논문 2012-49-9-41
마스크 히스토그램 평준화를 이용한 T형 용접너트 자동 선별시스템의 비전검사기 성능개선에 관한 연구
( A Study on Improvement of Vision Inspector for T Type Welding nut auto Sorting System using a Masked Histogram Equalization )
허 태 원*,, 송 한 림***
( Tae-Won Hur and Han-Lim Song )
요 약
본 논문에서는 트림 T형 용접너트의 생산 시스템 중 불량품을 자동으로 선별할 수 있는 자동 비전 선별기의 성능 개선에 관한 방법을 제안한다. 자동 비전 선별기는 용접너트의 영상 신호에 대해 히스토그램을 활용한 경계 판별 및 나사산 검출, 이 진 모폴로지 연산(Binary morphology operation)을 활용한 얼룩 검출 등의 기법을 활용한 것이다. 이 비전 선별기 운영에 있어 주된 문제는 컨베이어 벨트 상의 오일 등에 의한 오염에 따른 획득 영상의 화질 저하에 따른 오동작이다. 이를 해결하기 위해 배경 영상과 너트 영상의 구분을 위한 마스킹 기법을 사용하여, 너트 영상 부분에만 히스토그램 평준화를 이용하여 너트 영상 부분의 대비를 높이는 전처리 과정을 도입하였다. 이를 통해 배경 부분에서 장비의 오염에 의해 추출되는 특징들의 영향을 없 애고 획득 영상의 화질 저하에도 불구하고 오동작의 비율을 10 % 에서 0.2 % 로 낮출 수 있었다.
Abstract
In this paper, we propose a improvement method of vision inspector for T type welding nut using an auto sorting system. We used edge and thread detection with histogram of image which is captured by machine vision camera. We also used a binary morphology operation for a detection of spot. A major problem in this vision inspector is abnormal operation caused by degradation of image acquired. These degradations caused by oil pollution on conveyer belt. For overcome this problem, we introduce a pre-processing using a masked histogram equalization on the image acquired.
Histogram equalization is applied on masked region ( nut part ) for increase contrast. As a result, we can remove features caused by oil pollution on background and reduce a ratio of abnormal operation from 10.0 % to 0.2 %.
Keywords: 마스크 히스토그램 평준화, 자동 비전 선별기, masked histogram equalization, vision inspector
Ⅰ. 서 론
비전 검사는 디스플레이 모듈의 결함을 검사하거나, 반도체 모듈의 외관 검사 등 다양한 분야에서 응용되고 있다. 또한 부품 생산시스템에서 부분적으로 컴퓨터를
* 정회원, 신안산대학교 전자정보통신과 (Dept. of E&IT, Shin Ansan University)
** 정회원, 신안산대학교 기계설계과 (Dept. of Mechanical Design, Shin Ansan University)
접수일자: 2012년5월4일, 수정완료일: 2012년9월5일
이용한 자동화가 상당히 진행되고 있다[1]∼[4]. 생산된 부 품의 불량 여부를 판별하는 생산 시스템에서 인간의 시 각에 의존한 판별시스템에 있어 매우 효율적으로 적용 되고 있다. 특히, 연간, 만에서 백만 단위 이상의 대량 생산에 있어서의 검사 장비의 속도 면에서 매우 효율적 으로 운영되고 있다.
트림 T형 용접너트의 자동 선별시스템에 있어서 비 전 검사가 매우 효율적으로 적용되고 있다. T형 용접 너트는 자동차의 다양한 섀시부에 압접되어 각종 구조 물을 지탱하는 역할을 수행하는 중요한 강도부품이다.
용접 너트의 특성상 불량품이 발견되면 해당 단품, 용 접된 조립품 및 완성차까지 재선별 하거나 폐기해야 하 기 때문에 전수검사를 실시해야 하는 공정관리 및 품질 관리가 대단히 곤란한 부품이다. 전수검사를 실시했다 하더라도 출하 후 불량품이 발견되는 경우, 치명적인 결함이 될 수 있다. 이러한 T형 용접 너트의 자동 선별 시스템에 비전 검사를 적용하여 매우 성공적으로 운용 되어 왔다[1].
하지만, 장시간 운용됨에 따라, 비전 검사의 성능에 중요한 역할을 하는 획득 영상의 품질 저하가 발생하게 된다. 이는 정상적인 부품을 불량품으로 판별하는 결과 를 발생시켜 생산성 저하를 초래하였다. 이러한 영상 품질 저하의 주된 원인은 부품영상의 배경이 되는 컨베 이어 벨트 위에 각종 오일 등의 불순물이 붙으면서 발 생하게 된다. 이러한 이유로 선별 시스템의 효율이 떨 어지는 경우, 장비를 교체하거나 비전 검사에 사용되는 항목의 여러 파라메타 값을 수정하는 방식으로 일시적 으로 운용할 수 있었다. 하지만 파라메타 값을 수정할 때마다 시스템의 운영을 정지해서 테스트함으로써 생산 성을 저하시켰다.
본 논문에서는, 이러한 문제점을 해결하기 위하여 획득 영상의 배경이 되는 벨트 부분과 T형 용접 너트 부분을 효율적으로 분리하여 처리하기 위하여 마스크 히스토그램 평준화(masked histogram equalization) 기 법을 제안하였다. 이는 T형 용접 너트 부분은 대비를 높여 특징점들을 추출하는데 유리하도록 하고, 벨트 부 분에서의 오염물질에 의한 특징점들이 추출되지 않도록 하기 위한 것이다. 결과적으로 장비의 오염에 따른 오 동작율을 현저히 떨어뜨릴 수 있었으며, 자동 선별 시 스템을 장기간 운용하더라고 지속적인 성능을 유지할 수 있도록 비전 검사기의 성능을 개선하였다.
Ⅱ. 마스크 히스토그램 평준화를 활용한 비전검사기
1. T형 용접너트 검사 시스템 및 비전검사기[1]
그림 1의 (a)는 개발된 T형 용접너트의 비전선별 검 사 공정도를 도시한 것이다. (b)는 실제 현장에 설치된 비전 검사시스템으로 부품 공급부, 카메라 검출부, 제어 조작부, 분류 포장부로 구성된다. 호퍼에 저장된 T형 용접너트가 엘리베이터 이송기에 의해 볼피더로 이송되
(a)
(b) 그림 1. T형 용접너트의 비전 검사기
(a) 공정도 (b) 설치 시스템 Fig. 1. T type welding nut vision Inspector
(a) Flow chart (b) Set up system
고 바이브레이터에 의해 레일을 따라 이송하면서 일정 한 방향과 위치로 정렬된다. 정렬된 T형 용접너트는 리 니어피더로 이송되고 엘리베이터 이송기와 볼피더에서 T형 용접너트 공급량 속도조절이 이루어진다. 리니어피 더 종단에는 공압실린더로 동작되는 순차 공급기가 있 어 컨베이어 벨트 위로 T형 용접너트가 일정 간격 이 송될 수 있도록 지정된 시간 간격으로 T형 용접너트를 하나씩 내보내는 기능을 담당한다. 컨베이어 벨트 위에 는 3개씩의 근접 위치감지센서, 머신 비전 카메라, LED 조명기, 불량품 이송관로, 에어건(air gun) 등이 위치하 고 있다. 각각의 근접 위치감지 센서는 이송되는 T형 용접너트를 감지하여 머신 비전 카메라를 동작시키며 이때 3대의 카메라마다 지정된 상부, 나사산 및 측면부 의 불량여부 선별 작업을 수행된다. 만약에 불량 사항 을 검출하게 되면 에어건이 동작하여 컨베이어 벨트 위
그림 2. T형 용접너트의 비전 검사기의 사용자 인터페 이스
Fig. 2. User Interface of T type welding nut vision Inspector.
(a) (b)
(c)
그림 3. T형 용접너트의 검사항목(상부)
(a) 치수 및 위치 (b) 자국 및 칩 (c) 찍힌 홈 Fig. 3. Inspection factor of T type welding nut (Top).
(a) size and position (b) mark and chip (c) scars
의 불량 T형 용접너트를 불량품 이송관로로 떨어뜨려 분류 저장된다.
그림 2는 비전 검사 프로그램의 사용자 인터페이스 를 나타낸다. 왼쪽 위의 영상은 상부 영상 및 검사 결과 도시 창이고, 오른쪽 위의 영상은 나사산 영상 및 검사 결과 도시 창이다. 왼쪽 아래의 영상은 측면 영상 및 검 사 결과 도시 창이고, 오른쪽 아래는 검사 카운터, 검측 합계 및 환경 설정 창을 나타낸다. 이 중 본 논문에서 관심이 있는 부분은 상부 영상인 왼쪽 위의 영상이다.
그림 3은 T형 용접너트의 상부 영상에 대한 검사항
목으로 폭 길이, 홀 내경, 엠보 직경 및 엠보의 중심위 치, 외경을 측정한다. 측정된 값은 [mm] 단위로 환산되 어 설정값과 비교한 다음, 양품과 불량품을 판별한다.
상부 눌린 자국, 홀 주변 자국, 홀 내부 칩 검출 등의 유무를 검출하기 위해 이진 모폴로지 연산[5](Binary morphological operation)을 활용하였다. 찍힌 홈 검출 의 유무 판별을 위해 테두리 반경을 측정하고 내경의 변화값을 활용하였다.
2. 자동선별기의 성능저하 요소
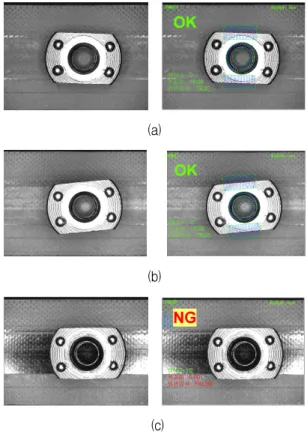
장기간 선별 시스템을 운용함에 따른 성능 저하의 주 요 요인은 그림 4에서와 같이 상부(그림 1(a)의 1번 카 메라)로부터 획득되는 영상의 품질이 떨어지는데 있다.
그림 4의 (a)는 컨베이어 벨트가 오염되기 전 정상 동 작시의 획득된 상부 영상과 결과 표시창이다. (b)는 3개 월 운용시 획득된 영상이며, (c)는 6개월 정도 운용된 시스템의 컨베이어 벨트위에 오염 물질에 의한 비정상 적인 동작시 획득된 상부 영상과 결과표시창이다. 이
(a)
(b)
(c)
그림 4. 운용시간에 따른 상부영상의 화질 저하 (a) D (b) D + 90일 (c) D + 180일
Fig. 4. Degradation of top image for operating period.
(a) D (b) D + 90 day (c) D + 180 day
경우, 너트를 육안 판별할 경우, 정상제품으로 판별되는 오동작인 경우이다. 육안으로도 구분이 되듯이 획득 영 상의 배경에 상당한 경노이즈가 포함된 것을 확인할 수 있다. 이는 컨베이어 벨트 상에 너트의 오일이 묻어 조 명에 반사되어 나타나는 현상으로 시스템의 성능에 치 명적인 영향을 미친다.
3. 제안한 마스크 히스토그램 평준화를 이용한 전처 리 과정
본 논문에서는 T형 용접너트의 상부 영상에서 검사 에 무관한 영역을 마스크를 사용하여 제거하기 위한 전 처리 과정을 제안하였다. 먼저 마스크를 적용할 용접 너트의 중심 위치를 추출하기 위해 그레이톤 영상의 라 인 프로파일(Line profile)을 활용하였고, 용접 너트의 회전정도를 추출하기 위해 허프 변환(Hough Transform)을 활용하였다. 이를 이용하여 용접 너트의 상부 영상에 마스크를 평행 및 회전 이동하여 적용하고 마스크 영역에 대해서 히스토그램 평준화를 수행하는 마스크 히스토그램 평준화 방법을 사용하였다.
가. 마스크 적용 위치 추출
본 논문의 실험에서 사용된 마스크는 용접 너트의 크 기와 모양이 일정하기 때문에 정형화된 마스크를 사용 하였다. 마스크 영역을 생성하기 위해 정상 판별된 용 접 너트의 상부영상을 이진화한 다음 중심위치를 (320, 240) 좌표로 이동하고, 마스크의 외곽부분을 5픽셀 확장 하여 사용하였다. 그림 5는 제안한 마스크 히스토그램 평준화 기법에 사용된 마스크 이다.
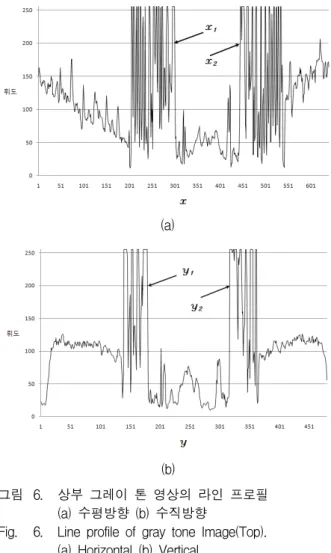
획득된 상부 영상에서 용접 너트의 중심 위치는 불 규칙하게 분포 한다. 마스크를 적용할 용접 너트 부분 의 중심을 찾기 위해 상부 그레이톤 영상의 라인 프로
그림 5. 사용된 마스크 Fig. 5. Used Mask.
필(Line Profile)을 이용하였다. 라인 프로필은 라인에 따른 휘도 값의 변화를 나타낸다. 마스크의 중심좌표
는 다음 식(1)로 계산하였다. 640 × 480 해상 도 영상의 중심에서 수직, 수평방향으로 각각 40개의 라인 프로필에서 구해진 중심 좌표의 평균을 구한 것 이다.
(1)
여기서, 과 은 각각 번 수평 라인 프로필 의 , 좌표 값이고, 과 은 각각 번 수 직 라인 프로필의 , 좌표 값을 나타낸다. 그림 6의 (a) 는 수평방향의 라인 프로필을 나타내고 (b)는 수직 방향의 라인 프로필을 나타낸다.
(a)
(b)
그림 6. 상부 그레이 톤 영상의 라인 프로필 (a) 수평방향 (b) 수직방향
Fig. 6. Line profile of gray tone Image(Top).
(a) Horizontal (b) Vertical.
나. 허프 변환을 이용한 너트 영상 기울기 추출 획득된 상부 영상은 용접 너트의 위치뿐만 아니라 회 전 각도도 불규칙하다. 회전된 각도에 대해 이를 보정 하기 위해 허프 변환을 적용한 다음 용접 너트의 회전 된 각도를 추출하고 이 각도에 따라 마스크를 회전시켜 적용하였다. 이는 영상을 회전시키는 것 보다는 마스크 를 회전시키는 것이 계산상 유리하기 때문이다.
허프 변환의 간단한 경우는 영상내의 직선을 검출하 기 위한 선형 변환이다[6]. 직선은 직교좌표에서
의 식으로 표현될 수 있다. 여기서, 은 기울기 이고 는 절편이다. 또한, 이미지의 점 의 각 쌍에 대해 그래픽적으로 그려질 수 있다. 허프 변 환의 주된 아이디어는 이미지의 좌표 , 보다는 기 울기 파라미터 과 절편 파라미터 의 값에 관심을 갖는 것이다. 즉, 직선 는 이 기울기와 절편 파라미터 공간인 점 으로 표현될 수 있다. 다만, 수직라인에 대해서는 이 공간 내의 점으로 표현될 수 없다.
허프 변환에 있어 이 2개의 파라미터는 일반적으로
와 로 언급된다. 그림 7에서와 같이 는 원점과 직 선과의 거리를 나타내고 는 원점에서 직선에 수선을 내렸을 때의 각도를 나타낸다.
이 파라미터를 사용하여 직선의 방정식은 식(2)와 같 이 쓰여 진다.
(2)
식 (2)를 에 대해 식(3)과 같이 정리할 수 있다.
(3)
그림 7. 직교 좌표 평면
Fig. 7. Coordinate plane.
따라서 이미지의 각 직선은 평면에서 고유하 게 결정된다. 이 평면을 2차원의 직선의 집합에 대한 허프 공간(Hough space) 이라 하고, 식(4)와 같이 표현된다.
∈ ∈
∈ ≥
(4)
허프 변환의 구현은 누적기의 2차원 배열을 사용하 여 구현된다. 2차원 배열의 각 인덱스는 과 의 양 자화된 값이다. 본 논문에서는 식(5)를 사용하여 허프 변환을 구현하였다.
(5)
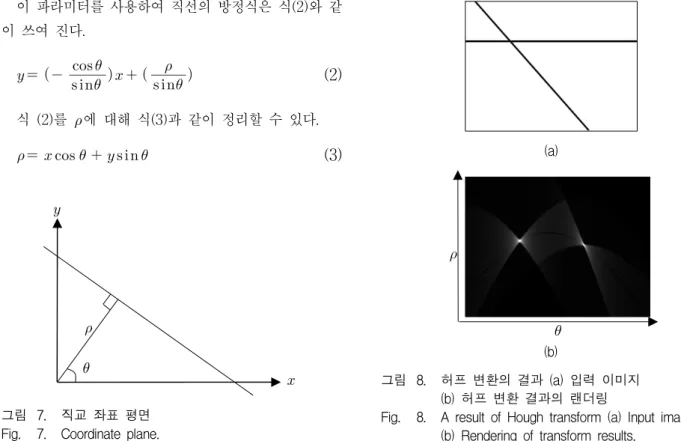
여기서, 는 각각, 입력 영상의 수평, 수직좌표이 며, 는 이진화된 영상이다. 본 논문에서는 입력 상부 영상에 대해 에지 검출 후 이진화한 영상을 사용 하였다. 이진화된 영상의 화소가 1 이면 경계부분을 나 타낸다.그림 8(a) 는 입력 영상으로 직선의 이진화된 영상이 고 , (b)는 이 영상에 대해 허프 변환 공간에 대한 그 레이 영상이다. 그림 8(b)에서 왼쪽 아래를 중심으로 가 로축은 각도 를 나타내고, 세로축은 위로 올라갈수록
(a)
(b)
그림 8. 허프 변환의 결과 (a) 입력 이미지 (b) 허프 변환 결과의 랜더링
Fig. 8. A result of Hough transform (a) Input image
(b) Rendering of transform results.
1 1 1
0 0 0
-1 -1 -1
그림 9. 경계 추출에 사용된 수평 프리윗 마스크 Fig. 9. Horizontal Prewitt mask used edge detection.
중심에서의 거리()가 멀어지는 것을 나타낸다. 그림 8 의 예에서는 입력 영상의 중심 좌표를 왼쪽 아래 부분 으로 설정하여 허프 변환한 결과이다.
본 논문에서는 에 대하여 0.25° 단위로 양자화한 각 도에 대해 실험을 시행하였다. 획득된 용접 너트의 상 부면 영상에 대해 프리윗(Prewit) 에지 추출[7] 중 수평 마스크만을 사용하여 경계를 검출하였다. 이는 본 논문 에서 사용된 용접 너트의 특성상 수평 경계 성분이 보 다 더 중요하기 때문이다. 프리윗 에지 추출은 소벨 마 스크의 결과와 비슷하나 응답시간이 빠르고 잡음으로 보이는 에지가 덜 부각되는 경향이 있다. 그림 9는 본 논문에서 사용된 3×3 수평 방향 프리윗(Prewitt) 마스 크를 나타내었다.
수평 경계 추출된 영상을 허프 변환의 입력 영상으로 사용하였다. 여기서 우리의 관심은 직선의 위치보다는 직선의 각도에 있으므로 식 6에서와 같이 허프 공간
에서 에 대한 최대값 를 활용하였다.
(6)
여기서, 은 값이 가질 수 있는 최대값이고, 는 -180° ~ 180° 인 범위에서의 0.25°의 해상도를 갖는다.즉, 는 허프 공간 에서 값을 나타낸다. 그
그림 10. 허프 공간에서의 히스토그램 Fig. 10. Histogram in Hough space.
림 10은 가 -180° ~ 180° 인 범위에서 각 에 대해
값에 대한 분포를 나타낸다. 여기서 최대 값을 갖는 는 용접 너트 상부 영상에서 너트의 회전 된 각도가 된다. 이 각도는 이 후 마스크 히스토그램 평준화에 적용되는 마스크를 회전시키는데 사용된다.
그림 10의 경우 최대값은 73.50°에서 갖는다.
다. 제안한 마스크 히스토그램 평준화
히스토그램 평준화[8]는 원 영상의 밝기 값의 분포가 특정영역에 치우쳐 있는 것을 넓고 고르게 펴주어 대 비를 향상시키는 기법이다. 다음의 식 (7)을 이용할 수 있다.
∙
(7)
여기서, 는 정규화합 히스토그램을 나타내 고, 는 영상의 마스크 영역 내에서 최대밝 기를 나타낸다. 는 입력 영상 중 마스크 영역에 해당되는 픽셀 수를 나타낸다. 는 원본 영상 중 마스크 영역에 대한 누적 히스토그램 수치이다.히스토그램 평준화를 적용할 영역에 대한 마스크 영 역은 다음 식 (8)을 이용하여 평행 및 회전 이동된다.
′′
(8)
여기서, 은 식 (1)에서의 용접 너트 상부 영 상의 중심 좌표이다. 따라서 수평, 수직 방향으로
값으로 마스크를 평행이동하고 만큼 회 전 변환된다. 이렇게 회전 평행 이동된 마스크 영역에 대해서 히스토그램 평준화를 수행한다.
전처리 결과 영상은 각종 수치 및 너트의 불량 여부 를 검사하기 위한 입력 영상으로 사용되고, 각 단계에 서의 각종 측정 및 검사는 마스크 영역 내의 화소값에 대해서만 이루어진다.
Ⅲ. 실 험
T형 용접너트 비전 검사시스템을 구현하는데 사용된 렌즈, 조명, 카메라, DIO의 사양은 표 1과 같다.
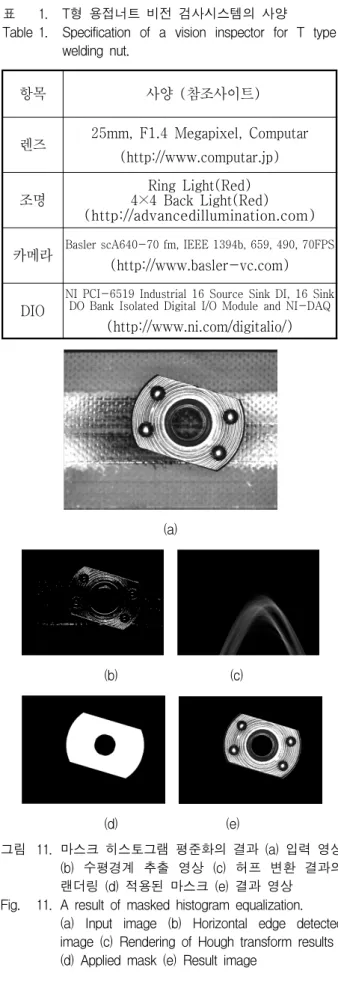
그림 11(a)는 양품이지만 불량품으로 판별된 용접너 트의 상부 영상이다. 이 영상에의 라인 프로필을 활용
항목 사양 (참조사이트)
렌즈 25mm, F1.4 Megapixel, Computar (http://www.computar.jp) 조명 Ring Light(Red)
4×4 Back Light(Red) (http://advancedillumination.com) 카메라 Basler scA640-70 fm, IEEE 1394b, 659, 490, 70FPS
(http://www.basler-vc.com)
DIO
NI PCI-6519 Industrial 16 Source Sink DI, 16 Sink DO Bank Isolated Digital I/O Module and NI-DAQ
(http://www.ni.com/digitalio/)
표 1. T형 용접너트 비전 검사시스템의 사양
Table 1. Specification of a vision inspector for T type welding nut.
(a)
(b) (c)
(d) (e)
그림 11. 마스크 히스토그램 평준화의 결과 (a) 입력 영상 (b) 수평경계 추출 영상 (c) 허프 변환 결과의 랜더링 (d) 적용된 마스크 (e) 결과 영상 Fig. 11. A result of masked histogram equalization.
(a) Input image (b) Horizontal edge detected image (c) Rendering of Hough transform results (d) Applied mask (e) Result image
(a)
(b)
그림 12. T형 용접너트 비전 검사 결과 (a) 기존 비전 검 사기 (b) 마스크 히스토그램 평준화를 적용한 개선된 비전 검사기
Fig. 12. A result of vision inspection of T type welding nut (a) Old vision inspector (b) Improved vision inspector using masked histogram equalization.
하여 계산된 용접 너트의 중심 좌표 은 372, 은 224이다. (b)는 입력 영상에 대해 수평 경계 추출된 영상이다. (c)는 (b)의 수평 경계 추출 영상의 허프 변 환을 랜더링한 결과이다. 허프 공간으로부터 계산된 용접 너트의 회전 각도 는 73.5° 이다. (d)는 중심 좌표 (, ) 회전 각 를 사용하여 평행 이동 및 회전 이동된 마스크 영역을 나타낸다. (e)는 입력 영 상에 대해 마스크 부분에만 히스토그램 평준화를 적용 하고, 그 외 영역은 휘도값 0으로 처리하여 배경 영역 과 너트 영역이 분리된 결과영상이다.
그림 12(a)는 마스크를 적용하지 않은 히스토그램 평 준화 영상에 대한 비전 검사기의 실행 결과 화면을 나 타낸다. (b)는 본 논문에서 제안한 마스크 히스토그램 평준화를 전처리과정으로 적용한 T형 용접너트 비전 검사기의 실행 결과 화면으로 정상적으로 판별함을 나 타낸다.
표 2는 기존 비전 검사기에서 양품을 불량품으로 판 별한 2,000 개의 상부영상에 대해 실험한 결과의 선별 불량률을 나타내었다. 선별 불량률은 검사한 나사의 총 수에 대해 양품을 불량품으로 판정한 비율로 시스템의 오동작 정도를 나타낸다. 기존 시스템이 시설 노후화에 의해 6개월 정도 운용된 후 평균 10.0 % 까지 높은 선 별 불량률을 보였다. 시험영상 2,000 개에 대해 본 논문
기존 시스템 제안 시스템
선별분량률 10.0 % 0.2 %
표 2. 마스크 히스토그램 평준화를 이용한 T형 용접
너트 비전 검사의 성능 개선
Table 2. Performance improvement of a vision inspector for T type welding nut auto sorting system using a masked histogram equalization.
에서 제안한 마스크 히스토그램 평준화 기법을 적용하 여 실험한 결과, 선별 불량인 영상의 수는 40 개 였다.
이는 제안한 시스템의 선별 불량률을 0.2 % 까지 낮출 수 있음을 의미한다.
Ⅳ. 결 론
본 논문에서는 T형 용접너트의 불량 제품 선별을 위한 검사 공정의 자동화를 위한 비전 자동 선별기의 장기간 운영에 따른 성능 저하를 개선하기 위한 전처 리 과정을 제안하였다. 선별 시스템의 성능 저하의 주 된 요인은 컨베이어 벨트의 노화 및 오염에 따른 상부 영상의 열화에 있었다. 이를 해결하기 위해 용접 너트 의 크기와 모양에 대한 마스크 영상을 생성하고 마스 크 영역내의 대비를 향상시키기 위한 마스크 히스토그 램 평준화 기법을 전처리과정에 도입하였다. 마스크의 정확한 적용을 위해 허프 변환과 라인 프로필을 사용 하여 너트의 기울어진 정도와 중심좌표를 계산하여 적 용하였다.
기존 시스템에서 컨베이어 벨트 상의 오일 및 조명의 반사 부분을 특징 점으로 추출하여 불량품으로 판별하 던 것을 마스크를 사용하여 관심영역에서 제외함으로써 성능을 개선할 수 있었다.
본 논문의 결과는 자동차 트림 및 원형 T형 용접너 트나 다른 형태의 규격화된 부품의 자동 비전 선별기의 장기간 운용에 따른 성능 저하가 발생하는 경우에 응용 될 수 있을 것이다.
참 고 문 헌
[1] 송한림, 허태원, “비전 검사기를 활용한 T형 용접 너트 자동 선별시스템 개발”, 전자공학회 논문지, 제48권 IE편 제1호, 16-24쪽, 2011년 3월.
[2] Chern-Sheng Lin, Li Wen Lue, “An Image
system for fast positioning and accuracy inspection of ball grid array boards,”
Microelectronics and Reliability, Vol 41, No 1,
pp. 119-128, January 2001.[3] W.A. Perkins, “Computer visio inspection of value spring assemblies on engine heads,” in IJCAI, Vancouver, Canada, pp.1066, August 1981.
[4] 한광희, 허경무, “히스토그램 변환을 사용하여 정 확도를 향상시킨 외관 Vision 검사 방법”, 전자공 학회 논문지, 제46권 SC편, 제4호, 58-63쪽, 2009 년 7월.
[5] E.R.Davies, “Machine
Vision : Theory, Algorithms, Practicalities(Signal Processing and its Applications)”,
Morgan Kaufmann, pp.233-235, 2005.[6] 장세진, 송효섭, 양윤모 “허프변환을 이용한 수화 동영상에서의 손의 인식”, 대한전자공학회 추계종 합학술대회 논문집, 제20권, 제2호, 919-922쪽, 1997년.
[7] Rafael C. Gonzalez, Richard E.Woods, “디지털 영 상처리”, 도서출판그린, pp. 594 -598, 2004.
[8] 윤현섭, 한영준, 한헌수 “밀도기반의 분할된 히스 토그램 평활화를 통한 대비 향상 기법”, 전자공학 회 논문지, 제46권, 제1호, 10-21쪽, 2009년 1월.
저 자 소 개 허 태 원(정회원)
1990년 성균관대학교 전자공학과 학사 졸업.
1993년 성균관대학교 전자공학과 석사 졸업.
1998년 성균관대학교 전자공학과 박사 졸업.
1999년~ 신안산대학교 전자정보통신과 부교수
<주관심분야 : 멀티미디어 신호처리, 영상압축, 컴퓨터 비전, 머신비전>
송 한 림(정회원)
1993년 성균관대학교 기계공학과 학사 졸업.
1995년 성균관대학교 기계공학과 석사 졸업.
1998년 성균관대학교 기계공학과 박사 졸업.
1999년~ 신안산대학교 기계설계과 부교수
<주관심분야 : 로봇, 머신비전, 서보제어, 시스템 모델링>