제 13권 제 1 호 2008년 2월 pp. 18-26
시뮬레이션 기반 디지털 조선소 구축 및 활용
한상동*, 유철호**, 신종계***, 이종근****
Implementation and Applications of Simulation Based Digital Shipyard
SangDong Han*, CheolHo Ryu**, JongGye Shin*** and JongKun Lee****
ABSTRACT
Shipbuilding industries have been struggling to reduce production time and cost of their products in many aspects. Manufacturing systems have been changed, new production lines and robots have been installed, and new planning and scheduling systems have been adopted in order to achieve shorter time- to-market and higher productivity. Simulation based manufacturing, digital manufacturing, or virtual manufacturing simulation, whatever the name means, is an approach to achieve such a goal. In order to improve productivity in a shipbuilding process at a shipyard, a digital shipyard development has been driven. This paper proposed how to implement the digital shipyard, what to do with it, and what to obtain from it. This digital shipyard will help simulate and optimize the entire shipbuilding life cycle with its virtual environment through shipbuilding process from the initial development stage to the launch.
Key words :
Virtual Manufacturing, Digital Manufacturing, Simulation Based Manufacturing, Digital Shipyard
1. 서 론
최근한국조선사업은수년전에비하여배이상 의설계및건조물량을처리하고있다
.
조선산업은 대규모의고정설비및인력이생산자원으로구성된 제조시스템의특성을지니고있다.
선박설계에서시제품없이바로생산에들어가며선박건조가완료되 는전기간에걸쳐서설계와생산이동시에병행되고 생산과정에서도잦은설계변경을반영하여야하는 등제품생산에소요되는복잡성이가장높은산업적 특성을가지고있다
.
오랜동안의체계적인설계및생산시스템의통합구축노력으로여러부분에서생 산성향상을이루었지만제조시스템의특성으로인 해아직도여러영역에서설계및생산엔지니어링의 지식을전문가의경험에의존하여왔고올바른제품
의설계또는생산정보등이적기에제공되지못하였 다
.
이와같은특징에서생산성을높이기위해서는다 양한설계생산엔지니어링경험등의지식정보를공유할 수 있는 환경 구축이 필요함은 물론
CAD/
CAM/CIM,
시뮬레이션, PDM,
가상현실등의정보기술이선박생산시스템의특성과효율적으로결합되 어야하며이를통합한가상생산개념의적용이효과
적이다
. Kuehn
[1]은제조업에서가상공장에관한포괄적인정의를제시하였고시뮬레이션을가상공장의 구축및활용에서주요인자로선정하였다
.
또한일반제조공장에서발생하는공정의문제점을가상환경 에서시뮬레이션하여그효용성을제시하였다
.
조선 산업에서도 국내외적으로가상 환경을이용한 단위 생산공정시뮬레이션이활발히수행되어왔다[2-9].
가상선박생산을선박생산의전과정에포함된설 계생산엔지니어링정보와노하우등모든작업지 식을전산화
,
자동화,
지능화하고가상현실(Virtual
Reality)
기술로가시화하여컴퓨터내에서선박생산을구현하는기술로정의하고변화하는조선산업의 환경을대응할수있는디지털생산기술을사용하여 실제작업전에생산공정을미리시뮬레이션해봄
****교신저자
,
정회원,
삼성중공업(
주)
및창원대학교****정회원
,
인하대학교BK21
사업팀****종신회원
,
서울대학교조선해양공학과****
창원대학교컴퓨터공학과-
논문투고일: 2007. 09. 20
-
심사완료일: 2007. 10. 04
으로써실제작업에서공기
,
생산성,
품질의향상을가져올수있는방안을모색한다
.
그리고국내조선 환경에적합한시뮬레이션기반의디지털조선소구 축을위한전략을제시하고선박생산공정의주요 관심사항에대한활용과기대되는효과를살펴보도 록한다.
본논문에서는디지털조선소구축의필요성및배 경이
2
장에기술되고3
장에서는디지털조선소구축 을위해수립된전략을언급한다. 4
장에서효과적인 디지털조선소구축을위한방법을기술한다.
그리고5
장에서활용및효과에대해살펴보고6
장에서결론을맺고자한다
.
2. 디지털 조선소 구축 필요성
디지털조선소의구축의필요성을다음과같이세 가지측면에서살펴볼수있다
.
첫째
,
조선해양설계및생산공정에서생산성향상과획기적인기술력의향상은생산기술뿐만아니 라생산정보및시스템공학분야에서기술개발을 요구한다
.
이미자동차,
항공,
그리고여타제조업은 제품생산주기단축과시장개방에따른기업간경쟁력 강화를 위한 요구로 동시공학
(Concurrent
Engineering)
적설계시스템의실현과단순한기계화에의존했던전통제조공정의통합정보화및제조 공장의가상생산모델
(Virtual Manufacturing Model)
의구축에많은연구와투자를진행해왔다[10,11]
.
이러한노력이제품의개발비용과기간을줄이고생산성
을높여준다고조사결과는말해준다[12,13]
.
따라서조선해양기술에있어서도획기적인기술향상을위하 여종래기능인력의경험으로방치되어왔던생산정 보분야와시스템기술분야에서획기적인기술개발 이필요하다고할수있다
.
둘째
,
우리나라의조선산업이지속적으로세계제1
위의자리를유지하기위해서는생산기술의IT
화가무엇보다도절실히요구된다
.
이는생산기술의IT
화를통해기존에분산적으로개발하여왔던설계기술 과엔지니어링기술을자동화
,
전산화,
시스템화되어 야함이강조된다.
셋째
,
조선해양산업은복수의프로젝트가장비/
정 반/
크레인/
작업자등의전사자원에서동시에진행되 므로공법/
공정/
일정및자원관리방법에따라생산 성이크게달라질수있다.
미래상황을실제와같이 빠르고쉽게그리고다양하게검토해볼수있는시뮬 레이션기반디지털조선소구축은생산성향상을위한생산리드타임개선
,
효율극대화를위한공법/
설비최적화
,
다양한 변화요인에대한사전예측, IT
기술을이용한기술경쟁력제고등을달성할수있는 기반기술이될수있다
.
Table 1
은앞서언급한디지털조선소의필요성을조선해양산업의특성과경영환경의변화에따라한 단계더구체적으로기술하고있다
.
3. 디지털 조선소 구축 전략
디지털조선소의구축전략을제안하기전에디지 털조선소의요구사항을분석하여조선소의가상생
산을위한전체시스템의구성을
Fig. 1
과같이제안한다
.
Table 1.
Characteristics and changes in shipbuilding industries
배 경 디지털 조선소 필요성
조선업특성
· 부품이 많고 복잡 다양한 건조공정이 존재 (리드 타임이 길다)
· 공정별 특성차이가 크고/공정간 연계 효율 성 고려가 중요
· 시제품이 없으므로 생산 진행 중 시행착오 가 과다 발생
경영여건변화
· 선박 건조량의 급격한 증대(자원관리 효율 화 필요성 증대)
· 고기술을 요하는 특수선(LNG선) 건조 비율
· 작업 난이도/위험성 평가요구 증가증가
미래전략변화
· 선박 수출국에서 선박지식 수출국으로 발전
· 성숙된 정보기술 접목으로 제조업의 변화가 가시화 됨
외부환경변화
· 강재 및 원자재 가격 상승으로 추가적인 생 산성 향상 요구
· 중국 조선업체의 추격으로 차별화 된 기술 경쟁력 확보 필요
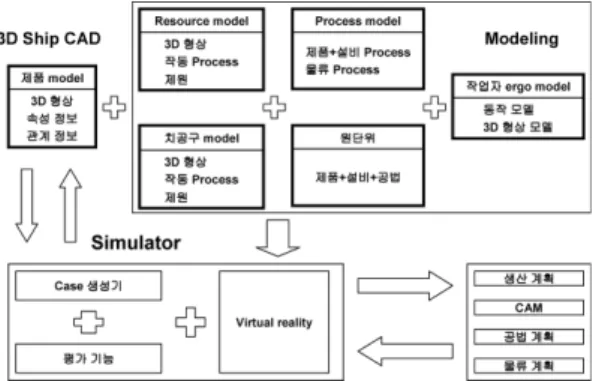
Fig. 1.
System configuration for virtual manufacturing at
the shipyard.
Fig. 1
은디지털조선소의요소로선박생산공정에관여하는 모든 대상
,
즉 제품(Product),
프로세스(Process),
자원(Resource),
일정(Schedule)
의 정의와 디지털모델,
생산공정시뮬레이션도구,
각요소간 상호연관성의정의를포함하고있다.
최신
IT
기술을이용하여고효율의가상조선소구 축을성공적으로달성하기위해서는많은위험요소 들이존재한다.
디지털조선소구축에는방대한양의 데이터를다루어야하고많은인력이소요된다.
본논 문에서디지털조선소구축을위한단계별구축및활 용전략을제시하였다.
간단히요약하면먼저실제조 선소의건조공정의가상화와가상화공정간통합화 를추진하게된다.
그다음으로통합된시스템에최적 화기능을추가하여생산성을향상시키고마지막단 계로3
차원모델링기술력을가상현실기술로확장하는단계를 거치게 된다
. Table 2
는 전략별 구현및활용방안을간단히설명하고있다
.
3.1가상화
디지털조선소구축의
1
단계전략인가상화는공정(Process),
설비(Resource)
를생산공정별디지털화(
모델링
)
하여물리적인조선소와유사한디지털조선소모델을구축하는단계이다
.
가상화단계에서는생산공정을표준화된도구를사용하여분석
/
모델링하고설 비를재사용가능한형태로분류하는작업이중점적 으로이루어진다.
이때중요하게고려되어야할사항 은모델링의상세화수준을일관성있게유지하는것이매우중요하다
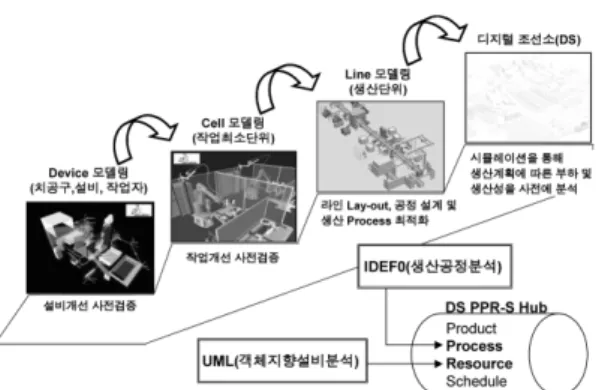
. Fig. 2
는공정과설비의모델링단계를도식화하고 있다
.
제조 자원의Device
모델링,
최소작업단위의
Cell
모델링,
생산line
모델링을실시하며
,
각 모델을통합한 디지털 조선소모델(DS:
Digital Shipbuilding)
을구성하였다.
이때각정보는PPR-S Hub
에저장한다.
3.2 통합화
디지털조선소
2
단계전략인통합화는단위 공정모델에대해상호연관성을정의하여통합공정모델
로확장을추진하고조선소의
CAD/CAPP/MIS
등과같은기간시스템과연계하여확장성을높인통합디 지털조선소를구축하는단계이다
.
통합화단계에서 는1
단계 가상화에서 구축된 공정(Process)
과 설비(Resource)
에추가하여제품(Product)
와일정(Schedule)
계획을연계하는
PPR-S Hub
를구성하게된다. Fig.
3
은관련시스템연계를포함하는통합화계획을보여 주고있다.
3.3 최적화
디지털조선소구축의
3
단계전략인최적화는구축 된디지털조선소에공정별구체적인요구사항을반영하고최적의효과산출을위한
Case
생성기/
최적화알고리즘
/What-if
시뮬레이션/
평가등과같은부가적인기능을포함한사용자환경을구현하는단계이다
.
Table 2.
Implementation and application plan of each strategy
전략 구현 및 활용 방안
가상화
· 조선소의 건조 공법/설비 등을 공정별로 디지 털화(가상화)
→가시화 또는 작업Cell 단위의 생산성 향상 방 안 검토에 활용
통합화
· 공정간 통합 모델을 구축하고 CAD/CAPP/
MIS와 연계
→계획정도 향상 및 시뮬레이션에 의한 표준 데 이터 축적
최적화 · 일정계획 또는 시설투자 계획에 대한 최적 시
→최적의 작업순서 및 투자 계획 결정에 활용뮬레이션
혁신화 · 3차원 모델링 기술력을 VR(가상현실)로 확장
→도장 훈련 시스템 또는 작업성/안전성 검증 에 응용
Fig. 2.
Digitalization strategy for digital shipyard.
Fig. 3.
Integration strategy for digital shipyard.
최적화단계에서는공정별로요구사항을충분히반영 할수있는특화된사용자환경과별도의부가기능
개발이요구된다
. Fig. 4
는공정별사용자환경을포함하는최적화전략을보여주고있다
.
3.4 혁신화
디지털조선소구축의
4
단계전략인혁신화는구축된디지털모델을활용하여햅틱
/
인간모델등과같은추가적인가상현실기술을응용한인간공학기반으로 확장하는단계이다
.
혁신화단계에서는촉각센서기 술을이용한도장훈련시스템과인간모델을이용한 작업성/
안전성검증등을통하여차별화된기술경쟁력을추구할수있다
. Fig. 5
는인간공학기반을포함한혁신화이미지를보여주고있다
.
4. 디지털 조선소 구현 방법론
방대한양의자료분석과모델링작업을많은인원 이일관성있는상세화수준으로프로젝트를수행해 야하기때문에표준화된도구의선정과개발프로세 스의정립이요구된다
.
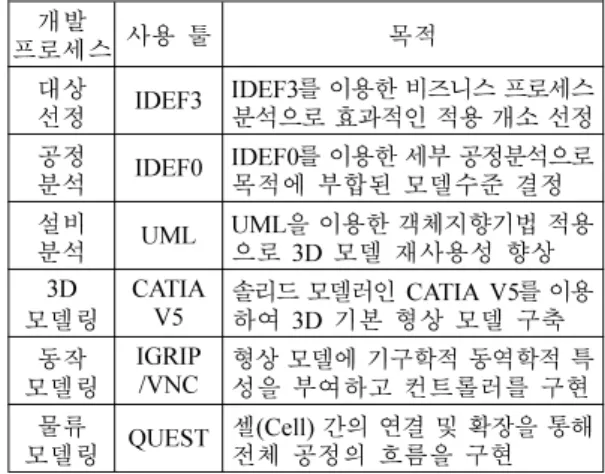
본논문에서는개발프로세스및사용툴을
Table 3
과같이선정하였다.
4.1업무프로세스모델링
IDEF3
모델링방법을이용하여조선업무프로세스를모델링하였다
.
또한모델링결과를바탕으로디지털조선소의적용대상공정을선정하고필수환경 분석등을수행하였다
. IDEF3
은조선업무전반에걸쳐서규칙과절차에대한현행업무를
1
단계로상세하게분석하게된다
.
그후현행업무의개선사항을비 Fig. 4.Optimization strategy for digital shipyard.
Fig. 5.
Innovation strategy for digital shipyard.
Table 3.
Development process and application tools
프로세스 사용 툴개발 목적
대상선정 IDEF3 IDEF3를 이용한 비즈니스 프로세스 분석으로 효과적인 적용 개소 선정 공정분석 IDEF0 IDEF0를 이용한 세부 공정분석으로
목적에 부합된 모델수준 결정 설비분석 UML UML을 이용한 객체지향기법 적용
으로 3D 모델 재사용성 향상 3D
모델링 CATIA
V5 솔리드 모델러인 CATIA V5를 이용 하여 3D 기본 형상 모델 구축 모델링동작 IGRIP
/VNC 형상 모델에 기구학적 동역학적 특 성을 부여하고 컨트롤러를 구현 모델링물류 QUEST 셀(Cell) 간의 연결 및 확장을 통해
전체 공정의 흐름을 구현
Fig. 6.
Business process analysis using IDEF3 method.
즈니스또는현업요구사항을고려하여개선대상을 선정하게된다
.
선정된대상에대해2
단계로개선을 위한필수환경도출및효과분석을통해최종적으로대상을결정하게된다
. Fig. 6
은(a)
현행업무프로세스모델링결과에따라현업개선요청사항인사전블
록도크배치공정
(Pre-Dock
배치도)
을적용대상으로선정하고
, (b)
필수환경도출및효과분석사례를나타내고있다
.
4.2 기능모델링
업무프로세스분석을통해선정된특정공정에대
한상세기능분석을위해서
IDEF0
기법을이용하였다
. IDEF0
는복잡다양한프로세스흐름을기능(
활동)
단위로모델링하는방법으로단위활동을수행하는 데필요한입력과출력
,
제어(
제약및지침),
메커니즘(
인원/
장비/
전산시스템)
을직관적으로파악할수있는장점을가지고있다
. Fig. 7
은활동(Activity)
분석을계층적으로수행한사례이다
.
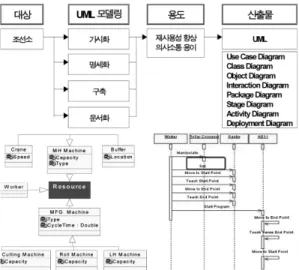
4.3 객체지향분석및설계
IDEF0
활동분석에서메커니즘요소인조선소의설비를효율적으로모델링하기 위해서는유사설비를 체계적으로분류하여재사용성을향상시킬필요가있 다
.
이를위해UML(Unified Modeling Language)
을 이용한객체지향분석/
설계기법을적용하여상속,
상 호작용관계등을표현하였다. Fig. 8
은UML
을이용 한객체지향분석/
설계사례이다.
4.4 3D설비모델링
조선소설비들에대해
CATIA
어플리케이션을이용한파라메트릭
(Parametric)
모델링을통해3D
설비 기본형상모델링을수행하였다.
본모델링과정에서는
UML
분석결과를충분히활용하여재사용성을향상함으로써모델구축시간을줄일수있다
. Fig. 9
는CATIA V5
를이용한설비의기본형상모델링사례로써조선소생산에사용되는각종장치
, NC
절단장비
,
크레인,
용접로봇등을기구적으로분석하여실제와유사하게형상모델링을행하게된다
.
예를들면
,
용접로봇의경우각축별로분리된형상모델을 구성하여이후기구적/
동역학적특성을부여하는데이 용된다.
4.5셀모델및컨트롤러구현
3D
기본형상모델을이용하여기구적/
동역학적특성을부여하고셀모델구축및로봇컨트롤러를구현 하게된다
.
본셀모델은작동프로그램생성및제품 별사이클타임계산등에활용된다.
이단계는셀모 델에대해실행시간및동작정보등과같은정보가 존재하지않는경우필수정보들을산출해야하기때 문에정확히수행될필요가있다[14]. Fig. 10
은IGRIP
을이용한셀모델링및로봇컨트롤러구현사례이다
.
Fig. 7.
Activity modeling using IDEF0 method.
Fig. 8.
Object-oriented analysis/design using UML.
Fig. 9.
3D resource modeling using CATIA V5.
4.6 가공생산라인(Line) 모델링
강판절단라인
,
소조립블록조립라인,
판넬블록조립라인으로각각구현된단위공정셀모델을 통합하여가공생산라인의물류모델을구축하였다
.
라인물류모델은제품의작업물량과 설비의작업 조건이반영된이산사건시스템으로분석되어각단 위작업장은
QUEST
TM의Physical
모델인Elements
로 구현되고 작업 조건은
Logical
모델인 각종Logic
들로구현되었으며다양한생산시나리오에대해병목공정및생산리드타임분석으로생산라 인의최적화를위한생산계획대안을모색할수있
다
. Fig. 11
은QUEST
TM를이용한라인모델링사례를나타내고있다
.
장비가동률은각단위셀의자원의가동률을나타내고있으며
, Tact
별부하율은소조립과판넬블록조립라인의각
Skid
의계획작업시간대비실제작업시간예측결과를보이고있다
.
여기서
, Tact
란라인내단위작업장을복수개로나누어작업할때일정한시간주기로의작업장간이 동을의미한다
.
5. 디지털 조선소 활용 및 효과
구축된
DS
는경영전략의검증,
일정계획의검증,
작업지시의사전검증등을통해생산의문제를조기 에감지하여대책을수립함으로써시행착오를최소
화하고 효율을향상시킬수있다[2-4]
. Table 4
에서는디지털조선소의생산계획의계층별로디지털생산 모델의활용방안과목적을정리하였다
.
5.1경영전략검증예
디지털조선소를활용하는경영진의관심사항은경 영전략수립을위해장기적인관점에서부하를분석 해보는것이며언제
,
어떤선박을수주하면좋은지 등에근거로써활용도가크다고할수있다.
또한호 선변경이생산에미치는영향등을사전에검토하는데주로관심이있다
. Fig. 12
는호선변경에따른판넬라인의영향도분석사례를보여주고있다
.
Fig. 10.
Cell modeling and implementation of robot controller using IGRIP.
Fig. 11.
Line modeling using QUEST.
Table 4.
Customer requirements according to respon- sibility
생산 계획 계층별
활용 방안 주요 내용
경영 전략의 검증 (경영진)
· 유사 호선 실적정보를 활용한 장 기 부하 분석
· Product Mix 변경에 따른 영향 평가
일정 계획의 검증 (스케쥴러)
· 판넬라인 스케쥴 검증(가동률, 리 드타임 등)
· 옥외물류 스케쥴 검증(블록 이동 경로, 도로부하, 장비, Area별 부 하 등)
· 소조 스케쥴 검증(가동률, 작업장 별 물량편차 분석)
작업지시의 사전
검증 (현업 관리자) · 판넬라인 최적 투입순서 결정으 로 리드타임 단축
설비 투자에 대한
영향도 분석 · 설비의 능력 변경에 따른 영향 평가
Fig. 12.
Analysis of effects according to product mix
change.
5.2 일정계획검증예
-
총조립(
옥외물류)
장총조립
(PE: Pre Erection)
공장은Dock
조립의직 전공정으로서조립생산일정계획의효율성여부에 따라서조선소전체의생산계획의효율성이좌우된다
. Fig. 13
은PE
공장의물류일정계획을옥외물류모델로구현한예를보이고있다
.
각블록별로계획 된조립일정과적재장소정보를토대로각종지표를예측하는사례를보여주고있다
. Fig. 13
의하단그림은
PE
장의장비와작업Buffer
의사용률을예측한결과이다
.
5.3 작업지시의사전검증
디지털조선소를활용한현업관리자의관심사항은 어떤순서로작업을수행하면생산량을증대시킬수 있을까하는관점에서주일단위또는일일단위작업 의순서를결정하는데사용된다
. Fig. 14
는일일물량 을최단시간에처리가능한투입순서를결정하는사 례로작업순서최적화에따른조업시간을약14%
단 축할수있었다.
5.4 설비투자영향도분석
생산량증대요구로시설투자및설비효율화관점 에서사전검증이필요한경우에작업장별설비특성 치를변경하여시뮬레이션을수행하여영향도평가를 할수있으므로최적의설비개선및투자를가능하게
한다
. Fig. 15
는설비능력변경및설비추가에대한투자대비효과시뮬레이션사례를나타내고있다
.
6. 결 론
본논문의내용을전략적인측면과기술적인측면 에서다음과같이정리할수있다
.
먼저,
전략적인측면에서디지털조선소구축프로젝트의초기단계에
서디지털조선소에대한개념
(Concept)
을명확히하였고디지털조선소의효과적인구축
/
활용을위한단계별전략을통해체계적으로개발되고관리될수있 었다
.
특히,
활용관점에서는계층별차별화된요구 사항을반영하여시뮬레이션 기반생산관리실현을 원활하게추진할수있었다.
기존의시스템이해결해 줄수없는현업의문제점과요구사항을수용하여개 발함으로써현업및경영층으로부터적극적인지원을 받을수있었다.
그리고기술적인측면에서방대한양 의자료분석과모델링작업을많은인원이일관성있 Fig. 13.Prediction of output through out door flow
simulation.
Fig. 14.
Optimization of work order.
Fig. 15.
Prediction of effects on facility investment.
는상세수준
(Level of detail)
으로 수행하기 위해서표준도구의선정과개발프로세스를정립하였다
.
최 신IT
기술습득및객체지향설비모델링방법의적 용으로모델확장을포함한유사디지털모델구축에 도많은시간단축효과가기대된다.
끝으로디지털조선소구축및활용에반드시고려 되어야할사항을몇가지정리하면다음과같다
.
첫째
,
산업의특성을고려한적용범위및구축방 법에대한철저한사전검토및준비가필요하다.
둘째
,
정보화전략(Information Strategy Plan)
과연 계한전사적인지원체제구축이필요하다.
셋째
,
디지털모델을활용한시뮬레이션기능의개 발은지속적으로이루어져야할부분이며현업의참 여가성패를좌우한다.
감사의 글
본연구는산업자원부가지원한“전통산업의
IT
접목기술개발사업
-
고부가가치선박개발용디지털통합건조공법개발”의일부로수행되었습니다
. 참고문헌
1. Kuehn, W.,
“Digital Factory - Integration of Simu- lation Enhancing the Product and Production Process Towards Operative Control and Optimization”,
Inter- national Journal of Simulation Systems, Science &Technology
, Vol. 7, No. 7, pp. 27-39, 2006.
2.
이광국,
강현진,
김세환,
박주용,
신종계,
“조선소조립 용접로봇토치변경에따른 디지털생산 기반 생산성 향상방안 평가”
,
한국CAD/CAM
학회논 문집,
제10
권,
제3
호, pp. 210-216, 2005.
3.
이광국,
최동한,
한상동,
박주용,
신종계,
“디지털생 산시뮬레이션기반의판넬라인일정계획지원 시스 템 구축”,
대한조선학회논문집,
제43
권,
제2
호, pp.
228-235, 2006.
4.
우종훈,
이광국,
정호림,
권영대,
신종계,
“디지털조 선소구축을위한물류모델프레임워크”,
대한조선 학회논문집,
제42
권,
제2
호, pp. 165
-174, 2005.
5. Krause, M., Roland, F., Steinhauerm, D. and Hei- nemann, M.,
“Discrete Event Simulation: An Effi- cient Tool to Assist Shipyard Investment and Production Planning”,
Journal of Ship Production, Vol. 20, No. 3, pp. 176-182, 2004.
6. Steinhauer, D.,
“SAPP - Simulation Aided Production Planning at Flensburger”,
Proceedings of COMPIT 2005, Hamburg, pp. 391-398, 2005.
7. Steinhauer, D. and Meyer-König, S.,
“Simulation Aided Production Planning in Block Assembly”, 5th International Conference on Computer Applications and Information Technology in the Maritime Indus- tries (COMPIT'06), Oud Poelgeest, Leiden/Nether- lands, 8-11, May 2006.
8. Nedeß, C., Friedewald, A., Wagner, L. and Hübler M.,
“Simulation of Material Flow Processes in the Planning of Production Spaces in Shipbuilding”, The 5th International Conference on Computer Applica- tions and Information Technology in the Maritime Industries (COMPIT'06), Oud Poelgeest, Leiden/
Netherlands, 8-11, May 2006.
9. Bair, F., Langer, Y., Caprace, J. and Rigo, P.,
“Mod- eling, Simulation, and Optimization of a shipbuilding workshop”, The 4th International Conference on Computer Applications and Information Technology in the Maritime Industries (COMPIT'05), pp. 283- 293, May 2005.
10. Wöhlke, G. and Schiller, E.,
“Digital Planning Vali- dation in automotive industry
”,Computers in Industry,Vol. 56, pp. 393-405, 2005.
11.
노상도,
“가상공장구축및운영”,
한국CAD/CAM
학회지
, Vol. 9, No. 2, pp. 45-51, 2003.
12. CIMData,
“The Value of Digital Manufacturing in a PLM Environment, Case Study: Fiat Auto S.p.A
”,Jan. 2006 (http://www.CIMdata.com)
13. CIMData,
“The Benefits of Digital Manufacturing
”,March 2003 (http://www.CIMdata.com)
14. Williams, D. L., Finke, D. A., Medeiros, D. J. and Traband, M. T.,
“Discrete Simulation Development for a Proposed Shipyard Steel Processing Facility
”, Proceedings of the 2001 Winter Simulation Confer- ence, December 9-12, 2001, Arlington, VA, USA.
B.A. Peters
et al.(eds), pp. 882-887.
한 상 동
1998년한국방송통신대학교전자계산학 과 학사
2001년창원대학교전자계산학과석사
2003년창원대학교컴퓨터공학과박사과 정수료
1987년~현재삼성중공업(주) 산업기술연 구소책임연구원
관심분야: 생산시스템모델링및분석, CAD/CAM/CAPP
유 철 호
1996년서울대학교공과대학조선해양공 학과학사
1998년서울대학교대학원조선해양공학 과석사
2002년서울대학교대학원조선해양공학 과박사
2002년~2005년서울대학교공학연구소 연구원
2005년~2006년 U.S. Naval Postgraduate School 박사후연구원
2007년~현재인하대학교대학원선박공학과 BK21사업팀연구 관심분야교수: CAD/CAM, CAGD, 선박설계및생산, Shipbuilding
Modeling & Simulation
신 종 계
1977년서울대학교조선해양공학과학사
1979년서울대학교조선해양공학과석사
1989년 Massachusetts Institute of Technology, Department of Ocean Engineering 박사
1993년~현재서울대학교조선해양공학과 관심분야교수: 구조역학, 선상가열, 곡면전개, PLM, 디지털생산, APS, PDM
이 종 근
1974년숭실대학교전자계산학과졸업
1978년고려대학교경영대학원경영학
1986년숭실대학교석사 대학원컴퓨터공학과
2002년 Ecole Centrale Paris 공학석사 컴퓨터공학 박사
1987년~1990년 CRIM/Univ. de Montpellier 연구원
2001년~2002년 LAIL/Ecole Centrale de Lille 연구원
1983년~현재창원대학교컴퓨터공학과 교수
관심분야: 생산시스템모델링, 패트리넷모델링, 성능분석, 정보보호