한국정밀공학회 2013 년도 춘계학술대회논문집 1. 서론 최근 모바일 디스플레이 산업이 크게 발전하면서 얇고 깨지지 않는 LCD 나 플렉시블 LCD 의 제조 및 구현 방안에 대한 요구가 커지고 있다.[1] 이러한 LCD 를 구현하면서 비용 절감 및 생산력 향상을 위해서는 기존의 LCD 제조 설비를 그대로 사용할 수 있어야 한다. 그 방법 중 하나로, 플라스틱 재질의 기판을 반송용 유리기판 (plastic on carrier glass, POG)에 부착하여 제조 공정을 진행한 후, 최종 단계에서 POG 와 플라스틱 기판을 탈착시켜 패널을 완성하는 제조 방법이 있다. POG 에 사용된 유리기판은 공정 후 버려지기 때문에 생산 비용을 낮추기 위해서는 낮은 원가의 유리 기판을 사용할 필요가 있다. 본 논문에서는 저가의 소다라임 유리(soda lime glass, SLG)를 사용한 플라스틱 LCD 제조 공정을 진행하면서 상하판 합착 과정에서 발생한 정렬불량의 원인을 분석한 후 대안을 제시하였다. 2. 정렬불량 개요 및 분석 상하판간 정렬불량의 원인을 알아보기 위하여 진공 합착장치(vacuum assembly system, VAS)의 합착 공정 과정을 분석해 보았다. VAS 내부는 진공상태이므로 상판 및 하판을 척(chuck)에 고정하기 위해 진공을 이용한 공기흡입식 흡착 방법은 사용할 수 없다. 따라서 그 대안으로 정전기력를 이용하여 유전체를 흡착하는 장치인 정전척(electrostatic chuck, ESC)이 사용된다.[2][3] 상판과 하판이 각 ESC 에 흡착되어 서로 수평으로 수 십 ㎛ 떨어져 있는 상태에서 일정범위 내로 정렬이 되면 상판이 ESC 에서 떨어져 하판과 겹쳐지게 된다. 이때 상판이 미끄러지면서 상하판간 정렬오차가 커졌다. 미끄러짐의 정도는 ESC 의 흡착력에 따라 달라지며 그 흡착력은 물질의 유전율, 인가되는 전압의 세기, 주변환경의 진공도에 따라 달라진다.[4] LCD glass 와 SLG 의 흡착력은 ESC 와 유리기판 표면에 축적되는 전하량에 따라 달라진다. 축적되는 전하량(Q)은 식(1)과 같이 커패시턴스와 전압의 곱으로 구할 수 있다.
V
d
A
CV
Q
0
R
(1) 한편, 축적되는 전하량은 면적(A)과 거리(d), 인가전압(V)이 모두 같은 경우에는 기판의 유전율(
R)에 의해 결정되는데, SLG 와 LCD glass 의 유전율은 각각 7.75, 5.27 로 SLG 가 약 1.5 배 더 크므로 SLG 의 흡착력은 LCD glass 에 비해 더 강해진다. Fig. 1 은 합착과정에서 기판에 축적된 전하에 의해 상판 미끄러짐이 발생하는 과정을 나타낸다. 전하량이 증가하면 상판과 하판의 반발력이 커지고 낙하하는 순간 미끄러짐이 더 크게 발생하여 상하기판의 정렬오차가 크게 증가한다.플라스틱 LCD 의 상하판 정렬불량 개선을 위한
합착 공정 개선 방안
Assembly Process with Low Misalignment
for Plastic Liquid Crystal Display
*#소성민1, 이희근2, 송재호2, 김장겸2
*#S. M. So([email protected])1, H. K. Lee2, J. H. Song2, J. K. Kim2
1
삼성전자공과대학교 디스플레이전공, 2삼성디스플레이 디스플레이연구소
Key words : Flexible Display, Misalignment, Dielectric constant, Electrostatic Chuck
한국정밀공학회 2013 년도 춘계학술대회논문집 ESC ESC + + + + - - - -+ + + + - - - -+ + + + + + + + 하부기판 상부기판 SLG 합착 + + + - - -+ + + - - -+ + + + + + 반발력 발생(강함) 미끄러짐 발생(강함) 낙하
Fig. 1 The assembly process of POG substrates. The accumulated charges on SLG glass surface cause sliding and misalignment.
3. 결과 및 토의 본 논문에서는 상하판간 정렬 불량을 일으키는 축적 전하량(Q)을 감소시키기 위해서 ESC 에 인가되는 전압을 조절해 보았다. Fig 2 는 상부 및 하부 ESC 에 인가되는 전압에 따른 SLG 기판간 정렬 오차를 나타낸다. 인가전압을 낮출수록 정렬 오차가 줄어드는 것을 볼 수 있다. 상하부 ESC 인가전압이 각각 400 V 와 500 V 일 때 정렬오차 수준이 4 ㎛ 이내로 측정되어 가장 개선되었다. 반면, 인가전압이 300 V 일 때는 POG 가 흡착되지 않기 때문에 흡착력 유지를 위해 최소 400 V 이상의 인가전압이 필요했다. 재현성 확인을 위해서 상부 인가전압 400 V, 하부 인가전압 500 V 인 조건에서 16 회의 추가 테스트를 진행하였다. Fig 3 과 같이 개선 후에는 5 ㎛ 미만으로 정렬 오차가 줄어들었다. 0 4 8 12 16 20 상부 ESC 하부 ESC 2500 2500 2200 2200 1000 1500 400 1000 400 700 400 500 정렬 오차 (㎛ ) 인가 전압 (V)
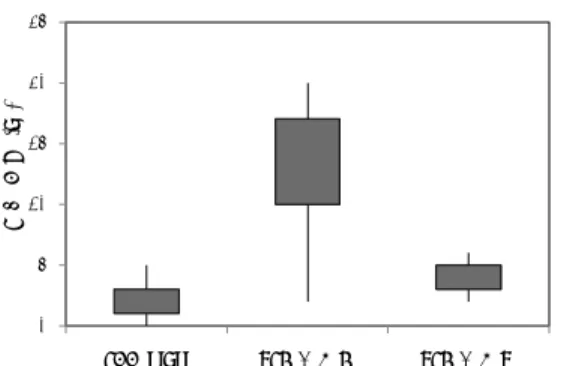
Fig. 2 Alignment errors with different applying voltage on SLG substrate. 0 5 10 15 20 25 LCD glass SLG 개선전 SLG 개선후 정렬 오차 (㎛ )
Fig. 3 Comparison of alignment errors of LCD glass and SLG. 따라서 ESC 에 인가하는 전압을 조절하여 SLG 기판에 축적되는 전하량을 조절함으로써 합착공정 중 발생하는 정렬 오차를 줄일 수 있다. 4. 결론 본 논문에서는 플라스틱 LCD 제조 공정 중에 발생한 정렬불량을 해결하기 위해 전하량 조절기법을 도입하였다. 인가되는 전압에 따라 기판에 축적되는 전하량이 감소되고 기판이 서로 밀어내는 힘이 작아져 정렬수준이 향상 되었다. 이러한 전하량 조절기법은 유전체를 사용하는 다양한 분야에 활용될 수 있다. 참고문헌
1. Kim, G.H., Song, Y.H., "Plastic Substrates for Flexible display," 전자통신동향분석, 23, 111-123, 2008.
2. Kalkowski, G., Risse, S., Harnisch, G., Guyenot, V., "Electrostatic chucks for lithography applications," Microelectron Engineering,
57-58, 219-222, 2001.
3. Kalkowski, G., Risse, S., Guyenot, V., "Electrostatic chucks behavior at ambient conditions," Microelectron Engineering, 61-62, 357-361, 2001.
4. Wright, DR., Chen, L., Federlin, P., Forbes, K., "Manufacturing Issues of Electrostatic Chucks, " Journal of Vacuum Science & Technology B,
13, 1910-1916, 1995.