Au 스터드 범프 본딩과 Ag 페이스트 본딩으로 연결된 소자의 온도 측정 및 접촉 저항에 관한 연구
김득한1·유세훈2·이창우2·이택영1,
†
1한밭대학교재료공학전공
,
2한국생산기술연구원마이크로조이닝센터Temperature Measurement and Contact Resistance of Au Stud Bump Bonding and Ag Paste Bonding with Thermal Heater Device
Deuk-Han Kim1, Sehoon Yoo2, Chang-Woo Lee2 and Taek-Yeong Lee1,†
Dept. of Materials Engineering, Hanbat National University
1
San 16-1 Dukmyung-dong, Yuseong-gu, Daejeon 305-719, Korea
2
Korea Institute of Industrial Tehcnology, Micro-Joining Center, Songdo-dong, Yeonsu-gu, Incheon 406-840, Korea (2009
년8
월12
일접수: 2010
년6
월16
일게재확정)
초 록: 탄탈륨실리사이드히터가내장된소자를
Ag
페이스트와Au SBB(Stud Bump Bonding)
를이용하여Au
가코 팅된기판에각각접합하였다.
전단테스트와전류를흐르면서열성능을측정하였다. Au
스터드범프본딩의최적플 립칩접합조건은전단후파괴면관찰하여설정하였으며,
기판온도를350 o C,
소자온도를250 o C
에서하중을300 g/bump
로하여접합하는경우가최적조건이였다
.
히터에5 W
인가시소자의온도는Ag
페이스트를이용한접합의경우최대 온도는약50 o C
이었으며, Au
금속층을갖고있는실리콘기판에Au
스터드본딩으로접합된인경우약64 o C
를나타내 었다.
기판과의접촉면적이와이어본딩과Au
스터드범프본딩가약300
배가차이가나는경우약14 o C
차이를나타내 었고,
전사모사를통하여접합면의접촉저항이중요한이유임을알수있었다.
Abstract:
The device with tantalum silicide heater were bonded by Ag paste and Au SBB(Stud Bump Bonding) onto the Au coated substrate. The shear test after Au ABB and the thermal performance under current stressing were measured.
The optimum condition of Au SBB was determined by fractured surface after die shear test and 350 o C for substrate, 250 o C for die during flip chip bonding with bonding load of about 300 g/bump. With applying 5 W through heater on the device, the maximum temperature with Ag paste bonding was about 50 o C. That with Au SBB on Au coated Si substrate showed 64 o C. The difference of maximum temperatures is only 14 o C, even though the difference of contact area between Ag paste bonding and Au SBB is by about 300 times and the simulation showed that the contact resistance might be one of the reasons.
Keywords:
Flip chip, Au stud bump, contact resistance, SBB, Ag paste
1. 서 론
패키징에서사용되고있는접속배선은와이어본딩이 주류를이루고있다
.
전자부품및시스템에사용되고있는소자의속도증가
,
경량화,
소형화,
저전력화추세에따라서플립칩의응용분야가광범위하게사용되고있다
. 1)
플립칩으로사용되고있는가장일반적인금속접속배선 의형태는솔더
2)-4) , 전도성접착제5), 6) , Au 스터드범프7)- 9) ,
7)- 9) ,
그리고전해도금에의한스터드가가장널리사용되고있 다
.
여기에더해폴리머와금속분말을기본으로만들어지는도전성폴리머가사용되고있다
.
플립칩의솔더는95 wt% Pb
이상포함는고융점(T m >250 o C)
솔더와200
에서
250 o C
정도의솔더그리고200 o C
이하의저융점을갖는솔더가있다
.
솔더플립칩의가장큰특징은접합공정에서솔더가 용융상태로 금속층인
UBM(Under Bump Metallurgy)
과반응하여형성된금속간화합물에의해서접합을이루는
것이다
.
이를리플로우(Reflow)
공정이라고한다.
이에비해서스터드 범프본딩
(Stud Bump Bonding, SBB)
은접합공정에서용융이필요치않고고온에서하중과초음 파를이용하여고체확산을통한접합이이루어진다
.
일반적으로솔더를구성하고있는금속인
Sn, Ni, Cu
등이산화가매우잘되기때문에플럭스
(Flux)
를이용하여금속의산화막을제거하고순수한금속간의화학반응에의
†
Corresponding author
E-mail: [email protected]
해서접합을이룬다
.
이때적절한플럭스의선택이접합상태를결정짓는중요한역할을하게된다
.
그러나MEMS
(Microelectromechanical System)
나광전소자의경우에는플럭스를사용하지못하는경우가많다
. 10) MEMS
의경우
,
구동부분이있게되면잔류플럭스가움직이는부분의운동을방해하여플럭스에서나오는기체가시스템을 산화시켜시스템의오작동을유발할수있다
.
또한잔류플럭스의탈가스가시스템의산화또는가스 농도의변화를유발시켜올바른작동을방해한다
.
광전소자의경우발광부와수광부의표면상태가전체시스템 의효율과동작을결정짓는다
.
따라서잔류플럭스에의한표면의오염은소자의동작을현저히떨어뜨린다
.
스터드범프는도금과와이어스터드로만들수있다
.
도금의경우전해도금과무전해도금으로만들수있고
Au, Ni, Cu, Au-Sn, Ni-Au, Ni-Cu
등의 접속재료를사용할수있다
. 11)도금의경우에는주로 TAB(Tape Automated
Bonding)
에많이사용되고있다.
도금의경우에는일정크기이상의웨이퍼에전기가통하는배선을만든후에 가능하다
.
따라서소자가아주작은소자의개별제작에는사용이매우어렵다
.
또한이미제작되어진소자에범프를형성하는공정은와이어스터드에비해용이하지않 다
.
와이어스터드범프는소자의크기에크게상관이없고
,
와이어본딩이가능한모든소자에스터드를형성할수있기때문에웨이퍼크기가아닌극히작은소자에서 도범프형성이가능하고
,
그방법은와이어본딩과거의동일하다
.
비록스터드범프를이용한플립칩의제조공정이솔더를이용한공정에비해작은소자에서유리하 지만본딩시고체확산에의한본딩이므로소자의신뢰 성과접촉저항이큰단점을갖고있다
.
접촉저항은전기적성능과열성능을떨어뜨리게된다
.
본실험에서는히터를포함한소자를이용하여
Ag
페이스트로접속된와이어본딩된소자의온도와
Au SBB
를이용한플립칩소자의열성능을비교하고
,
기판에따른접촉저항을전사모사를통하여체계적으로관찰하였다
.
2. 실 험
2.1. 소자와 열원
소자의크기는
6.5 mm
×3.5 mm
의크기를갖고,
전면적에걸쳐서열원이존재한다
.
열원은탄탈륨실리사이드를이용하여제작하였고
,
데이지체인을형성하기위해알루미늄
(Al)
을이용하였다.
시편에는66
개의알루미늄패드가존재하고있다
.
이중64
개의Al
패드를이용하여Au
스터드를와이어본딩장치로제작하였다.
알루미늄패드중상단에존재하는두개의긴패드는실리사이드 와연결된패드로전원을연결하는데사용된다
.
이를통해공급되는전류가실리사이드를가열하여시편의온도 를제어한다
.
2.2. 온도 측정을 위한 시편의 제작
a. Ag
페이스트로접합된와이어본딩시편와이어본딩은
150 o C
의온도에서K&S
사의와이어본딩을이용하여제작하였다
. Au
와이어는1 mil.
두께를갖고있다
.
와이어본딩으로제작된시편의완성모양은Fig.
1(a)
에나타내었다.
기판으로사용된것은전면이Au
후막의두개의알루미나기판을사용하였다
. Alumina I
으Fig. 1.
Specimen for temperature measurement of (a) wire bonding, (b) schematic diagram of cross-sectioned (a), (c) Au SBB and (d) schematic diagram of cross-sectioned (c)
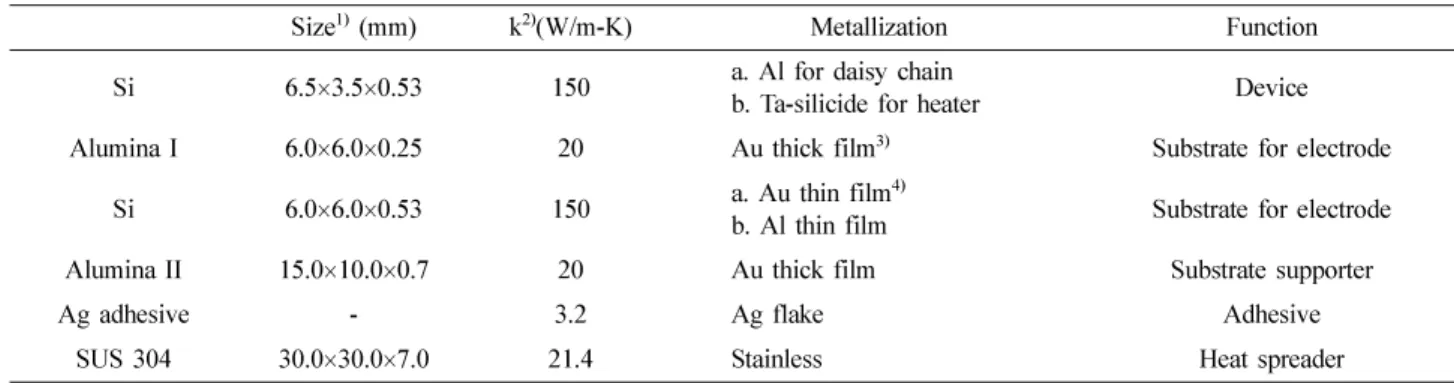
Table 1.
Size, thermal conductivity of materials and metallization for specimen
Size 1) (mm) k 2) (W/m-K) Metallization Function
Si 6.5
×3.5
×0.53 150 a. Al for daisy chain
b. Ta-silicide for heater Device
Alumina I 6.0
×6.0
×0.25 20 Au thick film 3) Substrate for electrode
Si 6.0
×6.0
×0.53 150 a. Au thin film 4)
b. Al thin film Substrate for electrode
Alumina II 15.0
×10.0
×0.7 20 Au thick film Substrate supporter
Ag adhesive - 3.2 Ag flake Adhesive
SUS 304 30.0
×30.0
×7.0 21.4 Stainless Heat spreader
1) size = width mm
×length mm
×thickness mm 2) k = thermal conductivity (W/m-K)
3) Au thick film on LTCC of about 5
µm thickness
4) Sputtered Au thin film of 0.5
µm thickness
로표시되어있는기판은각각전원에연결되어열원에 전류를공급하는전극으로사용되었고
,
이를위해두개의기판은전기적으로절연상태이다
.
사용된기판의크기는
6 mm
×6 mm
의크기이고,
두께는0.25 mm
이다.
두개의절연기판을기계적인지지를위하여
,
하단부에는
15 mm
×10 mm
의크기와두께가0.7 mm
인알루미나기판을사용하였다
.
이기판을Fig. 1(b)
에서Alumina II
로명시하였다
.
두개의Alumina I
과하부의Alumina II
는실버접착체
(Ag Adhesive)
를사용하여접착하였다.
이렇게만들어진시편을열처리를통해서실버접착제를고화시켰 다
.
고화시킨후다시스테인레스기판의방열판에Ag
접착제를이용하여접착시켰다
.
방열판은팬을이용하여일정한온도를유지시켰다
.
시편에사용된실리콘,
알루미나와실버접착제의물리적인특징은
Table 1
에나타내었다.
b. Au
스터드범프본딩Au
스터드는와이어본딩제작시사용된와이어본딩장비를이용하여제작하였다
.
제작된테스트시편은Fig.
1(c)
에나타내었고,
측정시개략적인시편의구조는Fig.
1(d)
에나타내었다.
실리콘소자에형성된알루미늄패드위에
62
개의Au
스터드를형성하였다.
스터드본딩의접합에사용된장비는플립칩본더를사용하였다
.
공정중시편에만들어진
Au
스터드의확대된사진은Fig. 2
에나타내었다
. Fig. 2(a)
는와이어본딩장치로형성된Au
스터드이고
, Fig. 2(b)
는높이의균일도를조절한후의Au
스터드이다
.
각범프당약30 g
의하중을가하였다. Fig. 2(c)
는소자위에
Au
스터드를모두형성한후의사진이다.
히터는탄탈륨실리사이드를이용하여제작하였다
.
이시편을하중과온도를달리하여알루미나기판에압 착방식을이용하여플립칩접합을 형성하였다
.
플립칩본더의장비의하부홀더에알루미나기판을장착하고
,
헤드부분에장치되어있는진공홀더를사용하여
Au
스터드를만들어놓은실리콘소자를정렬한후
,
압착하여Au
스터드범프본딩을완성하였다.
하중은상부홀더에의해서변화가가능하였고
,
온도는상부홀더와하부홀더가각각독립적으로조절이가능한구조로되어있다
.
Au
스터드본딩시조건은기판의온도를350 o C
로고정하였고
,
소자의온도는실온에서부터250 o C
까지가변하여최적의공정조건을확립하였다
.
최적의공정조건을찾기위해서볼전단테스터를사용하여
,
파단면이Au
스터드내에존재하는조건을사용하였다
.
와이어본딩시편의경우와동일한조건에서실험하였 고
,
기판의 재료가 미치는 영향을 관찰하기 위해서,
Alumina I
기판과실리콘기판을비교하여분석하였다.
특히실리콘기판의금속박막은
Table 1
에표시한바와같이진공증착한
Al
과Au
금속박막을사용하였다.
이는Au
스터드범프본딩에서발생하는접촉저항을측정하기위 한시편이다
.
2.3. 온도 측정
온도측정은적외선온도측정장치를사용하였다
.
시편의특성상와이어본딩의경우
,
열원이있는부분을측정하였고
Au
스터드본딩의경우,
시편의뒷면을측정하였다
.
시편의앞뒤면에서발생할수있는방사율(Emissivity)
의차이를제거하기위해서
,
온도측정면에0.95
의방사율을갖는페인트를칠하였다
.
여기에더해,
적외선온도측정장치는열전대를이용하여보정을하였다
. 3. 결과 및 고찰
3.1. Au 스터드 범프 본딩
a.
범프형성Au
스터드범프는Fig. 2
에나타내었다. Fig. 3
은Au
스터드의크기를측정한결과이다
. Fig. 2(a)
와같이와이어본딩후
Au
스터드는테일이존재하게된다.
이부분은불균일한높이를갖고있으며
,
스터드본딩시시편의높이불균일을유발하게되며
,
코이닝공정에의해서높이균일도를유지하게된다
.
이테일부분을제거한Au
스터드의높이는
55.4
µm
이다.
코이닝후Au
스터드의높이는압착된테일부분을포함하여
,
약62
µm
의높이가되고,
표준편차는약
8
µm
이다.
코이닝공정후높이가증가하는이유는테일부분이포함되었기때문이다
. Au
스터드의하단부 넓이는 와이어 본딩 기계에 의해서 결정되며
, 104
µm
이고,
중간부분의직경은약45.8
µm
이다.
스터드에사용된
Au
와이어의직경이약25
µm
정도의크기였음에도불구하고두께가두꺼워진것은스터드형성에사 Fig. 2.
Optical micrographs of Au stud bump (a) just after
formation (b) after coining and (c) device with Au stud
bumps and heater.
용된캐필러리의내경이와이어의직경에의해직경이결 정되기때문이다
.
코이닝후직경은거의변화가없다.
b.
플립칩본딩형성Au
스터드의본딩은플립칩본더(Bonder)
를이용하여제작하였다
.
제작후Au
스터드범프본딩의조건을확립하기위해서본딩후소자를전단테스트하여
Au
스터드의파괴모양을관찰하여결정하였다
. Fig. 4
는접합한후소자를랩쉬어테스트
(Lap Shear Test)
후에파단면을관찰한사진이다
.
테스트시팁의높이는50
µm
로하였다. Fig. 4(a)
는기판온도를350 o C,
소자온도를150 o C
그리고가한하중을범프당
300 g
을가한후전단테스트후의파단면이다
.
스터드와기판의계면이아닌Au
스터드내부로연성파괴가일어났다
.
잔류Au
는소자쪽에많은양이남아있으며
,
기판쪽에는더적은량이남아있다.
이는
Au
스터드를소자쪽에형성하여본딩을이루었기때문이다
.
와이어본딩기계로스터드를형성하는경우,
고온과더불어초음파를동시에가해주어서
,
플립칩본딩에의한접합력보다현저히좋은접합을갖기때문이다
.
Fig. 4 (b)
와(c)
는Au
스터드와기판사이의접합이충분하지않아서
Au
스터드와기판의계면을따라파괴가일어났음을보여주고있다
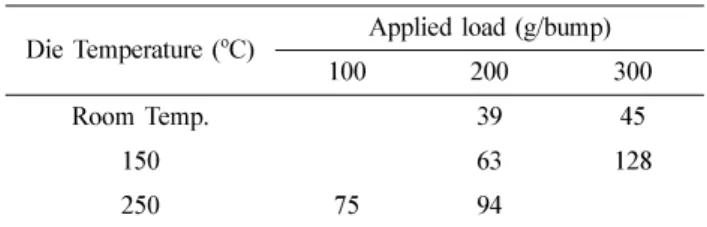
. Table 2
는전단테스트후결과를나타낸것이다
.
회색으로나타낸영역이Au
스터드내부에서파괴가일어난조건이다
.
이결과로부터,
가장높은전단응력을나타내고있는조건인
Fig. 4(a)
의조건을사용하여스터드접합을하였다
.
3.2. Ag 페이스트를 이용한 본딩과 Au 스터드 본딩 후 소 자의 온도 측정
Fig. 1
에나타낸것과같이소자를제작하여실시간으로온도를측정하였다
.
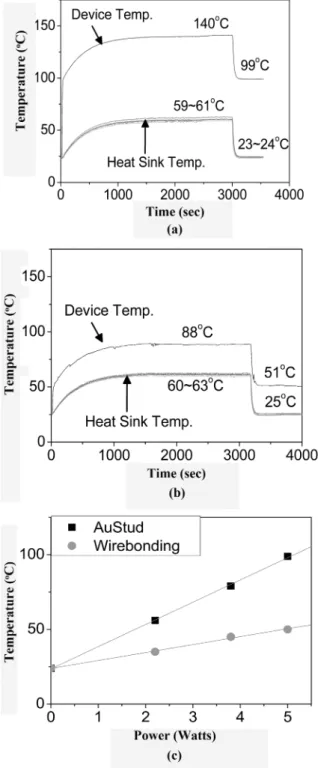
소자에5 Watts
의전력을가한경우측정결과는
Fig. 5
에나타내었다.
방열판의위치별온도차이는약
1~2 o C
정도의차이를보였다.
이는방열판내에서는온도가거의일정한것을알수있다
. Fig. 5(a)
와(b)
에서초기온도가높은영역과약
3000
초후에온도가급격히떨어지는구간이존재한다
.
초기에는방열판에팬을이용한공기의유입없이측정한온도이다
.
즉,
방열판의열방출은오로지대기에존재하는실내공기에의해서 이루어진것이다
.
온도가최대온도에도달하여일정한온도를갖게된후
,
팬에의한공기를방열판의핀(Fin)
에불어주어서방열을돕도록하였다
.
초기
Au
스터드소자의경우,
팬작동전의소자의최대온도는
140 o C
이고,
방열판의온도는약59~60 o C
를나타내었다
.
팬의작동시소자의온도는약41 o C,
방열판의온도는약
36~37 o C
정도의온도하강을보였다.
즉팬의강제대류에의해소자와방열판의온도는약
40 o C
정도의온도하강이발생함을알수있다
.
열원에가한전력과팬작동시최대온도사이의상관관계는
Fig. 5 (c)
에나타내었다
.
전력이증가할수록소자의온도는증가하였다
.
와이어본딩의경우에도가한전력의증가에따라서온도가증가함을알수있다
.
두소자의온도는현격한차이를나타내고있음을알 Fig. 3.
Measurement of diameter and height of Au stud bump
before and after coining and after bonding.
Fig. 4.
Optical micrographs of failed interface after lap shear test of flip chip bonded device at fixed substrate temperature, 350 o C, various die temperatures with various applied load (a) 150 o C and 300 g/bump (b) 150 o C and 200 g/bump, and (c) room temperature and 200 g/bump.
Table 2.
Failure load per bump by lap shear test with various bonding condition, fixed with substrate temperature of 350 o C unit : (g/bump)
Die Temperature ( o C) Applied load (g/bump)
100 200 300
Room Temp. 39 45
150 63 128
250 75 94
수있다
.
열전도이외의기구에의해서열손실이매우적은경우
,
열유속식으로부터Au
스터드와Ag
에폭시양끝단의온도차이를계산할수있다
.
열유속의식은(1)
이고
, 1
차원열유속의경우에는(2)
로나타낼수있다
.
여기에서q
는열유속, T
는온도그리고
x
는거리이다.
소자에가한전력(Q)
와기판과접촉면적
(A)
인경우에는(3)
로표시할수있다
. Au
와Ag
에폭시의전기전도도및소자의크기는
Table 1
에정리하였다. Fig. 3(b)
로부터Au
스터드와기판의접촉면적은약
0.17 mm 2이고, Au
스터드
의높이는약
40
µm
이다. Ag
에폭시의경우,
소자의전면적에접촉되어있으므로기판과접촉면적은
22.75 mm 2이
다
. 5 W
의전력이가해진경우, Au
스터드양단의온도차이는이론적으로약
3.4 o C
이고Ag
에폭시의온도차이는약
4 o C
의온도차이를보여야한다.
이로부터5 W
를소자에가하는경우
Au
스터드본딩과와이어본딩의소자온도차이는거의나타나지않아야한다
.
그러나Fig. 5(c)
에측정된와이어본딩과
Au
스터드본딩으로연결된소자의온도차이는약
50 o C
차이를나타내고있다.
3.3. 전사 모사를 이용한 접촉저항의 추정
앞절에언급한온도차이발생원인을추정하기위하 여전사모사를이용하여소자와기판그리고
Au
스터드사이에각각동일한접촉저항을삽입하여전체온도를추 정하였다
.
전사모사에사용된소프트웨어는앤시스사의워크벤치를이용한삼차원시뮬레이션으로전사모사하
였으며
, Table 1
에나타낸재료의물성을이용하였다.
경계조건은방열판을
25 o C
로하였고공기의대류에의한열손실은열전도에의한열손실에비해매우작다고 가정하여전사모사를시행하였다
.
일반적인 금속과 금속 사이의 접촉 저항은 대략
100~45,000 W/m 2 ·K 12)의범위내에서변화시키면서최
대온도와비교하였다
.
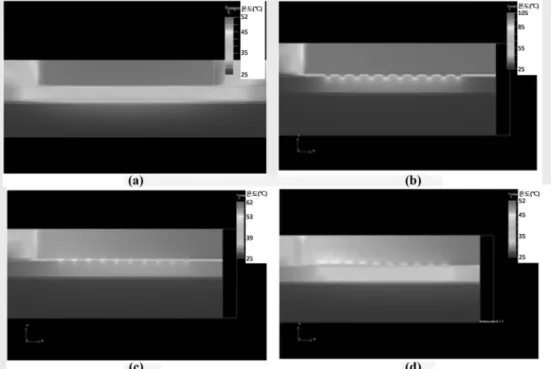
전사모사의결과는Fig. 6
에나타내었다
. Ag
에폭시를사용한와이어본딩과동일한구조의경우에는접촉저항을
0 o C/W
로전사모사한것은실측 접촉 저항의 부재로 가정한 값이다
. Alumina I
과Alumina II
사이에사용된Ag
에폭시의경우에도접촉저항을
0 o C/W
으로가정하였다.
이의가정근거는Ag
에폭시가
Ag
분말과에폭시의혼합체로존재하며,
액상에폭시와소자또는알루미나와접촉저항이
Au
스터드의고체간확산에의한접촉저항에비해현저히낮다고추정 할수있기때문이다
.
동일한Au
스터드의경우에서,
재료에대해서접촉저항을달리한결과소자의최대온도 의차이는약
40 o C
이상이발생하고있음을알수있다.
솔더범프의경우
, UBM
과화학적반응을통한원자적결합이발생하기때문에접촉저항이기계적접촉인
Au
스q = – k T ∇
q k∂T
--- ∂x –
=
Q A
---- k∂T
--- ∂x –
=
Fig. 5.
Temperature measurement of device (a) with 5 W in Au
stud bump bonding (b) with 5 W in wire bonding and (c)
as a function of applied power.
터드에비해서현저히작을것으로사료되고
,
이에따라접촉저항을
Ag
에폭시와동일한값을갖는다고가정하면소자의최대온도와거의유사한값을갖고있음을알 수있다
.
이러한전사 모사의결과로발열이큰소자를Au
스터드본딩으로접속하는경우에는접촉저항을고려하여접합을하지않는경우
,
소자의성능을정확히평가하기가어렵게된다
.
3.4. 기판의 종류에 따른 온도 측정
Fig. 7
은기판의종류와코팅된금속의종류에따른최대온도를도시한것이다
.
와이어본딩의경우소자는Ag
페이스트로
Au
코팅된알루미나기판에접착되어있는소자이다
.
이는앞절의와이어본딩과동일한시편이다. Fig. 1
에나타낸Alumina I
을Al
과Au
가각각코팅된Si
로대치하였을때
5 W
의전력을가하였을때각각77 o C
와
64 o C
를 나타내었다.
이는Fig. 6(c)
의전사모사에서Alumina I
과Si
의전도도에의한전도도가매우작으므로Au
가코팅된Si
과유사한최대온도를나타내고있다. Al
과
Au
에의한차이는Al
의경우본딩중산화등으로인하여접촉저항이
Au
에비해높을것으로추정된다.
4. 결 론
소자에사용되는
Au
스터드본딩의조건을확립하여소자를
Au
금속이있는알루미나기판과연결하였다.
기판에연결시기판의온도를
300 o C,
소자의온도를150 o C,
그리고하중을
300 g/bump
로하였을때Au
스터드의전단파괴응력은
128 g
으로가장큰값을나타내었으며,
파괴단면은부분적으로
Au
스터드내부로파괴되는것을보였다
.
전소자범위내에열원이균일하게분포하고있는소 자를
Au
스터드범프본딩과와이어본딩으로기판과연결하여가한전력량에따른소자의온도변화는
Alumina
기판에서는
Ag
페이스트로접합한와이어본딩으로결합된경우에서
50 o C
를나타내었고, Au SBB
로접합된소자에서는약
99 o C
를나타내었다.
이는기판과소자의접합저항에기인한것으로사료된다
.
이를전사모사에서개략적으로확인하였으며
,
기판의종류를변화시켜접촉저항을변화시키는경우
Au SBB
로접합된소자의온도는64 o C
정도를나타내며Ag
페이스트와유사한열성능을나타내고있음을알수있었다
.
그러므로Au SBB
본딩에서Fig. 6.
Temperature simulation of device with various interconnections and contact resistance; (a) Ag epoxy and 0 o C/W (T max ~ 52 o C) (b) Au stud bonding and 1100 o C/W (T max ~ 105 o C) (c) Au stud bonding and 400 o C/W (T max ~ 62 o C) and (d) solder bump and 0 o C/W (T max ~ 52 o C).
Fig. 7.
Temperature measurement of device with various metallization
and substrate.
접촉저항성분이전체소자의열성능을좌우하는중요 한인자임을알수있었다
.
감사의 글
본논문은지식경제부제조기반전략기술개발사업으로 지원된연구결과입니다