DOI: 10.4150/KPMI.2009.16.5.363
Mechanical Alloying
에 의한 비정질Ti 40 Cu 40 Ni 10 Al 10 합금의 형성 및 열적특성
김 현 구
*
조선대학교물리교육과
Formation and Thermal Properties of Amorphous Ti 40 Cu 40 Ni 10 Al 10
Alloy by Mechanical Alloying
Hyun-Goo Kim
*
Department of Physics Education, Chosun University, Gwangju 501-759, Korea (Received September 7, 2009; Revised September 28, 2009; Accepted October 8, 2009)
Abstract The amorphization process and the thermal properties of amorphous Ti 40 Cu 40 Ni 10 Al 10 powder dur- ing milling by mechanical alloying were examined by X-ray diffractometry (XRD), differential scanning cal- orimetry (DSC), and transmission electron microscopy (TEM). The chemical composition of the samples was examined by an energy dispersive X-ray spectrometry (EDX) facility attached to the scanning electron micro- scope (SEM). The as-milled powders showed a broad peak (2 θ = 42.4 o ) with crystalline size of about 5.0 nm in the XRD patterns. The entire milling process could be divided into three different stages: agglomeration (0<t m ≤ 3 h), disintegration (3 h < t m ≤ 20 h), and homogenization (20 h < t m ≤ 40 h) (t m : milling time). In the DSC experiment, the peak temperature T p and crystallization temperature T x were 466.9 o C and 444.3 o C, respectively, and the values of T p , and T x increased with a heating rate (HR). The activation energies of crystallization for the as-milled powder was 291.5 kJ/mol for T p .
Keywords : Mechanical alloying, Amorphous Ti 40 Cu 40 Ni 10 Al 10 powder, Crystalline size
1. 서 론
순수한 결정 분말을 원하는 조성과 나노 크기의 결정 및 비정질 금속합금으로 합성하는 새로운 기 술이 기계적인 합금
(Mechanical Alloying, MA)
[1-5]
방법이다. MA
는 용기가회전하면서원심력이금속분말과 볼들에작용하여 어느정도까지 이들을 끌어 올리고
,
중력의 작용으로 용기바닥으로 이들이 떨어진 다음,
분말들이충돌하는 볼들에의해 층모양의 입자들로 형성되고
[6],
계속 회전함에 따라입자들이세분화되면서 비정질화가 된다
.
이러한합금 법은 기지조직내에 미세하고 안정된화합물상을균 일하게 분산시킬 수 있어서고온 특성이크게 향상 될 수 있으며,
연성및 파괴인성 등의 기계적특성이 우수하기 때문에
80
년대 후반 이후 비정질합금이나 나노결정립 합금 등과 같은 준평형상 재료
[7]
의 제조에도 사용할 수 있음이 알려져 세계적으로 많은 연구가 이루어지고 있다
.
특히MA
는 급냉법등의 방법으로합성하기 어렵거나불가능한 조성까 지 금속 합금간 혹은 금속
-
비금속 복합물들의합성이 가능할 뿐만아니라
,
비정질 분말로 우리가 필요로 하는 모양으로성형제작과대량생산이 가능하기 때문에 많은 연구자들이 특별한 관심을 갖고 있다
. MA
는Koch
등[8]
에 의해Ni
60Nb
40금속유리의 제 작에 응용되었으며,
비정질에 관한열역학적 과정은Schwarz
등[9]
에 의해 연구되었다. Ni-Ti
계 제동재 료에 대한 제동 기구(mechanism)
는Igata
등[10]
에의해 연구되었으며
, Ti-Cu-Ni
계는Sundaresan
등*Corresponding Author : [Tel : +82-62-230-7376; E-mail : [email protected]]
본연구에서는
Ti-Cu-Ni
계합금중Ti 40 Cu 40 Ni 10 Al 10
의 조성에 대해
MA
에 의한 비정질 분말제조가 가 능한지를 확인해보고,
그 열적 특성을조사하였다.
일정한 회전속도에서의
t m
변화에따른비정질화 거동을
XRD, TEM
관찰을 통해 조사하였으며,
제조된 비정질 분말의 결정화 활성화 에너지를 구하여 열적 안정성을조사하였다
.
2. 실험방법
Ti 40 Cu 40 Ni 10 Al 10
분말의MA
는Ti, Cu, Ni,
그리 고Al
분말(Aldrich Chemical
사,
순도 ≥99.9%)
을 원자퍼센트가40, 40, 10,
및10
의 조성이 되도록 혼합하였다.
본연구에사용된기기는Retsch
사의원 심력형 볼밀(centrifugal ball mills)
이며,
사용된 볼은 직경이
10 mm
인 스텐레스강을이용하였다. MA
는 볼과시료분말의무게비를
15:1
로 하였으며,
볼 과 시료의 충돌로인한 열의발생을 방지하고 합금 의 형성을향상시키기위해10
분간밀링한다음10
분간 정지시키는 방법을 되풀이하였다
.
회전속도는250 rpm
으로 하였으며, t m
은1, 3, 5, 10, 20,
그리 고40
시간으로 하였다. t m
에 따른 비정질화 과정을XRD
를 이용해조사하였고,
입자의표면 상태의관 찰은SEM
을 이용하였으며,
분말에대한 열적 성질 을 측정하기 위해HR
을10, 20, 30,
그리고40
oC/
min
로 하여DSC
실험을하였다.
또한입자의 미세구조 관찰을 위해
TEM
을 이용하였으며, t m
에따른 시료의 원자 농도를 측정하기 위해EDS
실험을 하 였다.
이와 같은분석을 위해 각t m
마다Ar
분위기 에서 미소량씩시료를 채취하였으며,
분말의산화를 방지하기 위하여 용기 내부는Ar
분위기를 유지하 였다.
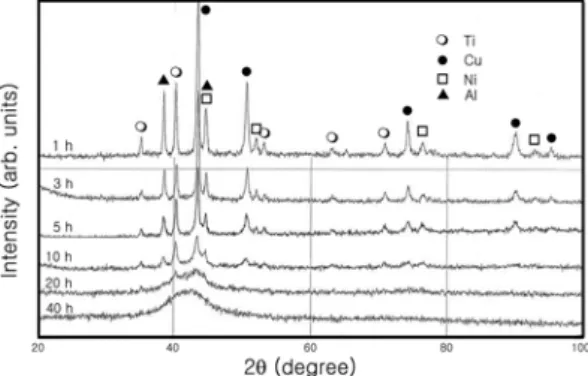
전한비정질상이형성됨을확인할수 있었다
.
형성된 비정질상은선행연구인Ti 40 Cu 40 Ni 10 Co 10
시료[18]
와비 슷하게 비정질상으로 보이는 봉우리들이t m
이 증가 함에따라약간작은각쪽으로이동되었음을볼수 있었다.
그러나회절선의폭이약간씩증가되는현상 은Ti 40 Cu 40 Ni 10 Co 10
시료보다는Ti 40 Cu 40 Ni 10 Al 10
분말 시료가먼저형성되어가는것으로보였다.
이와같은 회절선의폭이증가하는것은볼과분말의 충격으로 인한결정립의미세화 및분말입자내부의 불균일한 변형에 의한것으로생각되며, 2
θ의미세한이동현 상은 볼과 용기의 충돌로 인해Fe
의 생성에 의한 격자상수의 변화때문인것으로생각된다.
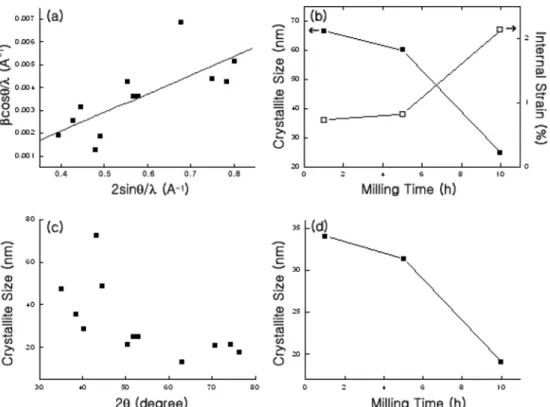
Ti 40 Cu 40 Ni 10 Al 10
분말의t m
에 따른 결정크기 및 내 부변형율의 변화를Williamson-Hall[19-21]
과Scherrer
방법
[22]
을 사용하여 구하였다.
그림2(a)
는5
시간동안 밀링한 분말 시료를
Williamson-Hall
방법을이용하여
2sin
θ/
λ과 βcos
θ/λ를축으로하여그린그림 으로변형율은약8.19
×10
−3
으로계산되었으며,
결정크 기는약60.2 nm
이었다.
그림2(b)
는Ti 40 Cu 40 Ni 10 Al 10
분말 시료의
t m
에 따른 결정크기 및 내부변형율의Fig. 1. X-ray patterns of Ti
40Cu
40Ni
10Al
10powder as a func-
tion of milling time.
변화를
Williamson-Hall
방법을사용하여 그린그림 이다.
결정크기는t m
에 따라감소한 반면내부변형율 은t m
에 따라 증가함을 볼 수 있었다.
시료 분말의 이러한 특성은밀링하는동안볼과분말들의충돌에 의한 어긋나기 등의 결함에의한 것으로생각할수 있다.
또한 그림2(c)
는5
시간 동안 밀링한 시료의 평균 결정크기를알기 위한그림으로Scherrer
방법 을 이용하여계산된값은약31.4 nm
이었으며, t m
에 따른 평균 결정크기의 변화(
그림2(d))
는t m
에 따라 역시 감소함을 볼 수 있었다. Williamson-Hall
방법 에 의해 계산된 결정크기가Scherrer
방법에 의해 계산된 결정크기에비해더높은것을볼수있었는데
,
이 차이는Scherrer
방법에서는 생각하지 않은내부변형에 관련된퍼짐 현상을
Williamson-Hall
방 법에서는 고려했기 때문인것으로생각된다.
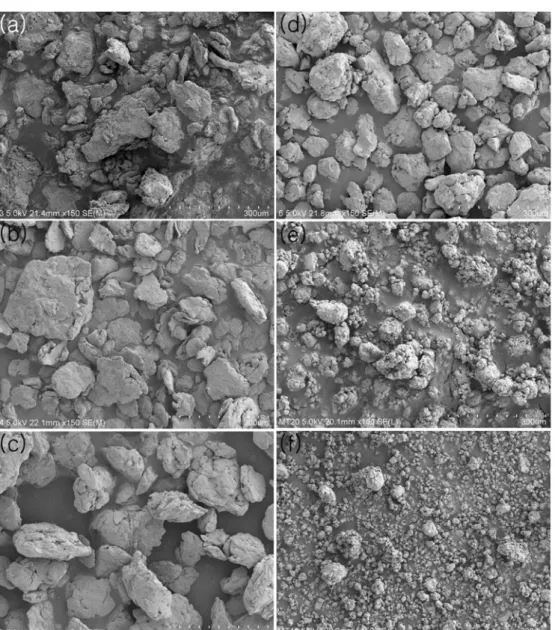
그림
3
은Ti 40 Cu 40 Ni 10 Al 10
분말에 대한SEM
의 관 측 결과를t m
에따라나타낸그림이다. 1
시간밀링한 경우의 분말들은판상,
구형덩어리,
혹은막대등과같은임의 모양들이많이보였으나
, 3
시간밀링했을 경우에는 분말들이 파쇄와 덩어리화 과정이 되풀이 되면서 판상이나막대기모양등으로 일부형성되면서 일부는최대 약
320
μm
의 덩어리로 뭉쳐진 것도 볼 수 있었다
(
덩어리화 단계).
이러한 덩어리화 단계는3
시간밀링후에도조금진행이 되었을것으 로 추측된다. 5
시간까지의 밀링에서는 큰 덩어리들 은 점차 파쇄되고 작은 판상이나 막대 형태,
혹은 덩어리들은 일부 뭉쳐서평균 약128.0
μm
크기의 덩어리들이 형성됨을 볼 수 있었다. 10
시간의 밀링에서는 더욱 적게 파쇄되어 약
67.7
μm
의 비교적균일한크기까지 파쇄되었으며
, 20
시간밀링했을경우에는 약
28.6
μm
정도의 크기까지파쇄되어어느정도 균일화 단계에 이르렀음을 짐작할 수 있었다
. 40
시간동안밀링했을경우에는약14.8
μm
의 상당 히 균일한크기로파쇄되었음을볼 수있었다.
따라 서 전체적인 밀링과정을 대체적으로 세분화해 보면3
시간까지의 덩어리화단계(0<t m
≤3 h), 5
시간과20
시Fig. 2. (a) Williamson-Hall plot showing 2 sin θ/λ vs. β cos θ/λ for the powder of 5 h for milling, (b) Evolution of crystallite size
and internal strain with the milling time obtained from Williamson-Hall method for the Ti
40Cu
40Ni
10Al
10powder, (c) Crys-
tallite size obtained applying the Scherrer formula to different peaks of XRD pattern for the powder with 5 h of milling
time for the Ti
40Cu
40Ni
10Al
10powder and (d) Evolution of crystallite size with the milling time obtained from Scherrer method.
간의 붕괴 단계
(3 h<t m
≤20 h),
그리고20
시간 이 후의 균일화단계(20 h<t m
≤40 h)
로 구분할수 있음을 알 수 있었다
. SEM
으로 본 밀링과정은20
시간후부터 비정질상이 형성되어가는
XRD
의 결과와도 거의 일치함을알 수있었다.
그림
4
는HR
을40 o C/min
으로 측정했을 경우t m
에 대한
Ti 40 Cu 40 Ni 10 Al 10
분말 시료의DSC
곡선이다.
10
시간 밀링에 대한 주 발열 피크는10
시간 전의밀링 시료 보다낮은 온도 쪽으로이동하는 현상을 볼 수 있었으나
, 20
시간의밀링후에는t m
이 증가함에 따라 높은 온도쪽으로 이동하면서발열 피크의 모양이점차뾰쪽해지는현상을볼 수있었다
.
이것 은10
시간 밀링 후부터는t m
이 증가함에 따라 보다 안정된 비정질합금으로 점차형성되어 가는 것으로 생각된다.
특히20
시간동안 밀링한 시료 분말은2
개의 발열피크가 형성되었으며
, T p1
과T p2
는 각각455.5 o C
와488.2 o C
이었다. t m
이40
시간에서의T p
는488.2 o C, T x
는446.4 o C
이었으며, T p
에대한발열에너 지는약-42.4 mJ/mg
이었다.
열처리하지 않은 비정질금속합금을
40
시간 밀링Fig. 3. SEM micrographs for Ti
40Cu
40Ni
10Al
10powder with milling time. (a) 1 h, (b) 3 h, (c) 5 h, (d) 10 h, (e) 20 h and (f) 40 h
한 후
HR
을10, 20, 30,
그리고40 o C/min
로 측정했 을 경우, T p
는466.9, 477.0, 483.7,
그리고488.2 o C/
min
이었으며, T x
는444.3, 432.1, 439.6,
그리고446.4 o C/min
로서HR
이 증가함에 따라T p
와T x
들이모두 증가함을 알 수 있었으며
, DSC
곡선에서의 유리전이온도
T g
는 측정할 수 없었다.
비정질 금속합 금은 열적으로 불안정하기 때문에 좀 더 규칙적인 결정질로 변화할때에너지가필요하게 된다.
이러한 결정화가 이루어지는데필요한 활성화에너지를얻기 위하여Kissinger
방법[23]
을 이용하였다.
d[ln(Q/T p 2 )]
/d(1/T p ) =
−E/R
여기서
T p
는최대발열봉우리온도, Q
는가열속도( o C/min), R
은기체상수,
그리고E
는활성화에너지이 다.
그림5
와 같이위의식으로부터ln(Q/T p 2 )
대1/T p
의그림에서직선의기울기를이용하여활성화에너지 를계산하였다
. Kissinger
의방법은가열속도와T p
와의 관계로각시료에대한DSC
실험결과의해석에서가 장일반적인방법으로사용되기때문에본연구에서도이 방법을택하였다
. t m
이40
시간인 경우Kissinger
의 방법으로 구한 비정질 분말시료의 활성화에너지는291.5 kJ/mol
을 나타내었다.
이는Ti 40 Cu 40 Ni 10 Co 10
시 료의활성화에너지보다도 더높은값을 나타냄을알 수 있었는데[18], Al-Al
의결합세기(186.2±9.2)
가Co- Co
의 결합세기(167.0±25.0)
보다도 클 뿐만 아니라, Al-Cu
의 결합세기(216.0±10.5)
가Co-Cu
의 결합세기(161.9±16.7)
보다도크기때문인것으로생각된다.
그림
6
은EDX
로 분석한 성분(
원자%)
을t m
의함 수로보여준 그림이다.
초기의 혼합과정(t m
≤3 h)
에서 는 혼합 원소들의 불균일한 조성의변화가 크게나 타남을 알수 있었으며, 5
시간부터20
시간까지의조Fig. 4. The variation of DSC curves with milling time for Ti
40Cu
40Ni
10Al
10powder.
Fig. 5. Kissinger plots of ln(Q/T
p2) vs. 1/T
pof Ti
40Cu
40Ni
10Al
10powder.
Fig. 6. Composition (at.%) of Ti
40Cu
40Ni
10Al
10powder as a
function of milling time.
성은 상당히 일정함을 볼 수 있었다
.
다만40
시간밀링한 비정질 시료의 경우는
Cu
가 약3.5%
증가한 반면
Al
이 약3.4%
정도 감소함을 알 수 있었다
. t m
에따른조성의변화에서도XRD
회절모양과 비슷하게5
시간 밀링한 시료부터 합금화현상이일 어났음을 볼수있었고, 10
시간 밀링한시료들의조 성이 일정했던Ti 40 Cu 40 Ni 10 Co 10
시료보다는 먼저 합 금화현상이진행되었음을알 수있었다.
초기에설 정했던 조성과40
시간밀링한후 조성과의 미소차 이는 밀링이진행하는 동안 분쇄에의한 열과 확산 현상 등의원인때문인것으로생각된다.
그림
7(a)
와 그림7(b)
는 밀링한그대로의 분말시료에대한 밝은영역과어두운 영역의
TEM
사진으로서
, 40
시간 밀링한 분말의 결정립크기는 약5.0 nm
로서XRD
회절무늬(
그림1)
의반가폭을이용하여
Scherrer
공식으로 계산한 값과 거의 유사함을알 수있었다
.
또한대응되는선택된영역의회절무늬
(
그림7(c))
역시퍼진모양을가진비정질상형태를 보였다
.
4. 결 론
기계적인합금화방법에의해비정질
Ti 40 Cu 40 Ni 10 Al 10
분말을 합성하고 열적 특성 등을 조사하였다
. 40
시 간 밀링 후에는퍼진 모양을가진 비정질봉우리가2
θ=42.4 o
부근에서 형성되었으며,
결정립 크기는약5.0 nm
이었다.
전체적인 밀링과정은t m
별로3
단계로 나눌 수 있었으며,
덩어리화 단계(0<t m
≤3 h),
붕괴 단계(3h<t m
≤20h),
그리고 균일화 단계(20 h<t m
≤40 h)
이다. 40
시간밀링한시료분말의T p
와T x
는HR
을10 o C/min
으로 하였을때 각각466.9 o C
와444.3 o C
이었으며
, T p
에 대한 발열에너지는약-38.1 mJ/mg
이 었다. HR
이 증가함에따라서도T p
와T x
는증가함을알 수 있었다
. Kissinger
방법으로 구한 결정화에필요한 활성화에너지는