열처리에 따른 메탈베어링용 Al-Sn 합금의 미세조직 제어
김진수·박태은·한춘봉·손광석·김동규†
동아대학교 신소재공학과
Microstructural Control of Al-Sn Metal Bearing Alloy with Heat Treatment
Jin-Soo Kim, Tae-Eun Park, Chun-Feng Hahn, Kwang-Suk Sohn, and Dong-gyu Kim† Dept. of Materials Science and Engineering, Dong-A University, Busan 604-714, Korea
Abstract
Conventionally, Al-Sn bearing manufacturing involves casting the Al-Sn alloy and roll-bonding to a steel backing strip. This arti- cle will describe the microstructural control of Al-Sn metal bearing alloy following heat treatment. When the pure aluminum rod dipped in the melt of tin maintained below the melting point of aluminum, the melting of aluminum was accelerated with pen- etration of tin along the grain boundary of aluminum. The length of plate-shaped eutectic tin was decreased with heat treatment time. With even longer heat treatment time over 1 hour the length of eutectic tin didn't decrease any more, while resulting in coars- ening of aluminum matrix. Exuded liquid of eutectic tin was formed at the surface of Al-Sn alloy after heat treatment even at below eutectic temperature.
Keyword : Bearing alloy, Al-Sn, Metal bearing, Heat treatment, Tin exudation.
(Received February 1, 2009 ; Accepted February 27, 2009)
1. 서 론
Al 계 베어링 합금은 내식성, 내피로성, 내마모성에 있어서 Sn계, Pb계 화이트메탈 및 동연합금계 베어링보다 우수한 특성 을 가지고 있기 때문에, 최근 선박용 엔진이 고성능화, 고출력 화 되면서 고온, 고속의 분위기 하에서도 우수한 내피로성을 갖는 베어링 소재로서 주목을 받고 있다[1-3].
이에 따라 주석계 화이트메탈과 Cu계 합금의 중간적 성질을 가지며 경량화에 큰 장점이 있는 알루미늄계 합금이 개발되고 있는데, 이 합금은 열전도율이 화이트메탈보다 우수하여 엔진이 운전되면서 발생되는 베어링의 마찰열을 즉시 외부로 전달시키 는 장점도 가지고 있다. 또한 유럽에서는 최근에 연속적인 bimetal 형 베어링 제조공정을 이용하여 양질의 메탈 베어링을 생산하고 있지만 이러한 제조 방법은 공정이 복잡하고 제조 경비가 많이 소요된다[1].
지금까지 이종의 재료를 접합하는 공정으로는 주조, 소결, 압 접 등의 다양한 공정이 개발되어 있으나 메탈베어링용 Al-Sn 계 합금은 주로 압접 방식에 의한 공정으로 생산되고 있다.
하지만 원심주조 기술은 제조 공정이 간단하여 많은 인력과 제조 경비를 절약할 수 있고 있다는 장점이 있다.
본 연구에서는 주조용 Al-Sn 베어링 합금의 응고조직과 열 처리에 따른 주석상의 분포 거동을 조사하고자 하였으며, 가열
온도에 따른 주석 방울의 형성거동을 조사함으로서 Al-Sn 베 어링 합금의 베어링 사용온도 조건에서의 윤활기구를 검토하였다.
2. 실험방법
2.1 용해 및 주조
용해는 발열체로 칸탈선을 사용한 전기로를 이용하였다. 도가 니는 두께가 15 mm, 직경이 100 mm인 흑연 도가니를 사용하 였으며, Al과 Sn 의 비중 차에 의한 중력 편석을 피하기 위 하여 200
×40
×30 mm 크기의 금형에 용탕을 수평 방향인 주입하여 시험편을 제조하였다. 미세조직 관찰용 시험편은 주조 된 시험편의 중간부위에서 채취하였으며, 조직 분석을 위한 통 상의 시편 준비 과정을 통하여 전처리를 행하고, 최종적으로는 1
µm 의 diamonds 입자를 이용하여 연마하였다. 표면 전처리가 끝난 시료는 2% 불산 용액을 사용하여 약 5 초간 에칭한 후 광학현미경과 주사전자현미경으로 미세조직을 관찰하였다.
2.2 주석 용탕 내에서 고상 알루미늄의 용융 침투 실험 Al-Sn 합금은 고액 공존범위가 매우 넓고 비중차가 매우 크 기 때문에 Al 중에 Sn 이 거의 고용되지 않고 용해/주조 시 심한 편석 현상이 발생한다. 본 연구에서는 용해 시 Al 과 Sn 의 용해 특성을 알아보기 위해 주석 용탕이 고상 알루미늄
†
E-mail : [email protected]
−
46−
열처리에 따른 메탈베어링용 Al-Sn 합금의 미세조직 제어 - 김진수·박태은·한춘봉·손광석·김동규내로 침투하는 실험을 행하였다. 직경 20 mm의 순수한 알루미 늄 봉을 제작하여 2000번 SiC 연마 용지로 연마하였다. 흑연 도가니에 순도 99.7%의 Sn 을 장입하여 우선 용해 시켜 500
oC 로 유지 시킨 후, 앞서 제작한 알루미늄 봉을 주석 용 탕 속에 침지하여 유지 시키고, 시간 별로 알루미늄 봉의 용 융 상태를 조사 하였다.
2.3 Al-Sn 합금의 열처리
Al 기지의 입계에 길게 편석된 판상의 주석 상은 계면 면적 이 크기 때문에 열처리 하면 구상 또는 짧은 판상으로 그 형 상이 변화한다. 그러나 체적에 대한 계면 면적의 비는 판상의 주석의 형상에 따라 변화하고 공정 주석의 융점이 228
oC 로 매우 낮으므로, 최적화된 열처리 온도와 시간을 결정하기 위하 여 Al-Sn 합금의 열처리 조건에 따른 미세조직의 변화에 대한 체계적인 연구가 필요하다.
본 연구에서는 응고된 Al-Sn 합금의 중간 부위를 취하여 250
oC, 300
oC, 400
oC 의 온도에서 각 시간별로 열처리를 행하여 미세조직 분석과 기계적 시험을 행하였다.
그리고, 다양한 조건에서의 열처리에 따른 주석 방울의 발생 원인을 확인하기 위해 열처리 온도를 주석의 융점 직상의 250
oC에서 다양한 시간동안 열처리를 행하였고 온도를 20
oC 씩 감소시켜 190
oC까지 실험하였다.
3. 실험 결과 및 고찰
3.1 주석 용탕 내에서 알루미늄의 용해 특성
Al-Sn 합금은 고액공존 온도범위가 매우 넓고, 알루미늄과 주석 의 비중이 각각 2.70 g/cm
3와 7.30 g/cm
3로 두 상간의
비중차이가 매우 크다. 그리고 알루미늄에 대한 주석의 고용도 는 거의 0(최대 0.026 at.%)에 가까우며, 주석에 대한 알루미 늄의 고용도는 보고되지 않았지만, 공정온도가 주석의 용융점 보다 약 3.3
oC 낮은 온도에서 형성되는 것을 고려할 때, 약간 의 고용도는 존재하는 것으로 알려져 있다[4]. Al-Sn 합금계의 공정 온도는 228
oC 이다.
본 합금계는 공정점이 97.5 wt.% Sn 이기 때문에 주석 쪽 으로 많이 기울어진 상태도를 나타내고, 비중의 차이가 현저하 여 중력 편석이 생성되기 쉬워서, 주방 상태에서 주석이 균질 하게 분산된 조직을 얻는 것은 매우 어렵다[5-7]. 즉, 통상의 Al-Sn 계 베어링 합금계에 해당하는 10 ~ 40% Sn 함량 범위 의 합금의 응고 시, 최종 공정융액은 주석이 매우 부화된 상 태로 초정 알루미늄 사이의 최종응고부에서 응고를 완료하게 된다.
Al-Sn 베어링 합금의 주방 상태의 미세조직 제어를 위해서 는 본 합금계의 용융 및 응고 특성을 이해하는 것이 필요하다.
본 합금계의 응고 특성을 알아보기 위해 알루미늄 용융점 이 하의 온도로 유지된 주석 용탕 내에서 고상 알루미늄의 용융 침투 실험을 수행하였다.
500
oC 로 유지된 용융 주석 용탕에 알루미늄 봉을 침지한 후 10 분 정도까지는 알루미늄 봉의 표면에 인식할만한 큰 변 화가 나타나지 않았으나, 10분이 지난 후에는 알루미늄 봉의 표면에 용융현상이 관찰되기 시작 하였다. 그리고 30 분경과 후에는 알루미늄 봉의 대부분이 주석 용탕에 용융되었다.
Fig. 1에 500
oC의 용융 주석 용탕에 알루미늄 봉을 10분
간 침지한 후 급냉한 시험편의 미세조직사진과 EDS 분석 결
과를 나타내었다. Fig. 1(a)와 (b)의 2차 전자 사진에서 검게
보이는 상이 알루미늄이며 상대적으로 밝은 부분이 주석 상이
Fig. 1. SEM and EDS image of Al/Sn interface after dipping Al rod into Sn melt at 500oC for 10 min.다. 거시적으로는 용융 주석 상이 알루미늄 봉을 부분적으로 침투해 들어간 오목한 부위를 관찰하였는데, 알루미늄 결정입계 를 따라 우선적으로 주석이 침투하고 있음을 관찰할 수 있으 며, 주석이 알루미늄 입계를 모두 용융시킴으로서 20
µm 크기 의 알루미늄 입자가 주석 내부로 떨어져 나가서 주석 융액 내 에 미 용융 상태로 부유하고 있는 현상도 관찰된다. Fig. 1 (c)와 (d)는 Fig. (b) 영역을 알루미늄과 주석에 대해 면 분석 한 결과로서, 주석이 알루미늄 기지의 결정립계를 따라 침투하 고 있으며, 고/액 계면 근처에서 알루미늄 결정입계의 완전 용 융에 의해 50
µm 크기의 알루미늄 입자의 분리가 막 종료되 는 현상도 확인 할 수 있다.
알루미늄의 용융점 이하의 온도인 500
oC로 유지된 주석 용 탕에 알루미늄 봉을 침지하여 알루미늄 봉의 표면이 용융되는 과정을 고찰하면 다음과 같다. 알루미늄에 대한 주석의 고용도 가 매우 낮고, 두 원소 간의 원자반경의 차이가 커서 알루미 늄 기지를 통한 주석 원자의 확산 침투는 어려운 반면, 계면 에너지가 높은 알루미늄 결정입계에는 주석 원자의 흡착이 우 선적으로 일어나게 되고[8], 국부적인 영역에서 부분적으로 공 정 조성을 형성하게 되면 이 부분에서 우선적으로 용융 현상 이 시작 되는 것으로 판단된다.
즉, 주석은 원자반경이 커서 알루미늄 기지로의 확산은 어려 우나 충분한 열적 활성화 조건에서는 상대적으로 원자의 이동 이 용이한 알루미늄 결정립계를 따라 확산 가능하고 이로 인 해 알루미늄이 결정립 크기로 주석 용탕 내로 용융되게 된다.
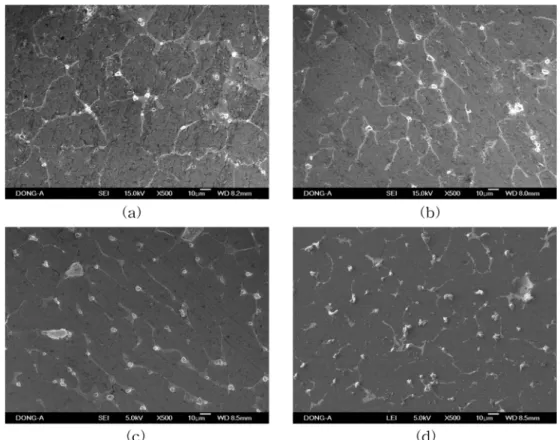
2. Al-Sn 합금의 주방 상태 응고조직
주석 함량에 따른 Al-Sn 합금의 FESEM 미세조직 사진을 Fig. 2(a) ~ (d)에 나타내었다. Fig. 2(a)는 10 wt.% Sn을 함유 한 합금의 미세조직 사진이고, (b), (c), (d)는 각각 20% Sn,
30% Sn, 40% Sn 합금의 후방산란전자사진이다. Al-Sn 베어 링 합금에는 주석을 질량백분율로 통상 3.5% ~ 40%까지 첨가 한다[1,2,5]. 이 합금계에서 주석은 베어링의 윤활 특성 향상을 목적으로 첨가하는 원소인데, 첨가량이 증가할수록 베어링의 특 성 중 하나인 순응성, 윤활성 등은 향상되나 기계적 성질이 저하되는 반면, 주석의 첨가량이 감소하여 미세조직 내에 공정 주석 상의 정출량이 적으면 기계적 성질은 우수하지만 순응성 등이 약화된다.
Fig. 2(a) 는 10% Sn을 함유한 시료의 BEI 사진으로서, 어 두운 초정 알루미늄 기지 사이에 공정 주석이 밝은 상으로 분 포하는 전형적인 미세조직을 나타낸다. 공정 주석 상은 최종응 고부에 해당하는 초정 알루미늄 결정립계에 입자 또는 판상으 로 정출 하고 있으며, 주석의 함량이 증가할수록 입계에 정출 하는 공정 주석의 양도 증가하는 것을 관찰할 수 있다.
주석의 함량이 20% 이상인 경우에는, 입계에 정출하는 공정 주석 상은 3차원적으로는 판상의 형태로 정출하여 초정 알루미 늄 결정립들을 분리시키는 현상이 관찰 된다. 즉, 합금의 최종 응고부는 약 99.4 wt.% Sn 조성의 공정 융액이 초정 알루미 늄 결정립 경계에 형성된 것이다.
한편, 이들 합금의 경도를 측정한 결과 Sn 함량이 10%에서 40%로 증가함에 따라 경도 값은 Hv 25에서 Hv 17로 감소하 였다. 또한 같은 시험편의 기계적 성질을 측정한 결과 항복강 도, 인장강도 및 연신율은 주석 함량이 증가함에 따라 5 kg/
mm
2에서 4.6 kg/mm
2로, 6.5 kg/mm
2에서 4.9 kg/mm
2로, 25%
에서 13%로 각각 감소하였다. 이는 주석 함량이 증가함에 따 라 공정 주석 상이 박막형태에서 초정 알루미늄 입자를 둘러 싸는 망상 형태로 정출하게 되어, 초정 알루미늄 결정립간의 결합력이 감소되기 때문이다. 즉, Al-Sn 합금의 기계적 특성이 알루미늄 보다 공정 주석의 정출 양, 형상 및 분포에 지배적
Fig. 2. Backscattered electron images of Al-Sn alloys.
−
48−
열처리에 따른 메탈베어링용 Al-Sn 합금의 미세조직 제어 - 김진수·박태은·한춘봉·손광석·김동규이라는 사실과 잘 일치한다[9,10].
이상의 고찰을 종합하면 다음과 같다. 즉, Al-Sn 합금은 초 정 상과 공정 상 사이의 융점의 차이가 크고, 상호간의 낮은 고용도로 인해 응고 시 에 주석의 입계 편석이 발생하고 이로 인해 기지인 알루미늄 결정립계의 결합력이 약해진다. 이러한 경향은 주석의 함량이 증가 할수록 두드러지며, 따라서 Al-Sn
합금의 기계적 성질을 향상시키기 위해서는 입계에 편석된 공 정 주석 상의 형상 및 크기 그리고 분포의 제어가 필수적이다.
3. 열처리에 따른 미세조직 변화
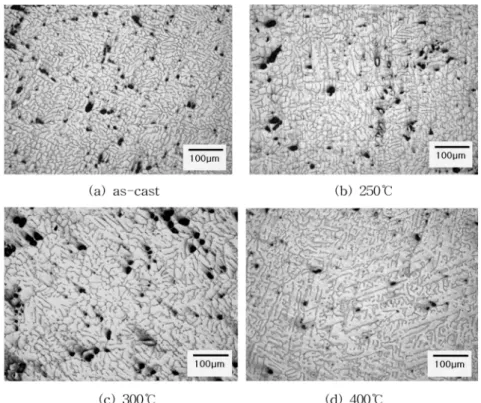
Fig. 3 에 주방 상태와 300
oC 에서 10분, 1시간, 3시간 열처
Fig. 3. Optical micrographs of Al-10%Sn alloy heat-treated at 300oC for various time.
Fig. 4. Optical micrographs of Al-40%Sn alloy heat-treated for 1 hr at various temperature.
리한 Al-10% Sn 합금의 미세조직 사진을 각각 나타내었다.
주방 상태의 주석의 분포와 비교하여 열처리 한 경우에는 주 석의 분포 형태가 변화하고 있음을 관찰할 수 있다. 즉, 주방 상태에서 최종 응고부에 정출되어 있는 주석의 정출 형태는 판상과 구형의 형태를 가지고 있으나, 열처리에 의해 판상의 길이가 감소하는 경향을 보이고 있다. 300
oC 에서 3 시간 열 처리 후의 미세조직 사진인 Fig. 3 (c)에서는 판상 주석의 길 이가 다소 증가된 것 같이 보이지만, 이는 알루미늄 기지의 조대화에 의한 결과로서 판상 주석의 길이는 1 시간 열처리 한 경우와 유사하다.
Al-Sn 합금의 열처리에 의한 주석 상의 형태 변화에 대해서 는 다음과 같이 고찰할 수 있다. 즉, 공정 주석의 용융점 (228
oC) 온도 이상 인 300
oC에서 열처리 하는 경우에는, 최
종응고부에 정출한 공정 주석은 액상을 형성하게 되고 주석 액상간의 응집에 의해 결정입계 주석의 길이가 감소하게 된다 [9,11]. 본 실험 결과에 따르면, 열처리 시간이 1 시간 경과 시 까지는 액상 공정 주석의 응집이 일어나게 되어 판상 주석 의 길이가 감소하고, 그 이상 열처리 시간이 길어지면 주석의 응집 현상은 더 이상 진행되지 않고 기지인 알루미늄의 조대 화가 발생하게 되는 것으로 판단된다.
Fig. 4에 주방 상태와 250
oC, 300
oC, 400
oC에서 각각 1 시간 열처리한 Al-40% Sn 합금의 미세조직 사진을 나타내었 다. 주석 함량이 증가됨으로서 공정 주석 상이 초정 알루미늄 결정립을 둘러싸는 망상형으로 정출된 것을 확인 할 수 있다.
사진 내의 검은 점들은 시험편의 연마 시 주석이 빠져나간 곳 이다. 그리고, 10% Sn 합금과는 달리 주석 함량이 40%로 증 가된 경우에는 모든 열처리 온도에서 열처리에 의한 주석의 형상 변화가 관찰되지 않는다. 이것은 최종 응고부에 정출된 공정 주석의 양이 많음에 따라 액상 주석의 응집에 따른 2차 원적 단절 현상이 관찰되지 않기 때문인 것으로 판단된다. 이 러한 실험 결과는, 주석 함량이 증가되어 최종 공정 융액의 양이 많아서 전 결정입계를 적시는 경우에는 열처리에 의한 주석 분포의 변화를 기대할 수 없음을 의미한다.
Fig. 5는 Al-10% Sn 합금의 열처리에 따른 경도 변화를 나타낸 그림이다. 주방 상태의 경우 경도 값이 Hv 25를 나타 내었으나, 300
oC 에서 열처리 한 경우 열처리 시간이 증가함에 따라 경도 값이 증가하여 1 시간 열처리한 경우 최대의 경도 값을 나타내고 있으며, 이후 다시 감소하고 있는데, 이는 전술 한 미세조직 분석 결과와 잘 일치하는 현상이다.
Fig. 5. Variation of microvicker's hardness with heat-treatment time.
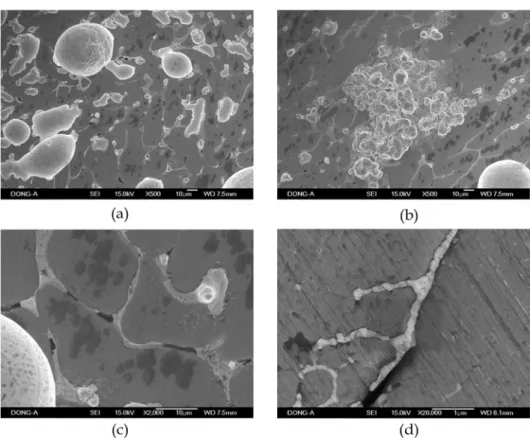
Fig. 6. SEM morphology of surface of Al-20%Sn alloy after heat-treatment at 250oC for 40 min.
−
50−
열처리에 따른 메탈베어링용 Al-Sn 합금의 미세조직 제어 - 김진수·박태은·한춘봉·손광석·김동규한편, Al-Sn 합금 베어링의 경우 선박 기관에 사용 시에 작 동 온도의 상승에 따라 표면으로 돌출되는 주석이 축 부품의 표면과 접촉하게 되고 구동 시 의 마찰을 감소시키는 역할을 함으로서 높은 윤활성을 지닌 베어링 소재가 되는 것을 고려 할 때[11], 열처리 시 시험편의 표면에 발생하는 주석 방울의 형성기구에 대한 고찰이 필요하다. 기존의 연구에서는 주석의 융점 이상의 온도에서 열처리 할 경우 입계에 편석 된 판상의 주석이 융해되어 액상으로 존재하다가 시간이 지남에 따라 모 세관 현상에 의해 시료의 표면으로 올라와 주석 방울이 생기 는 것으로 보고하고 있다[11,12].
본 연구에서는 상기 현상의 체계적인 규명을 위하여 다양한 조건에서의 열처리에 따른 주석 방울의 분석을 행하였다. 모든 시험편은 열처리 전에 1
µm의 diamond suspension 을 이용 하여 표면을 연마 한 후 각 시험 온도로 유지된 열처리 로에 장입 후 각 시간별로 꺼내어 공냉시켰다. 표면의 입체적인 형 상을 관찰하기 위하여 모든 시편을 전계방사주사전자현미경으로 분석하였다. 주석방울 발생의 원인을 확인하기 위해 열처리 온 도를 주석의 융점 직상의 250
oC 에서 다양한 시간동안 열처리 를 행하였고 온도를 20
oC 씩 감소시켜 190
oC까지 실험하였다.
Fig. 6 은 주방 상태의 Al-30%Sn 합금을 250
oC에서 열처리 후 표면에 생긴 주석 방울 및 미세구조를 관찰한 것이다. Fig.
6(a) 는 40분 이상의 열처리 시에 표면에 생성된 수 미크론에서 수십미크론 크기의 다양한 주석 방울을 나타내며, Fig. 6(b)는 작은 입자들이 응집되었으나 하나의 입자로 되지 못하고 원래 의 형태를 가지며 응집이 진행되고 있는 형태이다. 이는 표면 을 이동하는 액상의 주석입자의 점도 차이로 인해 생긴 현상 으로 장시간 열처리시 입자 방울의 이동에 의해 입자가 조대 화 된다는 사실[11,12]을 뒷받침하는 증거이다. Fig. 6(c)와 (d) 에서는 입계에 편석된 주석이 방울을 만들면서 입계를 빠져 나간 후 형성된 알루미늄 결정립계에 생긴 공간이 관찰된다.
즉 열처리와 더불어 표면 근처의 주석은 즉각적으로 용해되어 표면에 주석 방울을 생성시키며 결정립계에 빈 공간을 형성시 키나, 열처리 시간이 경과함에 따라 소실양이 증가하게 되고 주석방울의 성장을 위해서는 보다 내부의 주석이 이동해야 한 다. 표면의 주석과는 달리 내부에서 이동하는 주석이 빠져나와 생긴 공간은 진공 상태에 가까워 주석 융액의 표면으로의 이 동을 억제하는 효과를 나타낼 것으로 판단된다.
Fig. 7 과 Fig. 8은 주석 방울의 생성 조건을 알기 위하여 각각 주석의 융점 근처와 용융점 이하의 온도 구간에서 시간 별로 열처리한 시험편의 SEM 사진이다. Fig. 7에서 관찰할 수 있듯이 열처리 온도가 공정 주석의 융점 근처인 230
oC 인 경우에는 열처리 시간이 길어질수록 표면에 생성되는 주석 방 울의 개수와 크기가 증가하고 있다. 한편, 열처리 온도를 공정 주석의 용융점 이하로 유지한 경우(Fig. 8)에도 양은 적지만 주석 방울이 생성되고 있음을 관찰할 수 있다. 그러나 이 경 우에는 열처리 온도와 시간에 따른 표면 주석 방울의 수와 크 기에는 큰 변화가 관찰되지 않는다. 이러한 실험 결과는, 주석 방울의 생성기구로서 이전에 제안되었던 주석 액상의 이동 뿐 만이 아니라, 이보다 40
oC 이상 낮은 온도에서도 주석 방울을 생성 가능하게 하는 다른 기구가 존재함을 보여준다고 하겠다.
실제 저속·고하중의 선박 기관의 베어링 사용 온도는 약 150
oC 이상 상승하는 것으로 알려져 있고[1-3], 본 연구의 결 과로 유추할 때, 이 온도에서도 충분한 시간이 유지된다면 주 석 방울이 생성될 가능성이 크다고 판단되며, 보다 체계적인 연구가 필요한 주제이다.
4. 결 론
1) 알루미늄 융점이하의 온도에서도 주석은 알루미늄 결정입 계를 따라 침투하여 알루미늄의 용융현상을 촉진시킨다.
2) 주석 함량의 증가는 입계에 편석된 공정 주석 상에 의해 Al-Sn 합금의 경도 및 강도를 저하시킨다. 20% Sn 이상의 경우, 입계에 판상으로 편석된 주석 상이 서로 연결되어 망상
Fig. 7. Surface morphologies of Al-30%Sn under different heat- treatment condition: (a) 230oC 30min. (b) 230oC for 1hr.(c) 230oC for 2hr
의 네트워크 구조를 이루고 알루미늄 입자간의 결합력을 약화 시켜 기계적 특성이 저하된다.
3) 열처리를 통해 판상의 공정 주석 상의 길이가 감소하지만, 열처리 시간 1 시간 이후에는 주석 상의 길이 감소는 일어나 지 않고 기지 알루미늄의 조대화가 일어난다.
4) 공정 주석의 용융점 이하의 온도에서도 장시간 유지 시 표면에 주석방울이 형성되었다.
후 기
본 연구는 교육과학기술부와 한국산업기술재단의 지역혁신인 력양성사업으로 수행된 연구 결과이며, 일부는 (재)부산테크노파 크의 산학공동기술혁신사업으로 수행되었습니다.
참고문헌
[1] A. Krzymien, P. Krzymien: J. of Kones Combustion Engines,
"Development of bimetal bearing for engine crank mechanism", 8, 1-2 (2001) 116-121.
[2] S.J. Harris, D.G. McCartney, A.J. Horlock, C. Perrin:
Materials Science Forum, "Production of ultrafine microstructures in Al-Sn, Al-Sn-Cu and Al-Sn-Cu-Si alloys for use in tribological applications", 331-337 (2000) 519-525.
[3] M. Tagami, A. Sugafuji, K. Ohguchi, Y. Sasaki, A. Muto: J. of Japan Institute of Light Metals, "Wear resistance of aluminium bearing alloys containing high concentration of tin under
boundary lubrication", 55, 2 (2005) 57-62.
[4] T.B. Massalski: "Binary Alloy Phase Diagrams", ASM, (1986) 167.
[5] M.R.E. Desvaux: Tribology, "Development of high-tin aluminium plain bearing material", 4 (1972) 61.
[6] X. Liu, M.Q. Zeng, Y. Ma, M. Zhu: Wear, "Wear behavior of Al-Sn alloys with different distribution of Sn dispersoids manipulated by mechanical alloying", 265 (2008) 1857-1863.
[7] D. Sriram, V. Rao: Metalworld, "Recent developments in cast non ferrous bearing materials, 2 (2006) 6-11.
[8] H.R. Kotadia, J.B. Patal, Z. Fan, E. Doernberg, R.S. Fetzer:
Solid State Phenomena, "Processing of Al-45Sn, 10Cu based immiscible alloy by a rheomixing process, 141-143 (2008) 529-534.
[9] T. Marrocco, L.C. Driver, S.J. Harris, D.G. McCartney: J. of Thermal Spray Technology, "Microstructure and properties of thermally sprayed Al-Sn-based alloys for plain bearing applications", 15 (2006) 634-639.
[10] M.S. Ali, P.A.S. Reed, S. Syngellakis, A. Moffat, C. Perrin:
Materials Science Forum, "Microstructural factors affecting fatigue initiation in various Al- based bearing alloys", 519-521 (2006) 1071-1076.
[11] G.B. Schaffer, T.B. Sercombe, R.N. Lumley: Materials Chemistry and Physics, Liquid phase sinterinf of aluminium alloys", 67 (2001) 85-91.
[12] T. Sercombe: Ph. D Thesis, University of Queensland, Australia, "Non-conventional sintered aluminium powder alloys", (1998) 85-96.
Fig. 8. Surface morphologies of Al-30%Sn under different heat-treatment condition: (a) 210oC for 30 min. (b) 210oC 1 hr. (c) 190oC for 1 hr.
(d) 190oC 3 hr.