CopyrightⒸ2014 KSAE / 132-05 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2014.22.6.031 Transactions of KSAE, Vol. 22, No. 6, pp.31-38 (2014)
역공학을 위한 가상머신의 적합성에 대한 연구
오 석 형*1)․장 병 춘2)․노 윤 식2)
군산대학교 기계자동차공학부1)․전북자동차기술원 FGCV 개발센터2)
A Study on the Appropriateness of Virtual Machine for Reverse Engineering
Seokhyung Oh*1)․Byoungchun Chang2)․Yunsik Ro2)
1)Department of Mechanical Engineering, Kunsan University, Jeonbuk 573-701, Korea
2)Advanced Technology Research Team, Jeonbuk Institute of Automotive Technology, Dongjangsan 2-gil, Gunsan-si, Jeonbuk 573-882, Korea
(Received 3 December 2013 / Revised 2 March 2014 / Accepted 14 May 2014)
Abstract : The purpose of this study is to make virtual machine using a 3D modeller to perform reverse engineering.
Through the intuitive designer's ability, approximated model of the object is created and used to extract the data and NC tool path. The extracted data make approximated curve by using NURBS curve fitting. And the curve is used to remodel. From these series of process, the final reverse engineering data of the objects can be obtained.
Two conclusions are drawn from this study. First, initial deviation of the intuitive model is one of the important factors that determine the number of repetitions of the experiment. Due to the characteristic of intuitive curve, after a certain number of repetitions the average deviation increase and radiate rather than decrease.
Key words : Virtual machine(가상 머신), Reverse engineering(역공학), NC(수치제어), NURBS(비 균일 유리 비 스플라인), Intuitive model(근사모델)
Subscripts1) APT : automatically programmed tool CMM : coordinate measuring machine GSD : generative shape design Int. : intuitive
NC : numerical control
NURBS : nonuniform rational b-spline
VAREA : vision-aided reverse engineering approach
1. 서 론
역공학(reverse engineering)은 이미 개발 완료된 부품으로부터 부품 보완 및 신규 개발의 목적으로 설계기법 및 모델의 정보를 역으로 추출하여 재설
*Corresponding author, E-mail: [email protected]
계하는 일련의 과정을 말한다.
지금까지는 역공학에서 형상 데이터를 취득할 수 있는 3차원 측정기에는 특정 부위를 선택적으로 정 밀하게 측정할 수 있는 접촉식과 자유 곡면 등의 불 특정 부위에 대해 많은 양의 데이터를 빠르게 측정 할 수 있는 비 접촉식이 있다. 접촉식은 많은 양의 데이터 측정 시 느린 반면, 비 접촉식인 경우 고가이 고 정밀도 또한 좋지 않으며 데이터 양이 많고 에러 데이터를 포함하고 있어 데이터 양을 효과적으로 줄이는 샘플링과 데이터의 질을 향상 시키는 필터 링, 평탄화(smoothing), 노이즈 감량화(reduce noise) 등의 데이터 후처리가 꼭 수반되어야만 한다. 이러 한 이유로 기존의 측정기를 이용한 역공학은 많은 문제점을 가지고 있으며, 이를 보완하기 위해 3차원 격자(grid)를 이용한 알고리즘,1,2) VAREA 알고리즘3) 그리고 laser range imaging을 이용하여 모델의 정보
오석형․장병춘․노윤식
를 얻고 이를 기반으로 제품을 재구성하는 CARE 알고리즘4,5) 등의 연구들이 수행되어져 왔다.
본 연구에서는 가상머신(virtual machine)을 역공 학에 적용하였다. 가상머신은 CATIA V5를 사용하 였으며 이는 3차원 형상 모델, 컴퓨터 그래픽, 캐드, NC가공,6) 가상현실 등의 기술들을 활용한 순수한 컴퓨터로써 그 안에서 모든 것을 이루어낼 수 있다.
이번 연구는 역공학에 필요한 제품의 형상 데이터 를 모델링하고 이로부터 NC 데이터를 추출하며 리 모델링에 필요한 NURBS 곡선의 생성까지 일련의 모든 과정을 가상머신 내에서 반복적으로 수행하여 고가의 3차원 측정기의 사용 없이 역공학에 적용 가 능한지에 대한 적합성을 입증하고자 한다.
2. 이론적 배경
역공학에 있어 제품의 정확한 형상의 추출만큼 중요한 것은 추출된 데이터를 통해 리모델링하는 것이다. 리모델링은 각각의 추출된 데이터들의 피 팅(fitting)을 통해 곡선을 얻고 다시 이를 연결하여 생성된 면을 이용하여 최종적으로 원하는 제품의 형상을 얻게 된다.
2.1 곡선의 보간법과 근사법
CAD에서 곡선을 표현하기 위한 수학적인 접근 방법7)에는 보간법과 근사법이 있다. 일반적으로 단 순 피팅에서는 주어지는 점을 모두 지나가는 보간 법이 근사법에 비해 정확하다고하여 사용하나, 실 제로는 근사적으로 표현하는 방법이 더 정확할 수 가 있다. 보간법의 경우 더 정확한 보간을 위해 주어 진 점의 수나 피팅 곡선의 차수를 증가시키면 근사 법에 비해 오히려 심한 굴곡들이 발생하여 데이터 를 왜곡시키기 때문이다. 또한 정형화된 곡선으로 는 표현할 수 없는 자유곡면을 많이 가지고 있는 자 동차나 항공기 외관 등의 설계에 대한 성공 여부는 설계자의 만족도이며 단순히 보간의 정밀도가 아닌 곡선의 평활도에 있다. 이에 근사법은 부분적으로 이러한 요구조건을 만족하도록 고안되었으며 부드 러운 곡선을 생성하게 해준다. 이러한 이유로 데이 터 피팅 시 근사법을 이용하였으며 일부 보간법을 사용하였다.
2.2 NURBS 곡선
NURBS 곡선은 여러 개의 곡선으로 이루어진 복 합곡선으로 복잡한 곡선의 표현에 있어 유연성과 강인성이 우수하여 CAD 시스템에서 기본으로 채 택하고 있다. NURBS 곡선은 가중치를 포함한 네 개 의 자유도를 가지고 있어 보다 자유로운 변형이 가 능하며, 복합곡선으로 굴곡이 심한 자유 곡선도 낮 은 차수의 여러 곡선으로 표현이 가능하다. 또한 차 수 증가로 인해 발생되는 곡선의 진동을 막을 수 있 으며, 전체에 영향을 주지 않고 국부적인 수정이 가 능하다.
3차원 공간상의 차 NURBS 곡선은 식 (1)과 같이 정의되어 진다.
≤ ≤ (1)
여기서, 는 B-spline 함수로서 식 (2)와 같이 표 현되며, 에서 까지 블렌딩 함수의 차수는 1 에서 까지 1차씩 증가하는 형태를 가지며 곡선의 차수는 블렌딩 함수의 차수와 같다.
≦
(2)
⋯ 는 B-spline 조정점과 같으 며, 은 조정점의 개수, 는 ≤ ≤ 범위 에서 사용자가 정할 수 있는 곡선의 차수이다.
는 첫 절점과 마지막 절점이 각각 개의 중 복을 갖는 절점의 집합인 개의 절점 벡터로 정 의되는 블렌딩 함수이며, ⋯ 을 각각 노트값이라 부른다. 따라서 모두 개 의 절점값이 존재하며 절점값을 하나로 묶은
⋯ 를 절점벡터(knot vector)라고 한다. ⋯ 는 각 조정점
역공학을 위한 가상머신의 적합성에 대한 연구
이 NURBS 곡선에 영향을 미치는 가중치의 집합이 다. 식 (3)은 NURBS 곡선 방정식에서 가중치를 1로 상수화하여 표현한 것이며, 복잡한 NURBS 곡선 방 정식을 간략화하여 효율적으로 사용할 수가 있다.8,9)
≤ ≤ (3)
3. 실 험
일반적인 역공학에서 측정된 제품의 형상 데이터 는 매우 중요하지만 설계자의 직관적인 능력 또한 무시할 수 없다. 가상머신을 통한 역공학에 있어서 는 이러한 설계자의 직관적인 능력이 더욱 중요하 다. 실험은 설계자의 직관적인 능력으로부터 생성 된 근사 모델에서 시작하게 된다. 생성된 근사 모델 을 이용하여 가상머신을 통해 형상 데이터를 추출 하고 추출된 데이터는 피팅을 통해 NURBS 곡선을 얻을 수 있으며 이를 통해 최종의 형상을 생성하게 된다.
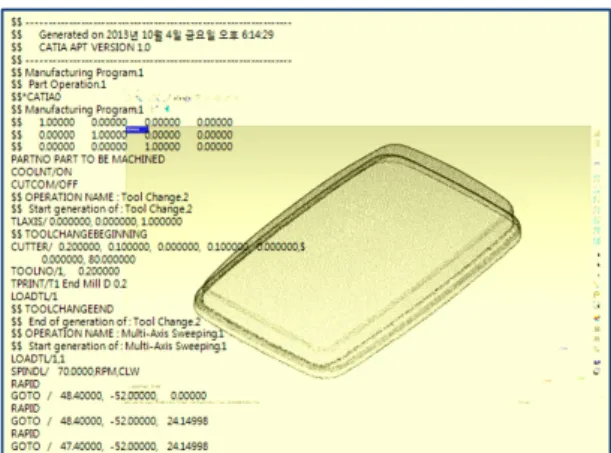
본 연구에서 사용된 가상머신은 현재 자동차 설 계 분야에서 널리 사용되어지고 있는 CATIA V5 R18을 사용하였다. 데이터의 피팅을 통한 NURBS 곡선 생성은 CATIA의 GSD-create curve 함수를 사 용하였으며, CATIA의 Surface machine함수를 이용 하여 부품의 NC 데이터를 얻었다. Fig. 1과 같이 얻 어진 NC 데이터에서 공구 이송 등의 불필요한 데이 터를 제거하기위해 Geomagic studio 프로그램을 사용 하였고 역공학에 필요한 좌표 데이터만을 얻었다.
3.1 조건에 따른 근사 곡선
근사 곡선은 피팅 시 곡선의 차수와 형상 데이터 의 수 또는 간격에 따라 다르게 나타나며, 형상 데이 터는 제품의 반경과 가상머신의 NC의 설정 조건에 따라 다르게 나타나므로 사전 실험 및 검증을 통하 여 조건을 설정하였다.
곡선의 차수와 형상 데이터의 수는 증가할수록 근사보다는 보간에 가까워지며 방정식이 복잡해지 고 진동이 심해져 곡선의 평활도는 불량해지는 단 점이 있다. 차수와 데이터 수가 감소할 경우엔 방정
Fig. 1 NC and Shape data of model in CATIA, Geomagic
식이 단순해지고 평활도면에서 좋은 품질의 곡선을 얻을 수 있으나 많은 근사로 인해 데이터 왜곡이 심 하게 나타날 수 있다. 일반적으로 CATIA V5 R18에 서는 저차에서 고차의 곡선을 지원하지만, 본 연구 에서의 곡선은 6차로 설정하는 것이 저차에 의한 유 연성 부족의 문제점과 고차에 의한 불균일성의 단 점을 보완하며 적절한 근사 곡선 생성이 가능함을 알 수 있었다.
형상 데이터의 수 및 간격은 제품의 반경과 NC 설정 조건에 따라 차이를 나타낸다. NC의 정밀도가 같더라도 제품의 반경이 커질수록 생성되는 데이터 간의 간격은 넓어지며 데이터 수는 감소하게 된다.
반면에 제품의 반경이 같더라도 NC의 정밀도가 정 밀할수록 생성되는 데이터 간격은 좁아지고 그 수 는 증가하게 된다.
NC 가공 축의 수와 툴의 직경은 생성되는 데이터 수 또는 간격에는 크게 차이를 보이지는 않았다. 다 만 3-axis인 경우에 제품과의 접촉각에 따라 크게는 툴의 반경에 해당하는 만큼의 오차가 발생하여 원 하고자 하는 제품의 형상 데이터를 얻을 수 없게 되 었다. 이러한 이유로 3-axis에서는 툴의 직경을 최소 로 하여야 하지만 4-axis인 경우에는 제품과의 접촉 각이 항상 수직으로 툴의 직경에 영향을 받지 않는 다. 따라서 실험에서는 4-axis을 선택하여 가공 툴의 직경에 대한 변수를 최소화 하였다.
3.2 정형화된 모델의 리모델링 실험
리모델링 실험은 실 제품에 적용하기에 앞서 정
Seokhyung Oh․Byoungchun Chang․Yunsik Ro
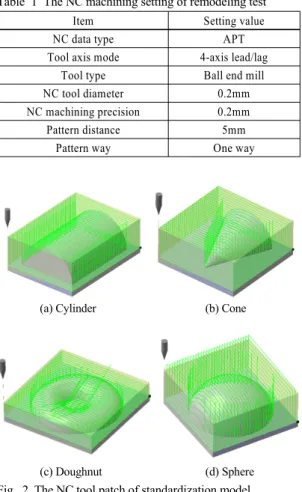
Table 1 The NC machining setting of remodeling test
Item Setting value
NC data type APT
Tool axis mode 4-axis lead/lag
Tool type Ball end mill
NC tool diameter 0.2mm
NC machining precision 0.2mm
Pattern distance 5mm
Pattern way One way
(a) Cylinder (b) Cone
(c) Doughnut (d) Sphere Fig. 2 The NC tool patch of standardization model
형화된 모델에 적용하여 그 적합성을 확인함에 있 다. 리모델링 과정에서 기준값과의 오차 추이가 어 떻게 변화하는지를 보기위해 일괄적으로 5회까지 반복 수행하였으며 정형화된 모델은 cylinder, cone, doughnut, sphere 총 4종의 모델을 선정하였다.
리모델링 실험을 위해 가상머신의 설정값은 Table 1과 같으며 NC 데이터 타입은 X, Y, Z 좌표를 쉽게 구별하고 얻을 수 있는 APT 타입을 사용하였 으며 CATIA 모델링의 데이터의 피팅은 6차 NURBS 곡선을 사용하였다.
Fig. 2는 실험을 통해 얻은 정형화 모델의 NC 데 이터이며 Fig. 3은 NC 데이터로부터 공구 이동 등의 불필요한 데이터를 필터링한 형상 데이터만을 보여 준 것이다. 데이터 오차 비교는 정형화 모델의 대표 가 될 수 있는 특정 부분의 데이터를 선택하여 동일 한 위치에서 비교를 수행하였다.
Table 2 The ave. deviation in the remodeling times of model Remodeling
times
Ave. deviation (mm)
Cylinder Cone Doughnut Sphere
Int. 1.65 0.74 1.25 1.41
1st 1.30 0.41 0.90 1.11
2nd 1.00 0.18 0.65 0.82
3rd 0.74 0.14 0.45 0.53
4th 0.59 0.39 0.33 0.25
5th 0.52 0.71 0.44 0.21
(a) Cylinder (b) Cone
(c) Doughnut (d) Sphere Fig. 3 The data by filtering of NC tool patch
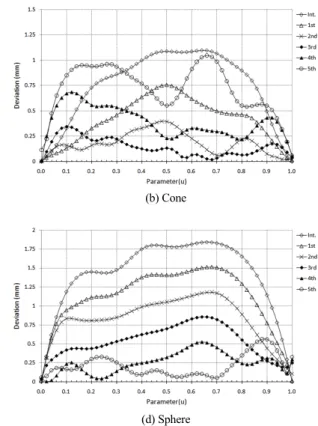
Fig. 4는 정형화된 모델들에 대한 실험 결과이며 근사모델과 총 5회의 리모델링까지 총 6개의 데이 터에 대해 기준값과의 오차를 비교한 것이다. Table 2 는 각 리모델링 단계별 평균오차를 나타낸 것이다.
Fig. 4(a)의 cylinder 모델의 실험 결과 매개변수(u) 0.5부근에서 리모델링을 수행할수록 정형화 모델과 의 오차가 점차 작아졌으며, 매개변수 0.1과 0.9 부근 에서는 오차가 작아지다가 세 번째 리모델링을 지나 면서부터는 오히려 커졌다. 이는 초기의 오차가 0.5 부근에 비하여 0.1과 0.9부근 매우 작기 때문에 리모 델링을 반복할수록 상대적으로 빨리 접근하고 원하 는 값에서 빨리 벗어나기 때문에 이와 같은 현상이 발생하였다. 평균오차에서는 최초 1.65mm에서 0.52mm 까지 리모델링을 반복할수록 감소하였다.
Fig. 4(b)는 cone모델에 대한 실험의 결과이다.
cone 모델 또한 cylinder 모델과 같이 리모델링을 반 복할수록 매개변수 0.1과 0.9부근의 오차가 작아지
A Study on the Appropriateness of Virtual Machine for Reverse Engineering
(a) Cylinder (b) Cone
(c) Doughnut (d) Sphere
Fig. 4 The deviation in the remodeling times of model
다가 커지는 경향을 보였다. 다만 초기 평균오차가 0.74mm로 cylinder 모델 대비 50% 수준이었다. 이 때문에 5회까지 평균오차가 계속 감소하였던 cylinder 모델과 달리 4회부터 오히려 평균오차가 증가하여 초기값과 비슷한 0.71mm를 보였다. 이는 초기 평균 오차가 어떠한 값을 갖느냐에 따라 최적의 리모델 링 횟수가 정해지며 과도한 리모델링은 오히려 값 의 발산을 의미한다.
Fig. 4(c), (d)도 cylinder모델과 cone모델의 경우와 같은 경향으로 나타났다. Sphere 모델인 경우 초기 평균오차가 1.25mm로 네 번째 리모델링에서 최소 평균오차 0.33mm를 나타냈으며 Doughnut모델은 초 기 평균오차가 1.41mm로 다섯 번째에서 0.21mm 최 소 평균오차를 보였다.
실험의 결과 리모델링을 통한 반복 실험 시 전체 적으로 평균오차가 줄어들었으며, 일정 횟수가 지 난 후에는 오히려 오차가 증가함을 알 수가 있었다.
그 시점은 초기 평균오차에 따라 다르게 나타났으 며 근사모델의 초기 평균오차가 리모델링 반복 실
험에 있어 최적의 횟수를 정하는데 중요한 인자의 하나임을 뜻한다. 또한 실험을 할 때 마다 중앙부(매 개변수 0.5)와 양 끝(매개변수 0.1, 0.9)의 오차가 작 아지다가 일정한 반복 후엔 양 끝을 시작으로 다시 오차는 커졌으며 평균오차의 증가로 나타났다. 이 러한 이유는 반복할수록 근사곡선은 안쪽에 위치하 려는 특성 때문이며 계속하여 반복이 이루어진 후 에는 오히려 더 큰 오차로 발산하게 된다.
이런 정형화된 모델의 리모델링 실험을 통해 가 상머신의 역공학에 적용이 가능함을 알 수 있었으 며 실 제품에 대한 역공학에서도 동일하게 적용이 가능여부를 연구하였다.
3.3 실 제품의 역공학
실 제품 실험은 앞선 정형화 모델의 리모델 실험 과 대부분 동일하게 진행하였으나 가상머신을 통한 리모델링된 데이터와 제품을 비교하기 위해 아래의 6번 단계를 추가하였다. 이 때문에 가상머신과 3차 원 측정기 간의 조건을 동일하게 하기위해 NC 설정
오석형․장병춘․노윤식
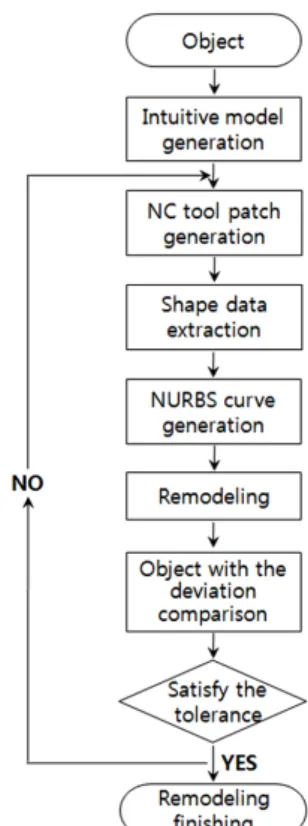
Fig. 5 The remodeling flowchart of object
의 pattern distance를 5mm에서 1mm로 측정 데이터의 샘플링 간격과 동일하게 하였다. 추가적으로 앞선 실험에서 데이터가 균일하게 나오지 않아 이를 보완 하고자 보간법을 사용하였으며 보간법을 통해 데이 터 수(8pts)와 간격을 균일하게 하여 예측이 유리하 도록 4번 단계를 추가하였다. Fig. 5는 이번 실험을 도 식화 한 것이며 아래의 단계별로 실험을 진행하였다.
1) 제품에 대한 직관적인 근사모델 생성
2) 가상머신을 통한 모델의 NC 경로 데이터 생성 3) 경로 데이터 필터링을 통한 형상 데이터 추출 4) 보간법을 통해 형상 데이터 수정 및 데이터 피
팅을 통한 NURBS (6차) 곡선 생성 5) NURBS 곡선을 이용한 리모델링
6) 제품의 측정 데이터와 리모델링 데이터 비교 7) 허용오차 만족 시 완료, 불만족 시 2 ~ 6 반복 3.3.1 실험장치
실 제품에 대한 역공학을 위해 사용된 가상머신 은 앞선 실험과 동일한 CATIA V5 R18을 사용하였 으며 NC 경로 데이터의 필터링을 위해 Geomagic
Table 3 Specification of T-scan
Measuring range
Measuring area
(X×Y×Z) 2.2m × 1.7m × 2.0m
Scan wide 90mm
Scan distance 80 ± 39mm Working distance 2m ~ 5m
Point distance
(In scan direction) 0.14mm ~ 1.96mm Laser triangulation
angle 18 °
Measuring accuracy
Sensor accuracy ±30μm
Camera accuracy ±40μm
Touch probe accuracy ±40μm Total accuracy ±70μm
Laser
Scan frequency 25 ~ 250 Hz
Wave length 670nm
Laser type Diode laser Laser safety class 2 Class
studio를 사용하였다. 리모델링된 데이터 검증을 위해 실 제품의 형상 데이터 측정에 Steinbichler社의 T-scan 인 비접촉식 레이저 장비를 사용하였고 이의 사양 은 Table 3과 같다. 측정된 데이터는 비접촉 레이저 방식의 특징 때문에 데이터가 비균일하고 에러 데 이터를 포함하고 있어 노이즈 감량화와 에러 데이 터 필터링을 하였으며 샘플링 과정을 통해 보다 규 칙적이고 적정한 수의 데이터로 후처리하였다.
3.3.2 역공학 대상 제품과 근사모델
대상 제품은 Fig. 6과 같이 상용차에 사용되는 램 프의 커버이다. U, V 양 방향으로 곡률을 가지고 있 는 플라스틱 사출품으로 상면은 일반적인 측정도구 로는 측정이 어려운 곡면의 형상이다. 기본적인 치 수들은 일반적인 측정도구로 측정하였으며 근사모 델 생성 시 사용하였다. Fig. 7은 제품에 대한 3차원 측정 데이터이며 최종 역설계 데이터와의 비교 시 사용하였다. Fig. 8은 Fig. 6의 기본 치수와 설계자의 직관적인 능력으로 생성한 근사모델이며 필렛 등의 불필요한 부분은 제거하였다. 상면(해칭면)에서는 프로파일과 가이드 곡선 모두 곡률을 가지기 때문 에 역공학의 실험 대상으로 선정하였고 프로파일과 센터 커브의 반경은 각각 150mm, 350mm이며 길이 는 67mm, 36mm이고 좌우 대칭이므로 1/4 모델로 실험을 수행하였다.
역공학을 위한 가상머신의 적합성에 대한 연구
Fig. 6 The lamp cover of vehicle Fig. 7 The scanning data
Fig. 8 The intuitive model Fig. 9 The NC tool patch
3.3.3 실험 결과 및 고찰
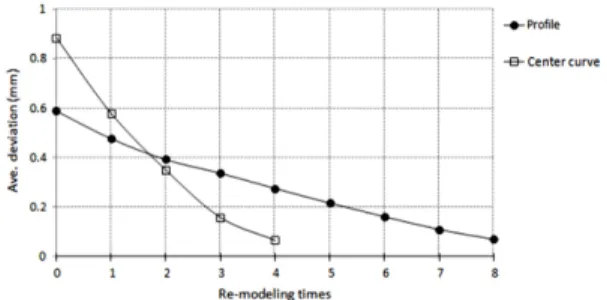
Fig. 10은 프로파일에 대한 오차를 Fig. 11은 센터 커브에 대한 오차를 나타낸 것이며 Fig. 12는 프로파 일과 센터 커브에 대한 평균오차를 나타낸 것이다.
프로파일 실험 결과 평균오차가 6회부터 0.2mm의 이하로 작아졌으나 국부적인 오차에서는 7, 8회 부 터 0.2mm 이하로 작아져 총 8회에서 종료하였다. 센 터커브의 경우 평균오차는 3회부터 국부오차는 4회
Fig. 10 The deviation curve of profile
Fig. 11 The deviation curve of center curve
Fig. 12 The ave. deviation curve of model
Fig. 13 The final data Fig. 14 The 3D deviation
부터 0.2mm이내의 오차를 보여 4회에서 실험을 종 료하였다. 프로파일이 센터 커브 대비 초기 평균오 차가 작음에도 불구하고 두 배 가량 반복이 더 진행 된 것은 데이터의 균일성을 위해 진행한 보간의 결 과로 나타난 것으로 보인다. 즉, 데이터의 균일성을 위해 데이터 수를 프로파일과 센터 커브 모두 8개로 고정하여 진행하였는데, 반경이 작은 프로파일이 근사에 더 유리함에도 불구하고 프로파일커브의 데 이터 간격이 더 조밀하여 근사가 더디게 이루어 졌다.
Fig. 13은 총 8회와 4회의 리모델링 실험에서 얻 어진 프로파일과 센터 커브 데이터 그리고 일반 측 정기구로 얻은 측정치를 이용하여 생성한 최종 역 공학 데이터이다. Fig. 14는 최종 결과물과 제품의 측정 데이터와의 3차원 오차분석 결과이며 국부적 인 오차를 제외하면 ±0.2mm 이내의 오차를 보여 만 족할 결과를 얻을 수 있었다.
제품에 대한 실험의 결과 3차원 측정기의 형상 데 이터 없이 가상머신만을 사용하여 형상 데이터, 데 이터 피팅을 통한 NURBS 곡선 생성 그리고 최종 역 공학 데이터까지 가능하였다. 또한 형상 데이터 수 는 3차원 측정기로 얻은 18,000개의 13%인 2,400개 로 매우 적은 수로도 가능하였다. 데이터수가 적다 는 것은 사용자가 핸들링하기 쉽다는 장점이 있으 며 최종적으로 핸들링이 쉬운 데이터의 이용은 작 업의 효율적인 시간 단축이 기대된다.
Seokhyung Oh․Byoungchun Chang․Yunsik Ro
4. 결 론
본 연구에서는 3차원 설계도구와 NC 데이터를 활용한 가상머신에서 차량용 부품의 역공학을 수행 하여 다음과 같은 결론을 얻을 수 있었다.
1) 근사모델의 초기 오차는 리모델링 실험에 있어 실험 횟수를 정하는 중요한 인자 중의 하나이며, 실험 횟수의 증가는 근사 곡선의 특성 때문에 일 정 횟수 이 후에는 오히려 평균 오차가 감소하기 보다는 증가하고 발산하였다.
2) 가상머신은 역공학에 필요한 전 과정을 하나의 시스템에서 가능하게 하였으며, 기존 3차원 측 정기 대비 13%정도의 데이터만으로 핸들링이 쉽고 정밀도에서도 만족할만한 역공학 데이터 를 얻을 수 있다.
References
1) T. H. Seok, H. J. Woo and K. H. Lee, “A Study on Point Data Handling Using Grids,” Society of CAD/CAM Engineers Annual Conference Proceedings, pp.403-408, 2000.
2) H. Z. Lee, T. J. Ko and H. S. Kim, “Rational B- spline Approximation of Point Data for Reverse Engineering,” Journal of KSPE, Vol.16, No.5, pp.160-168, 1999.
3) L. C. Chen and G. C. I. Lin, “A Vision-aided Reverse Engineering Approach to Reconstruc- ting Free-form Surfaces,” Robotics & Computer-
integrated Manufacturing, Vol.13, No.4, pp.323- 336, 1997.
4) A. Koschan, Y. Sun, Y. Zhang, J. Paik and M.
Abidi, “Towards Computer-aided Reverse Engi- neering of Heavy Vehicle Parts Using Laser Range Imaging Techniques,” International Jou- rnal of Heavy Vehicle Systems, Vol.11, No.3, pp.434-452, 2004.
5) S. R. Liang and A. C. Lin, “Probe-radius Compensation for 3D Data Points in Reverse Engineering,” Computers in Industry, Vol.48, Issue 3, pp.241-251, 2002.
6) C. S. Lee, “Tool-path Generation in NC Mach- ining of Automobile Panel Die,” Transactions of KSAE, Vol.2, No.5, pp.74-84, 1994.
7) Y. M. Kim, S. H. Lee and K. W. Lee, “Deve- lopment of Offset and Ruled Surface Modeling Methods for Three-dimensional Die Design,”
KSAE Spring Conference Proceedings, pp.1963- 1967, 2006.
8) B. C. Chang, D. I. Kim and S. H. Oh, “A Study on the Edge Construction of CMM Data Using a Method of Mean Curvature Block,” Journal of the Korea Society of Manufacturing Process Engineers, Vol.9, No.1, pp.74-80, 2010.
9) K. W. Lee, Principles of CAD/CAM/CAE System, Pearson Education Korea Ltd., Seoul, pp.192- 209, 1999.