원단 패턴 검출 알고리즘을 적용한 원단교정기 개발 및 성능평가
이재용
1†
· 정윤수2
· 김대섭3
· 배규현1
· 배재성2
· 이대희1
1
한국섬유기계연구원,2
일성기계공업㈜,3
㈜마이크로텍Development of Weft Straightener Using Fabric Pattern Detection Algorithm and PerformanceEvaluation
Jae-Yong Lee
1†
, Yun-Soo Chung2
, Dae-Sub Kim3
, Gyu-Hyun Bae1
, Jae-Sung Bae2
, and Dae-Hee Lee1
1
Korea Textile Machinery Research Institute2
Il-Sung Machinery Co.3
Microtech Co.Received 12 September 2016; received in revised form 5 December 2016; accepted 12 December 2016
ABSTRACT
Weft straightener is an important process to control the final quality of the fabrics. It is needed to calibrate the distorted weft after dyeing process. During various fabric treatment processes, the fabric is almost done with heat treatment through a tenter machine. At this time, weft distor- tion is occurred with uneven tension distribution. Traditionally, photo sensor is commonly used to detect the weft distortion but it is not applicable for special fabric types such as twill, mesh, combi, etc. In this paper, a new method for detecting the weft distortion using camera is intro- duced. A new weft straightener simulator is also developed to test the ability of the proposed method. It is shown that the method can be applied for various fabric types.
Key Words: Fabric image pattern detection, Image processing algorithm, Line scan camera, Skew
& bow roller, Weft straightener
1. 서 론
원단교정기(weft straightener)는 염색 가공공정 중 변형된 위사(weft)를 원래의 형태로 교정시켜 주는 역할로 원단의 최종 품질을 결정하는데 중요 한 기계이다. 일반적으로 염색가공공정을 거친 직 물은 그 형태를 고정시키기 위해 텐터기(tenter)를
이용하여 열처리하는데, 이 때 위사와 경사(wrap) 가 직각으로 교차되어 있지 않은 상태로 열처리 되면 품질 불량의 원인이 된다. Fig. 1은 텐터기와 원단교정기의 구성을 보여주고 있다. 텐터기의 앞 부분에 원단교정기가 설치되어 원단을 교정하여 준다.
제직된 원단의 경사, 위사 직교패턴이 제작 공 정상에 뒤틀리게 되면서 경사지게 변형되는 사행 (skew) 현상이나, 활처럼 휘어지는 만곡(bow) 현 상이 일어나는데 이를 교정하기 위해 여러 가지 방법이 연구되어 왔다
[1-3]
.변형된 원단의 검출을 위해 기존에는 포토센서
†Corresponding Author, [email protected] © 2017 Society for Computational Design and Engineering
를 이용한 방법이 일반적이었으나, 최근 고급원단 과 특수원단의 수요가 늘어나면서 기술적 한계에 접하고 있다.
원단교정기는 유수의 외국업체에 의하여 개발 되고 있으며, 이탈리아(Italy)의 BIANCO, 독일 (Germany)의 EL, MAHLO 와 스위스(Switzerland) 의 pleva 등에 의하여 생산된다. BIANCO
[4]
사는 고감도의 광센서를 채용하여 원단의 왜곡을 검출 하였으며, EL[5]
사는 matrix 카메라를 사용하여 우 븐과 니트 등의 다양한 직물의 검출이 가능하며, MAHLO[6]
사는 전통적인 원단교정기와 제어와 교 정이 동시에 이루어지는 원단교정기가 개발되었 으며, 카메라를 이용하여 패턴을 인식하여 교정한 다. PLEVA[7]
사는 고분해능 CCD 카메라를 이용 하여 원단의 뒤틀림을 측정하며, 스캐닝 방식을 이 용하여 넓은 영역의 이미지를 획득하여 사용한다.상기 회사들이 개발한 원단교정기와 부가장치 가 세계적으로 최고의 성능과 고급기술이 적용한 기계시스템으로 알려졌다. 제작사에 따라 원단교 정기의 기능은 다르나 주요한 공통점은 이미지의 검출을 위하여 다수의 카메라를 채용하여, 이미지 검출 기능과 시스템의 자동제어 및 모니터링 시스 템을 구축하고 있는 것이다.
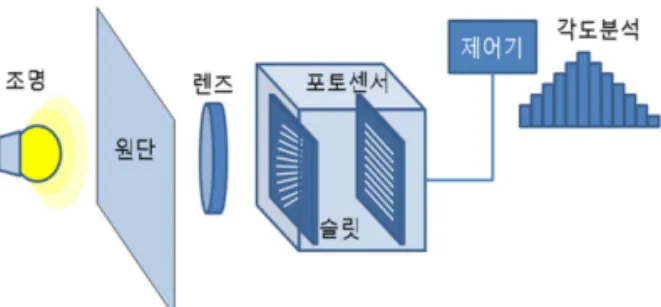
기존의 원단교정기에서 널리 사용되는 일반적 인 방법은 Fig. 2와 같이 일정한 간격을 가진 슬릿 과 포토센서를 이용하여 원단의 변형을 검출하는 방법이다. 이 방법은 조명에 의하여 원단을 지난 빛이 슬릿에 통과하여 포터센서에 도달하였을 때 분포를 통하여 원단의 비틀림을 검출한다. 본 연 구에서 개발하여 적용한 방법은 Fig. 3과 같이 원 단을 라인 스캔이 가능한 센서와 드라이브로 구성 된 카메라를 이용하여 이미지를 획득한 후에 이미 지 프로세싱 기법을 적용하여 각도를 바로 획득 가능한 방식을 사용하였다.
기존의 방법에 비하여 라인 스캔 방식의 카메라 를 사용하게 되면 원단의 변형을 고속 정밀하게 측정이 가능하게 되어 전체 시스템을 자동화 하는
것이 가능하게 된다. 최근 국내에서는 비전을 이 용하여 원단의 밀도의 측정
[8]
이나 라인스캔 카메 라를 이용하여 원사의 공정을 검사하기 위한 시스 템[9]
이 연구되어 왔으나 원단교정기의 원단의 변 형을 검출하기 위한 연구는 많지 않은 실정이다.본 연구에서는 생산성 향상에 따른 원단 변형 검출특성을 향상시키고, 광원의 영향을 적게 받아 패턴 이미지 검출능력을 향상시키는 카메라 개발 과 이를 위한 알고리즘 개발을 통해 사행, 만곡된 원단을 정밀하게 검출하기 위한 시스템을 개발하 였으며, 이를 통해 원단을 교정하기 위해 제어가 가능한 원단 교정기를 설계 하였으며 성능을 검토 하였다.
2. 라인 스캔 카메라 및 원단교정기 설계
2.1 원단 검출 카메라 및 알고리즘 개발 2.1.1 FPGA 개발
기존의 카메라를 이용한 원단교정기는 범위 스 캔(area scan)을 이용하여 검출하여 무늬가 들어간 원단에서의 위·경사 검출이 용이하다는 장점이 있 으나, 지나가는 원단 전체를 촬영할 수 없으므로, 정확한 밀도 측정이 불가능하다. 이는 상대적으로 긴 보정시간을 가지게 된다는 단점이 존재한다. 개 발하고자 하는 원단 교정기는 정확한 밀도 측정이 Fig. 1 Weft straightener in tenter process
Fig. 2 Conventional method for fabric pattern detection
Fig. 3 Proposed method for fabric pattern detection
기에 정밀한 원단밀도 측정이 가능하다. 둘째, 각 라인마다 알고리즘을 동작시킬 수 있기에 범위 스 캔보다 빠른 응답속도를 지닌다.
밀도 측정을 위해 원단전체의 데이터를 이용하 는데 카메라 당 약 5 Gbps, 총 20 Gbps의 대용량 데이터가 들어오게 된다. 일반적으로 영상처리의 경우에 컴퓨터를 이용하여 알고리즘을 동작시킬 경우 프레임 그레버(frame grabber)와 카메라 링크 (camera link)를 사용된다. 그러나 사용 환경의 특 성을 고려할 때 원가, 잡음(noise), 정지(system down)의 위험에서 적합하지 않다고 판단되어 FPGA(field-programmable gate array)로 임베디드 화 하였다.
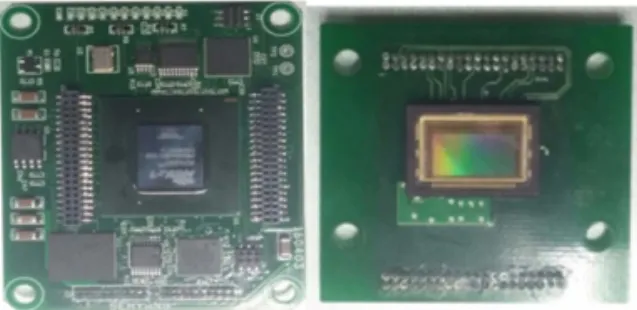
2.1.2 라인 스캔 카메라
개발한 라인 스캔 카메라의 센서 부분을 직접
원단 교정기 검출시 원사 한 올마다 촬영을 진 행해야 함으로 촬영범위는 1 inch로 설정하였으며 초점은 고정치를 검출하여 조정하였다.
2.2 원단 검출 알고리즘 개발 2.2.1 원단 검출 알고리즘
알고리즘은 라인속도(line speed), 원단이 변경되 어도 사용자의 조작 없이 스스로 판단하여 동작 하도록 설계되어 있으며 최대 라인 속도 180 m/
min, 원단밀도 300 T까지 사용 가능하다. 원단 검 출 알고리즘은 다음과 같은 사항을 고려하여 개발 되었다.
1) 정밀한 밀도검출 가능
2) 일반 원단뿐 아니라 특수원단 교정 가능
3) 라인 속도, 원단 밀도가 변화해도 사용자의 조작없이 스스로 판단하여 수정
4) 빠른 응답속도
개발 초기에는 소벨필터, 엣지디텍터와 같은 일 반적인 알고리즘을 사용하여 밀도, 각도 값을 검 출하였으나, 하나의 알고리즘으로 모든 원단에 적 용하기 힘들다는 점과 FPGA의 용량을 고려하여 새로운 알고리즘을 구상하게 되었다.
적용한 이미지 처리 알고리즘의 순서는 Fig. 6 과 같다. 카메라의 영상 요청(frame request)은 엔 코더(encoder)의 펄스(pulse)를 이용하여 계산이 용 Fig. 4 Line scan drive & line scan sensor
Fig. 5 Line scan camera Fig. 6 Algorithm flow chart
이한 시간에 맞춰 요구하도록 하였다. 엔코더 펄 스를 이용하여 라인 속도를 계산하고 이전 영상의 데이터를 토대로 원단종류를 판별하고 그에 따라 센서의 설정 값을 변경한다. 원단의 종류가 변경 되면 센서설정을 변경한 후 검사를 진행한다.
설정이 완료된 후 CMOS 센서는 10 bit의 회색 (gray) 데이터를 획득이 가능하며, LVDS clock을 사용하여 최대 240 Mhz의 속도로 전송 하기에 일 반적인 버퍼(buffer) 대신 SERDES(Serializer, Deserializer)를 사용하여 데이터 정렬(data align) 을 진행한 후 사용하였다.
정렬된 데이터에 대하여 영상처리를 진행 후각 도검출, 밀도검출을 실시한다. 각도, 밀도 검출 알 고리즘은 크게 세가지 부분으로 구성된다
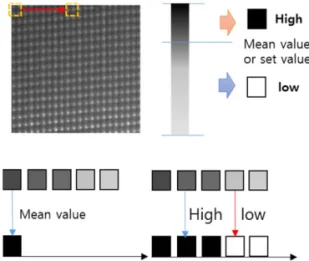
첫번째, 영상의 평균값 검출이다. 센서에서 들어 오는 8 bit 데이터를 전부 저장하는 것은 많은 메 모리를 필요로 한다. 때문에 이진화를 진행하여 이
미지 용량을 줄인 후 각도 검출을 진행한다. 센서 에서 들어오는 8 bit 데이터를 실시간으로 받아 시 프트 레지스터(shift register)에 저장 후 하나의 라 인 데이터 전송이 끝난 시점에 메모리로 전송하여 평균을 계산한다.
두 번째 과정은 hysteresis 분석 및 처리이다.
Hysteresis는 영상에서 상한값과 하한값을 지정하 여 이진화를 진행하는 것으로 2 point threshold와 유사하다 할 수 있다. 전체적인 영상 처리의 방법 은 Fig. 7과 같으며, 진행방법은 순서는 다음과 같다.
1. 영상 프레임에서의 데이터 값을 분석하여 각 원단 밀도에 따라 상한값과 하한값을 지정한다.
2. 진화는 x축으로 방향으로 진행되며 1line이 완 료되면 다음 line으로 넘어간다.
1) 첫번째 pixel을 평균값으로 2진화한다.
2) 2진화된 값을 기준으로 다음 pixel 값이 상 한 혹은 하한값으로 변화할 경우 값을 변경 시켜며, 아닐 경우 이전 값을 유지한다.
구체적인 처리 알고리즘은 Fig. 8과 같은 방식 으로 이루어진다.
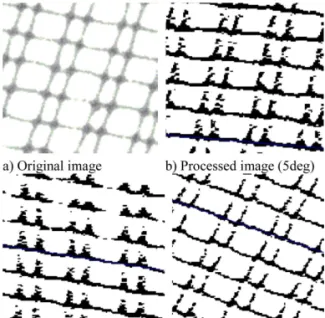
이를 통해 소벨(sobel) 필터보다 두드러진 필터 링 결과를 얻을 수 있다. 소벨필터는 영상에서 경 계선을 명확하게 검출하기 위하여 사용하는 필터 로 지정하는 방식에 따라 가로줄이나 세로줄에 방 향성을 부여하여 좀 더 신호처리에 용의하도록 하 는 필터이다. 필터를 적용한 원단의 이미지는 Fig.
9(a)에 나타내었다. 이러한 필터를 적용하는 경우 전체 데이터에 대하여 처리하여야 해서 많은 계산 시간과 공간, 성능이 요구된다. 개발한 영상처리 알고리즘에서는 hysteresis를 이용하여 계산량을 간소화하였다. 원단 종류에 따라 적용되는 상한, 하한값이 상이하며 이는 원단 데이터 베이스를 통 하여 선택된다. 이러한 처리과정을 거치면 Fig. 9(b) 와 같은 영상을 획득하는 것이 가능하며, 기존의 Fig. 7 Image processing method for fabric pattern
detection
Fig. 8 Hysteresis flow chart Fig. 9 Fabric image pattern process result
가적인 계산을 통하여 처리하는 경우 추가적인 알 고리즘을 적용이 요구된다. 복잡한 계산 없이 각 도의 경우 삼각함수의 탄젠트를 이용하여 계산하 는 것이 가능하며, 밀도의 경우 분포한 이진 값의 개수를 확인하는 것을 쉽게 분석이 가능하다. 이 는 기존의 필터를 적용하는 방식은 위치에 따라 위사와 경사가 모두 표시되어 기울기를 얻기 위하 여 외각의 에지 등을 확인하여 수학적인 처리가 요구된다. 제안한 방법을 이용하면 위사 방향으로 신호만이 검출되어 기울어진 검은 선의 높이만을 검출하면 탄젠트를 통하여 각도를 쉽게 얻을 수 있으며, 밀도는 흑백의 변화 회수를 확인하여 바 로 검출하는 것이 가능하다. 데이터 처리 속도의 향상을 위하여 각도 값과 밀도 값은 미리 계산된 테이블에서 그 값을 가져와 사용하였다.
검출된 각도, 밀도 값은 modbus RTU 통신을 이 용하여 전송된다. 각 카메라로부터 전송된 각도, 밀도 값에 대하여 비교하여 bow, skew roll의 회전 방향을 결정하고, 원단 밀도를 출력한다.
또한, 영상 처리된 데이터를 바탕으로 원단의 종 류, 화면의 밝기를 분석하여 LED 밝기를 보상해준다.
2.2.2 알고리즘 검증을 위한 테스트
알고리즘은 Matlab
®
을 이용하여 검증 HDL Code 로 작성하였다. Fig. 10은 시험환경 모습이며, Fig.11와 Fig. 12은 Matlab
®
으로 검증된 알고리즘을 바 탕으로 테스트를 진행한 결과 이미지이다. 서로 밀 도가 다른 두 종류의 원단을 대상으로 각도를 변 경하며 실험하였다. 원단의 밀도는 인치당 경사, 위사수이며, 여기에서는 인치당 위사의 수를 기준 으로 하였다. 검증에 사용한 원단은 200 t과 30 t인 일반적인 원단을 사용하였다.각 원단은 현재 사용되는 원단에서 비교적 높은 밀도와 낮은 밀도에서 임의로 선택하였다. 밀도가 높은 원단과 낮은 원단의 경우 영상 처리에서 각 각의 조건, 빛의 투과율 등의 차이로 인하여 큰 차 이를 가진다. 기존의 경우에 원단의 밀도가 낮은 경우나 변화하는 경우에 원단의 특성을 제대로 측 정하기 못하는 문제점이 있다. 따라서 서로 다른 원단의 밀도에서도 원단의 각도가 검출이 가능한
Fig. 10 Algorithm test
Fig. 11 Image Processing result for common fabric (200 t)
Fig. 12 Image Processing result for common fabric (30 t)
것이 중요하다.
영상에서 볼 수 있는 것과 같이 서로 다른 밀도 를 가진 원단에서 개발한 원단의 기울어진 각도를 얻을 수가 있었으며, 라인카메라와 영상 처리 알 고리즘이 원단의 기울어진 각도를 검출하는 것이 가능하였다. Table 1은 밀도와 주어진 각도에 따른 영상 처리 후에 각도를 나타낸 것이다. 최대 각도 오차가 5%로 원단의 교정기에서 요구하고 있는 성능을 가진다.
2.3 원단 교정기 설계 및 제작
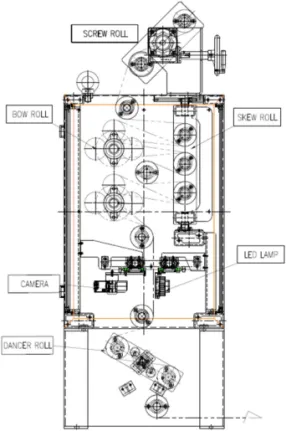
교정기 설계에 있어 주요 고려 대상은 첫째, 교 정 대상 원단의 특성(밀도, 탄성), 둘째, 빠른 시간 내에 변형된 원단을 교정하는가, 셋째, 어느 정도 변형된 원단을 교정할 능력을 갖는가로 구분될 수 있다. 이러한 점을 주요 설계 중심으로 두고 본 장 비의 설계(Fig. 13)하였다. 빠른 교정을 위하여 교 정기의 최대 속도를 120 m/min 이상 설계하였으 며, 일반적인 타 교정기의 경우에 60 m/min 이하 의 교정 속도를 가진다.
1) 원단 펴짐 기능: 교정기 상부에 인입하는 원 단의 주름이나 끝 말림 등을 현상을 개선하기 위한 screw expander roll(Fig. 14)을 설치 하 였다.
2) 원단 위사 사행 교정 기능: 경사지게 변형된 위사의 교정을 위한 스큐 롤 장치(skew roll unit)을 설치하였다.
3) 원단 위사의 만곡 교정 기능: 활처럼 휘어진 위사의 교정 기능을 위한 2개의 보우 롤(bow type expander roll)이 설치되어 있다.
4) 원단 장력 제어: 이송되고 있는 원단의 장력 을 일정하게 하기 위해 원단의 장력측정용 덴 서 롤(dancer roll)을 설치하였다.
5) 카메라 위치 조정: 원단의 폭에 맞추어 설치 되어 있는 카메라의 위치를 조절할 수 있는 장치를 설치하였다.
2.3.1 Screw roll unit
Screw roll unit(Fig. 14)은 진입되고 있는 원단에 주름이나 겹침이 있으면 카메라로 검사 시 왜곡된 값을 읽을 수가 있다. 따라서 진입되고 있는 원단 에 주름이나 원단 겹침을 제거하기 위하여 원통 롤(roll)에 스크류(screw) 형상을 갖춘 롤을 구동 모 터로 회전시킴으로 원단의 주름이나 겹침을 제거 해 준다.
롤의 구동은 AC 기어드 모터(AC geared motor) 로 구동하며 원단과 동일 방향으로 회전시키며 속 도는 원단 속도 보다 빠른 속도로 회전시킨다. 본 개발 장비 개발에서는 1개의 롤만 스크류 롤을 사 용하였고 원단의 상태에 따라 2개의 롤 전체를 스 크류 롤로 사용할 수 있다.
2.3.2 Skew roll unit
Skew roll unit(Fig. 15)은 원단의 위사가 정상위 Table 1 fabric angle detection result
Fabric density 200t Fabric density 30t Target
(deg)
Result (deg)
Error (%)
Target (deg)
Result (deg)
Error (%)
5 4.86 2.8 5 5.02 0.4
10 10.5 5 10 9.67 3.3
25 24.74 1.04 20 19.7 1.5
Fig. 13 Weft straightener basic structure
Fig. 14 Screw expander roll unit
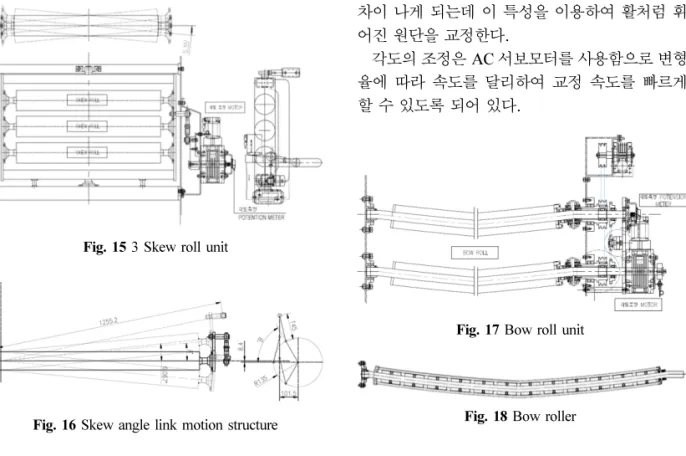
그림의 평면도에서와 같이 롤의 길이방향 중심 을 기준으로 롤이 회전 하게 되는데 이때 회전하 는 각도는 카메라에 의해 측정된 위사의 변형량만 큼 움직이게 된다.
움직이는 각도의 크기는 스큐 롤(skew roll)이 3개가 있으므로 위사 변형 량의 1/6만큼 각도를 움 직인다. 따라서 본 장비는 최대 움직이는 각도가 5.35도로 그 값에 6배인 32.1도까지 변형된 위사 를 교정할 수 있다. Table 2는 스큐 롤러의 이동 각 도를 보여 주고 있다. 본 장비의 각도 조정 장치 (Fig. 16)는 연결 장치(link arm)을 이용한 기구로 종전의 나사 방식(screw type)보다 빠른 교정을 가 능하게 하여 교정 속도를 빠르게 하여 원단의 불 량 손실을 최소화 할 수 있다.
구동 모터도 AC 서보 모터(servo motor)를 채용 함으로서 측정된 원단의 위사 변형 량이 많을 경
으로 변형 하여 롤 부분(roll unit)를 회전시켜 줌 으로 교정을 진행한다.
2.3.3 Bow roll unit
Bow roll unit (Fig. 17)은 위사가 활처럼 휘어진 상태의 원단을 직진성을 갖도록 교정하여 주는 장 치이다. 장치는 중심축을 기준으로 일정 변위의 변 형된 축을 중심으로 회전하는 보우 롤(bow type expander roll)의 각도를 조정 해 줌으로서 변형된 원단을 교정한다.
이때 사용하는 보우 롤의 내부 형상은 Fig. 18과 같이 롤의 중심에 활처럼 휜 축이 있고 이 축에 일 정 간격을 두고 회전하는 베어링이 있으며 이 베 어링의 외륜에 일정 두께의 고무 피복을 함으로서 최외층의 고무롤을 구동장치로 구동시키면 고무 부분이 인장과 압축을 교대로 일으키며 회전하는 데 이때 원단이 중앙부와 side 부분의 궤적길이가 차이 나게 되는데 이 특성을 이용하여 활처럼 휘 어진 원단을 교정한다.
각도의 조정은 AC 서보모터를 사용함으로 변형 율에 따라 속도를 달리하여 교정 속도를 빠르게 할 수 있도록 되어 있다.
Fig. 15 3 Skew roll unit
Fig. 16 Skew angle link motion structure
Table 2 Skew angle table
Link angle (B
o
) 51.3 37.85 27.5 18.15 0 -9.5 -19.6 -30.6 -42.5 51.3Fabric angle (A
o
) 5 4 3 2 0 -1 -2 -3 -4 5Fig. 17 Bow roll unit
Fig. 18 Bow roller
2.3.4 Dancer roll unit
원단의 주행에 있어 두 개 이상의 구동 롤을 이 용하여 공급(feeding)할 때에는 원단에 적정한 장 력을 주어 진행시켜 주어야만 한다, 장력이 없으 면 롤과 롤 사이에서 원단이 처지고 장력이 너무 크면 원단의 끊어짐 현상이 일어난다. 따라서 두 개의 공급 롤(feeding roll) 사이에는 장력 측정 장 치를 두어 장력을 측정하여 설정된 장력을 유지하 며 주행 하도록 전, 후 공급 롤을 제어해 주어야 한다. 본 장비에서는 이 장치로 덴서 롤(dancer roll) 을 사용하였다.
Dancer roll unit는 Fig. 19에서와 보는 것과 같이 2개의 가이드 롤러(guide roll)와 공압 장치(air cylinder)로 구성되어 있으며 원단의 장력은 공업 장치에 공급하는 에어 압력으로 설정하며 실린더 의 추력과 원단의 장력이 평형을 이루는 중앙점을
“0”으로 전, 후 각도를 포텐셔미터로 각도를 측정 하여 그 측정값에 따라 피드롤(feed roll)의 속도를 제어하도록 되어 있다.
압력제어에는 수동 레귤레이터(regulator)를 사 용하며 좀더 정밀하고 판넬에서 제어를 요할 경우 에는 E/P 밸브(vale)를 사용하기도 한다.
2.4 원단교정기 성능 실험
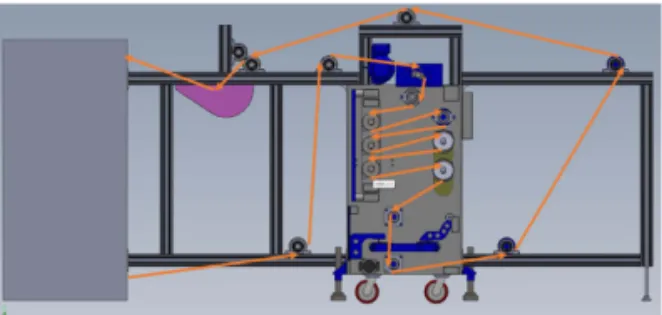
개발한 원단교정기의 원단 교정능력의 시험을 위하여서는 원단이 일정한 사행나 만곡을 가지고 공급되어야 한다. 이를 위하여 개발 원단교정기의 실험을 위한 시뮬레이터를 제작하였다. 제작한 시 뮬레이터는 원단을 계속적으로 공급이 가능하며, 원단에 임의의 사행와 만곡을 인가하는 것이 가능 하도록 설계되었다. 기본적으로 원단교정기의 구 성과 거의 동일한 형태의 원단의 사행와 만곡을 인가하기 위한 장치와 원단교정기와 연결되어 원 단을 공급하고 이송시키는 장치로 구성된다.
시뮬레이터의 전체 설계는 Fig. 20와 같다. 그림 에 표시는 없으나 앞쪽 부분에 교정기가 설치된 다. 상부에 모터를 설치하여 교정기에서 배출된
원단을 잡아당겨 사행와 만곡을 인가한 후에 다시 원단교정기로 공급되는 형태이다. 그림에서 표시 한 주황색라인이 실제의 원단이 이동하는 움직임 을 표시한 것이다.
원단의 사행와 만곡을 인가를 위한 스큐롤러 (skew roller)와 보우롤러(bow roller)는 핸들을 이 용하여 수동으로 롤러의 각도를 조절이 가능하도 록 구성하였다. 원단의 최대 사행각도 크기는 30
o
만곡은 20o
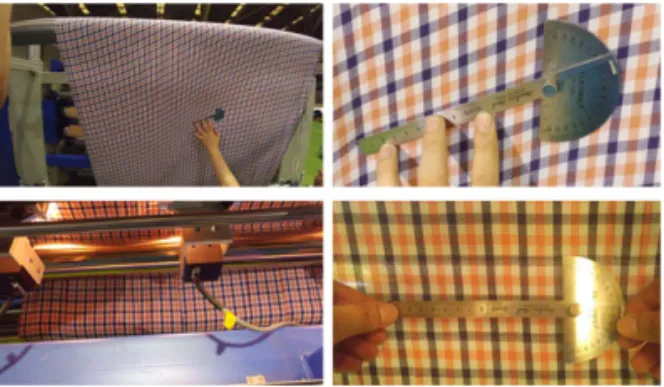
이다. 사행 인가 각도는 수동 핸들의 이 동거리와 핸들 위치와 삼각함수를 이용하여 현재 의 인가 각도를 확인하는 것이 가능하다.개발 장치의 성능을 검증하기 위하여 장치에 실 제 원단을 설치하고 실험을 수행하였다. 원단이 설 치된 전체 장비는 Fig. 21에서 보는 것과 같다. 개 발한 원단교정기에 시뮬레이터를 장착하고 원단 을 일정한 각도로 변형을 주고 그 교정 성능을 검 토하여 보았다. 개발한 원단교정기의 최대성능으 로 요구하고 있는 사행각 30
o
와 만곡 20o
에서 교 정을 실험하였다.Fig. 22는 교정 전 원단의 각도와 이를 측정한 모습, 교정후의 모습과 측정값을 보여주고 있다.
교정 전에는 원단이 일정한 각도를 가지고 기울어 져 있는 것을 확인하는 것이 가능하다. 교정 후에 는 원단이 비교적 수평하게 정렬된 것을 확인이
Fig. 19 Dancer roll unit
Fig. 20 Weft straightener simulator
Fig. 21 Weft straightener test setup
가능하며, 교정기 작동 후에 일정한 시간이 지난 이후에 측정한 결과 교정이 된 것을 확인하였다.
Fig. 23은 만곡이 주어진 경우의 교정전과 교정후 의 결과를 보여주고 있다. 교정 전후를 비교하면 교정이 잘 이루어진 것이 확인된다.
3. 결 론
이미지 패턴 인식이 가능한 라인스캔 카메라 기 술을 적용한 원단교정기의 개발을 하였으며, 이를 위하여 스큐와 보우 롤러를 이용한 교정기 시스 템, 라인스캔 카메라와 원단 위사 각도 영상처리 알고리즘, 교정 평가를 위한 장치를 제작하였다.
원단의 위사의 각도를 검출하기 위하여 라인스 캔 카메라 드라이브와 센서를 설계 및 개발하였으 며, 제어를 위한 원단 이미지 검출 알고리즘을 개 발하였다. 원단의 영상을 보다 효과적으로 빠르게 처리 가능한 알고리즘을 개발 적용하였다.
개발된 라인스캔 카메라를 적용하기 위한 원단 교정기를 부분(screw roll unit, skew roll unit, bow roll unit, dancer roll unit 등)으로 설계 및 제작하
라가 원단교정기의 원단 특성을 측정이 가능할 것 으로 판단된다.
개발한 원단교정기의 성능 검증을 위해 인위적 으로 원단을 뒤틀어주는 시뮬레이터를 제작하기 원단의 교정 능력을 평가하였다. 평가결과 개발 원 단교정기의 요구성능인 Skew 30
o
와 bow 20o
에서 교정이 가능하였다. 교정한 원단은 일반적인 원단 으로 일정한 간격으로 제직된 원단이다.일반 원단이 아닌 특수원단(콤비, 망사, 트월, 요 루)의 경우에는 원단의 특성 상 원단의 밀도나 각 도들의 검출이 일반원단과 다르다. 따라서 원단의 종류가 변화하여도 교정이 가능하도록 라인스켄 카메라와 알고리즘의 개선이 필요하며, 장비의 교 정각도를 롤러를 추가하여 그 각도를 증가할 예정 이다.
감사의 글
본 연구는 산업통상자원부 경제협력권 산업육성 사업의 지역주도형 (R0004678 : 이미지 프로세싱 기술을 적용한 특수직물 ±1%급 교정용 카메라 원 단교정기 개발) 연구비 지원에 의해 수행되었습니다.
References
1. Carruthers, W., 1989, The History and Practice of Weft Straightening, Dyers and Colourists, Cheshire, UK.
2. Hyun, K.-H. and Lee, E.-J., 1998, A Real-Time Density Measuring System, Proceedings of ITC- CSCC, Sokcho, Korea, pp.637-640.
3. Norton-Wayne, M. Bradshau, A. J. Jewel, 1992, Machine Vision Inspection of Web Textile Fabric, Proceedings of the British Machine Vision Con- ference, London, pp.217-226.
4. Raddrizzatrame a cilindri Bianco
®
STC2 manual, http://www.bianco-spa.com/RDOttico.html 5. Weft straightener ELSTRAIGHT manual, http://www.erhardt-leimer.kr/flashpaper.php?flashfile=/
cms_media/module_ob/0/99_3_Brochure_tessile.
swf
6. Roller straightener Generation 15 manual, http://
www.mahlo.com/fileadmin/user_upload/PDFs/
Fig. 22 Comparison of before and after weft straightening (skew angle)
Fig. 23 Comparison of before and after weft straightening (Bow angle)
brochures/distortion_correction/roller_straightener/
Generation%2015/Orthopac_RVMC-15_en.pdf 7. StraightLiner PLEVATEC manual, http://www.
cintex.ch/en/downloads/applications/doc_download/
35-straightliner-plevatec
8. Heo, G.H. and Choi, H.J., 2011, Development of the Counter unit of the Textile Fabric Surface
Density Using Vision System, Proceedings of Korean Society for Precision Engineering fall Conference, Gyeongju, Korea, pp.497-498.
9. Lim, C.Y., Shin, D. and Yoon, J. K., 2013, A Yarn Process Inspection System Using Image Processing, Journal of the Korean Society for Precision Engineering, 30(5), pp.513-519.
이 재 용
1996년~1998년 영남대학교 기계 공학 석사
1998년~2001년 중국연변과학기술 대학교 전임교수
2001년~2010년 영남대학교 기계 공학 박사
2003년~2006년 기계공학연구정보 센터 과장
2006년~2007년 구미전자기술연구 소 연구원
2010년~현재 한국섬유기계연구원 관심분야: System Automation, 팀장
Smart Factory Technology, Modeling and Simulation
김 대 섭
1969년~1972년 항공과학고등학교 졸업
1972년~1980년 공군 무장전자정 비창 근무
1980년~1990년 LIG 넥스원 설계실 과장
1990년~2011년 반도전기(주) 이사 2012년~현재 (주)마이크로텍 대표 관심분야: Electrical part of Military 이사 (Radar, Missile 등), Industrial machine
배 재 성
2008년~2014년 금오공과대학교 전자공학 학사
2015년~현재 일성기계공업㈜ 기술 부 연구원
관심분야: Image processing, Digital Signal Processing, Control systems
정 윤 수
1982년~1986 홍익대학교 기계공학 학사
2011년~2013년 경일대학교 공학 석사
1986년~2007년 삼영화학공업㈜
상무(공장장)
2008년~2014년 ㈜프로템 전무 2014년~현재 일성기계공업㈜ 연구
소장 겸 기술부 전무
관심분야: R/R Converting Machine, Coating technology
배 규 현
2001년~2008년 금오공과대학교 기계공학 학사
2008년~2010년 금오공과대학교 기전공학 석사
2010년~현재 금오공과대학교 기전 공학 박사
2015년~현재 한국섬유기계연구원 전임연구원
관심분야: System Vibration and Control, Rotor Dynamics, Precision Measurement
이 대 희
2000년~2007년 금오공과대학교 전자공학 학사
2008년~2010년 금오공과대학교 전기전자공학 석사
2007년~2011년 임베디드소프트웨 어연구센터 연구원
2011년~현재 한국섬유기계연구원 전임연구원
관심분야: RF module, zigbee RFIC, DSP design