DOI: http://dx.doi.org/10.4150/KPMI.2011.18.6.575
MAO(Micro-Arc Oxidation)
공정 중 인가 전압,
반응 시간,
전해액 농도에 따른 알루미늄의 표면 미세조직 평가
여인철·강인철a,
*
인천대학교기계시스템공학부
,
a(
재)
송도테크노파크 나노소재기술실Investigation About Surface Microstructure of Aluminum with Change of Voltage, a Period of Treatment and Density of Electrolyte
in Micro-Arc Oxidation Treatment
In-Chul Yeo and In-Cheol Kanga,
*
Department of Mechanical Engineering, Incheon University, Incheon 406-772, Korea
a
Department of Nano & Surface Technology, SongdoTechnopark, Incheon 406-840, Korea (Received September 30, 2011; Revised November 3, 2011; Accepted November 24, 2011)
Abstract MAO(Micro-Arc Oxidation) method was used to make Al
2O
3surface on 6063 Al specimen. This study was focused on an influence of voltage, density of electrolyte and a period of treatment on the change of sur- face microstructure by using SEM(Scanning Electron Microscope), EDS(Energy Dispersive X-ray Spectroscopy).
The microstructure shows higher roughness and thicker oxidized layer with increase of voltage and maintaining period of treatment. The density of electrolyte affected a formation of more dense surface and increase of a oxi- dized layer.
Keywords: MAO; Aluminum; Electrolyte density; Microstructure
1. 서 론
알루미늄은 가볍고
,
우수한 열적/
전기적 전도성을 갖고있어건축,
항공,
자동차구조,
교통표지,
방열 소재,
저장체,
교각등다양한분야에응용되어왔다.
하지만낮은기계적강도와내마모성
,
내산화성은알 루미늄의 장점을활용하는데 있어 결정적인 단점으 로 작용해 왔다.
때문에이런문제점을 극복해 알루 미늄의 활용성을 높이고자 표면처리에 관한 연구가 진행되어 왔다.
그 중알루미늄 표면에강제로 산화 피막을 형성시킴으로써알루미늄의표면강도및내 마모성,
화학적안정성을향상시켜활용성확대와더 불어 소재의신뢰성을 높이기 위한방법이 많이연 구되어왔다[1, 2].
알루미늄
[1, 2],
티타늄[3, 4],
마그네슘[5, 6]
등의표면을 균일하게 산화피막처리 함으로써 이의 활용 도와기능을향상시킬 수있어
,
이들을 강제산화시 키기 위해 아노다이징법[7, 8]
과MAO(Micro-Arc Oxidation)[1, 3, 5, 9]
방법등이 적용되어왔다.
아노 다이징법은치밀하고균일한산화피막을형성시킬수 있으나 반응시간이 길고반응 중 발생하는 폐액이 화학적으로위험성과환경적오염의 원인이되고있 어 활용에제한적이다.
반면MAO
공정은작업 시 간이짧으며치밀하고 단단한산화피막을빠르게형 성시킬수 있으며,
작업공정이환경적 부담이적어많은관심을받고있다
[10, 11].
MAO
법은 산화피막 표면처리를통한 기계적/
화학 적 특성을 향상시킬 뿐 아니라바이오소재의 생체 친화성 및 안정성향상을위한 표면 다공질화 공정 으로도 많은 연구가 진행되었으며[12-15],
광촉매의*Corresponding Author : [Tel : +82-32-260-0831; E-mail : [email protected]]
2. 실험 방법
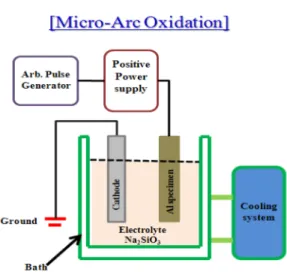
그림
1
은 알루미늄 산화피막 처리를 위한MAO
공정에대한개념도를나타낸것이다
.
출발 재료는 알루미늄 합금
6063(Mg: 0.45~0.8%,
Si: 0.2~0.6%)
을사용하였으며,
시편의크기는25 mm
×
30 mm
이고두께는1 mm
로 제작하였다.
산화피막 처리를시작하기전에알코올로깨끗하게표면을 세척하였다
.
전해액은 증류수
1 L
에Na
2SiO
310-40 g
을 녹여 준비하였고,
반응 전압은380V
에서470V
까지 변화 를 주면서산화피막의미세조직및산회피막의두께 변화를관찰하였다.
또한반응시간은10
분, 20
분, 30
분으로각각실험하였으며
,
반응시간이미세조직변 화와산화피막의두께변화에미치는 영향을평가하 였다.
한편,
전해액의농도가산화피막형성속도,
표 면 미세조직,
산화피막두께의 변화에미치는 영향 을 평가하기 위해10 g/L, 20 g/L, 30 g/L, 40 g/L
의 전해액에서실험을실시하였다.
산화피막 처리는그림
1
에서 나타내고 있는 바와 같이DC
전압을인가하였으며알루미늄시편에는양극을
,
반대의전극에는Ground
를연결하였다.
시편과전극간의 간격은
5 cm
로 유지시켰다.
주파수는50Hz, Duty width
는50%
로 하였으며,
전해액의 온 도는50
oC
이하로유지하기 위해냉각용칠러를사 용하였다.
반응조내부의전해액온도의균질성을위 해 마그네틱바를이용하여 지속적으로전해액을교 반하였다.
FE-SEM(Field-Emission Scanning Electron Micros-
cope; FEI Co., Serion)
을사용해시편의 미세조직과 산화피막의 두께를 분석하였으며, EDS(Energy Dispersive X-ray Spectroscopy; Thermo Noran Co.)
를이용하여시편의성분원소와그양을평가하였다
.
3. 결과 및 고찰
그림
2
는인가전압의변화에따른산화피막의표 면 이미지 변화를SEM
으로 분석한결과이다.
이들시편은전해액의 농도가
10 g/L
인 조건에서15
분간표면처리 되어 준비되었다
. (a)-(e)
는 각각380V, 400V, 430V, 450V, 470V
에서 산화피막처리 되었다.
x3,000
배의거시적이미지에서보면인가전압이증가할수록 표면의거칠기가거칠어지고있는데이는산
화피막의생성정도가높아지고있음을나타낸다
[20].
표면에 생성된기공이나균열은 플라즈마반응에의 해 발생한 산소나수소와같은 가스의배출 때문이
며
[21, 22],
시간이 지날수록 기공이 커지는것은기공과같이약한부분에플라즈마가집중적으로형성
되기 때문이다
[20]. x10,000
배의 보다 미시적 분석결과에서볼때 인가전압이증가할수록표면거칠기 가증가한 결과는같지만
(a)
와(b)
의 표면에도미세한 기공이 형성된것을 볼 수 있다
. (a)
는(b)
와 비슷한 표면 상태를보이고
, (d)
는(e)
와 비슷한 표면상태를 보인다
.
그리고(c)
는 그 중간 단계의 표면Fig. 1. Schematic diagram about MAO treatment.
상태를보임으로써
430V
부터산화피막형성이 정상 적으로진행되었음을판단할수있다.
그림
3
은 일정한인가전압과 전해액농도에서 시 간의 변화에따른 산화피막의 표면조직 변화에대해 분석한
SEM
결과이다. 10 g/L
의 전해액에서450V
의인가전압으로 산화피막처리 한 결과표면의 거칠기와기공크기에있어반응시간이길어짐에따 라 표면의거칠기가커지면서산화피막의형성정도 가 커진것을확인할 수있었다.
그림
4
는 전해액의 농도가10 g/L
인 조건에서각각의전압으로알루미늄시편을
15
분간산회피막처 리한후산화피막의두께를SEM
으로분석한결과이 다. 380V(a)
와400V(b)
의 경우,
그림2
에서는 표면 에 산화피막이 형성된 것으로 판단되어졌으나 그림4
에서는산화피막 층을발견하기어려웠다.
이 는산화피막층이아주얇게 형성되었기때문으로판 단된다.
산화피막이 본격적으로형성되는430V(c)
부터는 산화피막 두께가 약
1.3
µm
로 측정 되었다.
Fig. 2. SEM images of surface microstructure with change of voltage; (a) 380V, (b) 400V, (c) 430V, (d) 450V, and (e) 470V.
Fig. 3. SEM images of surface microstructure with a period of treatment at 450V in 10 g/L of electrolyte; (a) 10 min, (b) 20
min, and (c) 30 min.
450V(d), 470V(e)
에서는 각각 약2.9
µm
와3.6
µ
m
의 산화피막두께를 보였다.
이는 인가전압이증 가함에따라산화피막두께형성도빨리진행됨을보여준다
. (a)
와(b)
처럼인가전압이낮은경우는반응시간을 길게하더라도표면에미미하게형성된 산화 피막에 의한 저항 때문에 플라즈마 형성이 안 되기 때문에 산화피막형성을위한반응자체가 불가능하
게된다
.
따라서10 g/L
의전해액농도에서는430V
가 피막형성을 위한임계전압으로볼 수있다
.
그림
5
는 알루미늄 판재를10 g/L
의 전해액 속에서
430V
로30
분간 산화피막 처리한 시편의 단면을SEM
으로관찰한결과와,
산화피막부분[1]
과알루미늄모재
[2]
부분을EDS
로스케닝하여원소를분석한 결과이다.
피막 단면을SEM
으로관찰한 결과 산화 피막 층을 확인할 수 있으나두께의 균질성면에서 는다소차이를보이고있다.
이는산화피막반응중발생하는 산소와수소의 기체 배출통로로 인해생 성된 기공과 표면에서 플라즈마가 발생하면서 산화 피막이 형성되었기 때문에 표면의 균질성이 떨어지
는 것으로본다
. EDS
를 분석한결과알루미늄 원재료
[2]
에서는알루미늄과소량의Mg
원소가검출되었 다.
반면산화피막[1]
에서는알루미늄과산소원소만 검출되었다.
이는 산화알루미늄(Al
2O
3)
피막이 형성 되었음을보여준다.
그림
6
은 알루미늄 시편을10 g/L
의 전해액속에서
430V
로30
분간산화피막처리한후시편의 표면을
SEM
으로 관찰한 결과와,
산화피막의 각 부분을EDS
로분석한 결과이다. SEM
분석결과표면은울퉁불퉁한형태로돌출된부분이많았으며
,
흰색을띠는 작은입자들도생성되어있다
. EDS
로 분석한결과대부분은산화알루미늄
(Al
2O
3)
으로형성됨을확인 할수있었고,
흰색입자들에서는Si
원소가많이검Fig. 5. SEM image about cross-section microstructure of oxidized layer and its EDS results;(treatment condition: 430V for
30 min in 10 g/L), [1] oxidized layer, [2] Aluminum matrix.
출되었다. 이는 전해액인 Na2SiO3로부터 온 것으로서 MAO의 플라즈마 반응 중 플라즈마로부터 말미암은 고온으로 인하여 일부 석출된 결과물로 판단된다.
그림 7은 알루미늄 시편을 450V의 인가전압으로
15분 동안 다양한 농도의 전해액에서 산화피막 처리 한 시편에 대하여 표면 미세조직을 SEM으로 분석한 결과이다. (a)와 (b)를 비교하면, 전해액의 농도가 증 가할수록 표면에 생성된 기공의 수는 비슷하나 기공
Fig. 6. SEM image about surface microstructure of oxidized layer and its EDS results;(treatment condition: 430V for 30 min in 10 g/L).
Fig. 7. SEM images of surface microstructure with change of electrolyte density; (a) 10 g/L, (b) 20 g/L, (c) 30 g/L, and (d) 40 g/L.
의 크기가 커지며 표면의 거칠기가 약간 커진 것을 볼 수 있다. 이는 산화피막처리 반응 중 전해액의 농 도가 높기 때문에 반응 중 발생하는 기체의 양도 많 아진 것으로 판단되며, 전해액의 농도가 높기 때문에 산화피막처리 반응도 보다 격렬히 진행된 것으로 사 료된다. (b)와 (c)를 비교하면, 전해액의 농도가 증가 함으로써 표면에 형성된 기공은 아예 사라지고 대신 표면의 거칠기가 더욱 커진 것을 볼 수 있다. 이는 전해액의 농도가 높아짐으로 인해 플라즈마 반응이 격렬해지고, 이로써 발생 산소와 수소의 양도 많아져 배출될 때 기공 형태가 아닌 면 형태로 이뤄진 것으 로 판단된다. 대신 반응이 빠르게 진행되면서 표면에 산화막이 형성돼 표면이 거친 형태를 띠는 것으로 판 단된다. (c)와 (d)를 비교하면, (d)의 경우 (c)에 비해 표면의 미세 조직이 보다 치밀한 것을 볼 수 있다.
전해액의 농도가 높아 반응이 격렬하게 진행됨과 동 시에 발생하는 가스의 양도 많음에도 불구하고 (a)나 (b)와 같이 표면에 기공이 존재하지 않는 것과 또한, 표면의 거칠기가 작은 것은 플라즈마는 균열이나 기 공과 같은 구조적으로 약한 부분에서 발생하기 때문 에 반응 시간이 길거나 또는 같은 반응 시간이라도
전해액의 농도가 높은 경우에는 빠르게 기공의 표면 구조가 바뀌거나 사라지기 때문이다[20]. 또한, 격렬 한 플라즈마 반응으로 인한 전해액 온도 상승으로 전 해액 내 녹아있는 Si이 시편 표면에 석출되면서 표면 의 거친 공간을 메꿨기 때문이라고 판단된다.
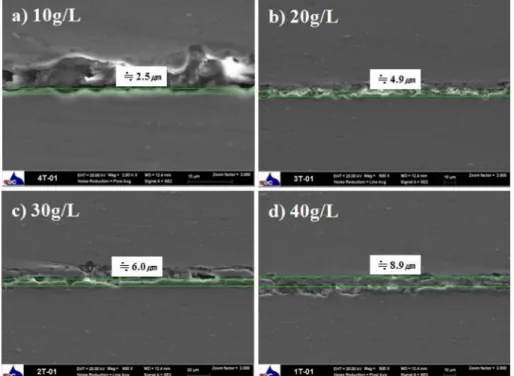
그림 8은 알루미늄 시편을 450V의 인가전압으로 15분 동안 다양한 농도의 전해액에서 산화피막 처 리한 시편에 대하여 산화피막 두께를 SEM으로 분 석한 결과이다. 선례 연구 결과에 의하면[23], 전해 액의 농도가 증가할수록 양극 용해의 속도가 증가 하기 때문에 산화막의 성장 속도가 급격히 낮아진 다고 보고하고 있다. 그러나 그림 8의 결과에서는 전해액의 농도가 증가할수록 산화피막의 두께가 두 꺼워지는 결과를 보였다. 이는 그림 7의 결과에서 보이고 있듯이 전해액의 농도가 증가할수록 반응이 격렬하게 진행되며, 또한 표면에 생성되는 산화물의 양이 증가하기 때문이다. 전해액의 농도 증가는 반 응의 격렬함을 가능하게 해 산화피막 처리의 효율 을 향상시키는 효과도 있지만 너무 높은 전해액 농 도는 반응조의 온도 상승을 일으켜 전해액에 녹아 있는 원소의 석출로 인한 표면 불순물 생성을 야기
Fig. 8. SEM images of oxidized layer thickness with change of electrolyte density; (a) 10 g/L, (b) 20 g/L, (c) 30 g/L, and (d) 40 g/L.
하기도 한다. 그러므로 최적의 전해액 농도 조건을 확립하는 것이 필요하다.
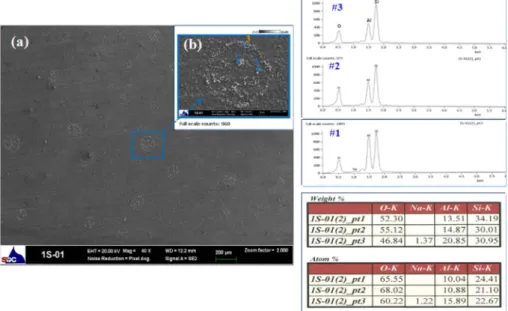
그림 9는 알루미늄 시편을 450V의 인가전압으로 15분 동안 산화피막 처리한 시편에 대하여 표면 미세 조직을 SEM으로 분석한 결과와 EDS로 분석한 결과 이다. SEM 분석 결과 (a)에서 보면, 시편 표면에 물 방울 모양이 규칙적으로 형성된 것을 볼 수 있다. 이 는 산화피막 처리 공정 중 플라즈마 반응 후반에 플 라즈마가가 발생한 위치와 같은 위치일 것으로 판단 된다. 이를 확대한 (b) 이미지를 본 결과 표면에 흰 색으로 형성된 분말 형태를 볼 수 있다. 이를 각각 EDS로 스케닝 한 결과 그림 5와 그림 6에서 EDS로 분석한 산화피막과 다른 원소 조성을 보임을 알 수 있다. 첫째, Si의 양이 Al에 비해 상당히 많은 것, 둘째, O의 양이 Al보다 상당히 많은 것이다. 이는 Al2O3뿐 아니라 많은 양의 SiO2가 표면에 형성되었음 을 나타내는 결과이다. 이런 현상은 바로 전해액의 농도가 높음으로 인해 전해액 속에 녹아 있는 Si가 플라즈마가 발생할 때 그 자리에서 석출되면서 산화 반응을 거쳐 표면에 형성되었기 때문으로 판단된다.
이로 인해 그림 7에서 보는 것처럼 40 g/L의 전해액 에서 표면처리 된 시편이 다른 시편보다 치밀한 표면 조직을 보이게 된다고 판단된다.
4. 결 론
MAO 공정을 이용하여 Al의 표면에 산화 피막 처리 하는 공정에서 인가전압, 반응 시간, 전해액 농도가 표 면의 미세조직 변화에 끼치는 영향을 분석하였다.
인가전압이 증가할수록 표면 미세조직의 조대화가 일어났으며, 산화피막의 두께 성장과도 비례하였다.
그러나 산화피막 형성을 위한 인가전압 한계치가 존 재하나 이는 전해액의 밀도가 높을수록 인가전압 한 계치가 낮아진다.
인가전압과 전해액의 농도가 일정한 조건에서 반응 시간이 길어지면서 표면 미세조직의 조대화가 진행되 었으며, 표면 거칠기도 증가하였다. 이는 반응이 진행 될수록 플라즈마로 인한 표면 구조의 무너짐과 생성됨 이 반복되면서 조대한 플라즈마가 형성되기 때문이다.
전해액의 농도는 표면 미세조직의 조대화와 산화 피막 두께 성장과 비례 관계를 보이나, 일정 이상의 과도한 전해액의 농도는 오히려 표면 미세조직의 치 밀함을 갖게 한다.

![Fig. 5. SEM image about cross-section microstructure of oxidized layer and its EDS results;(treatment condition: 430V for 30 min in 10 g/L), [1] oxidized layer, [2] Aluminum matrix.](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4925579.538074/4.892.144.750.211.351/section-microstructure-oxidized-results-treatment-condition-oxidized-aluminum.webp)