<연구논문>
한국표면공학회지
J. Korean Inst. Surf. Eng
ISSN 1225-8024(Print) Vol.54, No.3, 2021.ISSN 2288-8403(Online) https://doi.org/10.5695/JKISE.2021.54.3.139
1. Introduction
Chromium nitride based ternary Cr–Al–N and Cr–Si–N coatings have exhibited superior mechanical properties and oxidation resistance (above 850℃) in comparison to traditional binary CrN coatings (~450℃), and have been successfully used in the industry [1-2]. The improved mechanical and oxidation properties were derived from the microstructure
characterized by solid-solution of Al into CrN [3]. Recently, cathodic arc evaporation (CAE) technique is recognized to be a very useful process for hard coatings because it has many advantages such as high packing density and good adhesion to metallic substrates due to a high degree of ionization and high kinetic energy of ions compared with other coating methods [4-6]. Deposition conditions, e.g.
deposition temperature, bias voltage, working pressure, current density, etc., significantly effect on the microstructure and mechanical properties of the Cr–Al–N coatings. Among the conditions, deposition temperature is a key
Influence of Deposition Temperature on the Film Growth Behavior and Mechanical Properties of Chromium Aluminum Nitride Coatings
Prepared by Cathodic Arc Evaporation Technique Sungbo Heo and Wang Ryeol Kim *
Korea Institute of Industrial Technology (KITECH), Yangsan 50623, Republic of Korea
(Received 11 June, 2021 ; revised 21 June, 2021 ; accepted 27 June, 2021)
Abstract
Cr–Al–N coatings were deposited onto WC-Co substrates using a cathodic arc evaporation (CAE) system. CAE technique is recognized to be a very useful process for hard coatings because it has many advantages such as high packing density and good adhesion to metallic substrates. In this study, the influence of deposition temperature as a key process parameter on film growth behavior and mechanical properties of Cr–Al–N coatings were systematically investigated and correlated with microstructural changes. From various analyses, the Cr–Al–N coatings prepared at deposition temperature of 450℃ in the CAE process showed excellent mechanical properties with higher deposition rate. The Cr–Al–N coatings with deposition temperature around 450℃ exhibited the highest hardness of about 35 GPa and elastic modulus of 442 GPa. The resistance to elastic strain to failure (H/E ratio) and the index of plastic deformation (H
3/E
2ratio) were also good values of 0.079 and 0.221 GPa, respectively, at the deposition temperature of 450℃. Based on the XRD, SEM and TEM analyses, the Cr–Al–N coatings exhibited a dense columnar structure with f.c.c. (Cr,Al)N multi-oriented phases in which crystallites showed irregular shapes (50~100nm in size) with many edge dislocations and lattice mismatches.
Keywords : Cr–Al–N Coatings, Deposition temperature, Cathodic arc evaporation
*Corresponding Author: Wang Ryeol Kim
Korea Institute of Industrial Technology
Tel: +82-55-367-9404, Fax: +82-55-367-9841
E-mail: [email protected]
process parameter related to the surface mobility and bombardment of ions, which leads to the change of film growth behaviors, e.g.
deposition rate, surface morphology, grain size, crystallinity, phase transformation, etc., and mechanical properties, e.g. hardness, elastic modulus, residual stress, wear behavior, etc.
[7-9]. Therefore, an understanding of deposition temperature effects on the deposition behavior of the Cr–Al–N coatings should be necessary to improve the mechanical properties for industrial applications.
The objective of this work is to investigate the deposition of the Cr–Al–N coatings by the cathodic arc evaporation technique using a CrAl
2and pure Cr targets in an Ar-N
2atmosphere. The comprehensive film growth behavior and mechanical properties of the Cr–Al–N coatings were correlated with the deposition temperature.
2. Experimental Details
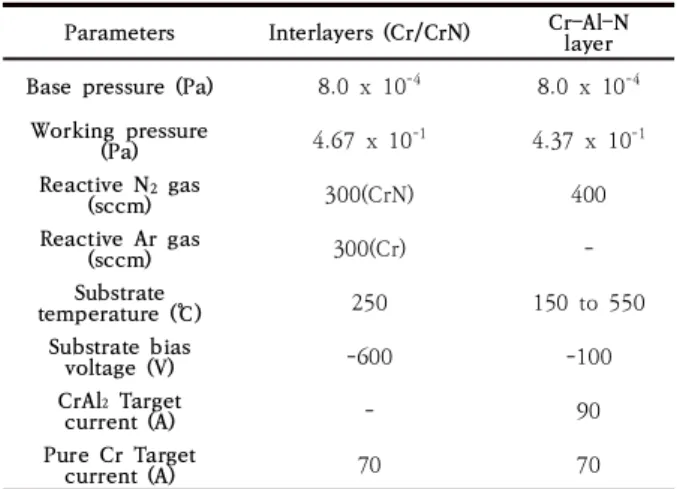
As summarized in Table 1, the Cr–Al–N coatings were deposited onto silicon wafer and WC-Co (WC 89.5 wt.%, Co 10 wt.%, Others 0.5 wt.%) substrates by a cathodic arc evaporation (CAE) using high purity (99.99%) CrAl
2and pure Cr targets with argon-nitrogen reactive gas. For the coating design with a good adhesion, a three layered structure containing Cr/CrN/CrAlN was used for all coatings. During the deposition process, Cr was firstly deposited by the Cr targets in pure argon (Ar) with substrate bias voltage of -600 V, and then nitrogen (N
2) gas was added to deposit CrN. Both Cr and CrN served as a thin adhesion layer (~320 nm) and they were deposited in the same way for all tests.
X-ray diffractometer (XRD, Rigaku, Ultima4) was adopted to investigate the crystallinity and phase transformation of the Cr–Al–N films. The elemental composition of the coatings was measured by electron probe micro analysis (EPMA, JEOL, JXA-8530F) on a flat film surface.
The thickness and surface morphology of the coatings were measured using field emission scanning electron microscope (FE-SEM, JEOL, JSM-7200F). Structural information on the coatings was obtained from high-resolution transmission electron microscopy (HR-TEM) using a field emission transmission electron microscope (FE-TEM, JEOL, JEM-2012F) with a 200 kV acceleration voltage. Hardness and elastic modulus were measured by a computer–controlled nano–indentation (Anton Paar, NHT
2). With hardness (H) and elastic modulus (E) obtained from the nano- indentation, H/E value called
‘elastic strain to failure’ and H
3/E
2value called
‘resistance of materials against plastic deformation’
were calculated. They are considered as good indicators in the determination of the resistance of coatings to cracking and wear [10-11].
3. Results and Discussion
For present study, Cr–Al–N coatings were synthesized with a substrate bias voltage of -100 V at fixed arc current of 90 A for CrAl
2targets and 70 A for Cr targets. From the EPMA analysis, it can be confirmed that the Cr–Al–N coating has a composition of Cr (35 at.%), Al(27 at.%), and N(48 at.%). Figure 1 shows hardness and elastic modulus of Cr–Al–N coatings as a function of deposition temperature. The hardness and elastic modulus linearly increased
Parameters Interlayers (Cr/CrN) Cr–Al–N layer Base pressure (Pa) 8.0 x 10-4 8.0 x 10-4
Working pressure
(Pa) 4.67 x 10-1 4.37 x 10-1
Reactive N2gas
(sccm) 300(CrN) 400
Reactive Ar gas
(sccm) 300(Cr) -
Substrate
temperature (℃) 250 150 to 550
Substrate bias
voltage (V) -600 -100
CrAl2Target
current (A) - 90
Pure Cr Target
current (A) 70 70
Table 1. Typical deposition conditions for the Cr–Al–N
coatings by the cathodic arc evaporation system.
with increase in deposition temperature to 450
℃, where maximum hardness and elastic modulus value of 35 GPa and 442 GPa, respectively, were observed. The Cr–Al–N coatings deposited at low deposition temperature may have a high density of lattice imperfections and porous grain boundaries due to the low adatom mobility. As the deposition temperature increased, microstructure of the Cr–Al–N coating would be changed to become more crystalline denser, without void in grain boundaries due to the increased surface mobility [12]. On the other hand, with further increase in the deposition temperature, hardness and elastic modulus of the Cr–Al–N coatings were steeply decreased due to a fast grain growth.
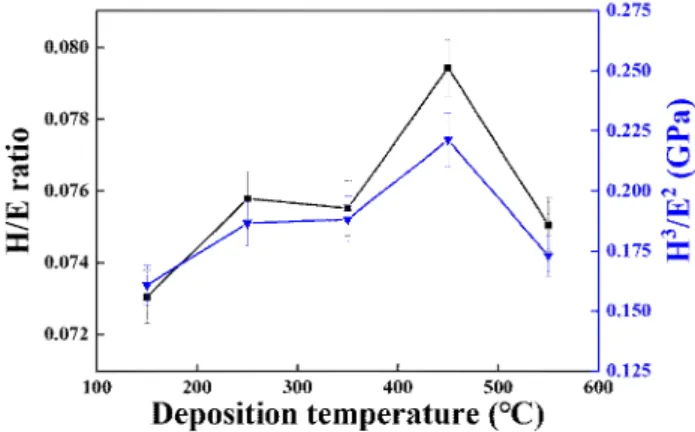
As shown in Figure 2, the resistance to plastic deformation (H
3/E
2ratio) and the index of elastic strain to failure (H/E ratio) were also good values of 0.221 GPa and, 0.079 respectively, at the deposition temperature of 450 ℃.
Figure 3 shows deposition rate of the Cr–Al–
N coatings as a function of deposition temperature applied to chamber inside. As the deposition temperature increased, deposition rate increased from 0.70 to 1.35 μm/hr. The increase of deposition rate with increase in the deposition temperature could be explained by enhanced surface mobility of ions with increase of deposition temperature during deposition [13]. Figure 4 shows the X-ray diffraction pattern of the Cr–Al–N coating prepared at different deposition temperatures. The diffraction pattern of the Cr–Al–N coatings exhibited a solid-solution f.c.c. (Cr,Al)N phase with orientation of (111), (200), (220) and (311).
The pattern indicated the presence of WC-Co substrate peaks for (001), (101) and (111) phase were also detected. No crystalline oxide phase (e.g. Cr
2O
3, Al
2O
3, etc.) were observed in the XRD patterns. As the deposition temperature increased to 450℃, the main diffraction peak intensities of the (Cr,Al)N (111) and (200) increased. Increasing of deposition temperature during CAE coating process led to grain growth with a higher surface mobility energies of the (Cr,Al)N crystallites and also contributes to increasing the deposition rate, as shown in the Figure 3. On the other hand, the (Cr,Al)N (111) and (200) peak intensities slightly reduced with further increase in deposition temperature above 550℃. The cross-section SEM photomicrograph of multi-layered Cr–Al–N coating at deposition temperature of 450℃ was provided in Figure 5. The coating exhibited a dense columnar structure. The columnar size in the Cr–Al–N coating was ranged from 50 to 100 nm.
Fig 1. Hardness and elastic modulus of Cr–Al–N coatings as a function of deposition temperature
Fig 2. H/E ratio and H
3/E
2value of Cr–Al–N coatings as a
function of deposition temperature.
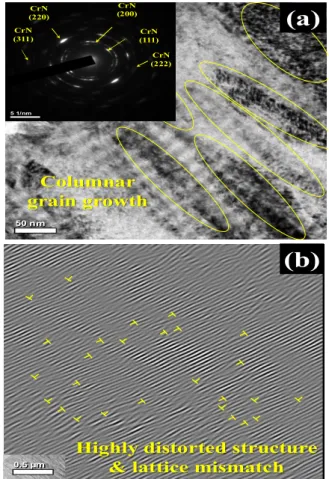
In order to understand the microstructure of the Cr–Al–N coating, TEM investigation for the sample having a dense structure with a maximum hardness value was performed. Figure 6 shows a dark field TEM image and the corresponding selected area electron diffraction pattern (SADP). As shown in Figure 6(a), the
SADP indicated that the film contains CrN phase with orientation of (111), (200), (220) and (311).
Figure 6(b) shows the an inverse fast Fourier transform (IFFT) image obtained from high resolution TEM image, which clearly shows that the Cr–Al–N coating has grown as a fine columnar structure including crystallites with irregular shapes, many edge dislocations and lattice mismatches.
From the results of various microstructural analyses (XRD, EPMA, SEM, HR-TEM, and etc) and mechanical properties (H, E, H
3/E
2), it can be suggested that the deposition temperature is a very important key parameter to optimize the CAE process, and leads to considerable changes in microstructure and mechanical properties of the Cr–Al–N coatings. Good combination of high hardness and fracture toughness with a dense nano-columnar structure of the Cr–Al–N coatings would also indicate the
Fig 3. Deposition rate of Cr–Al–N coatings as a function of deposition temperature.
50 nm 50 nm
Columnar grain growth
(a)
5 1/nm 5 1/nm
CrN (111) CrN (200) CrN
(220)
CrN (222) CrN
(311)
0.5 µm 0.5 µm