DOI: 10.4150/KPMI.2010.17.6.477
분무주조에 의해 제조된 Cu-Sn계 합금의 미세조직 및 인장성질
심상현·강희수·백경호
*
충남대학교나노소재공학과
Microstructural Evolution and Tensile Properties of Cu-Sn Based Alloys Manufactured by Spray Casting Route
Sang-Hyun Shim, Hee-Soo Kang, and Kyeong-Ho Baik
* Department of Nanomaterials Engineering, Chungnam National University
99 Daehagno, Yuseong, Daejeon, 305-764, Korea
(Received November 1, 2010; Revised November 22, 2010; Accepted December 7, 2010)
Abstract Cu-Sn based alloys were manufactured by gas atomization spray casting route in order to achieve a fine scale microstructure and a high tensile strength. The spray cast Cu-10Sn-2Ni-0.2Si alloy had an equiaxed grain microstructure, with no formation of brittle δ -Cu
41Sn
11phase. Aging treatment promoted the precipitation of finely distributed particles corresponding to δ -Ni
2Si intermetallic phase throughout the α -(CuSn) matrix. The cold-rolled Cu-Sn-Ni-Si alloy had a very high tensile strength of 1200 MPa and an elongation of 5%. Subsequent aging treatment at 450
oC for 1h slightly reduced the tensile strength to 700 MPa and remarkably increased the elongation up to 30%. This result has been explained by coarsening the precipitates due to over aging and reduc- ing the dislocation density due to annealing effects.
Keywords : Spray casting, Cu-Sn, Cu-Sn-Ni-Si, Equiaxed grain, Tensile strength
1. 서 론
최근의 정보통신산업의 급속한 성장과 더불어부 품의 소형화
,
박판화,
고밀도package
화의중요성이부각됨에따라보다높은강도와전기전도도를 갖는 동합금 재료의 개발에 대한 요구가 증가하고 있다
.
대표적인예로
,
고도전성고강도스프링강으로사용 되고 있는Cu-Sn-P
합금과Cu-Be
합금을들 수있다
[1, 2]. Cu-Sn-P
합금은대표적인 인청동(phosphor
bronze)
으로Sn
의고용강화효과로 인하여 높은인장강도를나타낸다
.
용탕의 유동성을향상시키고 또한용탕의충분한탈산과물성에악영향을주는
SnO
2의 생성을 억제하기위하여 미량의P
를 첨가하는 것이 일반적이다. Cu-Sn-P
합금은용해주조 후응고될 때,
Sn
의 편석이야기되어 α 고용체의수지상정 사이에α
+
δ(Cu
41Sn
11)
공석조직을형성하며 동시에 미량첨가된
P
로인하여Cu
3P
상을형성한다.
δ 상과Cu
3P
는후속용체화처리에의하여서도쉽게분해되지않는 특징이있으며
,
융점이낮고취성이크기때문에후속열간가공 시 쉽게균열을발생시킨다
. Cu-Be
합금은인장강도
1000 MPa
이상의고강도동합금이며 부식및피로에 대한저항성또한우수하다
.
그러나Be
이고가이고심각한 환경문제를야기하기때문에 그사 용이점차 배제되고있다
.
이에따라기존의고강도동합금을 대체할다양한합금계가 연구되고 있으며
,
그 중에서도
Cu-Ni-Sn
합금[3, 4]
및Cu-Ni-Si
합금[5, 6]
에 대한연구가활발하게진행되고 있다.
가스분무주조 공정은 고압의 가스에 의하여 분사 된용융액적들을완전히 응고되기전에성형기판에 용착또는 적층시킴으로써봉상
,
판상또는관상형 태의 대형 성형체를 제조 할 수 있는 새로운 응고공정기술이다
[7-10].
분무주조공정에의하여제조된*Corresponding Author : [Tel : +82-42-821-5640; E-mail : [email protected]]
속주조에 의해제조된 합금과비교하였으며
,
소량의Si
과Ni
을 첨가하여미세조직의변화와 후속냉간가 공 및시효처리에따른기계적특성을평가하였다.
2. 실험방법
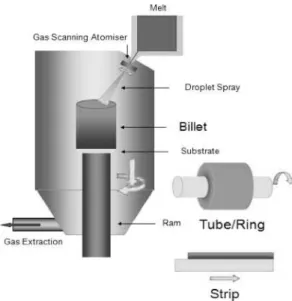
그림
1
은가스분무주조공정의 원리를도식적으로 나타낸 것으로,
그 주요공정은금속의 용해,
용융금 속의 분무화,
그리고 분무된 액적들이 하단 기판에 용착되는성형과정으로구분된다. 100 kg
의Cu-10Sn
과
Cu-10Sn-2Ni-0.2Si
합금을SiC
도가니에 장입하 여Ar
분위기 하에서 유도용해 하였으며,
용탕을1060
oC
까지 가열한후 출탕하여 분무주조를 행하였 다.
사용된 용탕노즐의 직경은5.5 mm
이었고,
이때해 분무된 액적은비행하는 동안 주위의가스에의 하여 급속냉각과정을거치며
,
일정거리를비행한 후 성형기판의 표면에도달하게된다.
성형기판의 위치 는 분무액적의비행거리를의미하며적층표면에서의 액상분율과열용량을결정하며성형체의미세조직형 성에 영향을 준다.
본 연구에서 사용한 분무거리는550 mm
이었고,
성형기판의직경은200 mm
이었다.
가스분무주조된
Cu-10Sn
계 합금은직경180~200
mm,
높이 약270 mm
이었다.
분무주조공정중의합금의 미세조직 형성과정을 조사하기 위하여 성형체 의 미세조직을 광학현미경
,
주사전자현미경,
투과전 자현미경을이용하여관찰하였고,
또한분무주조공정과의 비교를 위하여
, direct-chill
주조공정을 통하여Cu-10Sn
합금을 제조한후 그 미세조직 및 특성을평가하였다
.
본 연구에서는 선재 제조에 적합한groove
압연공정에 의하여각 합금을직경1.0 mm
선재로가공하였으며
,
최종가공변형률은4.2
이었다.
분무주조 및 냉간가공된
Cu-10Sn-2Ni-0.2Si
합금을450
oC
에서Ar
분위기하에서시효처리한후미세조직 및 기계적 특성을평가하였다.
경도는Vickers
경도계를이용하여
100 g
의 하중에서10
회 이상측정하여 평균값을 나타내었다
.
인장강도와 연신율의 측정 은Instron
시험기를이용하였으며, 25 mm
의gauge
길이와
0.5 mm/min
의변형속도를사용하였다.
3. 결과 및 고찰
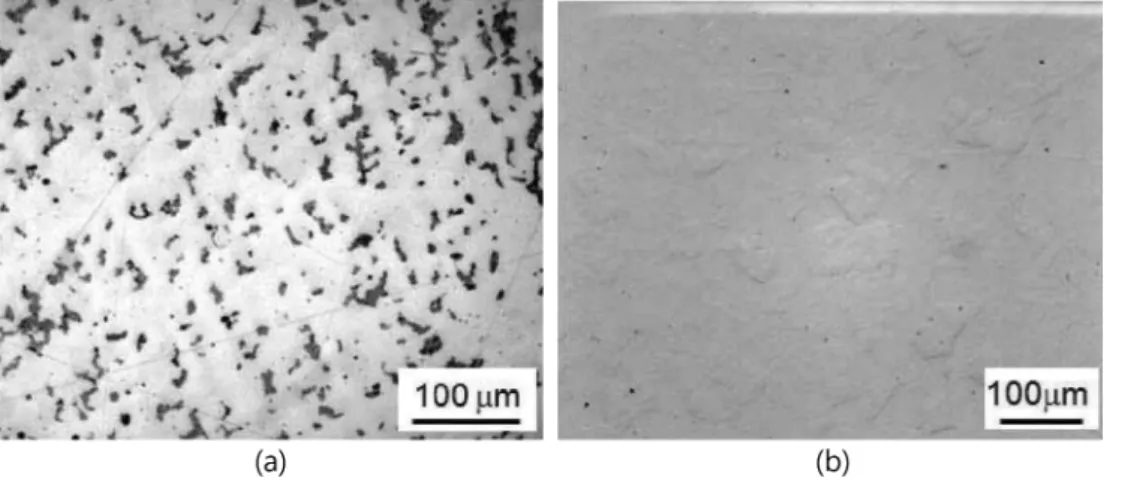
3.1. 분무주조 Cu-10Sn 합금그림
2
는direct-chill
주조와가스분무주조에 의해제조된
Cu-10Sn
합금의 미세조직을나타낸 것이다.
Direct-chill
주조Cu-10Sn
합금은 약10
µm
크기Fig. 1. Schematic diagram of spray casting process.
의기공을다소포함하고있었으며
(
약2area%),
전형 적인 수지상조직을나타내었다(
그림2(a)).
주조빌 렛은Sn
의 거시적 편석 현상과 함께 수 십 µm
크 기의 조대한 δ-
상들이불균일하게 분포되어 있었다.
Sn
의 거시적 편석은 빌렛의 표면과 중심부 사이의응고속도차이에기인하며
,
중심부보다표면부에서의Sn
농도가1%
이상더 높은 역편석현상을나타내었다
.
역편석은응고온도범위가큰합금에서주로발 생하며,
수지상가지의성장과함께배출된용질원소 가 수지상의 가지사이에 누적되고 고농축화한 액상 이수지상간격을응고성장과반대방향인주형으로유동하기 때문이다
. Cu-Sn
합금은 δ-
상의생성으로인하여
150
±14Hv
의높은경도를나타내었다. Sn
의편 석 및조대하고취성이큰 δ-
상의생성은후속열간 가공성을현저히 감소시킬것이다.
가스분무주조
Cu-10Sn
합금은 약8.669 g/cm
3의이론 밀도 대비
99%
이상의 높은 밀도를 가졌다.
가스분무주조
Cu-Sn
합금의미세조직은20~30
µm
크기를갖는 등축정의 α
-(CuSn)
결정립으로이루어져 있으며 조대한 기공의생성 없이 마이크론 크기 이하의미세한기공들이소량존재하였다
(
그림2(b)).
가스분무
Cu-Sn
합금 내에 δ-Cu
41Sn
11 상의 생성은 효과적으로억제되었으며,
대부분의Sn
원소는 α-Cu
기지조직에고용되어있는것으로사료된다
.
빌렛내Sn
의 거시적 편석은 거의 발생하지 않았으며 빌렛표면에서 중심부까지 균일한
Sn
의 농도분포를 나타 내었다.
분무주조성형체의 미세조직은 적층표면에 도달하는고상,
반고상그리고액상상태의액적들의열용량에 의하여결정된다
.
적층표면에 도달하는액 적은 그 크기에 따라 서로 다른 온도 및 열용량을갖는다
[7-10].
이들 액적은 적층표면에서 재용융 및혼합 또는 냉각및 응고과정을 통하여성형체를 형 성한다
.
성형체표면에도달하는액적들이고상분율 이 너무 작을 경우성형체 표면에서의열 유입속도 가 유출속도보다 크게 되어 표면에과다한 액상영 역이 형성되며,
성형체의 내부에 가스 기공과 응고 수축기공들의 생성을 초래하게 된다.
액적들의 고상 분율이 너무많은경우에는적층표면에서의열 유출 속도가 유입속도보다크게되어적층된액적들 간의 공극을채워줄액상의유동이제한되며,
결국다량의 결함들이 생성되게 된다.
치밀하고 균일한 미세조직 을얻기위하여 필요한적층표면에서의액상분율은 약0.2-0.4
로 알려져있다[8].
가스분무주조Cu-10Sn
합금은 δ
-Cu
41Sn
11 상이없는등방성결정립미세조직 으로 인하여110
±8Hv
의 비교적 낮은 경도를 나타 내었다.
이러한 균일한미세조직 결과는가스분무주 조공정상의빠른응고속도에기인하며후속냉간및 열간가공성을향상시킬 것으로사료된다.
Direct-chill
주조 및 분무주조에 의해 제조된Cu-
10Sn
합금의냉간 및 열간가공성을 평가하기 위하여 상온 및 고온 압축 실험을 실시하였으며
, direct- chill
주조합금의경우냉간및열간압축시buckling
이 발생하여 불균일하게 변형되었고 표면에 균열이 발생하였다
.
반면에분무주조합금의경우냉간및열간 압축시
direct-chill
주조합금보다 낮은응력에서균일하게 변형되었으며 표면균열의발생이 없었다
.
Fig. 2. Microstructure of Cu-10Sn alloys: (a) direct-chill casting and (b) spray casting.
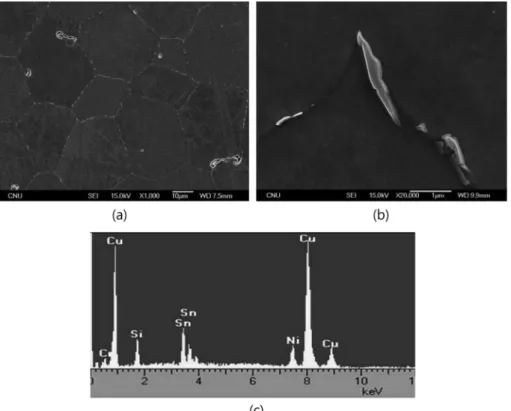
축정의 α
-(CuSn)
결정립으로 이루어져 있었고,
δ- Cu
41Sn
11 상의 생성은 관찰되지 않았으며,
결정립계 면을 따라 마이크론 크기이하의 매우미세한 석출상들이형성되어있었다
(
그림3(b)).
또한가스분무주조 공정 중에 생성된 약간의기공들이 결정립 계면 에 존재하였으며
,
제조된 합금은8.53 g/cm
3의 밀도를가지고있었다
. EDX
분석결과에따르면,
결정립계면의미세한석출입자는
(Ni, Si)-rich
상이었고(
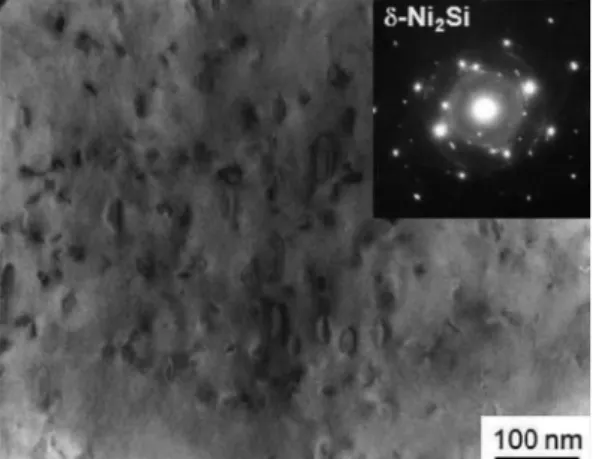
그림450
oC, 1h
시효처리후분무주조Cu-10Sn-2Ni-0.2Si
합금의
TEM
미세조직을 나타낸 것이다.
α-(CuSn)
기지조직내부에
5-50 nm
크기의미세한 석출입자들이고르게분산되어 있음을 관찰할수 있었다
.
이 러한미세한석출입자들은회절도형 분석을통하여 δ-Ni
2Si
금속간화합물임을확인하였다.
분무주조
Cu-10Sn-2Ni-0.2Si
합금의 강도를 향상시키기위하여 상온에서 냉간압연을실시하였다
.
냉Fig. 3. Microstructure of spray cast Cu-10Sn-2Ni-0.2Si alloy: (a) equiaxed grain structure, (b) and (c) precipitates at grain
boundary and their EDX spectrum.
간가공 후 미세조직은 가공방향에 평행하게 연신된 기지조직을나타내었고
,
냉간가공공정에의하여합금 선재의경도는344
±6Hv
로 크게증가하였다.
이러한 결과는 심한 소성변형에 의한 내부전위밀도의 증가 에 기인한것이다.
그림5
는 냉간가공및 후속시효 처리에따른 응력-
변형율곡선을나타낸 것이다.
냉 간가공 후Cu-10Sn-2Ni-0.2Si
합금선재는 항복강도1120 MPa,
인장강도1220 MPa,
연신율5.4%
를나 타내었다.
냉간가공에따른강도의급격한증가는기 지조직의가공경화및 내부전위밀도의증가에 기인 한 것이다.
후속시효처리 시간이증가함에따라항 복강도와 최대인장강도는 점차 감소하여450
oC, 1h
후 각각
715 MPa, 780 MPa
로 크게 감소하였으며,
반면에 연신율은크게증가하여
22%
이상을나타내었다
.
이러한결과는시효로인하여생성되는미세한δ
-Ni2Si
금속간화합물석출입자에의한 석출강화효과보다 어닐링효과에 의한전위밀도의감소가 합금 의 강도를더욱크게감소시키기때문이다
.
4. 결 론
분무주조공정을통하여직경
180-200 mm
크기의Cu-10Sn
과Cu-10Sn-2Ni-0.2Si
성형체를 제조하였으며
,
성형체는99%
이상의밀도를갖는미세한등축정의 미세조직을 나타내었다
.
분무주조Cu-10Sn
합 금은주조합금과비교하여취성이 큰 δ-
상의생성이 효과적으로억제되고합금원소가균일하게분포하여 후속냉간 및열간가공성이 크게향상되었다.
시효 석출경화형 분무주조Cu-10Sn-2Ni-0.2Si
합금은 합 금원소 편석이 없는 등방성 결정립의 미세조직으로 이루어졌으며,
후속시효처리를통하여수 십nm
크 기의 δ-Ni
2Si
석출물을기지금속전반에걸쳐균일하 게 생성하였다. Cu-10Sn-2Ni-0.2Si
합금은냉간가공후 약
1220 MPa
의 인장강도와5.4%
의 연신율을나타내었으며
, 450
oC
에서1
시간 동안 시효처리 후 인장강도는780 MPa
로감소하였으나연신율은22%
이상으로크게증가하였다