한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 45, No. 2, 2012.
http://dx.doi.org/10.5695/JKISE.2012.45.2.089
<연구논문>
마이크로웨이브 플라즈마를 이용한 탄화공정 및 PAN fiber의 강도 향상에 관한 연구
최지성a, 주정훈a, 이헌수b
a군산대학교 공과대학 신소재공학과, 플라즈마 소재 응용 센터, b한국과학기술연구원
A Study on the Carbonization and Strengthening of PAN Fiber by Microwave Plasma
Jisung Choia, Junghoon Jooa, Hunsu Leeb
a
Department of Materials Science and Engineering, Plasma Materials Research Center Kunsan National University, Kunsan 573-701, Korea
b
Korea Institute of Science and Technology
(Received April 27, 2012 ; revised April 28, 2012 ; accepted April 30, 2012))
Abstract
A study to replace a high temperature thermal carbonization process with microwave plasma process is carried for PAN fiber as a starting material. Near atmospheric pressure microwave plasma (1 Torr~45 Torr) was used to control to get the fiber temperature up to 1000
oC. Even argon is an inert gas, its plasma state include high internal energy particles; ion (15.76 eV) and metastable (11.52 eV). They are very effective to lower the necessary thermal temperature for carbonization of PAN fiber and the resultant thermal budget.
The carbonization process was confirmed by both EDS (energy dispersive spectroscopy) of plasma treated fibers and OES (optical emission spectroscopy) during processing step as a real time monitoring tool. The same trend of decreasing oxygen content was observed in both diagnostic methods.
Keywords: Carbon fiber, Microwave plasma, Carbonization, PAN
1. 서 론
탄소섬유는 거의 100% 탄소원자로 구성된 무기 섬유로 미세한 흑연 결정 구조를 가진 섬유상의 탄 소 물질을 말하며, precursor라 불리는 섬유를 소성 하여 탄소만을 남기는 방식으로 공업화를 하고, precursor의 종류에 따라 레이온계1),피치계2),PAN계3) 로 분류되는데 그 중 PAN계가 압도적으로 많이 사 용된다. 탄소섬유는 철보다 가벼우면서 섭씨 1,500oC 이상 고온에서 내열성, 내산화성, 내식성을 보여주 는 재료로서, 우주항공의 고속비행체 및 엔진의 내 열구조분야, 초고온에서 고순도 및 내삭마성 등이
요구되는 원자로, 고순도 및 고온 열처리가 요구되 는 반도체 제조 및 진공 열처리 furnace 분야, 구조 체의 경량화가 요구되는 항공기 기체, 자동차 차제, 강한 역학적 성질이 요구되는 해저 유전 송유 파이 프, 연료탱크, 풍력발전기 블레이드 등의 다양한 분 야에 사용되고 있다4). 일반적으로 탄소섬유를 생산 하는 방법은, PAN 섬유를 precursor로 사용하여, 연 신공정을 거친 후, 180~300oC의 온도로 섬유를 처 리하는 열 안정화 공정과, 800~3,000oC의 온도로 섬 유를 처리하는 탄화 및 흑연화 공정을 통해 제작되 는 방법이 주로 사용된다. 탄소섬유를 생산하기 위 하여 높은 온도로 PAN fiber를 처리하는 기존의 장 비는 저항가열을 이용하여 온도를 상승시키는 방법 을 주로 사용하였다. 그러나 plasma를 탄소섬유 공
*
Corresponding author. E-mail : [email protected]
정에 이용하면, 1000oC 이상의 온도를 수 분 안으 로 상승할 수 있고, 저항가열 방법보다 공정 시간 을 획기적으로 저감할 수 있으며, 공정에 소요되는 에너지의 저감이 가능하다. 또한, 탄소섬유 제조공 정은 전체 공정 시간이 길며, 열처리에 따른 에너 지 비용 및 생산비용이 높아 적용처가 작은 시장에 제한되는 한계가 있다. 넓고 다양한 시장에 탄소섬 유를 적용하기 위해 가격이 낮은 탄소섬유가 요구 되고 있으며 plasma를 이용한 저에너지 탄소 섬유 공정이 발전 가능성 높은 저에너지 비용 탄소 섬유 공정으로 주목받고 있다5). 마이크로웨이브는 가정에 서 사용하는 전자레인지에서 사용되는 영역의 주파 수로, 일반적으로 2.45 GHz의 주파수가 산업에 많 이 사용된다. Magnetron을 통해 발생하는 마이크로 웨이브는 일반적으로 waveguide라 불리는 금속관을 통하여 이동시키며, 도파관 내에서는 마이크로웨이 브 전자기파가 에너지 손실을 최소화하여 진행할 수 있다. 이렇게 마이크로웨이브 전자기파는 도파 관을 따라 진행하는 중 도파관에 열린 부분으로 전 자기파가 방사하게 된다. 전자기파가 방사하는 위 치에 전자기장이 집중될 경우, plasma가 방전될 수 있으며, 이와 같은 방법으로 저기압에서 대기압에 이르는 다양한 압력의 plasma 방전이 가능하다.
본 연구에서는, 2.45 GHz, 1500 W microwave plasma system을 준상압용으로 재설계하였고, 300oC 의 온도로 90 min 동안 안정화 공정을 진행한 PAN fiber를 microwave plasma로 탄화공정을 진행하였다.
또한, microwave plasma가 발생되는 지점에 K-type thermocouple을 설치하여 온도를 측정하였고, 온도 에 따른 fiber의 인장강도를 측정하였으며, microwave plasma로 처리하기 전, 후의 PAN fiber를 EDS 측 정을 통하여 분석하였다. OES를 이용하여 공정중 의 microwave plasma의 특성 및 변화를 관측하였다.
2. 실험방법
2.1 Microwave plasma를 이용한 PAN fiber 탄화 공정 온도 및 인장강도 측정
Microwave plasma로 PAN fiber를 처리할 수 있 도록 준상압, 고온 공정이 가능하도록 system을 setup하였고, 그림 1(a)에 system의 개략도를 나타내 었다. 직경 35 mm, 길이 760 mm의 quartz tube 내 부에 microwave plasma가 방전이 되고, quartz tube 내부에 안정화 공정이 완료된 PAN fiber를 alumina tube와 ceramic bond를 이용해 제작한 ceramic holder 에 걸어 quartz tube 내부 정중앙에 loading하였고 탄화공정을 진행하였다(그림 1(b)). K-type thermocouple
을 quartz tube 정중앙에 위치시키고, NI USB 9162 converter를 PC에 연결하여 온도 profile에 대한 data 를 얻을 수 있게 하였으며, Ar 30 sccm, 1 Torr, 45 Torr의 압력에서 microwave plasma를 방전하였 다. Microwave plasma에 의해 탄화공정이 종료된 fiber를 인장강도 측정기(Instron 5567A)를 이용하여 강도를 측정하였다.
2.2 Microwave plasma에 의해 탄화공정 후, PAN fiber의 EDS 측정
Microwave plasma 처리 전, 후의 성분을 비교하 기 위하여 300oC의 온도로 90 min 동안 안정화 공 정을 진행한 microwave plasma 처리 전 fiber와 처 리 후 fiber를 energy dispersive spectrometer(EDS) 분 석을 진행하였다.
2.3 OES를 이용한 PAN fiber 탄화공정 중 microwave plasma 특성 해석
안정화 PAN fiber의 공정 전, 공정 중, 공정 후의 microwave plasma 내부의 산소 변화를 살펴보기 위 하여 optical emission spectrometer(OES)를 측정하 였다. Ocean optics사의 SQ-2000 model의 장비를 사용하였고, standard light source(HG-1)를 이용하여 파장을 확인한 결과 최대 0.15 nm의 오차를 확인할 수 있었다. 그림 2에 OES와 standard light source의 사진을 나타내었다.
2.4 Microwave discharge의 수치 모델링
2.45 GHz의 마이크로웨이브 전력 흡수 분포를 관
Fig. 1. (a) Schematic of microwave plasma system (b)
PAN fiber and ceramic holder.
찰하기 위하여 HFSS(high frequency system simulator, ver 11) software를 이용해 수치 모델을 진행하였다.
3. 실험결과
3.1 Microwave plasma를 이용한 PAN fiber 탄화 공정 온도 및 인장강도 측정 결과
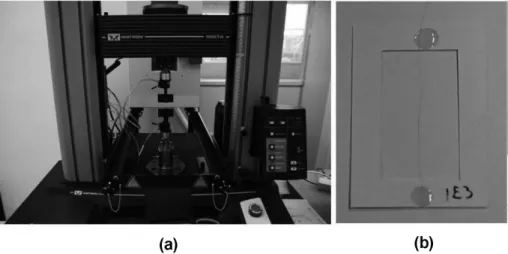
Microwave plasma process를 진행한 fiber의 강도 를 비교하기 위하여 표준 샘플인 연속식, 210~300oC
의 온도로 90 min 동안 안정화 공정을 진행한 plasma 처리를 하지 않은 PAN fiber의 강도를 그림 3(a)와 (b)에 나타낸, 인장강도 측정기를 이용하여 측정하였다. 안정화 PAN fiber에서 단 1 가닥을 색 출, 인장강도 측정 holder에 부착한 후, 총 20개의 sample의 인장강도를 측정하여 평균값을 구한 결과 252.4 MPa의 강도가 측정되었다. Ar 10 sccm, 1 Torr 의 공정조건에서 1 kW의 power를 인가하여 온도를 700oC 이상으로 급격히 상승하여 4 min 동안 유지
Fig. 2. (a) Image of OES (Ocean optics, SQ-2000), (b) image of standard light source (HG-1).
Fig. 4. (a) Measured temperature at process condition of Ar 10 sccm, 1 mTorr, 1 kW, more than 700
oC, (b) temperature rise gradually over time curve.
Fig. 3. (a) Image of tensile strength tester (Instron 5567A), (b) image of tensile measurement sample.
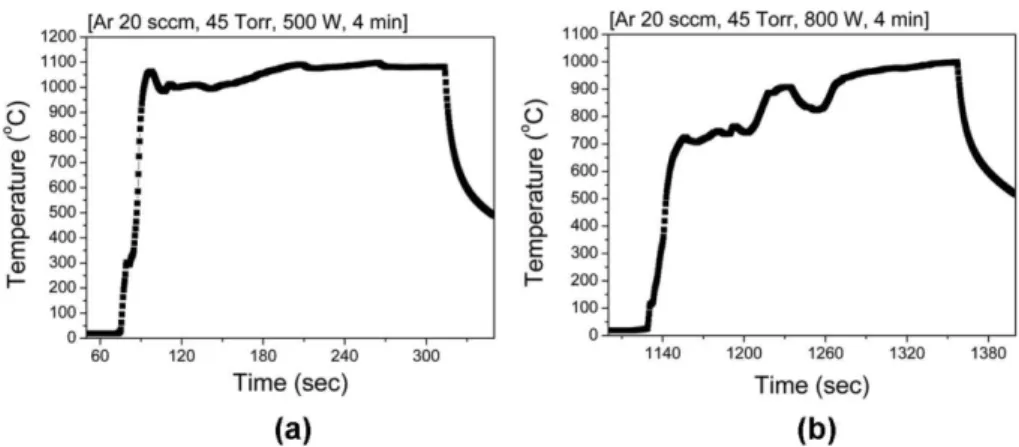
해 인장강도를 측정한 결과 300 MPa의 강도를 얻 을 수 있었고, 시간에 따른 온도 상승 곡선을 그림 4(a)에 나타내었다. 같은 조건 하에 input power를 300 W~700 W까지 400oC에서 2 min, 500oC에서 1 min, 600oC에서 1 min 최대 750oC까지 점진적으 로 온도를 상승시킨 결과 850 MPa의 강도가 측정 되었고 시간에 따른 온도 상승 곡선을 그림 4(b)에 나타내었다. 고온 영역에서 저온 영역으로 열을 전 달할 수 있는 방법에는 전도(conduction), 대류 (convection), 방사(radiation)가 있는데 압력이 낮아 질수록 전도와 대류에 의한 열전달 효과가 낮아지 고 압력이 높아질수록 대류에 의한 열전달 효과가 높아지는 것을 알 수 있었다. 대류에 의한 열전달 효과를 높이기 위하여 공정 압력을 1 Torr에서 45 Torr로 상승시킨 결과 microwave plasma가 방전 된 quartz tube 내부에서 1,000oC 이상의 온도를 얻 을 수 있었다. Ar 10 sccm, 45 Torr, input power 500 W를 인가한 공정 조건에서 1,000oC 이상의 온 도에서 4 min 동안 공정을 진행한 결과 600 MPa 의 인장강도를 얻을 수 있었다. Ar 10 sccm, 45 Torr, input power 800 W의 공정조건에서 온도를 점 진적으로 상승시킨 결과 1 GPa의 최대 강도를 얻 을 수 있었으며 그림 5(a)와 그림 5(b)에 나타내었 다. 또한 Ar 20 sccm, 45 Torr의 공정조건에서 온도
상승 기울기가 완만할수록 인장강도 측정 결과 587.9 MPa, 646.5 MPa, 780.8 MPa로 인장강도가 상 승하는 것을 확인할 수 있었고, 시간에 따른 온도 profile을 그림 6에 나타내었다.
3.2 Microwave plasma에 의해 탄화공정 후, PAN fiber의 EDS 측정 결과
EDS를 이용하여 microwave plasma에 의한 탄화 공정 전, 후를 비교한 결과 microwave plasma 처 리 전 fiber의 조성(atomic %)이 C(89.49%), O(10.29%), Si(0.22%)에서 microwave plasma 처리 후인 C(97.11%), O(2.86%), Si(0.03%)로 O와 Si 조성이 각각 7.43%, 0.19% 감소하였고, C의 조성 이 7.62% 증가하였고, 표 1에 나타내었다. PAN이 란, PolyAcryloNitrile로서 비닐 고분자의 일종으로 acrylate 계 고분자 유도체이며, 탄소섬유를 제조하 기 위한 전구체로 사용이 된다. PAN fiber의 안정 화 공정을 진행할 경우 산소를 투입하면서 열처리 를 약 300oC에서 진행한다. 이 때, carbon의 double bond를 형성하게 되는데 HCN, H2O, CO2, CO, NH3등의 부산물이 발생하며, fiber의 색깔이 yellow 에서 black으로 변한다. 이렇게 안정화 공정 이후에 1,000oC 이상의 온도에서 탄화공정이 진행되면서 산 소, 질소 이외의 기타 불순물이 고온에 의해 제거
Fig. 5. (a) Rapidly heated to a temperature of over 1,000
oC, (b) result of 1,000 degrees temperature rise gradually.
Fig. 6. Changes in tensile strength due to temperature gradient.
되면서 탄소의 함량이 높아지면서 강도가 증가하게 된다.
3.3 OES를 이용한 PAN fiber 탄화공정 중 microwave plasma 특성 해석 결과
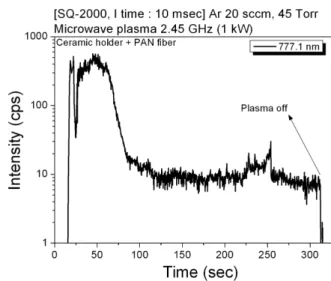
Ar 20 sccm, 45 Torr 공정조건에서 2.45 GHz microwave plasma input power를 300 W~1 kW까지 상승하면서 OES(SQ-2000)의 적분 시간을 count 당 10 msec로 설정하여 quartz tube 내부에 안정화 PAN fiber를 ceramic holder와 연결하여 삽입된 상 태에서 측정을 진행한 결과 777.1 nm에서 발산하 는 중성 산소 peak을 찾을 수 있었고, input power 를 상승함에 따라 intensity가 높아지는 것을 확인 할 수 있었고, OES 측정 data를 그림 7에 나타내 었고, 표 2에 도표로 정리하였다. 이 산소 peak은 안정화 공정을 진행하면서 결합된 산소가 고온의 탄화공정을 거치면서 방출되는 것으로 microwave plasma 공정 후에 carbon의 함량이 높아지게 되며,
산소의 함량이 낮을수록 fiber의 강도가 높아진다.
Microwave plasma를 방전하기 전과 방전 후의 시 간경과에 따른 산소의 peak 변화를 관찰하기 위해 time acquisition 기능을 사용하여 777.1 nm의 파장 을 고정시킨 후, OES를 측정하였고, microwave plasma 방전 후, 시간에 따른 산소 변화 곡선을 그 림 8에 나타내었다. Microwave plasma를 방전한 순 간부터 산소 peak의 intensity가 상승하였으나 90 sec 이내에 base intensity까지 감소하는 것을 확인 할 수 있었다. OES를 이용하여 microwave plasma 로 안정화 PAN fiber 공정의 end point를 찾아낼 수 있었다.
3.4 Microwave discharge의 수치 모델링 결과 본 연구에 사용한 시스템의 수치 모델을 만들고 플라즈마 부분을 유전체로 가정한 다음 2.45 GHz 의 마이크로웨이브를 하부 쪽에서 입사시켜서 전력 흡수 분포를 관찰하였다. 계산에 사용한 소프트웨 어는 HFSS(high frequency system simulator, ver 11)이다. 이 고주파 전자기장 해석 모델에서는 플 라즈마를 1차적으로 균일한 흡수 계수를 갖는 매질 로 간주하고 계산을 진행한다. 그 결과 불균일한 전 력 흡수 패턴을 나타내게 된다. 여기서 얻은 흡수 계수를 다시 적용하여 반복 계산을 수행하면 잘 수 렴된 플라즈마의 마이크로웨이브 전력 흡수 패턴을 얻을 수 있을 것으로 예상하지만 현재의 HFSS에서 는 이런 반복 계산을 해줄 수 있는 기능을 제공하
Table 1. EDS measurement data
Before of plasma process
After of plasma process Element Weight
(%)
Atomic (%)
Weight (%)
Atomic (%)
C 86.29 89.49 96.16 97.11
O 13.22 10.29 3.77 2.86
Si 0.50 0.22 0.07 0.03
Totals 100.00 100.00
Table 2. Intensity change due to power
Power 300 W 400 W 500 W 600 W 700 W 800 W 900 W 1 kW
Intensity 203 543 732 804 898 987 1,136 1,181
Fig. 7. Input power changes depending on the 777.1 nm peak measured by OES.
Fig. 8. Time acquisition using changing over time curves
of the 777.1 nm peak.
지 않는다. 다만 스크립트 언어를 용인하고 있으므 로 추후에 비주얼 베이직으로 이 부분을 구현하여 재귀적인 계산을 통한 보다 정확한 플라즈마 전력 흡수 패턴을 구할 수 있을 것으로 보인다. 그림 9(a) 에는 전력 흡수 패턴을 나타내는 전기장을 그림 9(b)에는 도파관과 반응기를 포함하는 구조에서 정 재파 마이크로웨이브 패턴을 나타내었다. 소규모 실 험용이 아닌 양산을 대상으로 하는 시스템에서는 마이크로웨이브 주파수 선택부터 변경해야 할 것으 로 보인다.
4. 결 론
2.45 GHz microwave plasma를 이용하여 PAN
fiber의 탄화공정을 진행하기 위한 1,000oC 이상의 온도를 얻을 수 있었고, 탄화공정을 진행한 결과 Ar 10 sccm, 45 Torr, microwave input power 800 W의 조건으로 최대강도 1 GPa을 달성하였다. EDS 를 이용하여 microwave plasma 처리 전과 처리후 의 조성을 비교한 결과, O와 Si 조성이 각각 7.43%, 0.19% 감소하였고, C의 조성이 7.62% 증가하였으 며, microwave plasma를 이용하여 탄화공정을 진행 한 결과 PAN fiber의 강도가 최대 3.9배 증가하였 다. Microwave plasma를 이용하여 PAN fiber를 가 열할 때, 온도 상승 곡선의 기울기가 완만할 경우 강도가 향상되는 경향을 확인할 수 있었다. OES를 이용하여 탄화공정 중 microwave plasma를 측정한 결과 777.1 nm에서 발산하는 중성 산소 peak을 찾 을 수 있었고, time acquisition 기능을 이용하여 산 소 peak을 관찰한 결과 microwave plasma를 방전 한 순간부터 산소 peak의 intensity가 상승하였으나 90 sec 이내에 base intensity까지 감소하는 것을 확 인할 수 있었다.
후 기
본 연구는 지식경제부 및 한국과학기술연구원의 탄소나노섬유 제조 및 응용기술 사업의 일환으로 수행하였음(11A11523010, 마이크로웨이브 플라즈마 를 이용한 탄소섬유 처리 장치 개발 전북분원연구 사업).
참고문헌