This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.33 No.4(2015) pp7-16
레이저를 이용한 소재가공기술 동향
- ICALEO 2014를 중심으로 -
이 목 영
*,†
*포항산업과학연구원, 시스템솔루션연구그룹
Recent Trends of the Material Processing Technology with Laser - ICALEO 2014 Review -
Mokyoung Lee*,†
*System solution research group, RIST, Pohang 790-330, Korea
†Corresponding author : [email protected]
(Received August 20, 2015 ; Revised August 22, 2015 ; Accepted August 27, 2015)
Abstract
New lasers such as high power, high brightness and short wavelength laser are using diverse industry.
Also new technologies are developing actively to solve various issues such as spattering, process monitoring, deep penetration and key-hole stability.
ICALEO is the international congress where recent technology for laser material processing and laser system are present. At 2014, it was held at San Diego in USA and more than 260 papers were presented from 28 country.
The effect of the laser beam shape such as Gaussian like and top-hat was investigated on acoustic emission signal and pore formation in welding. Inline penetration depth was measured with ICI(Inline Coherent Imaging) technique and the data was verified with real time X-ray image on laser welding. The laser welding performance at low pressure environment was evaluated for the thick plate alloy steel. UV laser was used to weld various metals such as Cu, Aluminum, steel and stainless steel. The effect of the wavelength of the laser on the formation of the wave at the wall of the key-hole front and the absorptivity was investigated.
Key Words : ICALEO, Laser processing, Laser welding, Penetration depth, Monitoring, Quality
특 집 논 문
1. 서 론
1917년 Albert Einstein은 논문 “On the Quantum Theory of Radiation”에서 전자기복사의 흡수, 자발 적방출 및 여기방출에 대한 확률계수에 기초한 레이저의 이론적 토대를 정립하였다
1). 1958년 Bell Lab.에 근 무하던 Charles Hard Townes & Arthur Leonard Schawlow는 논문 “Infrared and Optical Masers”
에서 레이저 발생을 이론적으로 계산하였다
2). 1960년 Hughes Lab.의 Theodore H. Maiman은 합성루비 결정에 펄스형태의 플래시램프를 조사하여 최초로 레이
저를 발생시켰다
3). 그 이후로 CO
2레이저, Nd:YAG 레이저, 다이오드레이저 등이 개발되었으며, 최근에는 대출력 멀티모드 레이저인 화이버레이저 및 디스크레이 저가 개발되어 다양한 산업분야에 활발히 적용되고 있다.
본 고에서는 규모가 가장 크고, 논문의 수준이 가장 높은 ICALEO의 최근 발표논문을 통하여 레이저가공 의 최근 동향을 알아보았다.
2. ICALEO 개요
ICALEO(International Congress on Applications
of Lasers & Electro-Optics)는 미국 레이저학회(LIA,
ISSN 1225-6153
Online ISSN 2287-8955
Fig. 1 Papers according to the conference
Fig. 2 Papers according to the technical fields
Fig. 3 Papers in LMP conference according to the sessions Laser Institute of America)에서 개최하는 학회이
다. 학회는 매년 개최되는데, 홀수년도에는 LIA가 소재 한 미국 동부의 올랜도 인근에서, 짝수년도에는 서부의 주로 해안도시에서 열린다.
동시 개최되는 컨퍼런스는 3개이다.
- Laser Materials Processing: 용접, 절단, 클래 딩 등 일반적인 제조업에서의 레이저 가공 기술 - Laser Microprocessing: 레이저 미세가공 - Nanomanufacturing: 레이저 나노가공
또한, 레이저에 관한 주제별 기술 강좌 “Laser Solutions Short Courses” 및 레이저 관련 새로운 사업 탐색을 위한 “Business Forum and Panel Discussion”이 있으며, 참여기업체를 위한 전시회
“Vendor session”이 있다.
2014년은 33회로 독일 Laser Zentrum Hannover 의 Stefan Kaierle 박사가 조직위원장을 맡아서, 동부 San Diego 시의 Sheraton 호텔에서 열렸다.
발표건수는 포스터 65건을 포함하여 총 263건이 발 표되었다. Fig. 1은 컨퍼런스에 따른 논문수를 나타낸
것으로, 레이저재료가공 (LMP) 113건, 레이저미세가 공(LMF) 59건 및 나노 컨퍼런스 26건이었다.
Fig. 2는 발표자의 국적에 따라 논문건수를 나타낸 것으로 독일이 67건으로 가장 많았으며, 미국 42건, 중 국 37건, 일본 17건 및 프랑스 16건 순이었다. LMP 컨퍼런스에서는 독일, 그리고 나노 컨퍼런스에서는 중 국의 발표건수가 다수를 차지하였으며, LMF 컨퍼런스 에서는 독일과 미국이 유사하였다. 한국은 5건을 발표 하여 논문수 기준 8번째에 해당하였다. ICALEO가 30 십년 이상 미국에서만 개최되어 온 것을 고려하면, 레 이저산업에서 독일의 압도적인 시장점유를 알 수 있다.
레이저 재료가공 컨퍼런스에서 기술분야별 발표건수 를 정리하여 Fig. 3에 나타내었다. 2014년의 레이저를 이용한 재료가공분야에서는 비철 및 하이브리드를 포함 하여 용접이 31건으로 가장 많았으며, 국내에서는 3D 프린팅으로 더 잘 알려진 “Additive manufacturing”
Russia Italy Netherlands Sweden Australia Spain Switzerland Korea UK Finland France Japan China USA Germany`
Plenary LMP LMF Nano Poster
0 10 20 30 40 50 60 70
Optics and Beams New Laser Sources Emerging Applications Lasers in Energy Generation Modelling and Simulation CFRP Drilling Cutting Surface Modification Cladding LAM(Laser Additive Manufacturing) Welding of Non-Ferrous Materials Hybrid Welding Welding
0 2 4 6 8 10 12 14 16 18 20
4 3
3
7
9 6 4
7 5
5
9
13
18
20
Fig. 5 Frequency spectrums of acoustic emissions of a welding process using a Gaussian-like and a top hat beam at 4 kW laser power and 1.5 m/min welding velocity
Fig. 4 Papers in LMF and Nano conference according to the sessions 이 18건으로 그 뒤를 이었다. 표면개질 및 클래딩을
AM 분야에 포함시키면 이 분야가 36건으로 가장 많 아, 전세계적으로 레이저를 이용한 3D 프린팅 기술에 관심이 많다는 것을 알 수 있다. 최근 산업계에서는 화 이버레이저를 이용한 절단기술이 이슈가 되고 있으나, 발표건수는 드릴링을 포함해도 11건에 불과하였다. 이 는 화이버레이저 절단은 기존 레이저절단기술에서 레이 저소스의 단순대체로도 무난히 시스템구현이 가능하다 는 것을 의미한다. 그 외에도 CFRP 가공, 모델링/시 뮬레이션, 새로운 응용 개발, 레이저발진기 및 광학계 등에 관한 논문들이 발표되었다.
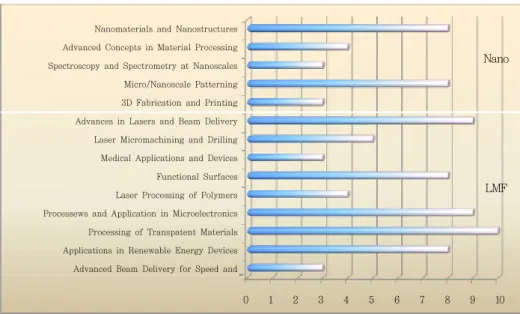
레이저 미세가공 및 나노 컨퍼런스에서 기술분야별 발표건수를 Fig. 4에 나타내었다. 레이저 미세가공 컨 퍼런스에서는 솔라셀 웨이퍼 가공/보수 등 재생에너지 분야, 광투과성 폴리머/글라스 가공, 소형전자부품조립, 레이저를 이용한 재료표면 개질 및 레이저 빔 전송 등 에 관하여 발표되었다. 나노 컨퍼런스에서는 마이크로/
나노 단위의 패터닝 및 나노물질/구조의 가공에 대한 연구가 진행되고 있었다. 지난 10여년간 나노기술에 대 한 연구가 집중되었던 점을 고려하면, 나노산업에서 레 이저의 적용은 매우 저조하였다.
3. 주요 기술 동향 요약 3.1 레이저 용접 기술
3.1.1 심용입용접에서 키홀 진동
4)독일 BIAS의 Jörg Volpp & Frank Vollersten은 두께 12mm 알루미늄합금 EN AW-6082의 심용입 레
이저 용접에서 키홀안정성 및 용접부 기공형성에 미치 는 레이저빔강도분포의 영향을 알아보았다. 레이저는 Top-hat 강도분포의 8kW 화이버레이저(YLR8000S, BPP=4.1 mm〮mrad) 및 가우시안 강도분포의 rod레 이저(HL4006D, BPP=4.1 mm〮mrad)이었으며, 집속 점에서 빔직경은 0.6 mm이었다. 키홀에서 발생하는 음향신호는 소재표면과 45도 및 키홀로부터 300 mm 지점에 음파감응영역 60~15,000 Hz의 마이크로폰을 설치하여 측정하였다. 용접부 기공은 두께방향으로 X선 을 조사하여 촬영한 영상을 MatLab으로 처리하여 획 득하였다. Fig. 5는 레이저 출력 4 kW 및 용접속도 1.5 m/min에서 키홀에서 방출되는 주파수에 따른 음 파의 세기를 레이저 빔 강도분포에 따라 나타낸 것이 다. 가우시안 분포의 레이저로 용접하는 경우, 주파수 9 kHz 이내의 음파가 측정되었으나, top-hat 분포의 경우에는 12 kHz 이내의 음파가 측정되었다.
Fig. 6은 Fig. 5와 동일한 조건으로 용접한 알루미 늄합금 용접부(용접길이 30 mm)에 대한 X-선 투과영
0 1 2 3 4 5 6 7 8 9 10
Nanomaterials and Nanostructures Advanced Concepts in Material Processing Spectroscopy and Spectrometry at Nanoscales Micro/Nanoscale Patterning 3D Fabrication and Printing Advances in Lasers and Beam Delivery Laser Micromachining and Drilling Medical Applications and Devices Functional Surfaces Laser Processing of Polymers Processews and Application in Microelectronics Processing of Transpatent Materials Applications in Renewable Energy Devices Advanced Beam Delivery for Speed and
Nano
LMF
Frequency
0 3 6 9 12 kHz 18
0.05 - 0.03 0.02 0.01 0 0.0015 - 0.009 0.006 0.003 0
Gaussian
Top hat
(a) Numbers of pore
(b) Fraction of pore
Fig. 7 (a) Numbers of pore and (b) fraction of pore in aluminum welds at different beam profiles
Fig. 9 Bubble generation in AlMg3 recorded with the X-ray system. Time-step between sequential images = 1 ms.
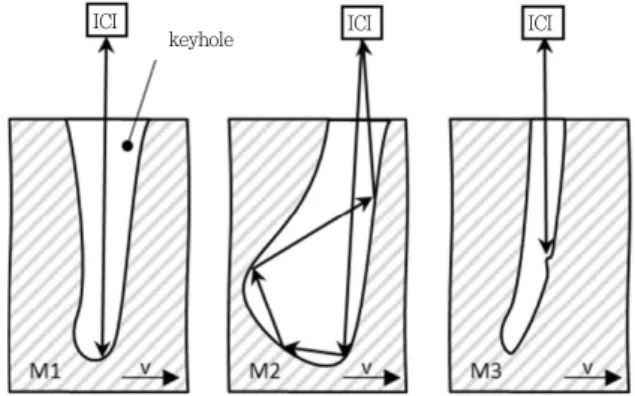
Fig. 8 Different possible measurement cases in sample keyhole geometries.
Fig. 6 Comparison of pore occurrence in X-ray-pictures of aluminum weld seams using a Gaussian-like and a top hat beam profile at a laser power of 4 kW and 3 m/min welding velocity.
상을 나타낸 것이다. 일반적으로 X-선 영상에서 기공은 두께 감소효과를 나타내어 투과되는 X-선 세기가 상대 적으로 증가하여 밝게 감응되는데, 사진에서는 어둡게 표현된 것으로 보아 역상변환을 한 것으로 보인다. 가 우시안(Gaussian) 형태의 레이저빔을 사용한 용접부 에서는 기공이 거의 관찰되지 않았으나, top-hat에서 는 다수의 기공이 관찰되었다.
Fig. 7은 레이저출력과 용접속도의 다양한 조합으로
형성된 용접부 단면적변화에 따른 X-선 영상에서 획득 된 기공수(a)와 기공면적율(b)을 레이저빔의 강도분포 에 따라 나타낸 것이다. 기공수(a)는 top-hat이 전반 적으로 많았으나, 기공면적율(b)은 가우시안이 상대적 으로 높았다. 이것은 가우시안의 경우 개수는 적지만 상대적으로 큰 기공이 형성되었다는 것을 의미하며, X- 선 영상에서 검출이 용이하다. 그러나 Fig. 6의 사진과 는 반대의 경향을 보였다.
이 논문의 결론에서는 레이저출력과 속도 변화는 키 홀진동에 영향을 주지 않았으나, 키홀거동과 기공형성 이 레이저 빔의 강도분포에 영향을 받는다고 하였음.
물리적으로 동일직경의 가우시안 빔에 비하여 top-hat 의 키홀이 안정적일 것으로 예상되는데 반대의 결과를 보인 이유는 레이저 빔 강도의 시간적인 안정성을 고려 하지 않았기 때문으로 추측된다.
3.1.2 키홀 거동 조사
5)독일 Stuttgart대의 Meiko Boley와 캐나다 Laser Depth Dynamics의 Paul Webster는 두께 4 mm AlMg3 알루미늄합금(EN AW-5754) 및 304 스테인 리스강의 레이저 용접에서 키홀 깊이를 측정하였다. 사 용된 레이저는 디스크 레이저(TruDisk5001)이었으며,
keyhole
ICI ICI ICI
Weld pool cross sectional area
0 5 10 15 mm
225
18 -
12 9 6
3 0
Weld pool cross sectional area
0 5 10 15 mm
225
0.4
-
0.2
0.1
0
Gaussian Top Hat
Fig. 10 Matching between measured signals and longitudinal section of the weld seam on STS304 (upper) and AlMg3 (lower).
Fig. 12 Formation of the metal vapor plume in dependence of the ambient pressure
Fig. 11 Signature of formation of a bubble: The crosses show the measured depth, while the dots indicate the average grey value behind the capillary.
집속점에서 빔직경은 0.2 mm이었다. 용접조건은 레이 저출력 5 kW 및 용접속도 3 m/min이었다. 키홀깊이 는 실시간간섭영상 (ICI, Inline Coherence Imaging) 의 광경로로부터 키홀깊이를 계산하는 LDD사의 LD- 600-Al을 사용하여 측정하였다. Fig. 8에 ICI를 이용 하여 키홀깊이를 측정하는 개념을 보였다.
LD-600의 측정데이터를 검증하기 위하여 레이저 용 접을 하는 동안 1 kH의 속도로 실시간 X-선 영상을 촬영하였다. Fig. 9에 레이저 용접시 촬영된 X-선 영 상을 나타내었다. 키홀확장단계(P2)에서는 형성된 키 홀의 직경이 증가하며, 키홀붕괴단계(P3, P4)에서는
키홀의 아래면이 고립되어 기공이 형성되고, 재 성장단 계(P5)에서는 기공이 분리되고 키홀이 다시 성장한다.
Fig. 10은 용입깊이 측정 신호와 용접부 단면을 일 치화하여 나타낸 것이다. 상부는 304 스테인리스강에 대한 것으로 저면부에 미세한 기공이 일부 형성되었으 며 용입깊이는 균일하였다. 용입깊이 측정 신호는 대체 로 일정한 진폭내에서 변동하였으며, 일부 진폭을 벗어 나기도 하였다. 하부는 AlMg3 합금에 대한 것으로 스 테인리스강에 비하여 상대적으로 용입깊이의 변동이 컸 으며, 큰 기공이 형성되었다. 용입깊이 측정신호는 스 테인리스강에 비하여 진폭이 크고 변동이 심하였다.
Fig. 11은 키홀이 붕괴되어 기공이 형성되는 시점의 용입깊이 측정값(+)과 X-선 영상의 평균밝기(원)를 비 교하여 나타낸 것이다. 용입깊이는 0.317mm에서 5mm 가량으로 가장 깊었고, 키홀이 붕괴되는 0.318~0.321초 범위에서 3~3.5mm 가량으로 얕았다. 기공이 분리되 고 키홀이 다시 성장하는 0.323초 근방에서 4~4.5mm 가량으로 용입이 증가하였다. 한편, 0.322초 근방에서 X-선 영상이 밝아진 것으로부터 기공형성을 확인할 수 있다.
논문의 결론에서는 ICI 기반 키홀깊이 측정신호와 X-선 영상에서 획득한 결과와 잘 부합된다고 하였다.
3.1.3 저압 레이저 용접
6)Braunschweig대의 Christian Börner 등은 두께 10 mm 16MnCr5강 (SAE 5115)을 저압분위기에서 레이저로 용접을 하였다. 사용한 레이저는 최대출력 6 kW의 디스크레이저 (TruDisk6001)이었으며, 코어직 경 200 μm의 광섬유를 사용하여 빔을 전송하여 초점
0 0.2 0.4 0.6 0.8 1
time in s 0
-1 -2 -3 -4 -5 -6 0 -1 -2 -3 -4 -5 -6
time in s
0.314 0.319 0.324
-2
-2.5
-3
-3.5
-4
-4.5
-5
70 65 60
55 50 45 40 35 30 25 20 expansion(P2) regrowth (P5)
collapse (P3,P4)
bubble
p=1000 hPa p=500 hPa
p=100 hPa p=10 hPa
Fig. 15 Tensile strength of metal-plastic joints as a function of surface structure depth
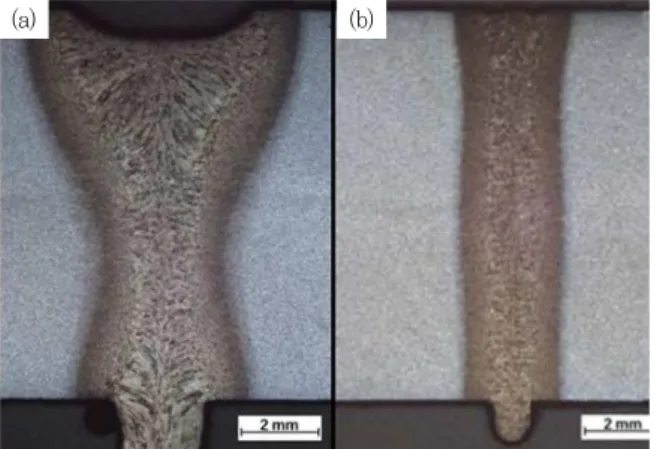
Fig. 13 Change of the weld seam geometry depending on ambient pressure (vw = 0.5 m/min; zF = -4 mm) at (a) p=1000 hPa, P=4750 W and (b) p=10 hPa, P=2750 W.
Fig. 14 Microphotograph and etched cross section of a structured steel sheet.
거리 300 mm의 광학계를 사용하였다. 집속점에서 레 이저빔의 직경은 0.3 mm 이었으며, Rayleigh 길이는 2.8 mm 이었다.
Fig. 12는 레이저 용접시 발생하는 금속증기(metal vapor plume)의 거동을 분위기 압력에 따라 나타낸 것이다. 금속증기는 레이저 조사에 의하여 금속이 증발 되어 생긴 증기와 플라즈마가 혼합되어 형성되는데, 압 력이 낮은 조건에서는 키홀내부와 외부의 압력차이가 대기압에 비하여 상대적으로 크기 때문에 형성량이 증 가한다. 이러한 금속증기는 레이저 빔에 대한 렌즈역할 을 하여 레이저 빔을 굴절/산란시킨다. 그러나 압력이 더욱 낮은 경우에는 금속증기 혹은 플라즈마의 형성이 현저히 감소하였다.
Fig. 13은 분위기 압력에 따른 용접부 단면을 나타 낸 것이다. 분위기압력이 1,000 hPa (a)인 경우 단면 조직으로 와인컵 형상의 비드를 보이며 특히 상부는 언 더필(under-fill) 및 하부는 melt-through가 형성되 었다. 반면, 분위기 압력이 10 hPa (b)인 경우에는 상 대적으로 비드폭이 좁고, 상부의 언더필이 없었으며, 하부의 melt-through도 현저히 감소하였다. 레이저, 광학계, 소재 및 용접조건(레이저출력 제외) 등이 동일
함에도 불구하고 현저하게 구별되는 용접비드의 형상을 보였다.
저압 분위기에서 레이저 용접을 하는 경우 고온의 금 속증기 혹은 플라즈마 플룸의 형성이 현저히 감소되었 다. 키홀내부에 형성된 고온의 금속증기 혹은 플라즈마 는 키홀벽면에 팽창압력과 방사열을 전달하여 용접비드 폭이 넓어진다. 또한 열렌즈 효과로 인하여 레이저빔이 굴절되어 키홀깊이가 감소된다. 일반 대기압조건에서 근적외선파장의 레이저로 용접을 하는 경우, 불안전한 키홀내부 금속증기 혹은 플라즈마에 의하여 용입깊이의 변화가 심하다.
고체레이저를 이용하여 저압 분위기에서 용접을 하면 용접부 품질이 향상되고, 에너지 효율이 증가되어 향후 적용이 확대될 것으로 전망됨.
3.1.4 금속/플라스틱 접착
7)독일 Trumpf 사의 Ulf Quentin 등은 레이저를 이 용하여 다양한 종류의 열가소성수지와 철강 혹은 알루 미늄합금을 접합하였다. 먼저 파장 515nm 및 최대 펄 스에너지 7.5 mJ의 펄스레이저(TruMicro 7240)으로 금속의 표면을 구조화하고, 그것을 플라스틱에 겹친상 태에서 다이오드레이저를 이용하여 금속을 가열시켜 접 착시켰다.
Fig. 14는 금속의 구조화된 표면(좌측) 및 접합부 단면(우측)을 나타내었다. 구조화된 금속의 표면에 플 라스틱이 융입되고, 주로 기하학적인 구조에 따른 체결 력에 의하여 강도를 나타낸다.
Fig. 15는 알루미늄 혹은 철강과 플라스틱의 접합부 강도를 표면 구조의 깊이에 따라 나타낸 것이다. 표면 구조의 깊이에 비례하여 접합강도가 증가하였으며, 깊
(a) (b)
0 100 200 300 400 500 600 700
t(μm) 2700
2500
2300
2100
1900
1700
1500
Zugkraft u ¨ber t
t-Aluminium t-Stahl
Structured Surfacer
Solidified Melt
0.7mm Etched Dross
Section
1.3mm
Fig. 16 Emission spectra of welding plume of copper, aluminum, steel and stainless steel for 515 nm green laser at laser output power 240 W, travel speed 10 mm/s, surface focus and Ar shielding
Fig. 18 Effect of defocused distance on weld bead geometry for 515 nm and 1070 nm laser welding of copper and stainless steel surface
Fig. 17 Plume induced in welding with 515 nm laser are different for copper and stainless steel
이가 0.3 mm 이상인 경우 접합강도는 2.5 kN 가량 으로 일정하였다.
3.1.5 청색레이저 용접
8)일본 Hitachi사의 Xudong Zhang 등은 두께 1.0 mm 동과 알루미늄 및 두께 3mm 연강과 스테인리스 강을 청색레이저를 이용하여 용접하였다. 사용한 레이 저는 파장 515 nm, 빔품질(BPP, Beam Propagation Product) 4 mm〮mrad, 최대 펄스주파수 100 kHz 및 최대출력 300 W이었다.
Fig. 16은 용접중에 키홀상부의 플라즈마 플룸에서 방사되는 스펙트럼을 측정한 것이다. 알루미늄과 동의 경우 반사된 레이저파장 (515 nm)을 제외하고는 거의 검출이 되지 않았다. 반면, 연강 및 스테인리스강에서 는 500~1000 nm 범위의 비교적 넓은 파장영역에서 검출되었다. 청색레이저로 금속을 용접하는 경우 알루 미늄과 동의 금속증기는 레이저와 반응을 하지 않아 이 온화되지 않았고, 연강과 스테인리스강의 금속증기는 레이저와 반응하여 이온화되고 플라즈마를 형성하였다.
Fig. 17은 동 및 스테인리스강을 청색레이저로 용접 하는 경우 키홀주위를 중심으로 CCD로 관찰한 것이다.
Cu의 경우 소재 키홀 주위 혹은 소재에서 반사된 레이 저가 관찰되고 플라즈마 플럼은 형성되지 않았다. 스테 인리스강의 경우 키홀주위 혹은 소재로부터 반사된 레 이저는 상대적으로 약한 반면 플라즈마 플럼에서 산란 된 레이저가 관찰되었다.
Fig. 18은 Cu와 스테인리스강을 파장 515 nm의 청색레이저 및 파장 1070 nm의 화이버레이저로 용접 하는 경우 비초점거리에 따른 용입깊이 및 비드폭을 나
타낸 것이다. Cu의 경우 레이저출력 240 W 및 속도 10 mm/s에서 파장 1070 nm의 화이버레이저로는 용 융물이 거의 형성되지 않았으나, 파장 515 nm의 청색 레이저로는 최대 1mm 가량의 용입이 형성되었다. 동 일한 용접조건으로 스테인리스강을 용접하는 경우에는 양쪽 레이저 모두 용입이 형성되었는데, 청색레이저는 화이버레이저에 비하여 3배 가량 용입이 증가하였다.
특히, 화이버레이저 용접부는 초점이 소재표면 부근에 위치하는 경우 비드폭이 가장 넓었으나, 청색레이저 용 접부는 그 초점위치에서 오히려 비드폭이 최소로 형성 되었다.
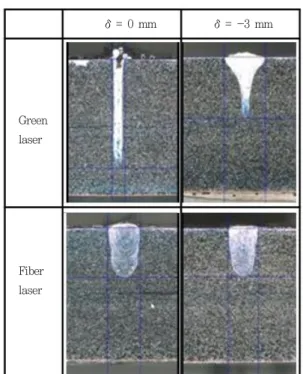
Fig. 19는 청색레이저 및 화이버레이저 용접부의 단 면을 초점위치에 따라 나타낸 것이다. 용접조건은 레이 저 출력 240 W, 속도 10 mm/s 및 초점위치는 소재 표면을 기준으로 0 mm 및 -3 mm이었다. Fig. 18의 그래프와 유사하게 청색레이저를 사용하는 경우 초점위 치가 소재표면(d=0 mm)인 경우 비드폭이 좁고, 소재 표면 아래 3 mm(d=-3 mm)인 경우 비드폭이 현저히
300 600 900
Wavelength (nm) 5000
4000 3000 2000 1000 0
Al_505nm Cu_515nm
5000 4000 3000 2000 1000 0
Fe_515nm
SUS_515nm
Fig. 19 Cross section of the stainless steel weld with 515 nm and 1070 nm laser at focus mismatch 0 mm and -3 mm from the surface
Fig. 21 Local interaction geometry of laser ray-surface waves (left) and steeper profile with shadow domains (right).
Fig. 20 Wave pattern of stainless steel weld at a laser- induced melt front taken at frame rate 180 ,000fps and exposure time 5.55 μs
넓게 형성되었다. 논문에는 그 이유에 대한 설명이 없 으나, 화이버레이저의 경우 비초점거리가 증가하여 초 점직경이 커지면 레이저빔의 에너지밀도가 낮아 소재를 용융시키지 못하는 반면, 청색레이저의 경우 흡수율이 높아 에너지밀도가 낮아지더라도 소재를 충분히 용융시 키기 때문인 것으로 판단된다.
3.1.6 레이저 흡수율
9)스웨덴 Luleå대의 Alexander F. H. Kaplan 등은 두께 2.4mm 스테인리스강을 레이저로 용접하는 경우 용접진행방향의 키홀외주부근에서 레이저 빔의 흡수율 에 대한 모델링 및 측정을 하였다. 레이저용접시 키홀 입구의 고속촬영영상에 대한 분석 및 키홀벽면에서 레 이저의 국부적인 흡수모델을 바탕으로 키홀에 대한 심 도있는 이해를 도모하였다.
Fig. 20은 두께 2.4 mm의 304 스테인리스강을 최 대출력 15 kW 화이버레이저, 코어직경 200 μm, 초점 거리 300 mm 집속렌즈 및 집속점에서 빔직경 0.4 mm으로 레이저 출력 10 kW 및 용접속도 166 mm/s 의 조건으로 용접하는 경우, 용접진행 후방에서 45도 각도로 키홀 전방의 융액경계면을 촬영속도 180,000 fps 및 노출시간 5.55 μs로 촬영한 영상을 나타낸 것 이다. 사진의 우측은 영상의 대비(contrast)를 조정한 것이다. Fig. 21에 키홀벽면에서 레이저빔의 기하학적 인 상관 관계를 보였다. 키홀벽면의 기하학적인 형태는
소재의 특성에 따라 주기적인 굴곡이 형성되고 벽면의 과도한 돌출에 의하여 그림자영역(shadow domain)이 형성되기도 한다.
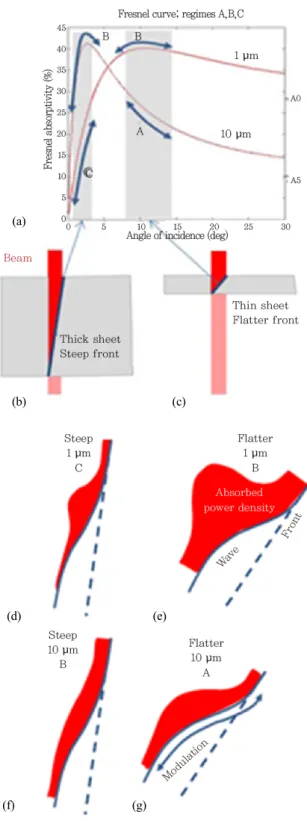
Fig. 22에 레이저 용접에서 키홀의 전방 벽면에 형 성되는 굴곡의 형상을 레이저 파장에 따라 비교하여 도 시하였다. Fig.에서 (a)는 레이저 파장 1μm 및 10μm 에 대해 Fresnel 흡수율을 입사각의 함수로 표시한 것 이다. 레이저빔이 키홀 전방벽면에 거의 수직하게 입사 되는 경우, 파장 10 μm 레이저(CO
2)가 1 μm 레이저 (solid state)에 비하여 흡수율이 현저히 높다. (b)는 두께 5~15 mm 소재의 저속용접에서 레이저의 입사 빔을 도식적으로 나타낸 것으로, 입사빔의 각도는 1~3°이다. (c)는 두께 1~3 mm 소재의 고속용접에 서 레이저의 입사빔을 도식적으로 나타낸 것으로, 입사 빔의 각도는 8~14°이다. (d)와 (e)는 파장 1 μm 레 이저로 각각 박판과 후판을 용접하는 경우 키홀 전방 벽면의 굴곡 형상을 도식적으로 나타낸 것이고, (f)와 (g)는 파장 10 μm 레이저로 각각 박판과 후판을 용접
δ= 0 mm δ= -3 mm
Green laser
Fiber
laser
Fig. 22 Side view sketch of the keyhole front in laser welding: (a) Fresnel absorptivity as a function of the angle of incidence for the two wavelengths 1 μm and 10μm, indicating the angle and interaction regimes, (b) steep front inclination for thick sheets, (c) flatter front inclination for thin sheets, (d)-(g) absorbed laser power density along a surface wave shoulder for steep and flat front inclination and for the two wavelengths.
하는 경우 키홀 전방 벽면의 굴곡 형상을 도식적으로 나타낸 것이다. 비교적 두께가 얇은 소재는 파장 1 μm 레이저를 사용하여 고속으로 용접하는 것이 바람직하 다. 두꺼운 소재를 1 μm 레이저로 용접을 하면 키홀 전방벽면에 굴곡이 형성되어 키홀제어가 매우 어렵다.
반면 10 μm 레이저로 용접을 하면 레이저 빔의 흡수 율이 높고, 키홀이 상대적으로 안정되어 용접이 비교적 양호하게 이루어진다.
4. 결 론
최신 레이저 용접기술 동향을 요약하면 다음과 같다.
1) 2014 ICALEO에서는 레이저 용접, 3D 프린팅 등 총 263건의 논문이 발표되었으며, 전체 논문수는 독일이 가장 많았고 나노 컨퍼런스에서는 중국이 가장 많았다.
2) 레이저 용접시 키홀인근에서 측정한 음향방출신 호에서는 가우시안 형태가 top-hat 형태보다 키홀이 안정적이었으며, 용접부의 기공은 top-hat 형태에서 수자는 많았지만 면적율은 작았다.
3) 실시간간섭영상을 이용하여 실시간으로 용입깊이 를 측정하였으며, X-선 영상으로 상관성을 검증하였다.
4) 10hPa 이하의 저압분위기에서 용접을 하여, 용 입이 깊어지고, 품질 및 에너지효율이 향상되었다.
5) 레이저로 금속 표면을 구조화시키고, 플라스틱을 융착시켜, 2.5kN 가량의 접합강도를 얻었다.
6) 청색레이저를 이용하여 Cu를 용접하였고, 형상비 가 우수한 용입을 얻었다.
7) 키홀 전방 벽면에서 굴곡을 관찰하고 흡수율을 계산하여, 두꺼운 소재의 용접시 장파장 레이저가 유리 한 이유를 알 수 있었다.
References
1. Albert Einstein: Zur Quantentheorie der Strahlung, Physikalische Zeitschrift, 18 (1917) 121-128
2. A. L. Shawlow & C. H. Townes: Infrared and Optical Masers, Physical Review, 112 (6) (1958) 1940-1949 3. US 3353115 A, Ruby laser systems
4. Jörg Volpp & Frank Vollertsen: KEYHOLE OSCILLATIONS DURING LASER DEEP PENETRATION WELDING AT DIFFERENT SPATIAL LASER INTENSITY DISTRIBUTIONS, ICALEO, (2014) #601
5. Meiko Boley, Paul Webster, Andreas Heider, Rudolf Weber & Thomas Graf: INVESTIGATING THE KEYHOLE BEHAVIOR BY USING X-RAY AND OPTICAL DEPTH MEASUREMENT TECHNIQUES, ICALEO, (2014) #602
6. Christian Börner, Fabian Fischer & Klaus Dilger: HIGH (a)
(b) (c)
(d) (e)
(f) (g)
QUALITY LASER WELDING BY REDUCING THE AMBIENT PRESSURE, ICALEO, (2014) #1905 7. Ulf Quentin, Marc Kirchhoff, Rüdiger Brockmann &
Klaus Löffler: LASER BASED METAL AND PLASTICS JOINING FOR LIGHTWEIGHT DESIGN, ICALEO, (2014) #604
8. Xudong Zhang, Masanori Miyagi, Shinya Okamoto:
FUNDAMENTAL STUDY ON WELDING PROPERTIES
OF 515NM GREEN LASER, ICALEO, (2014) #607 9. Alexander F. H. Kaplan, Ramiz S. Matti: ABSORPTION
PEAKS DEPENDING ON TOPOLOGY OF THE KEYHOLE FRONT AND WAVELENGTH, ICALEO, (2014) #1907
10. Eriksson, I., Powell, J. & Kaplan, A. F. H.: Science and Technology of Welding and Joining, 16 (7) (2011) 636~641
∙이목영
∙1965년생
∙포항산업과학연구원
∙대출력화이버레이저용접,하이브리드용접
∙e-mail : [email protected]