* 조선대학교 첨단부품소재공학과
+ 조선대학교 첨단부품소재공학과
++ 교신저자, 조선대학교 메카트로닉스공학과
주소: 501-759 광주광역시 동구 서석동 375번지 조선대학교 공과대학 1호관 8층 메카트로닉스공학과
⌧ Corresponding Author E-mail: [email protected]
SM45C강의 온도변화에 따른 Nd:YAG 레이저 표면경화 특성
이가람*, 양윤석+, 황찬연+, 유영태++
(Manuscript received: Mar, 7, 2012 / Revised: Aug, 27, 2012 / Accepted: Aug, 30, 2012)
Characteristics of Surface Hardening of Nd:YAG Laser According to Temperature Changes of SM45C
Ka-Ram Lee*, Yun-Seok Yang+, Chan-Youn Hwang+, Young-Tae Yoo++
Abstract
Laser surface hardening is one of core technologies to enhance various characteristics such as the strength, hardness, toughness, abrasion resistance, and fatigue resistance for the mold material. This paper focuses on testing characteristics of the laser heat treatment according to the preheating parameters in case of the SM45C medium carbon steel. In this paper, we assume that the power and travel speed of the laser are 1,800W and 0.5m/min, respectively, and the range of the preheating temperature is 50℃~300℃. From the result of the test, we observed that the hardness width and depth are enhanced as the temperature is increased. Also, the best average hardness was 751.7Hv for the temperature of 100℃.
Key Words : SM45C(중탄소강), Surface Hardening(표면경화), Nd:YAG Laser (Nd:YAG 레이저), Preheating(예열), Mold material(금형)
1. 서 론
현대 산업사회에서 자동차, 가전, 전자기기 등 주요 산업기기 제품들이 대부분 금형에 의하여 대량생산되고 있다. 산업발전 과 수요자의 요구에 따라 제품의 정밀화와 내구성 향상을 위한 금형 기술개발에 대한 관심이 집중되고 있다. 특히 대량생산의 핵심요소인 금형재료는 가공성이 우수하고 충분한 강도, 경도, 인성이 있고 내마모성이 우수한 재료의 필요성이 요구되고 있 다. 이와 같은 요구에 따라 금형재료로 기계적 성질이 우수한 SM45C를 산업현장에서 많이 사용하고 있다.
SM45C는 기계구조용 탄소강으로서 열처리가 가능한 단조 강으로 광범위하게 사용되고 있다. 특히, 가공성이 우수하고 열
처리하면 경화능이 개선되는 매우 우수한 금형재료이다. 한편, 기계적 성질은 우수하나 질량 효과가 커서 표면 부근만 경화되 므로 큰 부품에는 사용하기 어려운 특징도 가지고 있다.
표면경화의 대표적인 방법으로 화염경화법, 고주파경화법, 진공열처리 등이 있다. 화염경화법은 다양한 형상에 적용이 가 능하지만 경화층 두께를 정확하게 제어하기 힘들고 경화능이 좋은 재료만 적용이 가능하다. 고주파경화법은 단시간 내에 국 부가열이 가능하나 시설비가 고가이고 재료선정에 제한이 있 다. 그리고 진공열처리는 표면의 산화반응을 방지할 수 있으나 진공상태로 만들어주어야 하는 엄격한 작업조건이 요구되어 많은 시간이 소요되고 냉각가스의 선정과 압력에 따라서 표면 경화에 영향을 줄 수 있다.
Technical Papers
이와 비교하여 레이저빔을 이용한 표면경화는 고밀도 에너지 열원으로 재료 표면을 급속히 가열하고 내부로 열이 전도되면 서 매우 빠른 속도로 냉각되는 자기 냉각 효과를 이용하는 표면 열처리 방법이다. 레이저를 고출력으로 하여 빠른 속도로 레이 저 빔을 재료 표면에 조사하면 열이 재료 내부와 주변으로 전도 되는 손실량 보다 표면에 축척되는 에너지량이 많아 급격하게 표면 온도가 오스테나이트화 온도까지 상승하게 된다. 레이저 빔을 이동하면 급격하게 온도가 하강하면서 표면이 경화된다.
레이저빔이 이동함과 동시에 급격하게 온도가 하강하면서 냉 각되는 이유는 레이저빔이 표면열원이기 때문에 표면만 온도 가 급상승하여 오스테나이트화 온도에 이르고, 내부는 냉각상 태인 상온온도를 유지하고 있기 때문이다. 이렇게 하면 열처리 하고자 하는 재료의 표면만을 급가열하고 급냉각하기 때문에 레이저 열처리는 고주파경화법이나 화염경화법, 침탄법에 비 하여 부품 변형이 적고 열처리 시간이 빠를 뿐만 아니라, 국부 적인 부분을 선택적으로 열처리할 수 있는 장점이 있다.
레이저빔을 이용하여 표면경화처리를 연구한 선행연구를 살 펴보면 Y. T. Yoo(1)은 열처리 광학계를 제작 후 Nd:YAG 레 이저로 레이저빔의 출력과 이송속도를 조절하여 표면경화 하 면 일반적으로 사용되는 디포커싱방법보다 표면경화폭을 약 3 배정도 증가시킬 수 있어 대면적을 효과적으로 표면경화 시킬 수 있는 방법을 발표하였다. S. J. Na(2)은 1kW CO2레이저를 이용하여 이송속도가 증가하면 경화폭은 감소하고, 빔의 직경 이 커지면 경화폭이 증가하지만 특정 한계를 지나면 급격히 감 소한다고 발표하였다. J. D. Kim(3)은 CO2레이저로 공정변수를 변화시키면서 디포커싱방법으로 SM45C와 STD11을 표면경 화한 실험데이터 값과 유한요소해석을 통한 결과값을 비교 발 표했다. S. D. Choi(4)은 출력 4.6kW의 다이오드레이저를 이용 해서 SM45C, STD11 및 SK3를 표면경화처리 한 결과 균일하 게 경화된 경도값을 얻었고, 초점거리가 짧고 레이저빔 이송속 도가 느릴수록 일정범위 내에서 경도값이 우수했다고 발표했 다. C. I. Bae(5)은 펄스YAG 레이저를 이용하여 SM45C를 디 포커싱방법으로 표면경화처리 하였고, 디포커싱의 거리가 증 가함에 따라 경화깊이는 감소하지만 경화폭은 증가하였고, 에 너지밀도가 증가하면 경화깊이와 경화폭은 모두가 증가한다고 발표하였다.
이상의 연구동향을 보면 대부분 레이저빔의 출력과 레이저 빔 이송속도를 조절하여 디포커싱 방법으로 표면경화한 결과 를 발표하였다.
본 연구에서는 기존의 연구 결과 중 CO2 레이저의 경우 출력 이 작을 경우 대부분 표면에서 반사되기 때문에 흡수제로 코팅 하든지, 레이저빔의 흡수율을 높이기 위해 표면 거칠기를 가공 해서 표면경화하는 것에 대한 또 다른 방법을 제안하고자 한다.
레이저빔은 일종의 빛이기 때문에 대부분 금속표면에서 반사 하고, 재료에 흡수되는 에너지량이 적어 레이저빔으로 표면경
화 할 때는 일정규모의 임계 레이저출력을 가져야 하는데, 상온 상태에서 레이저표면경화 할 때 레이저 출력의 임계값을 작게 할 수 있는 방법을 제안하고자 한다.
그 방법으로 재료를 예열하여 표면에서 반사되는 에너지량을 감소시켜 흡수되는 레이저 빔의 에너지를 증가 시키고자 한다.
여기에서 제시하고자 하는 방법은 시편을 표면경화 시키기 전 에 시편의 온도를 일정범위 내로 상승시킨 후 레이저빔으로 표 면경화 시키고자 한다. 온도가 증가하면 내부 전자들의 운동에 너지가 증가하면서 재료 내에서 전자들의 산란시간을 감소시 키게 된다. 이렇게 되면 산란주파수가 증가하기 때문에 온도가 증가함에 따라 반사에 의한 손실이 감소되므로 레이저빔의 흡 수가 증가 할 수 있다(8). 또 특정 온도에 도달하면 체적이 미세 하게 증가되므로 흡수율이 증가할 것으로 판단된다. 이러한 특 징이 있다면 시편의 온도를 사전에 조절하여 레이저빔으로 표 면경화 시킬 경우 상온상태에서 표면경화시킬 때보다 작은 출 력으로 경화폭과 깊이를 임의로 조절 할 수 있을 것으로 판단된다.
따라서 본 연구에서는 기존에 연구되어 있는 공정변수를 기 준으로 해서 시편의 온도 변화에 따른 표면경화 특성을 연구하 고자 한다. 표면경화시 레이저빔 공정변수는 기존에 실험한 SM45C 표면경화처리 공정조건을(6) 기준으로 하여 시편을 예 열한 후 표면경화한 시편과 예열하지 않고 표면경화 한 시편의 특성을 비교하고자 한다. 일반적으로 레이저빔을 이용하여 표 면경화 할 때 열처리광학계를 구성하지 않고 디포커싱(defocu- sing)으로 표면경화하고 있다. 디포커싱을 이용할 경우에는 레 이저빔의 중심부에서 반지름 방향으로 레이저빔의 강도가 급 격하게 떨어지기 때문에 중심부에는 국부적으로 용융이 발생 하여 경도 값을 하락시키기도 하고 경화폭의 횡단면 방향으로 경도값이 균일하지 못한 분포를 갖게 된다(1). 이와 같은 단점을 보완하기 위해 본 연구에서 사용한 열처리광학계는 표면에 전 달하는 레이저빔이 슬릿형태로 전달되어 과입열량이 발생하지 않도록 하였고, 시편을 예열하여 시편의 온도변화에 따라 레이 저빔으로 열처리 했을 때 경화깊이, 경화폭, 조직 및 경도변화 를 기존 레이저 표면경화처리와 비교 분석하고자 한다. 실험방 법으로는 레이저빔의 출력과 이송속도를 고정하고 시편의 초 기 온도를 변화 시키는 방법으로 입열량을 제어하여 온도변화 에 따른 경화깊이, 경화폭, 미세조직과 경도분포를 실험적으로 고찰하고자 한다.
2. 실험 장치 및 방법
2.1 실험장치
본 연구에 이용한 Nd:YAG 레이저의 파장은 1.06μm이다.
최대출력은 2.8kW이고. 평균 유효출력은 2kW인 연속파(Con- tinuous Wave : CW)이며, 레이저빔은 직경이 600μm인 광섬 유를 통해서 전달한다. 빔발산각은 25mrad이고, 광케이블에
Table 1 Chemical composition of specimen (%) Carbon
Steel C Si Mn P S
SM45C 0.42~
0.48
0.15~
0.35
0.60~
0.90 ≤0.30 ≤0.035
Fig. 1 Experimental set-up
Fig. 2 Schematic of Laser Beam Fig. 3 The Surface bead configuration of focus positions 연결되어 가공하는 공작대는 LASMA 1,054이며, 작업대는 지
면으로부터 진동을 방지하기 위해 화강암 정반으로 되어있다.
레이저 가공헤드는 겐트리 타입 Rotary축 가공장치로 LASMA 1,054 내부에 장착되어 있다. x, y, z축의 이송거리는 1,000×
500×400mm이다.
본 실험에 이용한 레이저 열처리용 렌즈초점거리는 232mm 이다. 열처리 광학계 재질은 UV grade F.S.이고 반사방지코팅 (Anti-reflection coating)처리 되지 않은 렌즈이다. 렌즈의 F-no 는 5.8을 사용하였고, 시편을 표면경화 시킬 때 표면과 대기 중의 오염물질사이의 상호작용을 방지하기 위해서 Ar가스를 사용하였고, 분사노즐은 30°각도로 하고, 가스압력을 1bar로 분산시켰다. 예열기(Hot plate)의 모델명은 일본제품인 EC-
1,200N으로 온도조절범위는 상온 +5~300℃이고 가열 플레 이트 면적은 400×300mm이다. 설정지시 정밀도는 설정치에 대하여 ±0.5%이며 플레이트 재질은 알루미늄으로 되어 있다.
연속 사용가능 시간은 250℃시 48시간 가능하며 온도수치는 디지털로 예열기에 장착되어 있다. 시편표면에 레이저빔을 조 사하면서 진행할 때 동시에 적외선온도계를 이용하여 표면온 도를 측정하였다. 적외선온도계의 모델명은 IGAR 12-LO이 고, 온도범위는 500℃~2,200℃이며, 스펙트럼범위는 1.64μ m이다(7). 실험장치의 개략도와 모식도는 Fig. 1과 Fig. 2에 나 타내었다.
2.2 실험방법
본 연구에 사용된 시편의 화학조성은 Table 1과 같다. 실험에 사용한 시편의 크기는 시편 자체에서 자기 냉각(self-quenching) 이 가능한 질량과 두께가 요구 된다. 따라서 시편의 크기는 150mm(L)×150mm(W)×9mm(T)로 고정하여 열처리 실험하 였다. 공정변수는 레이저 발진기에서 출력을 1,800W로 고정하 고, 초점거리가 232mm로 실린더를 절반으로 나눈 형태의 렌 즈를 사용하였다. 초점위치는 시편표면에 레이저빔을 조사하 여 열흔적이 가장 큰 위치를 선정하여 이 지점을 f=0으로 하고 실험을 실시하였다. 이 위치는 시편 표면으로부터 열처리렌즈 를 보호하기 위해 장착한 렌즈까지의 작업거리가 232mm인 위 치이다. 레이저빔의 출력은 1,800W 이송속도는 0.5m/min으 로 고정하여 실험하였다.
레이저로 표면경화 시키기 전에 시편을 사포(Sand paper)로 연마하고 아세톤으로 세척한 후 예열기(Hot Plate)를 이용하여
Fig. 4 Heat input capacity according to focus positions
레이저 열처리 전 초기온도 값을 50℃~300℃까지 50℃씩 증 가시킨 후 레이저 표면 경화를 실시하였다. 레이저빔으로 시편 표면을 조사시킨 후 온도변화에 따른 열처리 특성을 분석하기 위해 시편의 단면을 다이아몬드 커터기로 절단하였고, 시편을 연마기(Polisher)로 연마하였다. 연마 후 Nital(3%) 에칭액으 로 부식처리 후 광학현미경을 이용하여 경화깊이를 측정하고 미세조직을 분석하였다. 경도측정은 마이크로 비커스(Micro vickers) 경도시험기를 사용하여 0.5kg의 하중을 적용시켰다.
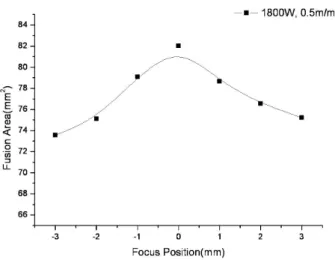
본 실험에 사용한 열처리 광학계의 특징을 나타내기 위해 초점 위치를 변화시키면서 레이저빔을 시편표면에서 180msec 동안 조사시켜 각 위치에서 에너지를 흡수한 특징을 Fig. 3과 Fig.
4에 나타냈다. Fig. 3은 초첨위치 별 시편표면에 조사되는 초점 면적의 변화를 비교하기 위해 레이저빔 출력을 1,800W로 하여 시편에 조사한 결과이다. 그림에서 Z는 공작대에 표시된 위치 를 나타낸다. 는 렌즈의 초점거리로 232mm이다. 는 를 기준으로 위쪽으로 이동하면 양(+), 아랫방향으로 이동한 위치 는 음(-)으로 표시한 거리이다. Fig. 3에서 볼 수 있듯이 레이저 빔이 조사된 초점면적은 디포커싱과는 다르게 슬릿형태의 타 원형으로 에너지가 흡수된 모습을 볼 수 있다. 초점위치 변화에 따른 에너지가 표면에서 흡수되는 면적을 분석하기 위해 Fig.
4에 나타냈다. 결과를 살펴보면 초점위치를 벗어나면서 표면에 흡수되는 에너지가 감소하여 초점 면적이 감소함을 알 수 있다.
초점위치가 시편 표면보다 아래 방향에 있는 경우에 비하여 시 편 표면 보다 위에 있는 경우에 에너지를 흡수한 면적이 크게 형성되어 있다. 이와 같이 형성된 이유는 초점을 중심으로 레이 저 빔이 수렴(Converge)하면서 시편과 상호작용하는 에너지보 다 초점을 지나 발산(Divergence)하면서 시편표면과 상호작용 하는 레이저빔의 에너지가 더 효과적으로 열을 표면에서 확산 시키기 때문인 것으로 생각한다.
일반적으로 레이저빔의 에너지가 시편의 깊이방향으로 침투
하는 효과만을 생각할 때는 초점위치가 시편에서 약간 아래인
위치로 하여 레이저빔을 조사하는 것이 일반적인 상식 으로 되어 있다. 그러나 표면경화 할 때, 표면경화 하고자 하는 넓이만을 고려한다면 보다 가 더 효과적이라고 생각된다. 하지만 본 연구에서는 시편의 온도 변화에 따른 표면 경화 깊이와 표면경화 넓이의 변화를 연구하고자 하기 때문에 초점위치를 으로 하여 표면경화특성을 연구하였다. 본 연 구에서는 초점위치가 시편표면보다 약간 아래에 위치하면 침 투깊이가 달라지는 연구결과를(9,10) 참고 해서 시편의 온도변화 에 따른 표면경화 특성을 비교 분석하였다.
3. 결과 및 고찰
3.1 온도에 따른 폭과 깊이변화 특성
레이저발진기 출력을 1,800W로 하고 레이저빔의 이송속도 를 0.5m/min으로 하고, 예열한 시편표면을 조사한 실험결과를 Fig. 5에 나타냈다. 시편의 초기 온도변화는 50℃에서 300℃
까지 50℃씩 증가시켜 레이저빔을 조사하였다. Fig. 5에 나타 난 것처럼 시편의 초기 온도가 증가하면서 표면의 경화된 폭이 증가하고 있는 경향을 관찰 할 수 있다. 레이저빔의 진행방향은 그림의 아래에서 위로 이동하면서 조사한 결과이다. 레이저빔 표면경화시 시작된 지점을 보면 최초에 레이저빔이 시편에 조 사되었을 때 많은 에너지가 시편표면에서 반사되면서 흡수되 지 못하는 한편 레이저빔의 에너지가 표면내부로 급속히 확산 되면서 표면열이 시편표면에 축적되지 못하여 상대적으로 표 면경화되지 못한 부분을 관찰할 수 있다. 그러나 레이저 빔이 지나면서 수초(Second)이내에 레이저빔의 광자와 시편의 격자 를 구성하는 전자들의 상호작용으로 급속히 시편의 온도가 증 가하면서 효과적으로 표면경화되고 있음을 관찰 할 수 있다.
이와 같은 현상은 시편의 온도가 높아지면서 두드러지게 나타 나고 있다. 앞에서 언급한 것처럼 시편의 온도가 증가하면 시편 을 구성하고 있는 전자들의 운동이 활발해지면서 전자들의 산 란시간이 감소하게 된다. 산란시간이 감소하면 산란주파수가 증가하게 되는데 이 결과로 외부에 조사되는 레이저빔의 광자 와 충돌하면 더욱더 쉽게 산란주파수가 증가하게 된다. 이렇게 되면 레이저빔의 광자와 상호작용하는 빈도수가 증가하여 상 대적으로 많은 에너지를 시편 표면에서 많이 흡수하게 된다.
레이저빔은 일종의 빛이기 때문에 금속표면에 조사하면 대부 분 반사하여 손실이 되고 내부로 침투하는 에너지양이 작아지 게 되는데, 시편의 온도를 증가시키면 Fig. 5에 나타낸 것처럼 레이저빔의 광자와 시편의 격자를 구성하는 전자가 상호작용 하여 레이저빔의 에너지가 흡수되는 양이 증가하여 표면경화 된 결과를 나타내고 있다. 시편의 온도증가에 따른 입열양은 Fig. 5의 실험결과를 이용해서 다음 식 (1)으로 계산하였다.
Fig. 5 Variation of Surface hardening width to temperature changes
Fig. 6 Heat input to temperature changes
Fig. 7 Hardness width according to temperature changes
Fig. 8 Hardness depth according to temperature changes
×
(1)
위 식에서 는 단위면적당 입열량, 레이저빔이 시편표면 에 조사되었을 때 열처리된 시편의 폭, 는 레이저빔의 이송속 도이다. 식 (1)로 계산한 결과 입열량은 온도가 50℃에는 935.84이고 300℃에서는 784.68로 변화하였고 시편의 온도변화에 대하여 각각 실험값을 기준으로 계산한 결 과를 Fig. 6에 나타냈다. Fig. 6의 결과에 의하면 시편의 온도가 증가하면 표면경화된 폭이 증가하면서 입열량은 감소함을 나 타내고 있다. 이는 시편의 온도가 증가하면 레이저의 출력이 작을지라도 표면경화가 가능함을 의미한다. 일반적으로 레이 저빔은 금속을 표면경화 시킬 때 반사에 의해 발생하는 손실을 억제하기 위해 CO2레이저를 사용할 경우, 표면에 흑색코팅 또 는 레이저빔을 흡수할 수 있도록 다양한 흡수제처리를 하든지, 아니면 반사손실을 고려하여 높은 출력으로 표면경화 처리하 게 된다. 하지만 이와 같은 방법을 사용하면 레이저빔 흡수율은 좋아지지만 도료나 흡수제가 연소하면서 발생하는 연기 때문 에 광학계를 오염시킬 수 있는 현상을 피할 수 없고, 출력이
작을 경우에는 표면경화 시킬 수 없다. 그러나 본 연구에서 제 시하는 것처럼 반사율이 높은 금속을 레이저빔으로 표면경화 시킬 때 일정 한도 내에서 시편의 온도를 상승시켜 표면경화 시킨다면 금속표면에 도색한 재료의 연소 때문에 발생하는 문 제를 해결 할 수 있어 그 대안으로 활용할 수 있을 것으로 판단 한다.
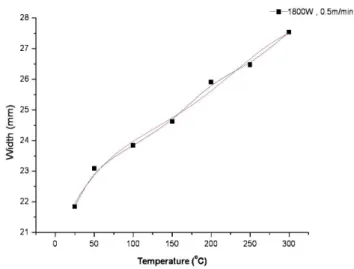
Fig. 7과 Fig. 8은 Fig. 5의 실험결과를 절단하여 경화된 폭과 깊이를 측정하여 도시한 결과이다. 시편의 온도가 증가하면서 레이저빔의 출력을 동일한 값으로 조사했을 때 표면경화된 폭 과 깊이가 증가하고 있음을 알 수 있다. 실험값을 바탕으로 실 험식을 만들이 위하여 최소자승법을 이용하였다. 최소자승법 에 의해 만들어진 실험식은 식 (2)와 같고 식 (2)에 따른 그래프 는 Fig. 7과 Fig. 8에서 빨간색선이다. 시편의 온도가 상온에서 300℃범위 내에서 시편온도(T) 증가에 따른 표면경화 폭(W) 과 깊이()의 실험식 (2)은 다음과 같이 나타났다.
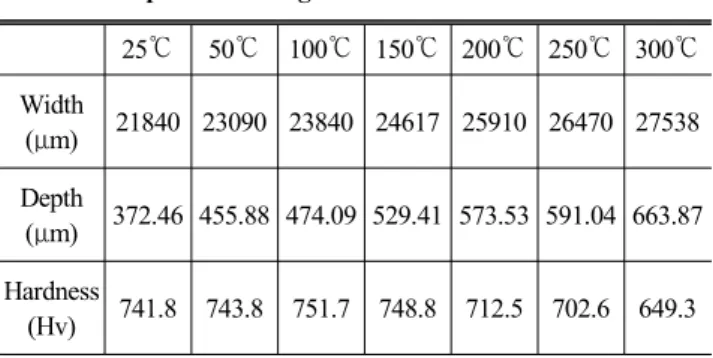
Table 2 Characteristics of surface hardening of according to temperature change
25℃ 50℃ 100℃ 150℃ 200℃ 250℃ 300℃
Width
(μm) 21840 23090 23840 24617 25910 26470 27538 Depth
(μm) 372.46 455.88 474.09 529.41 573.53 591.04 663.87 Hardness
(Hv) 741.8 743.8 751.7 748.8 712.5 702.6 649.3
×
× ×
×
× ×
(2)
식 (2)에서 T는 시편온도, W는 경화폭, 는 경화깊이이다.
실험식에서 초기 상수가 20.59mm, 372.152μm인 이유는 상온 에서 레이저빔을 시편에 조사했을 때 표면경화된 최초 폭(W) 과 경화깊이()를 기준으로 실험식을 만들었기 때문이다. 실험 결과에 실험값에서 나타난 것처럼 시편온도(T)가 증가하면서 본 실험 조건에서는 선형적으로 증가하고 있음을 알 수 있다.
이 실험식을 기준으로 판단하면 상온상태에서 레이저빔의 출력을 발진기에서 1,800W로 하고 레이저빔의 이송속도를 0.5m/min으 로 했을 때 온도가 증가하면서 경화폭과 깊이가 선형적으로 증 가하고 있음을 나타내고 있다. 실험식을 얻기 위해 커브핏팅 했을 때 경화된 폭에 대한 실험식의 오차율은 3.59016×10-9이 고, 경화깊이에 대한 실험식의 오차율은 2.28789×10-7이다.
이 실험으로부터 알 수 있는 것은 시편의 온도가 조직의 변태 를 심각하게 발생하지 않는 범위 내(300℃)에서 시편온도를 증 가시켜 레이저빔을 조사하면 표면경화 폭과 경화깊이가 온도 증가에 따라 증가함을 알 수 있다. 따라서 시편의 온도를 일정 범위 내로 상승시켜 표면경화하면 적은 입열량으로 표면경화 가 가능할 뿐만 아니라 표면경화 폭과 깊이를 증가시킬 수 있을 것으로 생각한다.
3.2 경도 특성
상온인 25℃에서 레이저빔으로 열처리한 경도분포와 시편의 온도를 변화시키면서 표면경화한 경도값을 비교하기 위해 Fig.
9(a)에 나타냈다. 종축은 마이크로경도값을 나타내고 횡축은 시편의 중앙을 0을 하여 좌우 대칭위치를 나태내고 있다. 경도 값은 시편 표면으로부터 아랫방향 100μm지점에서 경도값을 측정하였다. 경도값을 측정할 때 변태된 조직의 내부를 측정한 것과 조직경계를 측정했을 때 경도값 차이가 발생하여 그에 따 른 결과를 나타내고 있다. 시편의 온도변화에 대한 횡단면의
경도값을 비교할 때는 경화된 부분의 모든 측정값의 평균값으 로 계산하여 비교하였다.
시편의 온도변화에 따라 표면경화 시킨 시편의 경화폭, 경화 깊이 및 경도값을 Table 2에 나타내었다. 온도변화에 따른 특 성을 비교하기 위한 기본 자료는 상온(25℃)에서 레이저빔을 시편에 조사했을 때의 실험값을 기준으로 하였다. 시편의 온도 를 50℃씩 증가시켜 레이저빔을 조사 했을 때 300℃까지 경화 폭과 깊이는 계속 증가하였다. 하지만 평균경도값은 100℃일 때 가장 높게 나타났고, 150℃부터 점차 낮아지는 것을 알 수 있었다. 경도값이 낮아지는 현상은 레이저빔으로 금속을 표면 경화할 때 빠른 시간 내에 재질이 오스테나이트화된 후 급속하 게 냉각되어야 마르텐사이트로 변태하는데 시편의 온도가 증 가하면 냉각이 지연되면서 조직이 성장되어 조대해지기 때문 인 것으로 판단된다.
이와 같은 실험결과로 미루어 볼 때 시편의 온도가 300℃까 지 증가하면서 표면경화 폭과 깊이는 증가하였으나 경도값은 온도가 증가할 지라도 크게 변화하지 않고 미소하게나마 15 0℃까지 경도값은 증가하지만 이보다 온도가 증가하면 오히려 경도값의 증가가 둔화되다가 200℃이상부터는 감소하였다.
Fig. 9(b)는 온도변화에 따른 경화깊이 별 경도값의 변화를 정리한 실험결과를 나타내고 있다. 그림에서 종축은 경도값을 나타내고 횡축은 시편의 중앙에서 깊이방향의 좌표이다. 경도 값이 100μm 부근이 150μm보다 경도값이 낮은 것은 위에 설 명한 것처럼 레이저빔이 시편에 직접 조사되면서 과입열량으 로 일부 조성성분이 증발되거나, 내부로 열이 침투되면서 냉각 하는 속도가 약간 지연되어 조직이 성장한 결과, 경도값이 약간 낮게 측정된 것으로 추정된다. 시편의 온도가 300℃인 경우에 는 표면에서 시편의 성장으로 인한 조직의 조대화 현상으로 경 도값이 가장 낮게 측정되었다. 경도값이 모재 표면에서의 경도 값에 비해 2배 정도 되는 깊이가 가장 큰 시편의 온도는 150℃
로 이때 표면경화 깊이는 480μm이었다. 시편의 각 온도에 따 라 모재부터 경화부 지점까지의 평균경도값을 Fig. 9(c)에 나타 냈다. 이상의 실험결과를 고찰해보면 시편의 온도가 상온에서 300℃까지는 온도가 증가할수록 경화 폭과 깊이는 증가하지 만, 경화값은 150℃를 기점으로 감소하였다. 시편의 온도를 증 가시키면 시편 내부로의 열확산으로 경화 폭과 깊이는 지속적 으로 증가하지만, 경도값은 시편의 온도가 200℃부터 오히려 상온상태에서 레이저빔으로 표면경화 했을 때보다 감소하였다.
특히 시편의 온도가 300℃에는 레이저빔으로 표면경화 했을 때 중앙부에 과입열량으로 조직이 성장이 촉진되거나, Table 1에 표시한 시편의 조성성분 중 용융온도가 탄소(C) 3550℃, 규소(Si) 1414℃에 비해 용융온도가 낮은 망간(Mn) 1244℃
인(P) 44.1℃로 낮은 성분이 증발되면서 그 공간은 조직이 성 장하면서 조대해져 경도가 낮아진 것으로 판단한다. 또 한편으 로 생각해 볼 수 있는 점은 레이저빔에 의한 표면경화의 특징은
(a) Hardened width (b) Hardened depth
(c) Average hardness values (d) Comparison results of defocusing and present works Fig. 9 Micro vickers hardness profile of laser hardened zone for characteristics according to temperature changes
표면의 급가열과 빠른 시간 내에 내부로의 급속한 냉각 때문에 발생하는 현상을 이용하는 열처리 방법이다. 앞에서 언급하였 던 것처럼 레이저빔이 표면에 조사되면 급격하게 오스테나이 트화 온도에 도달 한 다음 급격하게 냉각되면서 마르텐사이트 조직이 되면서 경화되는데, 모재의 온도가 높으면 급냉각 되지 못하고 조직이 성장하면서 조대화 되어 경도값이 낮아진 것으 로 판단한다. 특히 시편의 온도가 300℃인 경우에는 위에서 설 명한 것이 종합적으로 작용하여 경도분포가 불규칙적으로 나 타나고 경도값이 떨어져 평균경도값이 하락한 현상이 나타나 고 있다. 시편의 온도가 300℃일 경우 경도값이 불규칙한 이유 는 레이저빔과 시편이 상호작용하면서 상승했던 온도가 냉각 하면서 성장했던 조직의 경계부와 조직내부가 임의적으로 측 정되면서 발생한 현상으로 생각한다. 이와 같은 현상은 Fig.
9(a)에 표시한 시편의 온도가 300℃일 때 경도값이 균일하지 않기 때문에 평균값으로 나타낸 결과도 감소하고 있다.
Fig. 9(d)는 상온에서 열처리 했을 때와 디포커싱(defocusing) 했을 때, 그리고 예열 후 경도값이 가장 크게 측정된 실험결과
와 비교하기 위해 나타낸 결과이다. 기존에 레이저 표면경화는 용접렌즈를 이용하여 디포커싱 방법으로 레이저 빔사이즈를 키워 표면경화를 하였다. 이 경우에는 레이저빔의 강도분포가 가우시안 분포를 하고 있어, 가운데에 입열이 집중되고 중심부 에서 일부 조성성분이 증발되기 때문에 충분한 경화폭을 얻을 수 없는 단점이 있다. 이와 같은 현상을 정량적으로 비교하기 위해 레이저빔을 이용해서 열처리 할 때 사용하는 일반용접이 가능한 렌즈를 이용해서 디포커싱으로 열처리 했을 때 최대폭 과 열처리 광학계를 제작해서 열처리 했을 때 최대폭을 비교하 여 Fig. 9(d)에 나타내었다. 디포커싱하는 방법으로 열처리를 하면 레이저빔의 중앙부에서 열이 집중되어 일부 조성성분의 증발과 냉각시 냉각지연 현상에 따른 조대화 현상으로 경도분 포가 균일하게 나타나지 않고 있다. 레이저빔을 디포커싱방법 으로 열처리 했을 때 경화폭은 7,440μm이고, 본 연구에서 제 작하여 사용하는 열처리 광학렌즈로 열처리를 하면 상온에서 경화폭은 21,840μm로 디포커싱으로 열처리 했을 때보다 경화 폭이 약 3배정도 크게 나타나고 있다. 앞에서 언급한 것처럼
Fig. 10 Micro structure of Laser Heat treatment zone (x10, 1,800W, 0.5m/min)
(a) Preheating 25℃, power 1,800W, travel speed 0.5m/min
(b) Preheating 100℃, power 1,800W, travel speed 0.5m/min
(c) Preheating 300℃, power 1,800W, travel speed 0.5m/min
Fig. 11 Micro structure of heat treated surface 시편의 온도가 증가할수록 경화폭은 증가하고 있지만 경도값
이 가장 크게 측정된 시편의 온도인 100℃를 기준으로 비교하 면 경화폭은 23,840μm로 디포커싱으로 열처리 했을 때보다는 16,400μm 증가하였고 상온상태로 열처리 했을 때보다는 2,000μm 증가하였다.
3.3 미세조직 특성
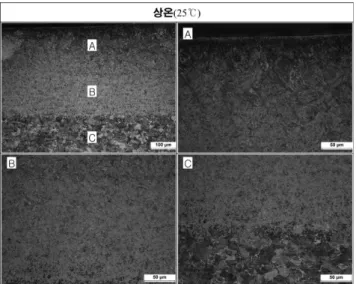
Fig. 10은 상온상태에서 열처리 한 실험결과와 시편의 온도 를 증가시키면서 열처리한 실험결과를 나타낸 것이다. 경화 깊 이는 온도가 증가하면서 깊어지고 있음을 육안으로도 쉽게 확 인 할 수 있다.
시편의 온도가 증가하면서 경화깊이가 증가하는 현상은 정량 적으로 분석하여 Fig. 8과 그 결과에 따른 실험식으로 앞에서 설명하였다. 특히 시편의 온도를 300℃로 예열한 후 레이저 표 면경화 시키기 위해 레이저 빔을 조사하면 레이저빔과 직접 접 촉되는 부분의 조직은 조대해진 모습을 관찰 할 수 있다. 레이 저빔과 시편이 상호작용 할 때 표면에서 흡수하는 에너지가 증 가하여 과입열되면 이처럼 조직이 조대해지고 표면이 거칠어 지기 때문에 경도분포가 불균일해지고 경도값이 낮아지는 현 상을 Fig. 9(a)에서 확인 할 수 있었다. Fig. 11은 Fig. 10의 결과를 기본으로 하여 경화된 조직을 분석하기위해 나타냈다.
그림에서 A는 표면경화된 표면으로부터 100μm부근이고 B는 경화부와 가까운 열영향부, C는 열영향부와 가까운 모재부분 을 나타내고 있다. C의 아래 부분은 모재의 조직을 나타내고 있다. 전체적으로 조직을 관찰해 보면 열처리 된 부분이 침상의 마르텐사이트 조직을 나타내고 있다. 상온에서 표면경화된 조 직상태에 비해 시편의 온도가 증가할수록 마르텐사이트의 침 상조직이 100℃까지는 조밀해지고 있지만 200℃부터는 침상 조직이 약간 크게 형성되고 있음을 관찰 할 수 있다. 특히 시편 의 온도가 300℃에서는 시편의 온도를 100℃로 하여 표면경 화 했을 때 보다 마르텐사이트의 침상조직이 조대하게 형성되 었다. 이와 같은 이유로 Fig. 9(a)에 도시한 것처럼 경도값도 저하되고 경도분포도 불균일한 값으로 나타나고 있다고 생각 된다.
Fig. 12 As the result of surface temperature monitoring by laser beam irradiation
3.4 열처리 표면 온도
레이저빔으로 열처리 할 때 시편표면에서의 열처리온도를 측 정하여 Fig. 12에 나타냈다. 시편표면에서의 온도측정은 적외 선온도계를 사용하였다. 적외선온도계의 초점위치는 열처리시 레이저빔이 조사되는 센터부분에서 아래 부분을 측정하였고, 적외선 온도계는 레이저 가공헤드에 부착하여 이동하면서 측 정하였다. 상온에서부터 시편의 온도를 300℃까지 변화시킨 다음 열처리 할 때의 온도를 나타낸 것이다. 종축은 온도를 나 타내고 횡축은 시간이다. Fig. 12에서 볼 수 있듯이 예열 온도 가 높아질수록 열처리 시 온도가 증가하고 전체적으로 열처리 되는 범위는 800℃에서 950℃정도 사이를 유지하고 있다. 열 처리 온도가 950℃로 상승된 뒤 시편의 온도가 300℃일 경우 앞에서 설명한 이유 때문에 경화폭과 경화깊이는 증가하였지 만 경도값이 하락하였다.
4. 결 론
SM45C를 연속파형 Nd:YAG레이저로 레이저빔의 출력과 이송속도를 고정하고, 열처리광학계 F-no 5.8을 이용하여 시편 의 온도변화에 따른 표면경화 특성을 실험한 결과 다음과 같은 결론을 얻었다.
(1) 레이저빔의 출력이 일정할 때 시편의 온도가 증가함에 따 라 경화폭과 경화깊이가 증가하였다.
(2) 온도가 증가함에 따라 100℃에서 가장 높은 평균경도를 나타냈고, 200℃이상부터 상온에서의 표면경화 처리한 평 균경도보다 낮아졌다.
(3) 시편의 온도를 100℃로 가열 시켜 레이저로 표면경화 처 리 하면 작은 입열량으로도 양호한 경화폭과 경화깊이 및
경도값을 얻을 수 있을 것으로 판단된다.
(4) 시편의 온도가 150℃까지 온도가 증가함에 따라 경화폭과 경화깊이는 증가하고 경도값도 증가하나 200℃부터는 경 도값이 하락하고 300℃에서는 경도값과 경화폭은 증가할 지라도 경도값이 하락하면서 불균일한 경도분포가 얻어졌다.
(5) 시편의 온도가 상온인 경우와 표면경화특성이 가장 좋은 100℃의 경우를 디포커싱 방법과 비교한 결과 디포커싱으 로 실험하였을 때 경화폭은 7440μm이고, 상온(25℃)에서 경화폭은 21,840μm로 디포커싱 방법보다 경화폭이 약 3 배정도 넓은 값이 나타났다. 시편의 온도가 100℃일 때 경 화폭은 23,840μm로 디포커싱으로 표면경화처리 했을 때 보다 16,400μm 증가하였고, 상온상태로 표면경화처리 했 을 때보다 2,000μm 증가하였다.
(6) 레이저 공정조건을 고정하고 시편을 예열하여 실험한 결과 100℃와 150℃에서 경화폭 경화깊이 및 경도값의 측면에 서 양호한 결과를 얻었다. 그때 각각의 열량은 906.4, 877.79으로 예열하지 않은 경우보다 경화폭, 경화깊 이 경도값 모두 크게 나타났다.
이 결과를 바탕으로 예열을 통해 금속의 반사에 의한 손실을 줄일 수 있어 적은 입열량으로도 요구하는 경화폭 및 경화 깊이 를 얻을 수 있다. 이는 산업체에서 레이저 장비를 열처리하기 위해 고출력레이저를 새로 구입하지 않고 시편을 예열 함으로 서 충분한 표면경화처리 효과를 얻을 수 있는 것을 의미한다.
본 연구의 결과로 미루어 볼 때 비교적 고가인 레이저 장비를 추가로 구입하지 않고 비교적 저가인 예열기를 적용함으로서 레이저 표면경화처리에 대한 생산성을 향상시킬 수 있을 것으 로 사료된다.
후 기
이 논문은 2012 년도 조선대학교 연구비의 지원을 받아 연구 되었음.
References
(1) Yoo, Y. T., Shin, H. J., and Ahn, D. G., 2005,
“Characteristics of Laser Surface Hardening for SM45C Medium Carbon Steel using Continuous Wave Nd:YAG Laser,” Journal of the Korean Society of Precision Engineering, Vol. 22, No. 11, pp. 51~58.
(2) Na, S. J., Kim, S. D., Lee, K. E., and Kim, T. K., 1987, “A study on the Laser Surface Hardening of SM 45C Steel,” Journal of the Korean Society of Mechanical Engineers, Vol. 11, No. 1, pp. 53~62.
(3) Kim, J. D., Cho, C. D., Seo, J. W., and Cho, Y. M., 1995, “Prediction of Case Depth in Laser Beam Hardening,” Journal of the Korean Society of Precision Engineering, Vol. 12, No. 6, pp. 87~95.
(4) Choi, S. D., Cheong, S. H., Kim, G. M., Yang, S. C., and Kim, J. G., 2007, “Characteristics of Metal Surface Heat Treatment by Diode Laser,” Journal of the Korean Society of Manufacturing Process Engineers, Vol. 6, No. 3, pp. 16~23.
(5) Bae, C. I., Ok, C. H., Park, H. S., and Jun, T. O., 2000, “Wear Behavior of Laser Modified SM45C Steel,” Journal of the Korean Society of Tribologists
& Lubrication Engineers, Vol. 16, No. 1, pp. 15~21.
(6) Na, G. D., Yoo, Y. T., Shin, H. J., and Shin, B. H., 2006, “Characteristics Induction and Laser Surface hardening of SM45C Steel,” Journal of the Korean Society of Precision Engineering, Vol. 23, No. 7, pp.
39~50.
(7) Shin, H. J., Yoo, Y. T., and Shin, B. H., 2007,
“Characteristics of Surface Hardening for Hot Work Tool Steel using Continuous Wave Nd:YAG Laser,”
Journal of the Korea Society for Precision Engineering, Vol. 24, No. 4, pp. 57~67.
(8) Kim, D. H., 2005, Laser Technology, Kyungmoon Publishers, Korea, pp. 50~53.
(9) Na, G. D., Yoo, Y. T., Shin, B. H., and Shin, H. J., 2007, “A Study on the Surface Hardening of SCM4 Steel Using a Continuous Wave Nd:YAG Laser,”
Transactions of the Korean Society of Machine Tool Engineers, Vol. 16, No. 5, pp. 24~32.
(10) Shin, H. J., Yoo, Y. T., and Shin, B. H., 2007,
“Characteristics of Surface Hardening for Hot Work Tool Steel using Continuous Wave Nd:YAG Laser,”
Journal of the Korean Society for Precision Engineering, Vol. 24, No. 4, pp. 57~67.