This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.32 No.2(2014) pp29-36
클래드강 맞대기 용접부의 후열처리 유지시간에 따른 델타 페라이트 거동
박 재 원*․이 철 구**,†
*NID 융합기술대학원 나노·IT 융합프로그램
**서울과학기술대학교 기계·자동차공학과
δ-Ferrite Behavior of Butt Weld Zone in Clad Steel Plates Depended on Holding Time of PWHT
Jae-Won Park* and Chul-ku Lee**,†
*School of Nano IT Fusion Program, Graduate School of NID Fusion Technology, Seoul National University of Science and Technology, Seoul 139-743, Korea
**Dept. of Mechanical and Automotive Engineering, Seoul National University of Science and Technology, Seoul 139-743, Korea
†Corresponding author : [email protected]
(Received November 16, 2007 ; Revised January 29, 2008 ; Accepted March 24, 2008)
Abstract
Recently, in order to enhance the function and usefulness of products, cladding of dissimilar materials that maximizes the performance of the material is being widely used in all areas of industry as an important process. Clad steel plate, produced by cladding stainless steel plate, an anticorrosive material, on carbon steel plate, is being used to produce pressure vessels. Stainless steel plate has good corrosion resistance, and carbon steel plate has good rigidity and strength; clad steel can satisfy all of these qualities at once. This study aims to find the δ-ferrite behavior, mechanical properties, structure change, integrity and reliability of clad steel weld on hot rolled steel plates. For this purpose, multi-layer welding, repair welding and post weld heat treatment were implemented according to welding procedure specifications (WPS). In order to observe the mechanical properties and toughness of clad steel weld zone, post weld heat treatment was carried out according to ASME Sec. VIII Div.1 UW-40 procedure for post weld heat treatment. With heat treatment at 625 ℃, the hold time was used as the process variable, increased by intervals that were doubled each time, from 80 to 1,280 min. The structure of weld part was typical cast structure; localized primary austenite areas appeared near central vermicular ferrite and fusion line. The heat affected zone showed rough austenite structure created by the weld heat input. Due to annealing effects of heat treatment, the mechanical properties (tensile strength, hardness, impact value) of the heat affected area tended to decrease. From the results of this study, it is possible to conclude the integrity of clad steel welds is not affected much in field welding, repair welding, multi-layer welding, post weld heat treatment, etc.
Key Words : Pressure vessel, Hot rolling clad steel, Post weld heat treatment, δ-Ferrite
ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
최근에 제품의 기능성과 활용도를 높이기 위하여 소
재의 성능을 극대화 하는 이종 재료 용접 기술, 즉 소 재 테일러링(tailoring) 기술이 산업 전 분야에 걸쳐 중요한 가공 공정으로 인식되고 있다. 테일러링 기술을 적용한 소재로서는 금속과 탄소섬유 등의 기능 소재를
연 구 논 문
Stainless steel
Stainless steel
Carbon steel
Carbon steel
Foil Stainless
steel
After rolling
Before
rolling Stainless steel
Cutting Surface Treatment
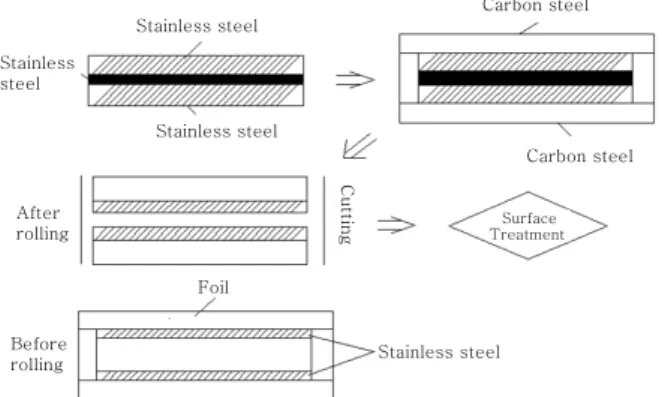
Fig. 1 Manufacturing process of rolling clad steel
Fig. 2 Hot rolling process
복합시킨 섬유강화 금속 복합재료 (fiber reinforced
metal, FRM), 산화물 분산 강화합금과 같이 일체형 소재와 이종재료를 압연 또는 용접에 의하여 클래딩 공 정을 진행한 복합형 소재로 구분할 수 있다. 일체형 소 재는 우주, 항공 등 첨단 산업분야에 주로 적용되고 있 으나 제조상의 어려움과 높은 원가 등의 문제로 인하여 적용분야 확대에 많은 제한이 있다. 비교적 손쉽게 제 조할 수 있는 클래드(clad)재가 가전, 자동차, 중공업 등의 산업 전반에 폭 넓게 이용되고 있다
1-3). 스테인리 스(stainless) 클래드 재는 사용 목적에 띠라 다방면으로 사용되고 있다. 클래드 강(clad steel)은 내식성(corrosion resistance) 및 강성(rigidity)이 동시에 요구되는 압 력용기(pressure vessel)용 재료로 많이 사용되고 있 다. 그러나 클래드강은 현재 적용 분야 및 수요에서, 제조 원가에서 문제를 야기 시킨다
4-7). 즉 재료 측면에 서는 스테인리스강에 첨가되는 많은 합금 원소를 절약 할 수 있기 때문에 유리하지만 일반 탄소강보다 제조공 정이 복잡하다. 탄소강과 스테인리스강 사이에 Ni과 같 은 중간재(foil)가 삽입되는 경우도 많아 제조 원가가 높기 때문에 경제적으로 수요가 낮다.
본 연구에 사용된 클래드 강은 경제적으로 클래드강 의 수요 적지만, 그래도 압력 용기 제작에 많이 사용되 는 열간 압연 클래드 강으로 클래드재는 STS 316이 며, 모재는 탄소강(ASTM A516)을 사용하였다. 용접 공정은 서브머지드 아크용접(submerged arc welding, SAW)으로 맞대기 용접을 하였다. 현장 용접에서 클래 드강 맞대기 용접부의 기계적 성질 및 인성을 확보를 위해 후열처리를 ASME Code Sec. VIII Div.1 (용 접후열처리 UCS-56요구사항)규격에 의거하여 행하였 다. 압력용기용 소재인 열간압연 클래드강으로 맞대기 용접부 후열처리 에 따른 클래드재 용접부의 델타 페라 이트량(δ-ferrite), 기계적 성질, 용접부 조직, 건전성 및 신뢰성을 연구하고자 하였다.
2. 이론적 배경
2.1 열간 압연 클래드강클래드강 제조 압연법은 고상 접합법 중에서도 가장 경제적이며 대량 생산이 가능한 방법이다. 접합하고자 하는 소재에 따라 다소 차이는 있으나 일반적으로 전체 공정은 소재 표면의 스케일, 먼지, 기름 등 오염물질을 제거하는 전처리 공정과 가열공정, 압연공정, 후열 처 리 공정으로 이루어져 있다. 소재 조합에 따라서는 후 열처리 공정이 생략되기도 한다. 먼저 판재의 전처리로 서는 접합에 유해한 표면의 스케일, 기름 등을 제거하
기 위하여 접합될 면을 연마하고 계면을 통한 탄소의 이 동을 방지하기 위하여 접합될 면을 Ni로 코팅하거나 Ni 박막을 접합할 면 사이에 삽입하기도 한다. 모재와 클래드재를 겹쳐서 압연하여 두 소재를 접합하며 고온 에서 접합재 표면 산화를 방지하기 위하여 테두리를 용 접하여 압연하는 경우도 있다. 압연시의 중요한 공정 인자로는 압연온도, 압연속도, 압하율(reduction ratio) 등이 있으며, 두 재료의 성질도 접합성에 영향을 미치 게 된다
8,9). 본 연구에서는 열간 압연 클래드강을 사용 하였다. Fig. 1과 Fig. 2는 열간 압연 클래드강 제조 공정을 나타낸 것이다.
2.2 스테인리스강의 델타 페라이트
스테인리스강의 용접과정에서 가장 많이 언급되는 항
목은 입계부식(inter granular corrosion cracking,
IGCC)과 ferrite량으로 구분할 수 있다. 스테인리스강
에서 ferrite phase의 함량은 제작, 용접 및 운전 중에
중요한 역할을 한다. 특히 기계적 특성, 자성, 부식 특
성, 고온균열 특성에 많은 변수를 가진다. 페라이트량
의 적절한 조절은 중요한 의미를 가지며, 그 크기는 단
위 면적당의 페라이트 분율에 해당하는 %로 표기하거
나 FN (ferrite No.)으로 표기된다. 면적 분율 %와
FN은 비슷하나 ferrite 함량이 일치하지는 않는다. 현
재 ISO 8249, IIW(국제용접학회) 및 ASTM(미국재
(a) (b)
(c) (d)
Austenite Austenite
Austenite
Austenite Liquid
Liquid
Liquid droplet
Liquid
Liquid
Liquid
Austenite
Austenite
Austenite δ-Ferrite
δ-Ferrite
Liquid
Liquid δ-Ferrite
δ-Ferrite
δ-Ferrite δ-Ferrite
Liquid droplet
Liquid film Liquid droplet
Austenite Austenite Liquid droplet δ-Ferrite Liquid
Liquid
Fig. 3 Stainless steel solidification mode
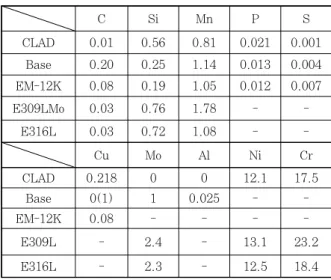
C Si Mn P S
CLAD 0.01 0.56 0.81 0.021 0.001
Base 0.20 0.25 1.14 0.013 0.004
EM-12K 0.08 0.19 1.05 0.012 0.007
E309LMo 0.03 0.76 1.78 - -
E316L 0.03 0.72 1.08 - -
Cu Mo Al Ni Cr
CLAD 0.218 0 0 12.1 17.5
Base 0(1) 1 0.025 - -
EM-12K 0.08 - - - -
E309L - 2.4 - 13.1 23.2
E316L - 2.3 - 12.5 18.4
Table 2 Mechanical properties of specimen T.S
(MPa) Y.P (MPa)
El (%)
S.S
(MPa) HB
Base
Metal 520 321 32 370 148
EM-12K 569 489 29 - -
E309L 590 - 41 - -
E316L 540 - 43 - -
Table 1 Chemical compositions of alloys used in this study (wt. %)
료시험학회) 등에서 이들을 규정하고 있다. 오스테나이 트 계 스테인리스강은 δ-ferrite가 잔존한 조직을 나타 내며 δ-ferrite는 재료 물성에 다음과 같은 영향을 미 친다
10-12).
1) 주조 및 용접에 있어서 응고하는 동안에 발생할 수 있는 고온 응고 균열(hot cracking) 을 방지한다.
2) δ-ferrite 의 분산 강화로 인해 인장강도의 증가 가 발생한다.
3) 열간 가공성 악화를 초래하며, 이것은 δ-ferrite, austenite 계면과 관련된다.
용접 금속 내 ferrite의 의미와 중요성에 대해 논하 기 전에 먼저 스테이리스강 용접금속의 응고 과정의 조직 변화는 다음과 같다. 스테인리스강 용접부는 응고과정에 서 austenite, austenite-ferrite, ferrite-austenite, ferrite의 조직 변화를 겪게 된다
13-15). Fig. 3은 스테 인리스강의 응고 모드를 나타낸 것이다.
1) austenite : 응고 초기부터 austenite 조직이 형성되고 발달하여 상온까지 완전한 오스테나이트 조직 만이 유지된다. 이후 다시 고온으로 가열하여도 조직의 변화가 없게 된다.
2) austenite-ferrite : 응고 초기에 오스테나이트 조직이 형성되고 오스테나이트의 dendrite 조직사이에 오스테나이트로 포함되지 않은 용탕에서 페라이트조직 이 형성된다.
3) ferrite-austenite : 응고초기에 페라이트 조직 이 형성되고, 응고가 진행되면서 페라이트 주조 조직 사이에 오스테나이트가 형성되고 발달하여 극히 소량의 페라이트 조직만이 남고 전체적으로 상온에서 오스테나 이트 조직이 된다.
4) ferrite : 응고 초기에 형성된 페라이트 조직이 상온까지 내려오면서 발달한다.
오스테나이트 스테인리스강에서 용접부에 미치는 페
라이트 상의 가장 큰 역할은 hot crack에 대한 저항성 이다. 용접부의 페라이트조직은 오스테나이트 조직 보 다 유해 원소 및 저 융점 불순물 원소(P, S, Si, Nb, O)의 고용도(solid solubility)가 크기 때문에 페라이 트가 많이 존재함에 따라 응고시에 저 융점의 액막이 적고 응고 범위가 좁아져 균열 발생이 억제된다. 또한 페 라이트 조직은 오스테나이트 조직에 비해 열팽창이 작아 서 페라이트가 존재함에 따라 전체적인 오스테나이트계 오스테나이트계 스테인리스강의 열팽창계수(coefficient of expansion)가 작게 되므로 수축응력이 감소하여 그 만큼 고온 응고 균열이 억제하게 된다
16-20).
3. 실험재료 및 실험방법
3.1 실험재료본 실험에서 사용한 재료는 hot rolled clad steel
plate이며, 규격은 ASME SEC. Ⅱ PART-A SA-516
GR.70 SA-240 TP.316 2010 이다. Table 1과 2에
사용한 모재(base metal)와 SAW wire, EM- 12K,
E309L 및 E316L 용접봉의 화학조성과 기계적 성질
에 대한 결과 값을 각각 나타내었다.
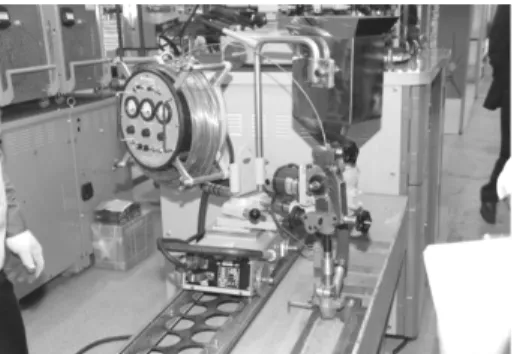
Fig. 4 Submerged arc welding equipment
(a) Tack weld (b) Strong back
(c) Arc air gouging (d) Welding specimens Fig. 5 Welding process
Welding process SAW
Base meterial welding
Grinding
Buffer layer welding
Fig. 6 Welding sequence of clad steel
Holding times(min) A
300 B
C D
400 E 625
Time(℃) Heat Maintain Cooling
Fig. 7 Heating treatment corves
3.2 클래드강 용접공정
Fig. 4와 Fig. 5는 서브머지드 용접장치와 클래드강 용접공정을 나타낸 것이다. Fig. 6은 클래드강 판 두께 32 mm를 V 홈 가공한 후, 32 × 150 × 500 2장의 시험편으로 맞대기 용접을 하였다. 클래드 강의 용접순 서를 나타낸 것으로 먼저 모재 측을 용접한 후 클래드
측을 용접한다. 모재를 용접한 후 클래드재 측을 용접 할 때에는 모재 측의 용접된 부분을 가우징 또는 그라 인딩하여 제거한 다음 연마하여 클래드재용 용접 재료 로 용접을 실시한다. 이때 첫 번째 층은 모재에 의한 희석을 고려하여 클래드재 보다 합금성분 함량이 높은 재료로 용접을 실시하며, 두 번째 층부터는 클래드재에 상응한 용접재료를 사용한다
21-23). 본 연구에서는 SAW 공정으로 맞대기 용접을 하였다.
3.3 후열처리 공정
열간 압연 클래강 맞대기 용접한 시편을 후열처리를 위하여 100 × 300 으로 기계 절단하였다. Fig. 7은 ASME Code Sec. VIII Div.1 (UCS-56요구사항) 규격에 의거한 열처리 공정이다.
24,25). 본 실험의 열처 리는 다음과 같은 조건으로 하였다.
1) A~C 구간 : 가열시간(장입온도) R = 220 ×25/t(℃/h) 2) C~D 구간 : 유지시간
H = 25/t × 60 (min) 3) D~E 구간 : 냉각시간
R = 275 × 25/t (℃/h) (R : 온도차, H : 시간, t : 용접부 두께 (㎜)
3.4 페라이트량 측정 장비
페라이트 량의 일반적인 측정 방법 중에서 자기적인
장치에 의한 방법으로는 페라이트 indicator(자력 대비
법), magnetic gage(피막계법), 페라이트 scope(자기
유도법)등이 있다. ASME code sec. Ⅲ에서는 자기
계측 장비로 측정할 경우에는 적어도 용착 금속상의 6
군데를 측정하여 평균치가 FN 5 이상 이어야 한다. δ
-ferrite 함량 측정 시 주의 사항은 탄소 강판의 자기
반응 때문에 magnetic gage의 경우 탄소 강판의 8 mm
이상, ferrite indicator의 경우는 25 mm 이상 그리
Fig. 8 Ferrite scope MP3C
6.8 6.6
6.4 6.2
6.0
5.8 5.6
5.4 5.2 5.0
0 300 600 900 1200 1500
Holding times(min)
Ferrite number(FN)
WM HAZ BM
Fig. 9 Ferrite number
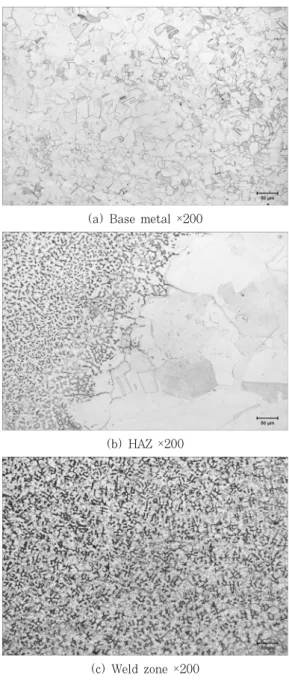
(a) Base metal ×200
(b) HAZ ×200
(c) Weld zone ×200 Fig. 10 Holding times(320min)
고 ferrite scope의 경우는 5 mm떨어져야한다. 이외
에 현미경조직법, 조직도법 등이 있다. 본 연구에서는 Fig. 8과 같이 ferrite scope MP3C 장비를 사용하였다.
4. 실험결과 및 고찰
4.1 δ-Ferrite 측정δ-ferrite형성에 영향을 주는 요인은 화학조성(Cr, Mo), 냉각속도, 용접 입열, 후열처리, 다층 용접, 희석 율 등으로 본 연구에서는 후열처리 온도에서 유지시간 을 변수 조건으로 하였다. δ-ferrite는 열처리에 의해 일반적으로 M
23C
6형의 탄화물과 austenite로 분해되 거나 σ-phase로 변태하는데 실제 PWHT 온도 범위에 서는 σ-phase으로 변태는 이루어지기 어렵고 대부분 탄화물과 austenite로 분해된다. 후열처리한 시편의 경우는 열처리 전 시험편에 비해서 δ-Ferrite 함량은 낮게 측정되었다. 클래드강을 맞대기 용접한 시험편을 열처리후 FN (ferrite numbering)측정 결과는 5.2~
6.6으로 본 실험에서 측정 위치는 용접부, 열영향부, 모재 구분하여 6번을 측정하여 평균값으로 결과는 Fig.
9와 같다.
4.2 용접부 조직
4.2.1 광학 현미경 관찰
Fig. 10은 광학 현미경 조직 사진으로 모재부는 결 정립들이 균일한 완전 오스테나이트, 열영 부는 용접 입열에 의한 조대화된 조직으로 보여주고 있다. 용접부 는 주조 조직으로 덴드라이트 (dendrite) 조직이며, 용 융선(fusion line) 부근은 초정 오스테나이트로 응고한 영역들이 국부적으로 관찰되고 있다.
4.2.2 주사전자 현미경 관찰
Fig. 11의 (b), (c)는 용접금속 중심부에서 그물상
으로 연속적으로 존재하는 vermicular ferrite(벌레
먹은 모양의 페라이트)의 조직상을 보여 주고 있다.
(a) Base metal ×1000
(b) HAZ ×1000
(c) Weld zone ×1000 Fig. 11 Holding times(320min)
100㎛
(a) 80
100㎛
(b) 160
100㎛
(c) 320
100㎛
(d) 640
100㎛
(e) 1280
Fig. 12 Ultrasonic microscopy images(min)
(a)는 모재부로서 전형적인 다각형 오테나이트 조직으
로 관찰되었다.
4.2.3 초음파 현미경 관찰
Fig. 12는 초음파 현미경사진으로 용접부의 응고 방 향 모드를 나타내고 있다. 용접부의 중심으로부터 응고 결정립계(solidification grain boundary), 이동 결정 립계(migrated grain boundary), 응고 아결정립계 (solidification subgrain boundary)가 관찰되었다.
용접부 중심을 따라 Dendrite tip 근처는 Lathy 페라
이트의 형상을 띠며, Dendrite tip 에서 멀리 떨어진
부분은 vermicular 페라이트 형상을 나타낸다. 그러나
이처럼 초정 오스테나이트로 응고한 영역들의 분율은
(volume fraction)작았으며, 주로 온도구배가 크고 냉
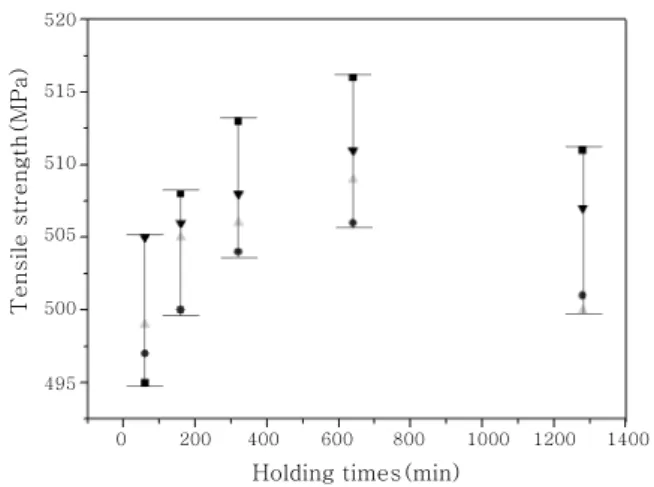
520
515
510
505
500
0 200 400 600 800 1000 1200 1400
Holding times(min)
Tensile strength(MPa)
495
Fig. 13 Tensile strength
HAZ Weld metal zone HAZ
0.5
0
Fig. 14 Position of the hardness testing
Measurement position(mm)
Micro vickershardness (Hv)
190
180
170
160
150
140
130
-20 -15 -10 -5 0 5 10 15 20
80min 160min 320min 640min 1280min
Fig. 15 Hardness value of welding zone
0 300 600 900 1200 1500
Holding times(min)
WM HAZ 160
158
156
154
152
150
148
146
Impact value(J)
Fig. 16 Impact test
각속도가 빠른 영역에 위치하고 있었으며, 융융선을 따
라서 관찰되는 경우가 많았다.
4.3 기계적 성질
4.3.1 인장시험
Fig. 13은 base metal(A516) 만능 재료시험기로 시험을 하였다. 인장시험 결과는 열처리 유지시간 320 min까지 점진적으로 증가하였다가 그 이후에서 점진적 으로 감소하는 경향을 보였다. 그 이유는 용접 입열에 의한 조대화된 결정립이 미세화로 증가하였다가 유지시 간이 길어지짐에 따라서 감소하는 경향을 보였다. 이는 어닐링 효과로 기인된 된다.
4.3.2 경도시험
열처리 유지 시간에 따른 탄소강 용접부의 경도 변화 추이를 평가하고자 하였다. 본 연구에 사용된 장비는 미 소비커스 경도기인 MVK-HVL Akashi(hardness testing machine)으로 측정하였다. 미소경도 측정 거리는 Fig.
14와 같이 용접부 중심에서 0.5 mm 간격으로 측정하 였다. Fig. 15는 경도 값을 나타낸 것으로 용접금속에 근접한 조립역에서 경도는 최고 값을 나타내고, 멀어짐 에 따라서 모재와 거의 같은 경도 값을 얻을 수가 있었다.
4.3.3 인성시험
탄소강의 열처리 유지 시간에 따른 취성 및 인성을
평가하고자 하였다. 충격 시편 채취는 용접부, 열영향 부, 모재부로 시편 크기 10×10×55 mm 으로 charpy V notch 가공하였다. 시험조건은 -46℃으로 하였으며, 시험 결과는 Fig. 16과 같다
5. 결 론
본 연구에서는 압력용기용 소재인 열간 압연클래드강 을 SAW 공정으로 맞대기 용접을 하였다. WPS 조건 으로 압력용기 제작시 다층 및 보수용접 후열처리 했을 때, 델타 페라이트 량이 용접부에 미치는 영향을 평가 하고자 하였다. 요약된 결론은 다음과 같다.
1) 클래드재 δ-ferrite 성분은 강의 제조와 용접 후 응고 과정에서 잔존하여 나타난 결과로 사료된다.
2) 클래드재 용접부 조직은 전형적인 수지상으로 주 조 조직임을 확인할 수 있었다.
3) 기계적 성질(인장강도, 경도, 충격치)은 점진적으
로 증가하는 경향을 보였으나, 열처리 유지시간에 따라
어닐링 효과가 나타나 기계적 성질을 감소시키는 경향
을 보였다.
본 연구 결과, 압력용기 현장 용접에서 클래드강의 보 수, 다층 용접, 후열처리 등은 용접부 건전성에 큰 영 향이 없는 것으로 사료된다. 이를 통해 용접부의 건전 성 평가방법으로 δ-Ferrite 거동분석이 적용가능하다고 판단된다.
후 기
“이 연구는 서울과학기술대학교 교내 연구비의 지원 으로 수행되었습니다.”
Reference
1. N. Suutala, T. Takalo and T. Moisio ; Met. Trans, 11A (1980), 717-725
2. O. Hammer and U. Svensson : Solidification and Casting of Metals. TMS, London, (1979), 401-410 3. D. J. Kotecki and T. A. Siewert : Welding Jr, 71-5
(1992), 171s–178s
4. C. E. Park, C. S. Li and I. S. Kim : Mathematical Models for Optimal Bead Geometry for GMA Welding Process, International Journal of Korea Welding Society, 3-1 (2003), 8
5. J. C. Lippold : Solidification Behavior and Cracking Susceptibility of Pulsed Laser Welds in Austenitic Stainless Steel : Weld. J, 73-6 (1994), 129s-139s 6. J. S. Lee and W. H : Hot Cracking in Austenitic
Stainless Steel Welds, Journal of KWS, 17-5 (1999), 10 (in Korean)
7. C. J. Long and W. T. Delong : The Ferrite Content of Austenitic Stainless Steel Weld Metal, Welding Journal, 52-7 (1973), 281-297s
8. M. G. Mousavi et al : Grain Refinement Due to Grain Detachment in electromagnetically stirred AA7020 welds, Sci, Technol, Weld, Joining. Corrosion, 40-8 (2003), 309
9. W. F. Savage and A. H. Aronson : Weld. Journal. 44-4 (1965), 175-181s
10. Standard Specification for Chromium and Chromium- Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications, ASTM, 01-03 (2002)
11. S. T. Kim and S. I. Kwun : Fabrication of Stainless Clad Steel by Hot Rolling, Journal of KWS, 8-2 (1990), 70 (in Korean)
12. F. Matsuda, S. Katayama and Y. Arata : Solidification Crack Susceptibility in Weld Metals of Fully Austenitic Stainless Steels(Report IX), Trans. of JWRI, 12-2 (1983), 87-92
13. J. W. Park and J. H. Lee : A Study on the Mechanical Properties of Butt Welding Zone of Clad Steel According to the Process Design, KSME, 21-4 (2012), 523-690
14. V. P. Kuyanpaa, S. A. David and C. L. White : Formation of Hot Cracks in Austenitic Stainless Steel Welds- Solidification Cracking, Welding Journal, 65-8(1986), 203s-212s
15. Detecting Susceptibility to Inter-granular Attack in Austenitic Stainless Steels, ASTM, 01-03 (2002) 16. C. H. Lee : Weldability and Micostructural Analysis
of Nuclear Grade Austenitic Stainless Steel, Ph. d.
Thesis, University of Tennessee, (1988)
17. J. S. Lee and S. H. Kim : A Study of Weld Fusion Zone Phenomena in Austenitic Stainless Steel(2), Journal of KWS, 8-2 (1990) 59 (in Korean)
18. J. C. Lippold, M. Tumuluru and W. A. Clark : TMS / AIME, Warrendale, PA, (1992), 141
19. C. H. Lee : Effect of Minor Element on Hot Cracking Susceptibility of Austenitic Stainless Steel Welds, Metals and Materials, 2-2(1996), 81-91
20. N. Suutala : Effect of Manganese and Nitrogern on the Solidification Mode in Austenitec Stainless Steel Welds, Metal. trans, 13-12(1982), 2121-2130 21. H. S. Jeong, Y. Y. Lee and D. S. Bae : The Effect
of Alloying Elements on Weld ability and Corrosion Resistance of Austenitic Stainless Steels(I), Journal of KWJS, 30-3 (2012), 255-263 (in Korean)
22. W. Lin, J. C. Lippold and W. A. baeslack Ⅲ : An Evaaluateion of Affect zone Liquation Cracking Susceptibility. part Ⅰ: Developmet of a Method fot Quantificateion . Weld, J, 72-4(1993), 135s
23. J. W. Park and C. K. Lee : The Sensitization and Intergranular Corrosion Behavior of AISI 316L Clad Steel with Butt Welding, Journal of KWJS, 31-2 (2013), 133-140 (in Korean)
24. T. H. Chen and K. L. Wen : The Effect of High–
Temperature Exposure on the Micro Structural Stability and Toughness Property in a 2205 Duplex Stainless steel, Material Science and Engineering, A338 (2002), 259-270
25. I. Zucato and M. C. Moreira : Micro Structural Characterization on Toughness of the UNS S31803 Duplex Stainless Steel Aged Treated At 850℃, Material Research, 5-3 (2002), 385-389