -
Fig. 3 Conceptual BOM of blocks in outdoor works
는 대상 공정, 즉 옥외 작업장의 구성 요소를 제 품-공정-설비(Product-Process-Resource, PPR) 단위로 분석하여 시뮬레이션 모델링에서 필요한 데이터와 파라미터들을 찾아내고 정의하도록 한다.
Dassault Systemes 사의 PPR 모델은 전 제품 개발 주기로 모델링의 영역을 확대할 수 있고 관 련 어플리케이션이나 구축 환경의 유연성을 증가 시키는 포괄적인 모델링 아키텍쳐를 제공해 준다.
2.1.1 제품 (Product)
통합선체의장계획(Integrated Hull Construction, Outfitting and Painting, IHOP)에 따르면, 옥외 공 정에서 이동 대상 제품은 선행 의장 전후의 대조 블록과 선행탑재 블록이다. 옥외 물류 시뮬레이션 은 옥외에서 수행하고 있는 작업 자체에 관한 시 뮬레이션이 아니므로 옥외에서 수행되는 의장 작 업에 필요한 세부 부품들은 고려 대상에서 제외한 다. Fig. 3 이 옥외 공정에서 제품, 즉 블록 및 의 장품, 도장품의 개념적인 계층도를 보여주고 있으 며, 동그라미에 포함된 블록 또는 부품은 본 논문 의 시뮬레이션에서 제외한다. 동그라미 안의 항목 은 블록이 아니고 블록에 탑재되는 의장품, 페인 트 재료이기 때문에 시뮬레이션에 포함될 필요가 없다. 선행 탑재 블록은 G 로 시작하고 B 와 H 로 시작하는 블록은 대조립 블록이다.
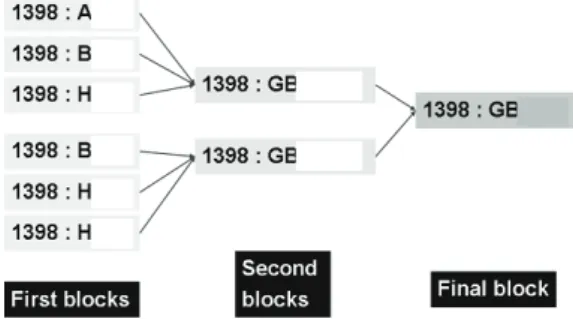
Fig. 4 Hierarchy of block assembly
그림을 통해 보면, 옥외 공정 중에 대조립 블록 들이 조립되어 선행 탑재 블록으로 변경이 되는 것을 알 수 있는데 시뮬레이션에서는 이러한 블록 형상의 변경을 추적할 수 있어야 한다. 블록의 크 기나 무게 등이 설비의 사용에 제약 조건이 되기 때문이다. 이를 위해 Fig. 4 와 같은 블록의 계층 구조를 알아야 한다.
옥외 업무는 블록의 형상, 블록의 개수, 블록의 점유 면적에 따라 영향을 받지만 블록의 형상을 획득하는 것이 쉬운 일은 아니며, 옥외 물류 시뮬 레이션에서는 블록의 고유 속성, 즉 무게, 점유 면 적, 특이 사항, 사양 등을 고려하는 것만으로도 충 분하다.
2.1.2 공정 (Process)
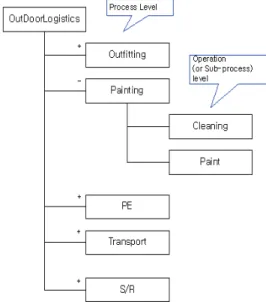
옥외 물류에는 선행 의장, 도장, 의장, 선행 탑 재, 적치/꺼내기(Storage/Reterival), 이동 공정 (Transportation) 등이 있으며, 시뮬레이션에서는 크게 도장, 의장, 선행 탑재의 3 가지로 공정을 분 류한다. 선행 탑재 내에 보수 도장을 포함한다.
Fig. 5 는 옥외 물류에서 고려될 수 있는 공정 대 분류를 보여주고 있다. 세부 공정의 기술은 참여 기관의 요청으로 생략한다.
옥외 공정에서 블록들은 실제로 일정계획자에 의해 대공정, 즉 의장, 도장, 탑재, 선행탑재 등의 주요 공정별로 대일정 계획에 명시되어 있으며 해 당 블록들은 이 공정들의 순서와 날짜대로 작업을 수행하게 되며 블록과 공정에 따라 작업장이 할당 되어 있다.
물류 시뮬레이션을 수행하기 위해 필요한 것은
Fig. 5 Schematic view of processes in outdoor logistics
각 공정에서 걸리는 시간과 공정을 거쳐 나오는 제품이다. 블록의 각 옥외 공정에서 걸리는 기간 은 블록의 일정 계획 데이터를 그대로 적용하는 것으로 한다. 현재 조선소에서 사용되는 중일정 계획에서 블록의 각 공정의 소요 기간은 용접장, 면적, 무게 등과 같은 정보와 블록의 예상 이송 경로와 이송 속도 등으로 예측되는데 이것이 실제 로 소요되는 기간과 상이할 경우 상호 비교를 통 해 블록의 작업장 공유 기간 및 일정을 재산정하 는 조치를 취하게 된다. 공정별 실제 소요 기간은 작업자의 인터뷰와 현장 조사를 통해 축적되었다.
특히 옥외 공정에서 조립 작업은 블록의 용접장에 의하여 예상 공정 기간이 정해져 있고, 도장 작업 은 블록의 면적에 의하여 공정 시간이 계획 단계 에서 추정된다. Storage/Retrieval 는 블록의 무게 에 따라 정도 표준화된 공정 시간을 가진다고 볼 수 있고 이송 작업은 이송 경로와 이송 속도로 예 측이 가능하다고 생각된다.
앞서 언급했듯이 블록이 조립 공정을 거친 후에 는 하위 블록들이 합쳐져 상위 블록을 생성하게 된다. 즉 조립 공정이 완료된 후에는 이후 제품 목록에서 하위 블록들이 제외되고 상위 블록이 새
Fig. 6 Schematic view of resources in outdoor logistics
로 나타나게 된다. 이것을 구현하기 위해서는 블 록들의 조립 계층 구조가 필요하다. 이러한 계층 구조는 중일정 계획 단계에서 획득이 가능한 정보 이다.
2.1.3 설비 (Resources)
옥외 물류에서 사용되는 설비는 도장 작업장, PE 작업장, 의장 및 적치 작업장과 같은 공간 영 역 (Area), 크레인, 트랜스포터와 같은 자재 운반 장비(Material Handling System, MHS), 용접 장비, 도장 장비 등과 같은 각종 도구(Tools), 작업자 (Worker) 등으로 구분할 수 있다(Fig. 6). 세부 공 정의 동작을 시뮬레이션하는 것이 아니기 때문에 물류의 흐름에 영향을 주는 작업장과 자재 운반 장비만을 구현 대상으로 고려한다.
트랜스포터는 작업장에서 작업이 끝난 블록을 중일정의 스케줄에 따라 후공정을 수행하기 위해 할당된 작업장으로 이동시키는 역할을 한다. 실제 조선소에서는 여러 대의 트랜스포터가 있고 각 트
랜스포터는 중량별로 블록을 이동시키는 제약을 가지고 있다. 도로별 운용횟수와 각 트랜스포터 별 운용횟수 등도 옥외 물류 시뮬레이션에서 예측 대상이 된다.
시뮬레이션에서 매우 중요한 자원은 옥외 작업 장이다. 옥외 작업장은 실제 조선소에서 운영하고 하는 상태를 그대로 구현하였다. 옥외 작업장은 각각 고유 지번을 가지고 있으며 대작업장과 세부 소작업장으로 계층적으로 정의되고 있다. 현재 중 일정 계획에서는 블록에 대작업장만 할당될 뿐 물 리적으로 블록이 위치되는 소작업장은 할당되지 않는다. 본 논문에서는 각 대작업장을 개별 공장 으로, 소작업장을 공장내 워크셀(Workcell)로 맵핑 하여 모델링을 수행하게 된다.
각 작업장은 전문화 영역 및 비전문화 영역으로 나뉜다. 블록의 크기나 블록 운영 설비의 가용 능 력에 따라 전문 공정이 할당된 전문화 영역과 별 도로 전문 공정이 정해져 있지 않는 비전문화 영 역으로 나눌 수 있다. 각 영역의 크기 및 주요 수
Table 1 Area preference of blocks
#Kongjong #Process #like_1 #like_2 #like_3
A PE E F C
E PE F E C
F PE F E C
M PE B X X
K PE L H X
B PE L H X
A P P H K
E P P H K
F P P H K
M P P H L
K P P H L
B P P H L
A O I H X
E O I H X
F O L X X
M O H X X
K O L X X
B O L X X
A Stock PS X X
E Stock PS X X
F Stock PS X X
M Stock PS X X
K Stock L X X
B Stock L X X
행 공정들을 조사하여 공종 및 공정별 작업장 선 호도를 결정하며 블록이 선호 작업장에 배치되지 못할 경우 배치할 장소를 결정하는 방법이 수립되 어야 한다. Table 1 은 공종 및 공정별 작업장 선 호도를 3 개 후보로 정리한 것을 선택적으로 보여 주고 있다. “X”는 선호도가 정의되지 않는 것이고 나머지는 선호 작업장의 지번을 의미한다. 각 공 정의 세부 공정들에 대해서도 동일한 방식으로 선 호도가 정의되지만 본 논문에서는 기술을 생략하 기로 한다.
2.2 시뮬레이션 모델 구현
지금까지 PPR 분석을 통해 시뮬레이션에 필요 한 파라미터들을 정의하고 시뮬레이션 모델링 관 점에서 분석 결과들을 정제하고 설계하는 과정을 수행하였다. 이 결과를 바탕으로 시뮬레이션 모델 이 구현되는데 본 논문에서 Table 2 에 보이는 것 처럼 5 가지 기능에 대해 구현을 분류하였다. 이를 통해 옥외 물류 시뮬레이션에서 반드시 구현되어 야 하는 요소와 그렇지 않은 요소들을 분리하고 추출하게 된다. 다양한 시나리오들이 쉽게 적용이 가능하도록 시뮬레이션 모델이 구현되어야 한다.
Table 2 Implementation of simulation model
단계 내용
Data Handling Functions
현업으로부터 얻은 데이터 에서 PPR 정보를 수집한 다.
Data Application Functions
수집된 PPR 정보를 시뮬레 이션 모델에 자동으로 적용 한다.
Configuration Functions
시뮬레이션 모델을 구동키 위한 환경을 설정한다.
Model Element Functions
시뮬레이션 모델에서 필요 한 요소 로직과 요소간 관 계를 정의하고 요소들 사이 의 주고 받는 데이터를 정 의한다.
Output Management Functions
시뮬레이션을 통해 얻어진 결과값을 추출한다.
본 논문에서 옥외 작업장 시뮬레이션 모델의 구 현을 위해 Dassault Systemes 사의 DES 솔루션 QUESTTM 를 사용하였다. Data Application Functions 과 Model Element Functions 은 QUESTTM를 기반으로 하여 옥외 물류 시뮬레이션 을 위해 특별히 추가적으로 구현되어야 하는 것이 다. QUESTTM에서는 사용자 정의 함수를 포함시킬 수 있도록 매크로를 작성할 수 있는 기능을 제공 하고 있다. 나머지 단계에서 구현되는 것은 QUESTTM 외적으로 구현되거나 확립되어야 하는 기능들이다. 이러한 과정을 거쳐 완성된 옥외 물 류 시뮬레이션 모델을 Fig. 7 에 보이고 있다.
구축된 시뮬레이션 모델을 통해서 얻을 수 있는 결과는 다음과 같다.
(1) 일자별, 대지번별 Area 운용률 및 부하 (2) 옥외장 도로의 Segment(도로구분)별 부하 (3) 트랜스포터 이용 횟수
다음 장에서 구현된 옥외 물류 시뮬레이션 모델 의 적합성을 실적 데이터에 적용해서 검증하고 위 에 언급한 결과들에 대해 살펴보기로 한다.
3. 시뮬레이션 모델의 검증
시뮬레이터 안의 다양한 로직과 AREA 의 운용 율이 제대로 산출되는지에 대한 검증 작업을 수행 하였다. 검증 방법은 실적 데이터를 입력값으로 한 시뮬레이션의 결과값과 기관 DB 에서 관리되는 실적 데이터의 각 작업장별 운용율을 서로 비교 분석을 통해서 이루어진다.
실적 데이터를 관리하는 참여 조선소의 시스템 에서 작업장의 운용율 및 적치 수량에 대해 3 개 월에 대한 평균값과 일자별 변화 추이에 대한 결 과값을 추출하였다. Fig. 8 은 도장(3P), 의장(3J), 선행 탑재(3C) 공정의 대표 작업장에 대해 3 개월 동안의 실적 및 시뮬레이션의 평균값을 보여주고 있다.
이 중 각 공정에서 작업장을 한 개씩 선정하여 면적 운용율을 비교하였는데 그 정략적인 값이 대 체로 일치 하였다.
Fig. 7 Simulation model for outdoor block movement
Area별 평균 면적 운용율 (%)
0 5 10 15 20 25 30 35 40 45 50 55 60
3월 4월 5월 3월 4월 5월 3월 4월 5월
3P Area (도장) 3J Area (의장) 3C Area (P.E.)
실적 시뮬레이션
Fig. 8 Simulation results for 3C Area
상기 결과에서 실적와 시뮬레이션의 면적 운용 율을 비교해보면 모두 3%내의 오차를 보이기 때 문에 시뮬레이션 모델에서 구현된 여러 블록의 옥 외 이동 로직들이 실제의 물류 현상을 잘 반영하 고 있다고 판단할 수 있다. 그러나 실제로 옥외 작업 공정이 계획대로 수행이 되었는지에 대한 실 적 비교를 통해서 시뮬레이션의 정확성을 비교할 필요가 있고 실제 운영에서 발생하는 불확실성을 구현 로직에 반영하여야 한다.
4. 옥외 물류 시뮬레이션의 결과
4.1 옥외 도로의 Segment 별 부하
Fig. 9 Utilization of outdoor roads
조립 공장 출동 이후에 여러 공정들을 거치는 동안 거의 모든 블록들은 트랜스포터에 의해 이동 되어 지는데 이는 도로의 분배 및 배치 상에서도 중요한 요소이므로 이 문제에 대한 시뮬레이션 결 과를 살펴보도록 한다.
위의 시뮬레이션에 적용한 도로들을 통하여 실 제로 트랜스포터가 이동하는 도로의 빈도를 살펴 보았으며 이는 도로의 빈도뿐만 아니라 도로의 부 하율도 계산하여 결과값으로 산출하였다(Fig. 9).
4.2 트랜스포터의 운용 정보
옥외 물류에서는 제한된 트랜스포터를 이용하여 수백 개의 블록이 이동되기 때문에 그 운행 정보도 옥외 작업 계획에 매우 중요하다. 이것은 구현된 옥 외 물류 시뮬레이션을 통해서도 얻어질 수 있는 결 과이다. Table 3 과 Fig. 10 는 각 트랜스포터의 운 행 회수와 상대적인 운행율을 보여주고 있다.
5. 통합 시뮬레이션 환경의 개발
마지막으로 옥외 물류 시뮬레이션 모델과 전처 리 및 후처리 등의 작업의 통합을 위한 프로그램 을 개발하였다. Fig. 11 는 개발된 프로그램의 사용 자 인터페이스를 보여주고 있다.
PPR 분석 및 설계를 통해서 정의된 시뮬레이션 파라미터들과 입력 및 결과가 데이터베이스를 통 해서 관리되고 그 값들을 쉽게 이용할 수 있는 사 용자 인터페이스를 구현하고 있다. 물론 QUEST™
를 사용하여 구현된 시뮬레이션 모델이 프로그램 을 통해서 동작할 수 있다.
Table 3. Moving times of Trapsporters TYPE 이동 횟수
(회)
시뮬레이션 기간 A 톤 3 호 564
A 톤 6 호 548 A 톤 8 호 544 B 톤 2 호 651 C 톤 1 호 481 D 톤 1 호 213
2004.4.~
2004.7.
중 5 월
300_3 300_6 300_8 400_2 500_1 900_1 0
20 40 60 80 100
Utilization %
Transporter
Fig. 10 Utilization of transporters
6. 결 론
조선소 옥외 작업장에서 물류 흐름을 시뮬레이 션 하기 위한 모델이 구현되었다. 조선소 옥외 작 업의 PPR 분석 및 설계를 통해 시뮬레이션에 필 요한 파라미터와 정보 등을 정의하였고 블록의 배 치와 이동에 관한 로직을 구현하였다. 실제 계획 된 일정 계획에 따른 참여 조선소의 옥외 현황 예 측과 본 논문을 통해 수행한 시뮬레이션 결과와의 비교 검토를 통해 구현된 모델이 타당함을 검증하 였다.
시뮬레이션 모델은 현재 조선소의 옥외 작업장 의 현황을 그대로 재연하고 모델링을 수행하였으 므로 크게는 중일정 수립 시 작업장 및 작업장을 선호 작업장 및 제약조건을 적용하여 연간, 월간 의 중일정 계획을 지원하는 시스템 등의 래거시 (Legacy) 시스템과 시뮬레이션과의 연동을 통해
다양한 결과값을 산출할 수 있고 현업에서도 옥외 작업장 현황을 파악하고 향후 주간, 일간 옥외 작 업장 현황 예측 및 작업장 상황 예측, 또한 운반 물류 및 옥외 작업장 장비의 사전 작업장 예약제 등 다양한 방면으로서 옥외 작업장 시뮬레이션은 활용도가 크다고 할 수 있다.
후 기
본 연구는 “고부가가치 선박 개발용 디지털 통 합건조 공법개발”의 일환으로 수행되었으며, 산업 자원부와 정보통신부의 연구비 지원에 감사 드립 니다.
참 고 문 헌
• 우종훈, 이광국, 정호림, 권영대, 신종계, 2005,
“디지털 생산 시뮬레이션 기반의 판넬라인 일정 계획지원 시스템 구축,” 대한조선학회 논문집, 제 42 권, 제 2 호, pp. 165-174.
• 이광국, 강현진, 김세환, 박주용, 신종계, 2005,
“조선 소조립 용접로봇토치 변경에 따른 디지털 생산 기반 생산성 향상방안 평가,” 한국 CAD/CAM 학회 논문집, 제 10 권, 제 3 호, pp.
210-216.
• 이광국, 최동한, 한상동, 박주용, 신종계, 2006,
“디지털 생산 시뮬레이션 기반의 판넬라인 일정 계획지원 시스템 구축,” 대한조선학회 논문집, 제 43 권, 제 2 호, pp. 228-235.
• 신종계, 2005, 고부가가치 선박 개발용 디지털 통합 건조공법 개발, 사업 최종보고서, 산업자 원부.
• Bair, F., Langer, Y., Caprace, J., and Rigo, P., 2005, “Modeling, Simulation, and Optimization of a Shipbuilding Workshop,” The 4th International Conference on Computer Applications and Information Technology in the Maritime Industries(COMPIT'05), pp. 283- 293.
• Banks, J., Carson J.S., Nelson, B.L., and Nichol , D.M., 2001, “Discrete-Event System Simulation 3rd Edition,” Prentice-Hall International Series in Industrial and Systems Engineering, Upper Saddle River, New Jersey 07458
• Chung, C.A., 2004, Simulation Modeling Handbook – A Practical Approach, CRC Press.
• Kaarsemaker, J. and Nienhuis, U., 2006,
“Simulation of a Maritime Pre-fabrication Process,” The 5th International Conference on Computer Applications and Information Technology in the Maritime Industries (COMPIT'06).
• Nedeß, C., Friedewald, A., Wagner, L., and Hübler M., 2006, “Simulation of Material Flow Processes in the Planning of Production Spaces in Shipbuilding,” The 5th International Conference on Computer Applications and Information Technology in the Maritime Industries (COMPIT'06).
• Krause M., Roland F., Steinhauer D., and Heinemann M., 2004, “Discrete Event Simulation: An Efficient Tool to Assist Shipyard Investment and Production Planning,” Journal Fig. 11 Integrated outdoor simulation
application
of Ship Production, Vol. 20, No. 3, pp. 176–
182.
• Steinhauer, D., 2003, “The Virtual Shipyard – Simulation in Production and Logistics at Flensburger,” 2nd COMPIT, pp. 203-209.
• Steinhauer, D., 2005, “SAPP – Simulation Aided Production Planning at Flensburger,”
Proceedings of COMPIT, pp. 391-398.
• Steinhauer, D. and Meyer-König, S., 2006,
“Simulation Aided Production Planning in Block Assembly,” The 5th International Conference on Computer Applications and Information Technology in the Maritime Industries (COMPIT'06).
< 이 춘 재 > < 이 장 현 > < 우 종 훈 >
< 신 종 계 > < 유 철 호 >