인코넬 육성용접에 의한 원형 문풀구조 선체블록의 열변형해석
하윤석1,†
삼성중공업 산업기술연구소 용접연구1
Thermal Distortion Analysis by Inconel Over-lay at Circular Moonpool Structures
Yunsok Ha
1,†Welding Research Part, Institute of Industrial Technology, SAMSUNG Heavy Industries, Co., Ltd.
1Abstract
One of the main features of Drillship or FPSO is a moonpool structure. The moonpool structures have various accuracy tolerances according to their functions and targets. This study is mainly interested in roundness of a circular moonpool structure in FPSO. Because this structure needs abrasion-resistance at which bearing of machine touches on inner wall of moonpool, we should do over-lay welding widely and deeply by using Inconel weld material. But a general over-lay can cause a severe distortion at ship block structure.
If we can analyze the roundness by thermal distortion under Inconel over-lay, we can establish a special erection policy by the results.
In this study, we designed stress-strain curve for strain-boundary condition analysis by an elasto-plastic material property. The results made us to decide an appropriate ship-block size and policy of crane manipulation will follow for its capacity. If a structure that needs over-lay is not large, solid elements also are not a bad choice for FEM modeling. Therefore we also developed a standard of using strain-boundary method that shell elements are used as over-lay on solid element modeling.
Keywords : Strain-boundary method(변형도 경계법), Inconel(인코넬), Over-lay(면육성용접), Moonpool(문풀), Thermal distortion analysis (열변형 해석)
1. 서 론
선박을 비롯한 해양구조물에는 특수한 환경에 노출된 것들의 안정된 작동을 보장하기 위한 내마모성/내부식성이 높게 요구되 는 부분이 있다. 일반적으로 내부에 열유체가 흐르거나, 베어링 으로 연결되어 마찰이 발생하는 부재가 그러한 성질을 요구하고, 따라서 해당 특성을 가진 소재를 사용하여야 한다. 이러한 특성 을 갖춘 소재로는 오스테나이트 계열의 스테인리스 강과 니켈이 주요 합금 소재인 인코넬 재료가 있다. 일반적인 경우에서는 가 격의 문제로 전자(SUS316 등)가 주로 사용된다. 그러나 인코넬 재료는 600~900도 이상의 고열에서도 내마모성 및 내부식성의 특성이 보존되기 때문에, 그러한 특성이 요구되는 곳에서는 고가 에도 불구하고 불가피하게 사용되어야만 한다.
반드시 인코넬 재료가 사용되어야 하는 곳에 경제적으로 이 문 제를 해결하기 위한 방법 중의 하나가 육성용접이다. 육성용접은 용접부 사이에 과다한 갭(gap)이 발생하였을 때 그 간격을 메우기 위하여 한쪽에 용접재를 덧붙여 용접하여가는 Buttering과, 표면
전체에 용접으로 특수한 효과를 주려고 하거나 레벨 등의 조절에 실패하여 역시 용접재로 면 전체를 용접으로 덮어 나가는 Over-lay 로 구분할 수 있다. 본 연구에서는 후자를 지칭하여 서술하기로 한다. 육성용접되는 높이는 각기 목적에 따라 조금씩 다를 수는 있 겠지만, 일반적으로는 경제적인 이유로 모재를 대신하려고 이뤄 지는 작업이므로, 보통은 3~6mm 정도의 두께로 용접된다.
그런데, 이 작업은 고온의 열이력을 수반하는 용접의 한 방법 이므로 품질 및 건조공정에 문제가 발생될 수 있다. 용접이 구조 물에 변형을 가하는 방식은 용접부가 구속되어있다는 가정 하에, 일반적으로 자신의 수축으로 뒤틀림을 발생시킨다. 예를 들면, 파 이프의 경우에는 내벽의 육성용접이 내경 및 외경을 축소시켜 연 결 이음부의 볼트 위치가 틀어지게 할 수 있다. 대형구조물에서 는 좀 더 큰 문제(Han, et al., 2011)를 거론할 수 있다. 고가의 특수장비의 비율이 많은 해양구조물 중 원형 문풀(Moonpool)구 조를 갖는 FPSO는 그 내부에서 운용될 기기때문에 20m 안팎의 내경을 갖는 문풀구조의 진원도(roundness deviation)를 6mm 이 내로 관리한다. 그런데 베어링과 접촉하는 문풀구조의 내부를 육 성용접하게 되면, 용접부의 수축으로 인한 선체블록의 뒤틀림으로
인하여 진원도 관리에 애로사항이 생길 것으로 예측할 수 있다.
본 연구에서는 이러한 예측에서 파생할 수 있는 문제들에 대한 대안들을 선택하는 과정을 지원하기 위하여, 인코넬 용접재를 사 용하는 부분에 대한 열변형도 기반의 탄소성 변형도경계법(Ha, 2011)을 적용한 열변형 해석을 수행하였다. 이 해석은 선체구조 물 단위의 블록에서도 열변형을 매우 경제적으로 분석할 수 있는 도구이기도 하지만, 본 해석을 탄소성으로 구동하기 위하여 요구 되는 입력자료인 용접 후 최종상태의 응력-변형도 관계는 해석자 가 용접부 주위의 국부적인 강성을 가정하는 것을 통해 구조물의 변형/응력 양상을 직관적으로 추론할 수 있도록 도와준다.
본 연구 결과는 작게는 파이프 스풀(spool) 내벽의 육성용접으 로 인하여 플레인지의 볼팅 위치의 변화를 미리 예측하는 데에 활용될 수 있다. 또한 크게는 육성용접이 필요한 선체블록의 열변 형을 줄이기 위하여 용접 전 강성확보를 위한 탑재 블록의 크기 를 결정함으로써, 탑재를 위한 해상크레인을 운용하는 부분에도 활용할 수 있다. 본 연구를 통한 해석의 결과값은 선박 건조 과정 에서의 인코넬 육성용접에 따른 변형의 계측값과 비교하여 봄으 로써, 본 연구에 사용된 열변형도 기반의 탄소성 변형도 경계법 이 강 이외의 소재에도 얼마나 강건한 것인지를 확인할 것이다.
2. 탄소성 변형도 경계법
선체블록과 같은 대형 쉘 구조물에서 열변형 해석을 빠르게 수 행하는 대표적인 방법으로 등가하중법(Jang, et al., 1997)이나 변형도경계법(SDB Method) (Ha, 2008)을 들 수가 있다. 전자는 용접부 수축을 하중으로 치환하는 방법이고, 단순한 구조물에는 유한요소해석과정을 적용할 필요도 없이 보(Beam)이론의 기본 공식을 그대로 사용할 수도 있다는 장점이 있다. 등가하중은 용 접부의 고유변형도(Kim, et al., 2006)를 적분하는 것이 일반적인 데, 후자는 고유변형도를 가상의 물성치(열팽창계수)로 내재시켜 수축을 유도한다. 용접부의 비드 단면이 중립축을 기준으로 상하 비대칭인 데에서 연유하는 굽힘변형은 전자에서는 등가 굽힘력 (moment)을 사용한다. 후자에서는 각(shell)요소 절점의 상하면 에 값의 차이가 나는 가상의 온도(Ha, 2008)를 경계조건으로 주 는데, 이 두 값은 그 평균이 수축을 묘사하고 편차가 굽힘을 묘사 하도록 설계(Masubuchi, 1980)한다. 이 방법은 입력인자가 벡터 인 전자에 비해 스칼라 입력량(온도)을 갖기 때문에 하중의 좌표 분할 작업이 필요 없고, 용접부가 스스로 수축하도록 구현되어 있으므로 용접부가 실제와 같이 인장응력을 내제한다.
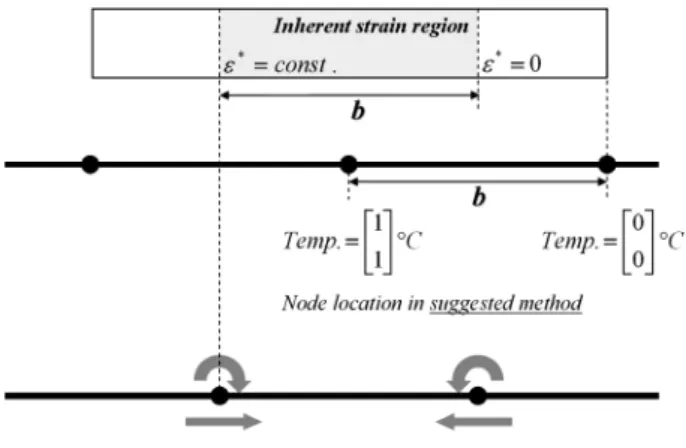
고유변형도(ε*) 영역이 존재하는 가상의 판단면을 보여주는 Fig.
1 (Ha, 2008)을 통하여 모델링 측면에서의 차이를 더 구분하면 다음과 같다. 등가하중법은 영역의 경계에 절점을 모델링하여 그 절점에 가상의 수축하중을 적용한다면, 변형도경계법은 영역의 중심에 절점을 모델링하고 영역의 폭만큼 요소를 분할한다. 중심 에 모델링된 절점에는 수축과 굽힘을 모사하는 각요소 상하면의 두 개의 온도 값을 경계조건으로 부여하고, 인근 절점에는 경계 조건으로부터 강제 계산되는 열평형 온도가 발생하지 않도록 ‘0’
도가 경계조건으로 부여된다.
변형도 경계법이 고유변형도 기반의 탄성으로 구현됨으로써, 곡 면상에 곡선의 용접선을 가진 대형구조물의 해석이 매우 빨라지 게 되었으나, 모델이 크고 복잡해지는 과정에서 고유변형도 산정 에 어려움이 발생하기 시작했다. 고유변형도는 계산과정에 열수 축부와 그것을 제어하는 주변부와의 강성비가 인자로 들어간다.
일반적인 시편 등에 대해서는 이 값(Ha & Jang, 2007)은 잘 알 려져 있고, 또한 모델이 아무리 복잡하더라도 구속도를 구하는 것 자체는 가능(Jang & Lee, 2000)하다. 그러나 유한요소해석에서 절점으로 표현될 모든 용접부에서의 구속도를 일일이 구하는 것 은 현실적으로 불가능하다.
Fig. 1 Element size and temperatures standard in SDB analysis (Ha, 2008)
이러한 부분을 개선하기 위하여, 열변형도 기반의 탄소성 변형 도 경계법(Ha, 2011)(Fig. 2)이 개발되었다. 이 방법은 열변형 후 응력-변형도 선도의 변형도축 절편인 고유변형도를 가정하지 않 고, 해석의 냉각수축과정에서 요소가 탄소성 물성치를 갖게 함으 로써, 유한요소 모델링의 자체 강성이 각 용접부의 최종 응력상 태를 자동으로 결정하게 된다. 이 방법은 기존의 고유변형도를 냉각과정의 열변형도로 치환하되, 탄성해석의 특징인 항복응력이 무한히 큰 요소를 수축시키는 것이 아니라, 탄소성 응력-변형도 곡선을 물성치로 갖는 요소를 수축시켜서 각 용접부 주변에서의 구속효과가 자동으로 발현되도록 하였다. 기존의 고유변형도가 소성계수를 반영할 수 있었던 부분은 탄소성 응력-변형도 곡선을 물성치로 내재한 요소가 자동적으로 해결하게 되며, 상변태를 반 영하던 부분은 열변형도와 탄소성 응력-변형도 곡선의 항복응력 의 계산과정에서 반영이 된다.
Fig. 2에서는 두 방법이 같은 총변형도(εTotal)를 구하기 위한 다 른 방법임으로 보여주고 있다. 본 연구에서 적용한 해석법인 Fig.
2 (b)에서는 용접부를 열변형도(εth)(상변태 변형도(εph)도 온도변 화가 있어야 발생하므로 열변형도에 포함하여 계산)만큼 수축시 키려고 해도 탄소성 물성치가 Fig. 2 (a)와 같은 해가 도출된다.
용접해석이 단계적으로 진행되어야 하는 경우는 잔류한 소성변형 도(εp)가 역할을 하게 되어, 용접순서에 따라 다른 열변형 해석 결과를 얻을 수 있는 등, 해석법의 활용성이 증대된다.
Fig. 2 (b)에서 사용한 응력-변형도 선도를 변형전 강재를 기
준으로 하는 응력-변형도 축에서 작도하는 과정(Ha, 2011)은 크 게 3단계로 요약된다. 우선 소성구간으로 꺾이는 항복응력점은 모재의 열영향부(HAZ)의 경우 상변태가 고려된 값을 사용하고, 용 접재의 비드에는 Mill Certificate의 값을 그대로 사용한다. 다음으 로 소성구간의 접선기울기는 Mill Certificate의 연신률과 인장/항 복 응력비를 사용하여 가정하였다. 마지막으로 선도를 기준축에서 열변형도만큼 좌측(온도가 하강하는 냉각과정)으로 평행이동시킨 다. 이렇게 작도된 선도의 형상 및 그 위치가 주변부의 강성을 모 사하는 선도와 만나서 총변형도를 모사하는 과정을 개념적으로 작 도할 때, 용접부와는 달리 주변부는 무한 탄성체로 가정한다. 주 변부는 용접부 수축에 기인하여 압축응력을 나타내야 한다. 용접 부와 주변부가 같이 맞닿아 있으므로 그 압축응력의 크기가 용접 부 인장응력의 크기와 유사하다고 보면, 1-3 사분면에 있어야 할 주변부 강성을 변형도 축에 대칭으로 그려서 용접부 선도와 만나 는 점의 변형도 좌표를 개념적으로 총변형도로 표현한다. 이러한 분석을 정량적으로 사용하기는 어려우나, 특정 물리량의 변화로 인하여 변형의 방향을 유추하는 정성적 분석(Ha & Jang, 2007) 에는 매우 유용하다.
(a) Elastic analysis based on inherent strain
(b) EP analysis based on thermal strain Fig. 2 EP-SDB analysis concept (Ha, 2011)
3. 인코넬의 특성
열변형도 기반의 탄소성 변형도 경계법의 해석 인자는 크게 5 가지로 분류된다. 이것들은 각기 열변형도(녹는점에서 ‘0’을 기준 으로 함), 용접 후 항복응력, 등가 최대 소성변형도, 인장응력과
항복응력의 비, 탄성계수(0.2% 신장기준)이다. 이 입력변수들을 가공된 자료가 아닌 Mill Certificate상에서 얻어지는 기본 항목들 로 재정리하면 항복응력, 인장응력, 연신률, 열팽창계수, 녹는점이 된다. 본 연구에서 다루고자 하는 인코넬 용접재의 기본 물성들 을 Table 1에서 기존 일반강의 용접재 중 항복강도가 동일한 것 과 비교하여 정리하였다.
Table 1 Typical deposit characteristics & Chemistry of weld metals (Yield strength=524 MPa)
625 LI-T1 DW-100KS
Tensile Strength 807 MPa 608 MPa
Elongation 35 % 28 %
Thermal exp. Coeff. 12.8 μm/m ºC 14.5 μm/m ºC Melting Temperature 1290~1350 ºC 1420~1534 ºC
본 연구에서 사용한 재료는 인코넬 625계열로서, Stoody 625 LI-T1(Stoody, 2007)이 사용되었다. 이 제품은 AWS (American Welding Society) 분류체계로는 A5.34-2007의 TNi6625-1 1/4 및 ENiCrMo3T1-1/4에 해당한다. 인코넬 625계열은 Nb 함량이 특징인 니켈-크롬-몰리브덴 합금이며, 열처리없이도 강도가 높고, 광범위하게 심한 부식환경에서도 내식성을 갖는다. 이러한 특징 을 상속받은 Flux Cored 용접재는 100% CO2 혹은 Argon/CO2
혼합가스 환경 하에서 전자세 용접이 가능하다. 본 용접재는 용접 성이 뛰어나고, 동종재/이종재 접합 및 Cladding에 응용이 가능 하다.
서론에서 언급한 고온에서의 물성유지에 관하여 Fig. 3 (Special Metals, 2006)에 도시하였다. 일반강재가 역학적 녹는점이라고 불 리는 700~800도 영역에서 항복응력이 거의 ‘0’으로 떨어지는 것 을 고려하면, 인코넬이 해당 온도영역까지 항복응력이 80% 이상
Fig. 3 High-temperature tensile properties of transverse specimens of INCONEL alloy 625 welds (Special Metals, 2006)
유지되는 부분은 상당히 인상적이다.
Table 1에서 계산되는 열변형도 및 응력-변형도 곡선을 일반 강재용 용접재와 비교한 부분은 Fig. 4에 도시하였다. 이 그림이 제공하는 정보는 크게 두 가지로 요약되며 그에 따라 인코넬 용 접재가 갖는 변형특성이 일반강재와는 다르게 인식될 수 있다.
Fig. 4에 개략적으로 표시된 두 용접재의 큰 특징 두 가지는 녹는 점에서부터의 열변형도와 인장강도차에 의한 탄소성 접선 계수 (elastoplastic tangent modulus) 가 만들어 주고 있다. 이 차이로 인하여, 인코넬 소재의 용접재는 일반강을 대상으로 하는 용접재 에 비한 용접변형의 상대적 증감을 쉽게 예상할 수 없다. 즉, 전 자의 용접재와 후자의 용접재가 만들어내는 열변형은 용접부 주 변의 강성의 정도에 따라 상대적으로 어느 쪽에서 더 큰 열변형 을 보일 지에 대한 정성적인 부분이 달라진다.
Fig. 4 Stress-strain curve for inconel (compared with DW100KS)
일단 가장 큰 차이는 녹는점과 열팽창계수의 곱이 만들어내는 열변형도이다. 용접재의 녹은 상태를 ‘0’의 기준(Fig. 4의 두 축의 교점)으로 잡았을 때, 인코넬의 낮은 녹는점과 열팽창계수는 상 온으로의 수축과정에서 발생하는 응력-변형도 곡선의 좌측(냉각) 방향으로의 이동량을 Fe소재의 용접재보다 작게 만든다. 이러한 차이는 매우 큰 열팽창계수를 가지고 있는 오스테나이트 계열의 SUS308과 비교했을 때는 더욱 두드러진다.
두 번째 차이로는 매우 높은 인장/항복강도 비를 들 수 있다.
이는 탄소성 접선 계수 (Elastoplastic Tangent modulus)의 값을 크게 만들어줌으로써, 용접부의 수축에 따른 항복상태 도달 이후 에도 잔류응력이 상당량 높아질 수 있게 한다. 이러한 두 특징이 용접이 이루어진 주변부 강성과 갖는 상관관계에 따라 변형의 특 성을 결정하는 데, Fig. 4에 주변부의 강성을 변형도 축으로 대칭 이동시킨 후 일점쇄선으로 표시하여 그 영향을 보고자 하였다. 용 접부 수축에 대해 상대적으로 인장응력이 발생될 주변부 강성을 축대칭시켜서 응력-변형도 곡선과의 교점을 작도하는 기법(Ha &
Jang, 2007)은 두 가지 사안에 대하여 결과적인 변형차를 직관적 으로 상대비교를 분석할 수 있는 방법으로 상변화를 수반할 정도 의 큰 온도차를 갖는 용접과 같은 열변형 문제에 적합하다.
기울기의 절대값이 작은 주변부 강성은 시편단위의 맞대기 용 접의 횡방향 수축과 같이 주변의 저항이 거의 없는 경우로써, 용
접변형 해석이 횡수축 마진을 구하고자 하는 경우에 많이 사용된 다. Fig. 4내에서 원으로 표현된 교점부분(○: 인코넬, ◎: Fe기반 일반용접재)과 응력축과의 거리가 최종변형을 가리키므로, 일단 주 변부 강성이 작은 경우는 인코넬재의 용접수축이 작을 것으로 판 단된다. 그런데 인코넬재로 용접을 하는 주 목적인 기존 구조물의 표면에 특수한 성질을 입히고자 하는 육성용접이라면, 이 경우는 Fig. 4의 주변부 강성이 매우 큰 경우를 살펴야 할 것이다. 본 그 림에서의 최종변형도는 인코넬의 인장강도로 말미암아 더 큰 최 종변형도가 인코넬에서 발생할 것임을 암시하고 있다. 즉, Fe 기 반의 일반 용접재에 대한 육성용접의 경험이 적절히 있다고 하더 라도, 인코넬재를 사용하는 경우는 해석 및 분석과정을 거쳐서 정도에 대응하는 것이 품질시공에 주효할 것이다.
4. Over-lay 용접하중의 모사
일반적인 용접이나 선가열 형태를 변형도 경계법으로 그 하중 을 모사할 때는 용접선이나 가열선의 길이방향으로 단면적의 변 화가 크지 않은 것을 기본가정으로 하고, 용접부 단면을 모사하는 상면과 하면의 한 쌍의 가상온도가 1열에 경계조건으로 배치된다.
또한 용접의 수축이 단면의 중앙부에서 집중되고 있는 실제현상 을 잘 반영하기 위하여, 용접선의 횡방향 좌우에는 용접부가 아님 을 뜻하는 경계조건 ‘0’도를 부여(Fig. 5 (a))하였다. 따라서, 변 형도 경계법에서 가상온도를 도출하는 것도 용접 수축을 담당하 는 요소 내에서 선형적인 수축증감이 있는 상황을 기반(Ha, 2008) 으로 하고 있다.
본 연구에서는 Over-lay 형태인 면적에 걸쳐서 용접이 일어나 는 구조물의 해석을 수행하고자 하는데, 해석 대상의 크기에 따 라 두 가지 전략을 마련하였고, 본문에서 그 두 가지의 예제를 모 두 다루고자 한다. 첫 번째는 대형 선체구조물과 같이 전산설계 에서 Surface로 추출하는 것이 경제적인 쉘 구조 모델링에 대한 것이다. 이 경우는 Over-lay를 수행할 영역에 시공 두께만큼 모델 링 내 해당 요소의 두께를 늘리고 늘어난 두께의 절반만큼 시공
Where, h : plate thickness (mm)
z : thickness direction (origin → neutral axis) b : recommended mesh size (mm)
b(z) : HAZ-breadth function according to depth Fig. 5 HAZ-breadth function from arbitrary section of
HAZ (heat affected zone) (Ha, 2008)
방향으로 요소 offset을 수행한 뒤, 식(1)(Ha, 2008)에서 도출된 식(2)에 의한 가상온도를 해당 절점에 경계조건으로 부여(Fig. 5 (b))한다.
식(1)로부터, over-lay용으로 단순화된 결과를 얻는 과정은 두 께 이외에도 비드 및 열영향부 폭과 적분구간을 변경하는 것이 추가된다. 일반적인 용접에서는 용접부 폭을 요소기준으로 삼고 있으므로, 하나의 요소 내에서 깊이에 따라 변하는 열영향부의 폭함수를 정의하여 사용하지만, 넓은 면적의 over-lay 작업을 다 수의 요소로 표현할 때는 요소 전역이 열영향부 폭에 해당(식(2)) 하므로, 폭함수를 요소망의 크기와 같도록 두면 된다. 또한 두께 가 바뀐 것이 고려된 중립축으로부터 깊이에 따라 적분할 영역이 있는 곳만을 식(2)와 같이 지정하면 더 단순한 가상온도의 결과 를 얻을 수 있다.
면적 내에 다수의 절점이 있을 때에는 over-lay가 끝나는 경계 선에서의 경계조건이 엄밀할 필요가 없으므로, ‘0’도의 경계조건 을 따로 부여하지 않는 대신, 비용첩부는 온도수축기능이 없도록 요소 물성치를 설정한다. 본 연구에서는 Moonpool 구조의 해석 시 본 과정이 이용되었다.
∙ ∙
×
∙ ∙
×
(1)
Where, Mesh : mesh size (mm)
Ttop : Imaginary temperature at shell top (℃) Tbottom : I Imaginary temperature at shell top (℃)
→
→
→
∙
∙
∙
∙
(2)
Where, ho : over-lay thickness (mm)
다음으로는 대상 모델링의 규모가 작거나 shell element로는 표현하기 어려운 부분이 모사되어야 하는 경우에 3차원 element 가 사용되는 경우이다. 이 경우는 실제 over-lay 두께만큼의 쉘요 소가 블록 모델링의 해당 부위에 절점이 융합(merge)되는 것으로 구현(Fig. 6 (c))하였다. Over-lay영역이 실제 두께를 갖는 만큼 가상온도는 별도의 계산없이 ‘1’도로 경계조건화 되고, 모재를 모 사하는 3차원 블록요소들은 온도수축기능이 없도록 요소 물성치 를 설정한다. 본 연구에서는 파이프 내벽에 인코넬 over-lay 시공 시의 반경변화를 예측하는 과정에서 이 방법론을 사용하였다.
(a) 2D Shell element only (Normal welding & heating)
(b) 2D Shell element only (Over-lay)
(c) 3D Solid element+2D shell over-lay element Fig. 6 Concepts of thermal distortion analysis by over-
lay
5. 문풀구조 육성용접 해석
해양구조물 등에서 쉽게 관찰되는 대형 원형 구조(FPSO의
Moonpool 등)의 내벽에 육성용접이 수행되어야 하는 상황이라면, 용접 열변형에 기인한 구조물의 정도문제 중 진원도(roundness deviation), 평탄도(Flatness), 그리고 수직도(tilting)에 대한 부분 이 가장 중요하게 여겨진다. 특히 Over-lay와 같이 가장 많은 용 접이 수행될 부분이 오히려 그 부분에서 운용될 베어링 류 때문 에 가장 정도를 중요시해야 하는 딜레마도 존재한다. Fig. 7에서 원형 Moonpool 구조 내의 대표적 인코넬 over-lay 시공위치(베 어링 접촉 위치)를 도시하였다.
Fig. 7 Moonpool structure containing Inconel over-lay (1/4 modeling)
보강재 추가시공 등으로 선체블록의 중량을 늘리지 않고 이 문 제를 해결하는 방법 중의 하나는 주변의 대조 블록들을 몇 개 더 메가블록으로 묶어서 용접을 완료하여 강성을 키우고 Over-lay 작업을 하는 것이지만, 그렇게 되면 도크로 이동해야 할 총 블록 의 중량이 커지기 때문에 고가의 해상 크레인이 추가로 이용되어 야 하는 부담이 있다. Fig. 8은 이 과정이 해석된 결과를 보여주 며, 이를 통한 정책의 결정은 야드에서의 생산성의 핵심인 크레 인의 운용을 합리적으로 만들어 준다.
Fig. 8에서 용접변형에 저항하는 강성확보를 위해 메가블록의 크기가 커진 새로운 계획의 크레인 운용 단위에서는 Moonpool 내벽 중앙부에서의 진원도 훼손영역이 줄어든 것을 확인할 수 있 다. 물론 증가된 강성에서 용접변형이 줄어들 것이라는 예측이 어려운 것은 아니지만, 얼마나 줄어들 것인지에 대한 정량적인 판단은 매우 요긴하게 활용된다.
개정된 계획(Fig. 8 (b)) 하에서의 인코넬 Over-lay에 대한 메 가블록의 용접수축 해석을 방향별로 직경 변화를 분석하여 Fig. 9 에 도시하였다. 열변형도 기반의 탄소성 모드로 해석하는 방법의 장점을 살리기 위하여, 건조 중에만 설치되었다가 해체하는 지그
류(Fig. 10)의 2단계에 걸친 설치/해체과정도 그대로 시뮬레이션 하였다. 고유변형도 기반의 탄성 요소로 용접변형을 해석할 때에 는 요소 내에 소성 잔류응력장을 남기지 않기 때문에 최종적으로 제거될 구속의 효과가 분석되지 않는다.
(a) Original mega-block plan
(b) Revised mega-block plan
Fig. 8 Deformed shape of Moonpool structure due to Inconel over-lay
Fig. 9의 변형해석결과는 15도 간격으로 도시하였으나, 진원 도는 선수방향(0도)의 거리변화와 폭방향(90도)의 거리변화의 차 이로만 정의된다. 폭방향의 수축량이 더 큰 경우에 대하여 양수 의 진원도를 갖는다고 방향을 정의하면, 도시된 두 곳의 높이 (A/B)에서 진원도는 각기 0.92mm, 1.38mm이다. 강성증가를 위 해 메가블록에 추가된 대조블록들은 주로 선수방향 및 상부에 위 치한 관계로, 진원도 해석결과가 양수인 것과 상부에서 더 큰 진
원도가 발생하였는지에 대하여 유추가 가능하다.
본 논문에서 다룬 해당 해양구조물의 건조가 마무리된 후 문풀 구조의 최종 진원도 계측값은 1mm였다. 건조기간 동안 인코넬부 를 원주방향으로 밀링(milling) 작업이 계속된 관계로, 계측된 수 축량 자체를 Fig. 9의 해석결과와 바로 비교할 수는 없었다. 그러 나 밀링량 자체는 원주방향에 대하여 모두 동일하게 수행되었으 므로, 진원도 계측값과 해석결과로부터의 진원도 분석값은 비교 가 가능하다. 대형구조물인 관계로 계측값의 단위(mm)가 해석결 과의 단위(0.01mm)와는 차이가 있지만, 대체적으로 좋은 일치를 보이고 있다.
(a) 3,100 A/B (Height from bottom, mm)
(b) 9,800 A/B (Height from bottom, mm) Fig. 9 Thermal distortion analysis results at moonpool
structure (Diameter Change, mm)
Fig. 10 A large hexagonal jig for guaranteeing round- ness deviation
6. 파이프 플레인지에의 적용 사례
인코넬의 내부식성을 필요로 하는 원형 단면의 파이프 플레인지
(flange)도 전(全)소재를 니켈합금으로 만들지 않고 내벽만 육성 용접하는 것이 일반적이다. 이 때도 내부의 육성용접면의 수축으로 인하여 파이프도 변형하게 되는데, 정도상 가장 문제가 되는 부 분은 플레인지 상의 볼트 구멍의 위치이다. 실제로 해양구조물에 들어가는 많은 양의 파이프 플레인지에 약 3mm 두께의 Over-lay 가 실시된 후, 초기 물량의 상당량이 조립을 실패하여 차후에 볼 트 홀의 위치를 재시공한 사례가 있다. 이러한 예는 본 연구에서 제시하는 해석과정을 통하여 볼트 홀의 가공위치를 사전에 조정함 으로써, 이후 재가공 작업이 상당 부분 생략되는 것으로 생산성 향 상을 이룰 수 있을 것이다. 실제 이 적용은 이후 물량의 조립과정 에 반영되었다. 파이프의 플레인지는 선체 블록에 비하면 매우 작 은 부품에 해당하므로, 이의 해석과정에는 Fig. 6 (C)와 같이 부 품에는 Solid 요소를 적용하고 Over-lay는 별도의 쉘요소를 사용 하였다.
Fig. 11 Over-lay at inner wall of pipes
Fig. 11에 해석대상인 파이프 플레인지의 모습을 1/4 모델로 도시하였다. 본 사례와 같은 블록요소와 쉘요소간의 절점통합에 는 절점의 자유도가 일반적으로 절점당 자유도의 수가 더 적은 블록 요소의 자유도에 맞춰진다. 그러나 over-lay의 수축을 담당 하는 쉘요소가 플레인지 구조물에 모멘트를 전달할 필요가 없기 때문에, 이는 본 연구에서 over-lay를 위하여 제시한 방법론에 큰 결격사유는 되지 않는다.
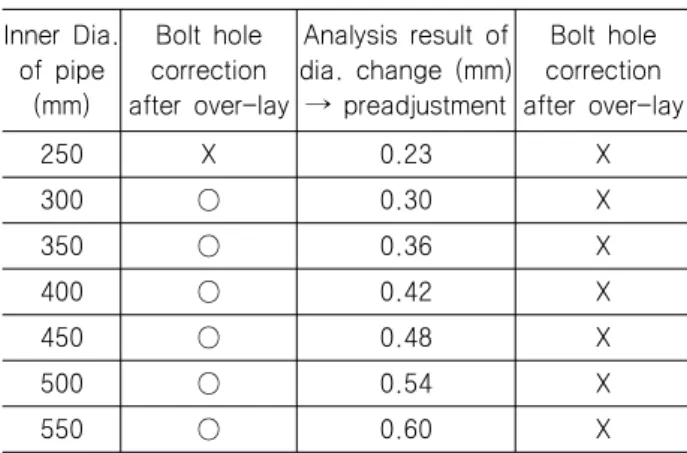
Table 2에서는 변형에 의한 조립 실패가 발생한 파이프의 종류 별로 해석 후 수정이 발생하였는 지에 대한 여부를 보였고, Fig.
Table 2 Analysis results of diameter change & whether we correct them or not
Inner Dia.
of pipe (mm)
Bolt hole correction after over-lay
Analysis result of dia. change (mm)
→ preadjustment
Bolt hole correction after over-lay
250 X 0.23 X
300 〇 0.30 X
350 〇 0.36 X
400 〇 0.42 X
450 〇 0.48 X
500 〇 0.54 X
550 〇 0.60 X
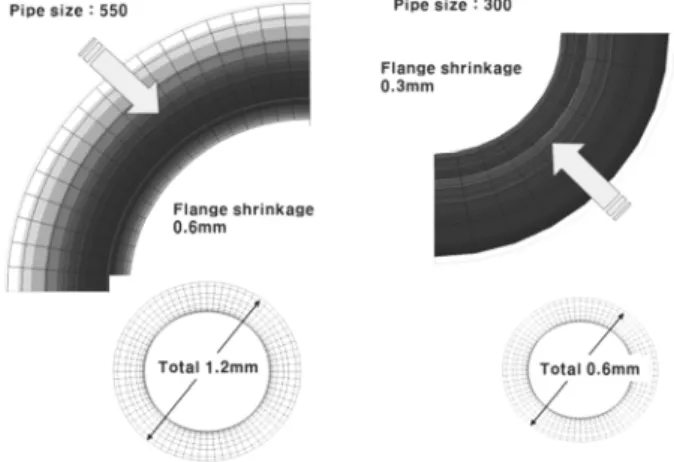
12에서는 내경이 각 550mm / 300mm인 것에 대한 해석결과로 서, 1/4모델링과 함께 전체 직경이 각 1.2mm 및 0.6mm 수축되 었음을 보여주고 있다. 이러한 결과들로부터 파이프 플레인지부 의 볼트 위치를 선(先)행으로 역가공할 수 있다. 본 해석이 적용 된 모든 파이프들은 차후 볼트 재조정이 발생하지 않았다. 본 연 구에서는 MSC사의 Marc2010r2를 Pre-processing 및 Solver로 사용하였다.
Fig. 12 Shrinkage results of inconel over-lay at inner pipe
7. 결 론
본 연구를 통하여
1) 인코넬 육성용접(over-lay)의 해양구조물 내에서의 필요성 을 요약하였다.
2) 인코넬 육성용접(over-lay)의 예측이 가능한 경우에 대하여 생산성이 향상되는 방안을 제시하였다.
3) 인코넬 육성용접(over-lay)을 선체 구조물 수준에서 분석하 기 위한 가장 합당한 방법론으로 탄소성 변형도 경계법을 제시하 고, 용접형태에 가장 합리적인 적용방법론을 고안하였다.
4) 인코넬 용접재를 기준으로 한 응력-변형도 곡선 및 열변형 도를 입력인자로 계산하고, 강재를 대상으로 하는 용접재와의 차 이를 서술하였다.
5) 본 해석이 사용된 실례인 대형 Moonpool구조에서부터 소 형 파이프 플레인지 내벽까지의 해석 예를 소개하였다.
참 고 문 헌
Ha, Y.S., 2008. Development of Thermal Distortion Analysis Method on Large Shell Structure Using Inherent Strain as Boundary Condition. Journal of the Society of Naval Architects of Korea, 45(1), pp.
93-100.
Ha, Y.S., 2011. A Study on Weldment Boundary Condition for Elasto-Plastic Thermal Distortion Analysis of Large Welded Structures. Journal of The Korean Welding and Joining Society, 29(4), pp.48-253.
Ha, Y.S. & Jang, C.D., 2007. An Improved Inherent Strain Analysis for Plate Bending by Line Heating Considering Phase Transformation of Steel. International Journal of Offshore and Polar Engineering, 17(2), pp.139-144.
Han, S.W. Lee, J.S. & Kim, S.I., 2011. A Study on the Weld-Induced Deformation and Residual Stress Analysis at FPSO Moon Pool Structure. Journal of the Society of Naval Architects of Korea, 48(5), pp.
473-478.
Jang, C.D. Ko, D.E. & Seo, S.I., 1997. A study on the prediction of Deformation of Plates Due to Line Heating Using a Simplified Thermal Elasto-Plastic Analysis. Journal of Ship Production, 13(1), pp.22-27.
Jang, C.D. & Lee, C.H., 2000. A Study on the Prediction and Control of Welding Deformations of Ship Hull Blocks. Journal of the Society of Naval Architects of Korea, 37(2), pp.127-136.
Kim, J.T. Ha, Y.S. & Jang, C.D., 2006. Analysis of Post Weld Deformation at HAZ by External Forces Based on Inherent Strain. Journal of the Society of Naval Architects of Korea, 43(2), pp.220-227.
Masubuchi, K., 1980. Analysis of Welded Structures.
Pergamon Press.
STOODY A thermadyne Company, 2007. Stoody 625Ll-T1 Gas Shielded Flux Cored Wire. PDS-SP-029 Revision1.
The Special Metals Corporation group of companies, 2006. Special metals INCONEL® alloy 625, SMC-063, www.specialmetals.com.
하 윤 석