A Study of refrigerator cargo hold insulation design for Juice carrier ship
8
0
0
전체 글
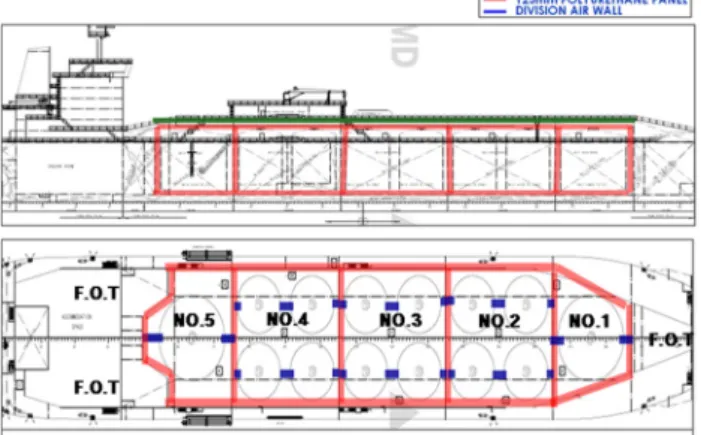
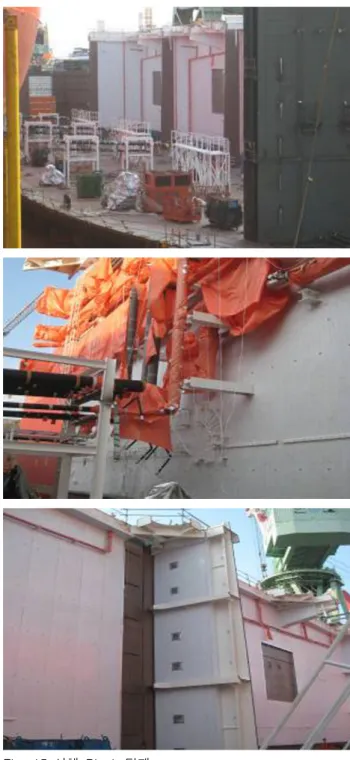
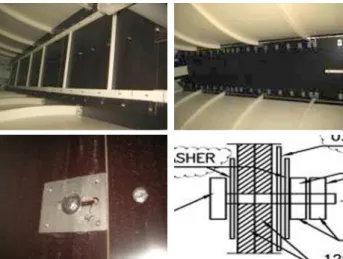
(2) 홍창희・이종태・박태하. cooling fan 및 insulation으로 설치되어야 한다. 그리고 각 cargo hold는 juice를 보관하기 위한 stainless steel tank 14기 가 탑재되고 적절한 공기 지속 및 분배를 위해 Division air wall 이 있다.[Fig.4, 5, 6, 7]. Fig. 7 Stainless steel Juice Tank & Piping arrangement 국내 실적이 없는 상황에서의 juice carrier의 건조는 몇가지 난제를 가지고 있다. 첫번째, 건조기간의 문제이다. 실적선(모호선)의 경우 선박. Fig. 4 Juice carrier cargo hold insulation arrangement. 의 건조기간이 26개월이 소요되었고 이는 대량생산 체제의 한 국 조선소 여건상 건조기간의 단축 및 공법 변경은 필연적인 사항이다. [Fig.8]. Fig. 5 Cooling fan Fig. 8 Juice carrier 건조기간 단축 둘째, cargo hold 냉동 효율과 고품질 선박건조를 위한 insulation 자재의 선정과 공법의 개발이다. Insulation의 자재는 적절한 K-value(열관류율)을 유지하여 주스의 보관온도 및 계약조건에 맞 는 냉동효율을 보장할 수 있어야 함은 물론 cargo hold내 위생을 위한 적절한 표면처리가 된 자재가 적용 되어야 한다. [Fig.9, 10]. Fig. 6 Stainless steel Juice Tank. Special Issue of SNAK, September 2015. Fig. 9 White color polyurethane panel [Hold내부]. 21.
(3) JUICE CARRIER 냉동 CARGO HOLD INSULATION 설계에 대한 연구. 이에, 후행작업을 줄이고 건조기간을 단축하기 위하여 선행 기간 내에 보온 및 의장작업을 가능한 많이 선행하기 위하여 cargo hold insulation 및 piping작업의 선행 공법을 제안하였 다. [Fig.12]. Fig. 10 Galvanized steel with Silicone polyester surface 아울러, 건조기간의 단축을 위한 공법의 편의성 및 건조기간 중 발생할 수 있는 파손 및 오염에 대해서도 안정성을 유지할 수 있는 자재 및 fastening method가 선택되어야 한다. [Fig.11]. Fig. 12 선행공법 Flow drawing 선행/후행의 insulation area는 치밀한 사전준비에 의해 계 획된다. 이는 block joint의 위치와 탑재 sequence를 분석하고 insulation 작업 및 후속 의장공정을 위해 block election 및 turnover 계획을 수립한다. 그결과 insulation 및 의장작업의 선행 작업율은 약 50%로 진행되었다. 이는 선행작업이 불가피한 bottom part와 오염과 화재에 취약한 insulation panel의 특성을 고려하여 block joint. Fig. 11 cargo hold insulation concept design. 보류구역을 감안한 결과이다. [Fig.13, 14]. 셋째, cargo hold내 원활한 air의 circulation을 위한 hold 구 조의 설계 및 division air wall 공법의 개발이다. 각각의 cargo hold내 냉동 air는 hold 전체를 순환하며 hold내 어느 구역에서 든지 stainless steel tank의 표면을 design condition에 맞는 온도조건으로 만족시켜야 한다. 이를 위해 air flow의 대류활동 을 위한 적절한 air flow의 calculation에 의한 구조물의 설치가 되어야 한다. 넷째, 완공 후의 cargo hold cooling 및 K-value calculation test를 실시하여야 하며 그 결과는 design condition을 만족하 여야 한다.. 2. CARGO HOLD 보온 선행공법 건조기간의 단축과 비용을 절감하기 위해서는 juice carrier 의 main 공정으로 소요되는 건조시간을 획기적으로 단축할 수 있어야 한다. Main 공정인 insulation 작업을 후행으로 작업할 경우 선박의 진수 후 안벽에서의 작업 기간이 턱없이 부족하여 건조기간 지연 및 선박의 인도의 지연이 발생할 수 있다.. 22. Fig. 13 Insulation 선행/후행 Plan. 대한조선학회 특별논문집 2015년 9월.
(4) 홍창희・이종태・박태하. Fig. 15 선행 Block 탑재 Insulation 및 piping등의 의장품의 선행작업은 실질적으로 후행작업 기간을 단축할 수 있었다. 기존 실적선의 보온공사 기간은 약12개월 소요된 반면 당사의 보온공사 기간은 6개월 소요되었다. [Fig.15]. 3. Insulation 및 fastening 공법의 개발 Juice carrier cargo hold insulation은 panel type의 polyurethane foam과 mineral wool으로 구성된다. 이는 태양. Fig. 14 Insulation 및 Piping 선행공정. Special Issue of SNAK, September 2015. 으로부터 영향을 많이 받아 열손실이 발생하기 쉬운 upper. 23.
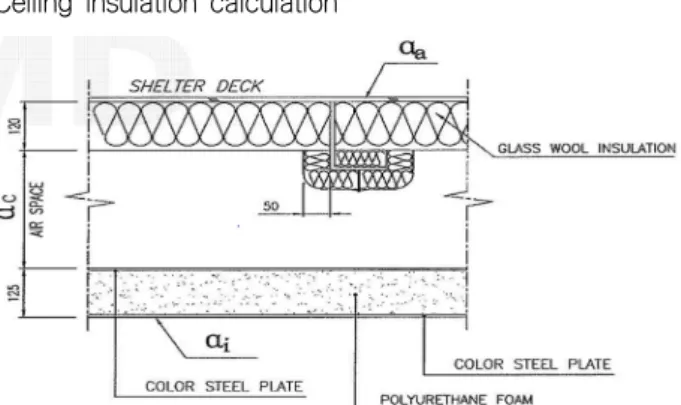
(5) JUICE CARRIER 냉동 CARGO HOLD INSULATION 설계에 대한 연구. deck와 side/bottom의 값이 각기 다르게 요구된다.[Fig.16]. Fig. 16 K-value(열관류율) 조건 각각의 요구 K-value를 만족시키기 위해서 insulation material의 재료 고유 K-value값을 산출한다.. Ceiling insulation calculation. Insulation panel의 두께는 125mm로 진행된다. 이는 계약조 건의 K-value를 만족함은 물론 installation조건에서 발생하는 열 손실과 insulation을 관통하는 steel support 및 hold 구조에 의한 열손실을 감안한 결과로써 실적선의 K-value가 참조되었다. 그리고, insulation panel의 design은 panel과 panel의 결합 시 gap이 없어 열손실이 방지되어야 하며 견고함을 유지할 수 있는 design이 필요하다. 아울러 공정을 단축할 수 있는 시공의 편리함을 감안한 design이어야 한다. 이에 corrugation type의 insulation panel design을 제안하 였다.[Fig.17]. Fig. 17 Insulation panel design Juice carrier의 Insulation panel은 cargo hold steel wall/ceiling/bottom에 고정된다. 이에 fastening method는 무 거운 insulation panel을 견고하게 고정하여야 하며, fastening 공법에 의한 열손실이 최소화 되어야 한다. 아울러 설치 공정을 간소화 및 단축할 수 있는 공법이어야 한다. Fastening method는 2가지 방안으로 제안하였다. 첫번째, Thermal block(절연 물질)을 stud welding(저항 스 터드 용접)을 이용한 공법이다.[Fig.18]. Wall & bottom calculation. Fig. 18 Thermal block & Stud welding. 24. 대한조선학회 특별논문집 2015년 9월.
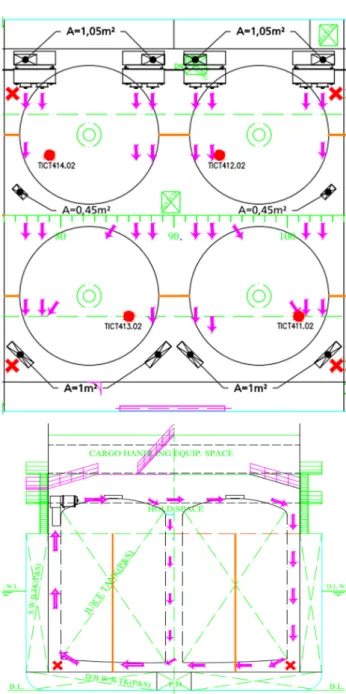
(6) 홍창희・이종태・박태하. 두번째, Angle 및 Screw bolting을 이용한 공법이다. 별도의 hole이 가공되지 않기 때문에 공정이 축소될 수 있다. 다만 steel angle이 필요하기 때문에 제한적인 적용이 필요하다.[Fig.19] Screw bolting 공법은 견고성에 대한 검증이 필요하였고 Test를 제안 및 실시하였다.. Fig. 19 Screw bolting method. 4. Air flow 및 Division air wall의 설계 각 Hold의 cooling fan은 upper area에 위치한다. Air flow는 stainless steel juice tank를 대류 할 수 있는 hold 구조가 되어야 함은 물론 온도조건도 hold 전체가 균일한 상태를 유지할 수 있어야 한다. 각 hold내 cooling fan의 풍향과 volume을 감안한 upper deck상의 opening과 division air wall에 의해 cooling air는 tank하부까지 순환한다. [Fig.20]. Fig.20 Cargo hold 내부 cooling air순환 Cooling air의 대류순환을 위해서는 tank와 tank 사이 tank 와 hold 격벽사이를 구분하여야 하며 이는 plywood division air wall의 design을 제안하였다. [Fig.21 : 황색마킹]. Fig. 21 Division air wall concept design. Special Issue of SNAK, September 2015. 25.
(7) JUICE CARRIER 냉동 CARGO HOLD INSULATION 설계에 대한 연구. Division air wall의 재질은 water proof type plywood가 적용 되고 plywood를 지지할 steel support 및 tank의 진동 및 rolling에 의한 파손을 방지하기 위한 sliding type의 design이 적용된다.[Fig.22]. Fig. 24 Fourier's law Test는 3~4일간에 거쳐 진행된다. 각 구역별 온도를 일정시 간에 거쳐 측정하고 그 data를 바탕으로 K-value calculation 을 진행한다. calculation은 cooling fan의 공급열량 및 내외부 온도 data, external heat loss, internal heat loss를 산출한 결 과를 값으로 하여 최종 cargo hold의 K-value를 산출한 다.[Fig.25]. Fig. 22 Plywood division air wall. 5. Cooling test 및 K-value calculation 선박이 건조가 마무리가 되고 모든 의장품의 설치 및 마감작 업이 완료가 된다. Insulation의 설치와 division air wall, cooling fan, piping 작업등 주요 공정이 마무리가 되면 cargo hold의 계약조건 온도 및 insulation의 적합성등의 test를 진행 한다. 이는 오렌지 주스의 보관온도인 -1도~-10도 까지의 cooling 온도를 down 시키는 cooling test와 cooling test의 온 도를 data로 하여 외부와의 온도차 및 열손실들을 계산하여. Fig. 25 K-value calculation data. Juice carrier의 Insulation의 성능을 검증하는 K-value calculation이다.[Fig.23]. 6. 결 론 본 연구에서는 23k Juice carrier의 특성을 공부하여 어떻게 Yard에 특성과 공정을 위해 개선 및 개발 item을 제안하였고 적용한 과정을 설명하였다. 앞으로 추가적으로 개선하고 연구개발해야 될 과제에 대해 정리해 본다. 첫째, 선행공법을 적용하는 것에는 많은 제약조건이 따르는 데 weather protection과 material protection method등 추가적 인 개선, 개발이 선 연구 되어야 한다. 둘째, fastening method의 추가적인 보완은 검증을 통한 최 소 필요수량에 대한 연구 및 개선으로 견고함과 공정을 단순화 할 수 있는 방안의 강구가 필요하다.. Fig. 23 Test concept design Cooling test와 K-value calculation은 아래의 공식에 기초 하여 산출된다.[Fig.24]. 26. 셋째, insulation panel을 관통하는 hold내부의 각종 의장품 을 위한 support를 줄일 수 있는 대형, 복합 support 공법의 개발과 개선이 필요하다. 이는 insulation의 hole 가공공정을 줄일 수 있고 건조 공정 단축을 위해 필연적인 사항으로 검토되 어야 한다. [Fig.26]. 대한조선학회 특별논문집 2015년 9월.
(8) 홍창희・이종태・박태하. 우리는 본 연구에서 주스운반선의 특성과 주요 공정, 개선 사항에 대해서 알아보았다. 연구의 끝으로 마지막 결론을 내리자면, 치열한 생존경쟁의 조선산업 환경에서 특수선에 대비한 철저한 사전준비와 더불어 혁신적이고 창의적인 개선, 연구 활동만이 경쟁이 심화되고 있 는 우리 조선소에 활력을 불어넣고 이를 계기로 특수선 뿐만 아니라 세계 어떤 경쟁자에 대해서도 자신감을 갖게 됨은 물론 세계1위 조선강국의 명성을 이어나갈 수 있을 것이라 생각한 다. [Fig.28]. Fig. 26 Supports in the cargo hold 넷째, 14기의 stainless steel tank하부의 협소한 공간에서의 insulation작업을 단순하기 위한 공법개선이 필요하다. bottom 은 cargo hold의 특성상 선행작업이 불가하고 모든 작업이 후 행작업으로 이뤄진다. 아울러 타 공정과의 간섭이 많아 후행공 정의 대부분의 시간을 허비하게 된다. 즉, tank을 지지하는 support의 insulation 공법과 협소한 공간의 작업을 위한. Fig. 28 Juice carrier (juice 운송과정). insulation type변경과 구조변경을 검토하여 개선할 필요성이 있다. [Fig.27]. 홍창희. 이종태. 박태하. Fig. 27 Tank 하부 Insulation panel cutting plan. Special Issue of SNAK, September 2015. 27.
(9)
수치


+5

관련 문서
