CopyrightⒸ2014 KSAE / 129-05 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2014.22.3.033 Transactions of KSAE, Vol. 22, No. 3, pp.33-41 (2014)
자동차용 전장 커넥트 프레팅 마모 손상 평가
장 승 규*1)․김 덕 현2)․김 진 상2)․최 성 종1)․조 현 덕1)
경일대학교 ACT-RIC1)․타이코에이엠피 기술연구소2)
Evaluation of Fretting Wear Damage of Electronic Connectors for the Automotive
SeungGyu Jang*1)․Deokhyeon Kim2)․Jinsang Kim2)․SungJong Choi1)․HyunDeog Cho1)
1)ACT-RIC, KyungIl University, Gyeongbuk 712-701, Korea
2)Laboratory of Tyco Electronics AMP Korea Ltd., 68 Gongdan-1ro, Jillyang-eup, Gyeongsan-si, Gyeongbuk 712-838, Korea
(Received 29 October 2013 / Revised 24 January 2014 / Accepted 14 February 2014)
Abstract : Fretting is a kind of surface degradation mechanism observed in mechanical components and structures.
When two pieces of materials, pressed together by an external static load, are subjected to a transverse cyclic loading or various vibrations, so that one contacting face is relatively displaced cyclically parallel to the other face, wear of the mating surfaces occurs. These fretting damages may be observed in electrical connectors for automotive components, where there are special environments and various vibration conditions. This study aims to evaluate the usefulness of fretting test equipment that was developed for reliability test of electrical connector. Fretting tests were carried out using tin coated connectors and friction force, contact resistance, contact area and roughness of contact region were investigated. The following results that will be helpful to understand the fretting wear mechanism, increase process the contact resistance and contact area were obtained. (1) In the same frequency and slip amplitude, the friction force, roughness and contact area increased rapidly until about 10
3cycles, after which it was slightly changed. (2) In the various frequency and slip amplitude, the contact area increased with slip amplitude and cyclic numbers, but it did not depend on cyclic frequency. (3) The surface roughness of contact region did not depend on the cyclic frequency. From these results, the applicability of the fretting wear test equipment and reliability of connector were discussed.
Key words : Fretting(프레팅), Reliability test(신뢰성 시험), Electrical connector(전장 커넥트), Contact resistance (접촉저항), Friction force(마찰력), Slip amplitude(슬립진폭), Contact area(접촉면적)
1. 서 론1)
최근의 자동차는, 탑승자와 보행자의 안전을 위 한 안전장치, 외부 통신장치 및 탑승자의 편의성을 위한 장치 등의 발전과 더불어 전기적 연결을 구현 하는 커넥터의 사용량이 급증하고 있다.
*A part of this paper was presented at the KSAE 2013 Annual Conference and Exhibition
*Corresponding author, E-mail: [email protected]
그러나 외부진동에 의한, 수십 μm 정도의 미소한 거리의 반복 상대슬립(slip)이 커넥터 접촉부에서 발 생하면 접촉부 마모손상과 함께 전기저항의 상승과 함께 통전성능 저하로 인한 차량 기능의 이상이 발 생한다.1,2)
접촉부의 이러한 현상은 프레팅(fretting) 마모 또 는 프레팅 피로손상으로 알려져 왔으며,3,4) 지속적 으로 발생하면 전기접점의 마모손상 및 전기저항 증가를 유발하고 결국에는 전기적 기능을 잃어버린
장승규․김덕현․김진상․최성종․조현덕
다. 이러한 접촉부의 열화(劣化)현상은 단순하지 않 으며, 저항 변화는 단자의 재료, 접촉응력, 상대슬립 (진동) 크기 및 형태, 등에 크게 의존한다고 알려져 있다.5-7)
이러한 이유로 자동차 완성차 업계에서는 수년 전부터 전장 커넥터의 접촉부에서 발생하는 프레팅 손상 관련 내구신뢰성 (통전)시험 수행과 기초 데이 터를 부품업체에 요구하여 왔다. 그러나 규격화된 시험장비가 없어서 연구자가 장비를 직접 구축해야 하는 애로사항 때문에 국내에서는 최근까지 시험이 진행되지 않았으며, 장비구축 및 시험방법 확보가 필요하였다.
본 연구에서는 산학협력 공동연구로 자체 개발되 어진 커넥트 전용 프레팅 마모/피로 시험기를 이용 하여, 현재 개발과정에 있는 주석(Sn) 도금 커넥트 를 대상으로 프레팅 시험을 수행하였다. 시험과정 에서 얻어진 접촉저항 데이터 및 접촉부 관찰 결과 로부터, 시험속도 변화에 따른 마모 및 접촉저항 거 동평가, 상대슬립(Slip) 진폭 변화에 따른 마모 및 접 촉저항 거동평가, 접촉부 표면 마모손상 검토를 통 하여 설계단계에서 필요한 기초 데이터를 확보하고 자 하였다.
또한, 나아가 통전성능에 영향을 미치는 관련 인 자의 평가를 수행하고, 열화 메커니즘을 검토하고 자 하였다.
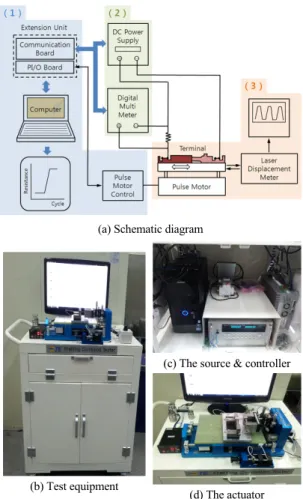
2. 시험기, 시험제품 및 시험방법 본 연구과제에 사용되어진 프레팅 시험기는 자체 개발되어진 프레팅 마모/피로 전용시험기를 사용하 였다. 시험 시스템은 Fig. 1(a)에 블록도로 나타내는 것과 같이 (1) Control부, (2) Source부, (3) Actuator부 로 기본구성이 이루어지며, 주요부의 실물사진은 Fig. 1(b)~(d)에 나타내었으며, 세부사양은 Table 1에 제시하였다.
프레팅 마모시험은 개발과정에 있는 제품을 대상 으로 하였으며, 커넥트의 암/수 단자 소재는 CuFe2
이며, 표면에 Sn 도금을 실시한 제품으로, 대략적인 치수 및 형태는 Fig. 2에 나타내는 것과 같다. 또한 Table 2에 나타내는 것과 같이 각 시험조건에서 3회 의 시험을 수행하였으며, 합계 27쌍의 시험제품에
(a) Schematic diagram
(b) Test equipment
(c) The source & controller
(d) The actuator Fig. 1 Schematic diagram and photographs of fretting wear
test equipment
Table 1 Specifications of fretting wear test equipment 단자 삽입/
이탈력 측정
Dynamic force, 0-5kgf
Normal force 인가
Static force, 0-10kgf
Power source 0-18V/0-15A
수집data 종류
Voltage, Current, Resistance, Thermocouple
Moving
Frequency
range 0-20Hz
Amplitude max. 40mm (peak to peak) Resolution 0.1μm
대하여 시험을 수행하였다.
각 시험제품의 암/수 단자는 자체개발한 시험기 의 지그부분에 완제품 상태로 고정되며, 지정되어 진(슬립진폭 일정, 주파수 일정)조건으로 105cycles
자동차용 전장 커넥트 프레팅 마모 손상 평가
(a) Male terminal
(b) Female terminal
Fig. 2 Shape and dimensions of terminal for fretting wear test
Table 2 Fretting wear test conditions
Speed (Hz) Slip amplitude (μm) Specimen
1 ±10 ±25 ±50
각 조건에서 3쌍 : 합 27쌍
5 ±10 ±25 ±50
10 ±10 ±25 ±50
까지 반복 시험하였다. 시험 시에 접촉저항 및 마찰 력을 지정된 소정의 cycle에서 획득(저장)하였으며, 종료 후에 분석 및 검토하였다.
시험 종료 후에 수 단자 접촉부(4point)를 아세톤 으로 가볍게 세척한 후, 광학현미경으로 관찰하였 으며 사진촬영 및 접촉부 면적을 측정하여 각 시험 조건과 접촉부 마모손상 면적의 관계를 검토하였 다. 또한, 접촉 손상부의 거칠기를 평가하기 위하여 2차원 표면 거칠기 측정을 수행하였으며, Ra, Ry 등 의 거칠기도 분석 및 검토하였다.
3. 시험 결과
3.1 동일 시험조건에서의 접촉부 마모손상 먼저, 동일 시험조건(주파수, 슬립진폭)에서의 접 촉부 마모손상 진행과정을 검토하기 위하여 주파수 5Hz, 슬립진폭 ±25μm의 조건으로 10, 102, 103, 104, 105 cycles 시험한 수 단자의 접촉부를 대상으로 광 학현미경 관찰, 손상 접촉부 면적, 표면 거칠기 등을 분석하고 검토하였으며, Fig. 3에 시험완료 후에 촬
Fig. 3 The terminals for the same testing condition (frequency 5Hz, slip amplitude ±25μm)
Fig. 4 Contact and wear damage point of male terminal
(a) 104 cycles : point 2 (b) 105 cycles : point 4 Fig. 5 Examples of contact area measurement
영한 터미널의 사진을 제시하였다. 터미널의 암 단 자 및 수 단자를 결합하면, 상하 각각 2곳에 접촉부 가 발생하는 구조이다(Fig. 4 참조). 접촉부 면적은 광학현미경의 면적 자동측정 기능을 이용하여 50배 의 배율에서 수행하였으며, Fig. 5에 그 예를 나타내 었다.
또한, 접촉마모 손상부의 표면거칠기 측정은 Tokyo Seimitsu사의 Surfcom 1500SD로 수행하였으 며, 첨단반경 2μm의 다이아몬드 탐침으로 접촉력은 0.75mN로 측정하였다. Fig. 4에 표시한 방향으로 2mm 측정하였다. 측정종료 후에 Fig. 6에 예시하는 것과 같이 접촉손상 부라고 판단되는 부분을 지정 하고, 이 영역에 대하여 거칠기 분석을 수행하였으 며, JIS’94에 의거하여 산출되어진 Ry 및 Rz을 구하 였다.
시험완료한 수 단자 접촉부(point 2)의 사진을 세 척하지 않은 경우와 아세톤으로 가볍게 세척한 후 에 촬영한 것을 비교하여 Fig. 7에 나타내었다. 102
SeungGyu Jang․Deokhyeon Kim․Jinsang Kim․SungJong Choi․HyunDeog Cho
Fig. 6 Example of roughness measurement
point 2
Non-cleaning Cleaning
(a) 102 cycles
(b) 103 cycles
(c) 104 cycles
(d) 105 cycles
Fig. 7 Photographs of contact wear damage of point 2
cycle에서 관찰되어진 접촉부는 세척하지 않은 것과 세척한 것의 접촉부 사진이 거의 차이가 나지 않았 다. 이것은 102cycle에 도달 할 때까지 접촉부에서 실
제로 마모현상은 발생하지만 대부분의 마모분 (debris)이 접촉손상 부에 고착하였다고 판단된다. 그 러나 103cycle 이후에서 관찰되어진 사진에는 세척 전후 사진에 상당히 차이가 발생하였다. 즉 접촉부 에서 cycle 수의 증가와 더불어 충분한 마모작용이 발생하였으며, 그 결과 생성된 마모분이 외부로도 유출되고 있음을 알 수 있었다. 이러한 마모손상 과 정은 다양한 금속 접촉부에서 발생하는 프레팅 마찰 력 변화, 접촉부 마모과정 및 cycle 수 등을 연구한 많은 연구자의 결과와도 좋은 일치를 보여주고 있다.8-10)
금속접촉 및 프레팅 이론에 의하면 cycle 수의 증 가에 따라 마모 및 산화가 접촉부 가장자리에서 선 행된다고 알려져 있으며, 본 시험결과에 있어서도 가장자리에서 상대적으로 강하게 발생하였으며, 중 앙부에는 초기 표면금속(코팅재)이 잔존하고 있다 고 추정되어진다. 그러나 이러한 중앙부의 코팅재 성분이 cycle 수의 증가와 더불어 감소하는 경향을 보이고 있었다.
수단자의 4곳의 접촉부 면적을 합산하여 평균 처 리한 결과를 Fig. 8에 제시하였다. 접촉부 손상면적 은 103 cycle까지는 급격하게 증가하지만, 그 이후 완 만한 증가를 하고 있었다.
본 연구에 사용되어진 시험제품은 양산을 목표로 개발과정에 있는 제품으로 결합력(contact pressure) 이 거의 일정하다고 볼 수 있으며, 평면 수 단자에 곡면의 암 단자가 접촉하는 형식이다.
슬립진폭 일정조건 하에서 발생하는 프레팅 접촉 부의 이러한 손상경향은 프레팅 손상이론 및 많은 연구결과와도 잘 일치하고 있었다.11,12) 접촉부의 표
Fig. 8 Relationship between contact area and cyclic number
Evaluation of Fretting Wear Damage of Electronic Connectors for the Automotive
Fig. 9 Relationship between roughness and cyclic number
면거칠기는 수 단자에 형성되어 있는 point 2 및 4에 서 각각 2회 이상 측정하였으며, 평균처리 하여 데 이터를 분석하였다. Fig. 9에는 얻어진 거칠기(Ra:
산술평균 거칠기, Ry: 최대높이) 데이터와 cycle 수 와의 관계를 나타내고 있으며, 103cycle까지는 급격 하게 증가한 후, 거의 일정한 값을 유지하는 경향을 보이고 있었다.
이러한 현상은 전술한 접촉면적의 경향과도 상관 관계가 있다고 판단되며, 접촉부 초기 프레팅 손상 과정을 시사하고 있다고 추정된다.
3.2 마찰력 및 접촉저항
본 연구과제에 있어서 수행되어진 전 시험제품(27개) 의 프레팅 마모시험 과정에서 획득한 마찰력 및 접촉 저항의 cycle 수 증가에 따르는 변화를 검토하였다.
주파수 1Hz, 슬립진폭 ±50μm의 2개 제품에서 (specimen No.1, No.3) 각각 3만 및 5만 cycle 근방에 서 접촉저항이 급증하여 통전성능 불량이 발생하였 다(Fig. 10 참조). 또한, 주파수 5Hz, 슬립진폭 ±50μm 의 1개 제품(specimen No.3)에서는 약 3만 cycle 근방 에서 접촉저항이 급증하였으며, 그 이외의 제품은 105 cycle에 도달할 때 까지 모두 안정된 통전성능을 유지하였다.
접촉저항의 증가로 인하여 통전성능 불안정이 발 생한 3개 제품의 마찰력 및 접촉저항과 cycle 수와의 관계는 Fig. 10에 나타내었으며, 여기서 Force는 마 찰력을 의미하며, Resistance는 접촉저항을 의미한다.
1Hz/±50μm/No.1의 제품에 있어서는 접촉저항이 수백Ω 단위로 변화하여, 통전능력을 상실한 상태
(a) 1Hz/±50μm/No.1
(b) 1Hz/±50μm/No.3
(c) 5Hz/±50μm/No.3
Fig. 10 Relationship between friction force, contact resistance and cyclic number
로 판단되며, 나머지 2 제품의 경우에는 수 Ω 단위 로 변화하고 있었다. 통전성능의 불안정이 발생한 이들 제품의 수 단자 표면에서 촬영한 접촉부 사진 을 Fig. 11에 나타내는 것과 같이 다른 제품에 비하 여 접촉부에서의 마모가 상대적으로 극심하게 발생 한 것을 알 수 있었으며, 접촉부 표면에는 상당한 양 의 마모분이 고착되어 있다고 추정된다.
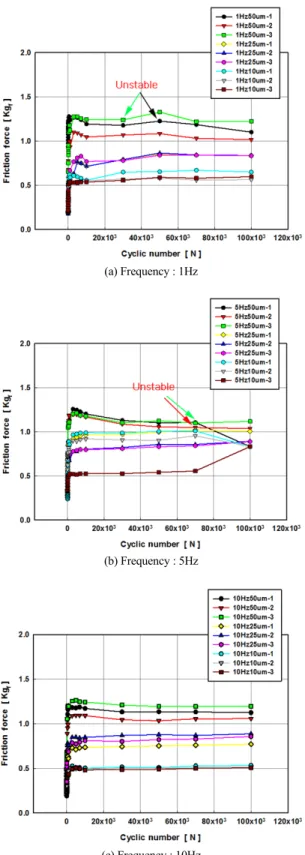
Fig. 12에 1Hz, 5Hz 및 10 Hz의 주파수에서 슬립진 폭 ±10μm, 25μm 및 50μm의 시험조건에서 획득한 마찰력 진폭(peak-to-peak)의 변화거동을 각각 나타 내었으며, Fig. 13에는 1Hz, 5Hz 및 10 Hz의 결과를 병기하여 비교하였다.
주파수별로 표시한 결과를 보면 모든 경우에 있 어서 공통적으로 슬립진폭이 증가 할수록 마찰력도 증가하였다. 이것은 접촉부 표면형상 변화의 차이 및 접촉부 금속응착 등도 요인이 될 수 있으며, 무엇 보다도 동일 cycle 수일 때 슬립진폭이 크면 접촉부
장승규․김덕현․김진상․최성종․조현덕
point 2
1Hz 5Hz 10Hz
±10 μm
±25 μm
±50 μm
Fig. 11 Photographs of contact wear damage of point 2 (after cleaning)
마모량 증가와 함께 마모분의 발생량도 증가하며, 접촉부에 고착하여 접촉부 압력(응력)상승으로 이 어지며, 접촉부 압력상승은 마찰력 상승을 유발하 기 때문으로 알려져 있다.13)
또한, 1Hz, 5Hz 및 10 Hz의 시험결과를 병기한 Fig. 13을 보면, 동일주파수에서는 슬립진폭이 클수 록 마찰력이 증가하는 경향을 알 수 있었으며, 동일 슬립진폭에서는 주파수가 적을수록 마찰력이 증가 하는 경향이 있었다. 이러한 경향은 접촉부의 금속 산화에 필요한 시간 즉 주파수와 연관성이 있다는 사실을 시사하고 있다.
3.3 접촉부 마모손상 면적
시험 종료 후, 수 단자의 접촉 손상부를 광학현미 경 50배 배율로 확대 관찰하였다.
각 수 단자에는 4point의 접촉 손상부가 형성되어 있었으며, 각각 사진 촬영하여 면적을 산출하였다.
모든 면적 데이터는 시험조건별로 평균하여 정리하 였으며, Fig. 14에 그 결과를 나타내었다. 접촉면적 과 슬립진폭의 관계로 표시한 Fig. 14(a)를 보면, 당 연한 결과겠으나 슬립진폭이 증가하면 모든 주파수 조건에서 접촉면적도 증가하고 있었다.
그러나 접촉면적과 주파수의 관계로 표시한 Fig.
14(b)에는 동일 슬립진폭에서 1Hz에 비하여 5Hz의 면적이 미소하게 증가하였으나, 10Hz의 경우는 다 소 감소하였으며, 이러한 경향은 슬립진폭이 적을 수록 강하게 나타나고 있었다. 접촉 손상부의 성장 과정에 있어서도, 하중 작용시간이 길수록 변형 및 손상이 증가한다는 금속 소성이론이 적용가능하다 고 판단되나, 1Hz에 비하여 5Hz의 면적이 감소하지
자동차용 전장 커넥트 프레팅 마모 손상 평가
(a) Frequency : 1Hz
(b) Frequency : 5Hz
(c) Frequency : 10Hz
Fig. 12 Relationship between friction force and cyclic number
Fig. 13 Relationship between friction force and cyclic number for various frequency
(a) Contact area vs. slip amplitude
(b) Contact area vs. frequency
Fig. 14 Relationship between contact area, slip amplitude and cyclic frequency
SeungGyu Jang․Deokhyeon Kim․Jinsang Kim․SungJong Choi․HyunDeog Cho
않고 미소하게 증가하였다는 점, 그리고 5Hz에 비 하여 10Hz의 면적감소 정도가 슬립진폭이 적을수 록 강하게 나타나는 점 등으로부터, 시험기의 커넥 터 고정 지그 또는 구동부에서 미세한 유격이 발생 하고 있을 가능성도 있다고 판단되며, 반복시험에 의한 보다 많은 데이터 축적 및 분석검토가 요구된다.
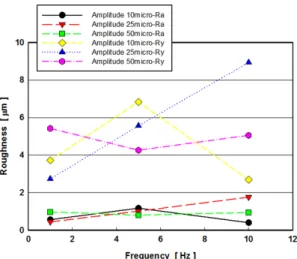
3.4 접촉부 표면거칠기 (Ry, Ra)
전 시험제품의 수 단자에 형성되어있는 4곳의 접 촉부 마모 손상영역의 표면 거칠기 Ra, Ry를 측정하 였으며, 시험조건별(주파수, 슬립진폭)로 평균하여 Fig. 15에 나타내었다.
그러나 표면 거칠기는 주파수 및 슬립진폭 변화 에 따르는 명확한 의존성이 인정되지 않았다. 이러 한 결과는, 접촉부의 마모 메커니즘에 의존하는 표 면형상이 마모 손상부의 마모 분(debris) 고착정도 에 강하게 의존하며, 일률적이지 않기 때문으로 추 정된다. 접촉 손상부의 표면 거칠기 거동에 관한 보 다 많은 시험 데이터의 축적과 정밀한 분석 및 검토 가 요구되는 부분이라고 판단된다.
Fig. 15 Relationship between surface roughness(Ry, Ra) and cyclic frequency
4. 결 론
본 연구과제는 전기/전자 기기 및 부품 제조업체 인 타이코에이엠피(유)와 공동으로 프레팅 마모/피 로 시험기를 개발하고, 개발 중인 커넥트를 대상으
로 한 기초시험을 수행하여 구축한 시험장비의 유 용성을 확인하고 제품개발을 위한 기초 데이터의 축적을 목적으로 수행되었으며, 다음의 결과를 도 출하였다.
1) 모재 CuFe2에 Sn 도금을 실시한 커넥트의 프레 팅에 있어서, 동일 주파수(5Hz), 동일 슬립진폭 (±25μm) 조건으로 cycle 수 10, 102, 103, 104, 105 cycles에서 시험한 제품에 있어서는 다음의 결과 를 얻었다.
a) 마찰력 및 접촉부 표면 거칠기는 103cycle까지는 급증한 후, 이후부터는 감소하거나 거의 일정하 게 유지되었다. 이러한 현상은 마모분의 발생 및 고착에 기인하는 것으로 판단된다.
b) 103cycle부터 접촉부(수 단자) 마모가 극심하게 발생하였으며, 마모분이 상당량 외부로 유출되 고 있었다. 또한, 접촉부 마모 면적도 103cycle까 지 급증한 이후부터는 증가량이 미미하였다. 이 것은 암 단자의 접촉부가 둥근 돌기 형이고 수 단 자가 평판형태에서 오는 현상으로 추정된다.
2) 1Hz, 5Hz, 10Hz의 주파수 조건에서, 슬립진폭
±10μm, ±25μm, ±50μm으로 각각 3제품씩 전체 27개 제품에 대하여 105 cycle까지 시험한 커넥트 에 있어서는 다음의 결과를 얻었다.
a) 1Hz/±50μm 시험에서 2개 제품이 각각 3만 및 5만 cycle 근방에서 접촉저항 증가로 인한 통전불량 이 발생하였으며, 5Hz/±50μm 시험에서 1개 제품 이 약 5만 cycle에서 통전불량이 발생하였다. 통 전불량이 발생한 제품의 접촉부에서는 공통적으 로 마모분의 고착이 관찰되었으며, 이러한 마모 분의 고착정도가 통전성능을 좌우하는 주요한 변수라고 판단된다.
b) 마찰력은 103 cycle까지는 급증하고, 이후는 다소 감소하여 거의 일정한 거동을 보였다. 이러한 현 상은 일반적인 초기 프레팅에 의한 손상-안정화 과정으로 이해된다. 또한, 슬립진폭 증가에 따른 마찰력증가의 의존성은 존재하였으나, 주파수 증가에 따른 의존성은 나타나지 않았다.
c) 광학현미경은 이용한 접촉부 마모 손상면적 분 석결과, 동일 슬립진폭 조건에서의 주파수 의존 성은 인정되지 않았으나, 모든 주파수 조건에 있
Evaluation of Fretting Wear Damage of Electronic Connectors for the Automotive
어서 슬립진폭이 증가하면 접촉면적도 증가하였다.
d) 표면 거칠기(Ra, Ry) 분석결과에 있어서는 표면 거칠기 파라메터는 슬립진폭 및 주파수와 같은 시험조건에 대하여 의존성이 나타나지 않았다.
이것은 접촉부 마모손상 영역에서 발생하는 마 모분의 고착현상이 강하게 영향을 미치기 때문 으로 판단된다.
후 기
본 연구는 지식경제부지정 경일대학교 자동차부 품시험지역혁신센터(ACT-RIC) 지원으로 수행되었 습니다. 관계자 여러분께 감사드립니다.
References
1) P. G. Slade, Electrical Contacts-Principles and Applications, Taylor & Francis, New York, pp.279-307, 1999.
2) S. Kim, W. Jung, S. Wie, H. Kim, S. Park and D. Lee, “Reappearance of the Electrical Poor Contact in Connectors by Fretting Wear,” Fall Conference Proceedings of KSME, pp.1361- 1366, 2008.
3) Morton Antler, Fretting of Electrical Contacts, Materials Evaluation under Fretting Condi- tions, ASTM-STP 780, pp.68-85, 1982.
4) Morton Antler, “Contact Fretting of Electronic Connectors,” IEICE Trans. Electron., Vol.E82-C, No.1, pp.3-12, 1999.
5) S. Sawada, K. Shimizu, S. Shimada and Y.
Hattori, “Prediction of Electrical Contact Resis-
tance of Tin or Silver Plating,” SEI Technical Review, pp.36-42, 2010.
6) K. Mitose, K. Yoshida and K. Susai, “Thickness Effect of Tin Layer on Initial Resistance Increase in Relatively Moving Contacts,”
FURUKAWA Electric Group Technical Review, Vol.121, pp.28-33, 2008.
7) T. Tamai, “Electrical Contact Surfaces and Its Contact Mechanism,” Journal of the Surface Finishing Society of Japan, Vol.55, No.12, pp.852-857, 2004.
8) P. G. Slade, Electrical Contacts-Principles and Applications, Taylor & Francis, New York, pp.309-402, 1999.
9) Y. Mutoh, Fretting Wear and Fatigue, Kogyosiryo- Center, pp.25-38, pp.85-93, 1997.
10) B. Blanpain. J. P. Celis and J. R. Roose, “A Comparative Study of the Fretting Wear of Hard Carbon Coatings,” Thin Solid Films, Vol.223, pp.65-71, 1993.
11) T. Ito, M. Matsushima, K. Takata and Y.
Hattori, “Factors Influencing Fretting Corr- osion of Tin Plated Contacts,” SEI Technical Review, No.64, pp.3-8, 2007.
12) J. Swingler, N. A. Stennett and J. A. Hayes,
“Failure Analysis of Low Frequency Fretting Corrosion in Powered Lubricated Tin/Lead Contacts,” ISTFA’93, pp.263-271, 1993.
13) S. Choi and J. Kwon, “The Evaluation of Fretting Fatigue Behavior on Rotary Bending Fatigue for Railway Axle Material,” Transac- tions of KSAE, Vol.18, No.2, pp.74-82, 2010.