DOI: http://dx.doi.org/10.4313/JKEM.2016.29.12.796 ISSN 1226-7945 (Print), 2288-3258 (Online)
에폭시 알루미나 멀티-콤포지트의 기계적 특성연구
박재준a
중부대학교 전기전자공학과
Mechanical Properties of Epoxy Alumina Multi-Composites
Jae-Jun Park
aDepartment of Electrical Elecrtonic Engineering, Joongbu University, Goyang 10279, Korea (Received October 15, 2016; Revised November 17, 2016; Accepted November 23, 2016)
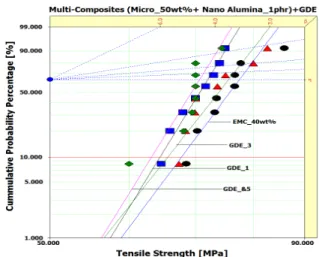
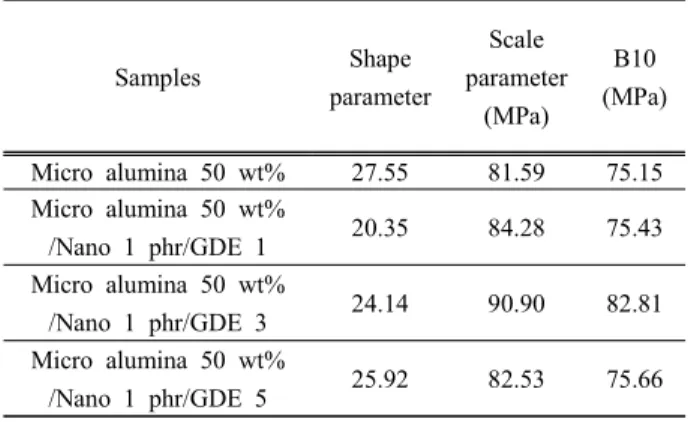
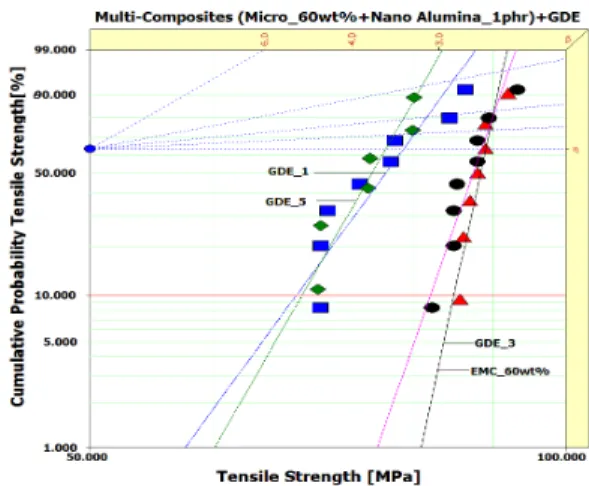
Abstract: In order to develop an electrical insulation material for gas GIS (insulation switch gear) spacer, 4 types of epoxy/micro-alumina (40, 50, 60, 70 wt%) composites and 9 types of epoxy/nano-alumina (1, 3, 5 g)/micro-alumina (40, 50, 60, 70 wt%) composites were prepared and tensile test was carried out. In here, nano-alumina was previously surface-treated with GDE (glycerol diglycidyl ether). As micro-alumina and GDE-treated nano-alumina contents increased, tensile strength increased and the highest value was shown in the system with 3 g GDE-treated nano-alumina.
Keywords: GIS spacer, Tensile strength, Epoxy/micro alumina composites, Epoxy/micro-nano alumina composites, Nano alumina surface modification
1. 서 론
에폭시수지는 고체 절연 개폐기(solid insulated switchgear, SIS)와 가스 절연 개폐기(gas insulated switchgear, GIS)의 절연 시스템에 필수적인 재료이 다. 예로서, SIS는 많은 주요한 회로를 몰드하는데 많 은 에폭시 캐스팅을 요구하고 있고, GIS는 GIS 탱크 내에 내부도체를 지지하는 절연 Spacer를 요구하고 있다 [1,2]. 에폭시수지는 보통 알루미늄 또는 구리의 열팽창계수와 같은 낮은 열팽창계수를 얻기 위해 많은 양의 마이크로 필러들을 충진하고 있다. 낮은 열팽창계 수를 갖는 고전적 충진 에폭시는 에폭시 캐스팅 부분 과 열 사이클에 의해 원인이 되는 도체 사이 박리를 피하기 위한 것이다 [3,4].
a. Corresponding author; [email protected] Copyright ©2016 KIEEME. All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
에폭시 나노콤포지트는 전기적, 열적 그리고 기계적
스트레스를 억제할 수 있기 때문에 다방면의 절연재료
를 이용하고 있음은 주지의 사실이다 [9]. 그렇지만,
나노 콤포지트의 특성은 필러와 매트릭스 사이 계면의
상호작용만큼 나노필러의 형상과 종류에 의존한다
[10]. 요구된 응용을 위한 에폭시수지를 보강하는 일반
적인 방법은 나노클레이, 나노알루미나 그리고 나노실
리카와 같은 유기와 무기필러 그리고 마이크로와 나노
의 조합이다 [11-13]. 기계적 특성인 경도, 내마모성
그리고 기계적인 인장 강도와 같은 흥미로운 특성을
갖는 나노알루미나의 우수한 유전 특성 그리고 열적
열전도가 전기적인 절연 소재로 이용될 수 있다. 초기
의 연구는 가령 공간전하, 체적저항 비유전율 그리고
유전정접과 같은 나노알루미나를 충진한 에폭시 콤포
지트를 조사하였다 [10,14,15]. 그러나 나노단독으로는
전기적인 특성을 향상시킬 수 있지만, 그러나 기계적인
특성의 향상은 어려운 경우이다. 그런 이유로 나노와
마이크로를 혼합한 연구를 통하여 기계적 그리고 전기
적인 특성의 향상을 위해 연구를 계속하고 있다.
본 연구에서는 GIS spacer에 응용할 기계적인 특성 향상을 위하여, 나노와 마이크로 알루미나를 혼합한 콤 포지트를 개발하기 위해, 나노알루미나에 GDE 1, 3, 5 g을 첨가하여 표면개질을 실시하였고, 개질된 나노와 마이크로알루미나 40, 50, 60 wt%를 혼합한 콤포지트 를 제조하였다. 샘플을 이용하여 기계적인 인장 강도의 특성연구를 실시하였고 그 결과 와이블플롯으로 나타 내어 해석하였다.
2. 실험 방법 2.1 재료
본 연구에 이용한 나노알루미나 입자는 aluminium oxide power로서 국내 Sukgyung AT Co., LTD산으 로 SG-ALO30의 제품을 이용하였다. 나노입자와 마이 크로 입자의 특성은 표 1에서 나타내었다. 상업적인 DGEBA (diglycidyl ether of bisphenol A) 타입 에 폭시는 상품명 Araldite CT-200을 사용하였다. 점도 는 120℃에서 390~520 mPs이며, 밀도는 25℃에서 1.15 g/cm3 에폭시 함량(equip./kg)은 2.55~2.7이다.
경화제(hardener)는 제품명으로 HT 903로서 실내온 도에서는 고체 상태에서 냄새가 나지 않는 carboxylic acid anhydride 기반 경화제이다. 융점 범위(melting range)는 128~132℃이며, 밀도는 130℃에서 1.22~
1.25 g/cm3 이다. 산의 함량은 ≤3%, 휘발성 함량은 0~0.2%으로 외관상 백색의 파우더 형태를 갖는다.
경화제로 사용된 carboxylic acid type (anhydride) 는 중전기기 절연소재인 GIS spacer의 절연소재로서 광범위하게 사용되고 있으며, 감마상 나노알루미나의 표면개질을 위해 비실란계인 GDE (glycerol diglycidyl ether)를 사용하였다.
Table 1. Properties of fillers for the specimens.
Property Nano alumina Micro alumina Mean particle size 30 nm 1~2 μm
Crystal form gamma phase
alpha phaseParticle shape
2.2 기계적 인장 강도 특성용 에폭시-마이크로 알루 미나-나노 알루미나 콤포지트의 제조 과정
GIS spacer 절연소재 개발을 위해 그림 1에서 나타 낸 과정을 통하여 에폭시/마이크로 알루미나/나노알루 미나 콤포지트의 제조방법을 나타내었다.
제조된 샘플은 표 2에 나타낸 바처럼 에폭시 원형, 에폭시/마이크로알루미나 콤포지트(40, 50, 60, 70 wt%) 4종류, 에폭시/알루미나 멀티-콤포지트 즉, 에 폭시/마이크로알루미나 40 wt%/나노알루미나 1 phr/
Fig. 1. Preparation procedure of composites for epoxy/micro alumina-nano alumina composites.
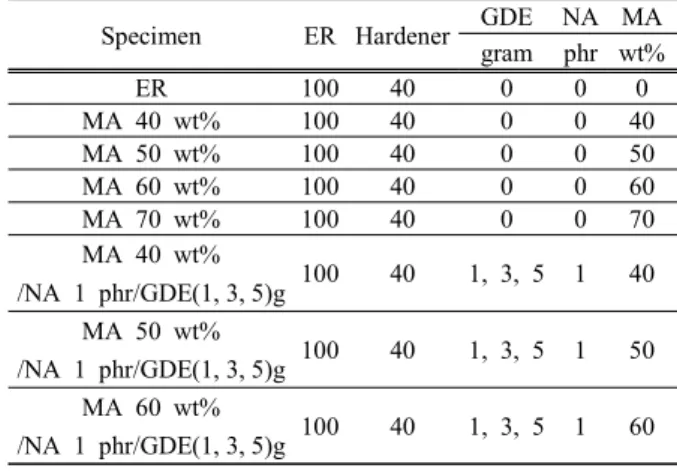
Table 2. Type of sample.
Specimen ER Hardener GDE NA MA
gram phr wt%
ER 100 40 0 0 0
MA 40 wt% 100 40 0 0 40
MA 50 wt% 100 40 0 0 50
MA 60 wt% 100 40 0 0 60
MA 70 wt% 100 40 0 0 70
MA 40 wt%
/NA 1 phr/GDE(1, 3, 5)g 100 40 1, 3, 5 1 40 MA 50 wt%
/NA 1 phr/GDE(1, 3, 5)g 100 40 1, 3, 5 1 50 MA 60 wt%
/NA 1 phr/GDE(1, 3, 5)g 100 40 1, 3, 5 1 60
GDE (1, 3, 5 g) 콤포지트 3종류, 에폭시/마이크로알 루미나 50 wt%/나노알루미나 1 phr/GDE (1, 3, 5 g) 콤포지트 3종류 그리고 에폭시/마이크로알루미나 60 wt%/나노알루미나 1 phr/GDE (1, 3, 5 g) 콤포지트 3종류를 제조하였다. 본 연구에 사용한 샘플 종류는 14종류로서 각각 8개의 샘플을 이용하여 측정한 결과 를 나타내었다.
2.3. 기계적인 특성 실험
인장 강도는 기계적 특성 중에 가장 대표적인 것으 로 시험방법은 JIS B7502 규정에 따른다. 인장 강도를 측정하는 기기는 universal tester (SHM-C-500, Sham han Tech)를 사용하였다. 측정은 시험편의 양단을 붙 잡고 cross-head speed를 10 mm/min의 일정한 속 도로 인장하중을 가하는 시험기를 이용하였다. 측정은 자체 소프트를 이용하여 인장응력-변형곡선의 관계로 부터 인장 강도 및 탄성률 등을 구하였다.