528…NICE, 제27권 제5호, 2009
특·별·기·획(Ⅲ)
열화학적 물 분해 수소생산 공정은 현재까지 약 300여개 이상이 제안되어 왔다. 미국 DOE에서는 각 분야 전문가들을 구성하여 이러한 다양한 열화학공정 들 중에서 100여개의 공정을 초기 선정하여 8가지의 metrics 내에서 공정 순위를 결정하였다. 이중 SI 열 화학 수소생산 공정이 높은 순위에 오르게 되었으며, 미국에서는 이미 1970년도에 GA사에서 연구가 시작 되어왔다. SI 열화학 수소생산 공정의 가장 큰 장점으 로는 대다수 에너지가 열로써 사용되며 고효율의 가 능성이 가장 높다는 것과 다른 공정과 비교하여 개발 단계가 상대적으로 높다는 것이다. 이러한 이유로 현 재 한국을 비롯하여 일본, 미국, EU 등에서 활발히 연 구가 진행 중에 있다.
SI 열화학 수소생산 공정은 크게 세가지 화학반응, 즉 분젠(Bunsen)반응, 황산분해반응, HI분해반응으 로 이루어지며, 각 반응은 [그림 1]과 같다.
황산분해반응은 촉매 하에 약 750~900℃에서 진 행이 된다. 산소는 반응의 부산물로 생성이 되며, 이는 더 이상 SI 공정에서 활용이 되지 않는다. 분젠반응으
로 알려진 HI생성반응은 발열반응이며 대략 5bar, 120℃에서 진행이 된다. HI분해반응은 일반적으로 10bar, 400℃에서 진행이 된다. 고온의 열원은 원자력 이 될 수 있으며, 이탈리아의 경우에서는 고온태양열 연계로도 연구 진행중이다.
분젠반응 공정
분젠반응은 주로 수용액상태에서 이루어지는데, 일 반적으로 과량의 요오드가 사용된다. 이는 요오드 화 합물과 황 화합물들 사이에 일어나는 부반응들을 억 제하기 위한 것과 두개의 액체상, 즉 황산상 (약 50%
H2SO4)과 HIx상 (HI+I2+H2O 상)의 분리를 향상시 키기 위한 목적으로 사용된다. 황산상에는 HI가 소량 포함되어 있고 HIx상에는 다량의 요오드와 소량의 황 산이 포함되어 있다. 따라서 분젠반응의 양론비와 물 질수지는 아래와 같이 표현될 수 있다.
(x + 1)I2
+ SO
2+ (n + 2)H
2O [H
2SO
4+ (n–m)H
2O]
sulfuricphase+[2HI + (x)I
2+ mH
2O]
HIx phase여기서 x와 n은 각각 요오드와 물의 추가 몰수이다.
그리고 m은 물의 추가 몰수 중에서 HIx 상에서 존재 하는 몰수를 나타낸다.
두 액상의 분리 후에 황산분해반응과 HI 분해반응 으로 반응물을 전송하기 전에 각 산성 용액들은 정제 되고 농축 및 기화되어야 된다. 특히, HI 분해반응공 정 전에서의 요오드와 물 제거 공정은 많은 열손실을 가져오게되므로 분젠반응 자체의 열손실은 적다고 하 더라도 그 반응물의 조성이 전체 열효율에 큰 영향을 미치므로 이의 최적화가 중요시된다. 또한 공정내로
SI 열화학 수소생산 공정
배 기 광
한국에너지기술연구원, [email protected]
그림 1. SI 열화학 수소생산 공정 scheme.
NEWS & INFORMATION FOR CHEMICAL ENGINEERS, Vol. 27, No. 5, 2009…529
특·별·기·획(Ⅲ)
과량의 요오드 순 환은 공정운전에 취약한 결과를 낳 기 때문에 요오드 의 제거도 중요한 요구사항이 된다.
따라서 물과 요오 드의 생성을 최소 화 할 수 있는 최 적의 운전 조건이 요구되어진다.
[그림 2]는 한국 에서 Lab. Scale 순환공정에 사용될 연속식 분젠반응 기의 개략도이다. 연속식 분젠반응기는 크게 향류식 (co-current)형태와 역류식(counter-current) 형태로 나누어지며, 한국에서는 역류식 형태가 선정되어 연 구되고 있다. 역류식 분젠반응기는 SO2를 하부에서 공급하고 I2(액상)를 상부에서 공급하는 기체 흐름과 액체 흐름를 서로 반대로 흐르게 하는 반응기로 접촉 효율을 증가시켜 I2와 SO2의 완전 접촉을 위한 체류시 간을 향류식 보다 감소시킬 수 있다는 장점이 있다.
또한 공정 구성 관점에서 분젠반응이 분젠반응기에서 완전히 일어나며 반응이 물질 전달에 의해 결정되고 분젠반응 공정에 필요로 하는 주변 장치의 수가 줄어 드는 장점을 가진다. 그러나 분젠반응기가 물질 양론 비만큼 규모가 커지므로 큰 규모의 분젠반응기에서 발생하는 반응열을 제거하기가 어려우며 부반응이 생 성될 수 있는 문제점을 가진다.
황산분해공정
황산분해반응은 heterogeneous 금속산화물이나 귀 금속 촉매에 의해 약 750~900℃에서 진행이 된다. 이 반응은 SI 공정에서 가장 높은 온도의 단위 운전이기 때문에 연계 에너지원의 온도 요구조건을 제한하기도 한다. 열역학적 제한 때문에, 황산분해반응의 높은 온 도 조건은 높은 화학적 전환율과 이에 수반되어 나타
나는 높은 에너지효율 및 빠른 반응속도를 위해 필요 할 수밖에 없다 .
황산분해반응은 다음의 두개의 단계로 일어난다. 첫 번째 단계는 황산의 비촉매 열분해 반응으로 약 350℃
에서 SO3와 H2O로 분해되는 반응이다. 두 번째 단계 는 촉매 분해 반응으로써 SO3를 SO2와 O2로 전환하는 반응이다. 적합한 운전온도, 즉 750~900℃에서도 촉 매가 없이는 SO3의 환원반응은 일어나지 않는다.
이에 따라 황산 분해를 위한 촉매들에 대해 많은 연 구가 이루어져왔다. 하지만 이러한 대다수의 촉매들 은 주로 이상적인 조건에서 얻어진 결과 값들이 대다 수이고 높은 활성도를 가진 촉매들은 극히 일부분만 이 보고되어지고 있다. 대다수의 금속산화물들은 촉 매위에 sulfate들이 형성되어서 아주 낮은 활성도를 나타내고 있다. 이러한 sulfate들은 낮은 반응 온도에 서 더 심각하게 나타났고, 반응 압력이 높아질 때 많 은 문제를 야기할 것으로 쉽게 예측될 수 있다. 더욱 이, 많은 촉매들은 표면에 염들의 형성이나, 지지체 poisoning, 촉매 마모 등에 의해 그 선정에서 제외되 었다. 현재 가장 주목받고 있는 촉매는 Pt 기반의 촉 매들로 Idaho National Laboratory에서는 금속산화물 지지체의 Pt 촉매에 대한 연구를 진행 중에 있다.
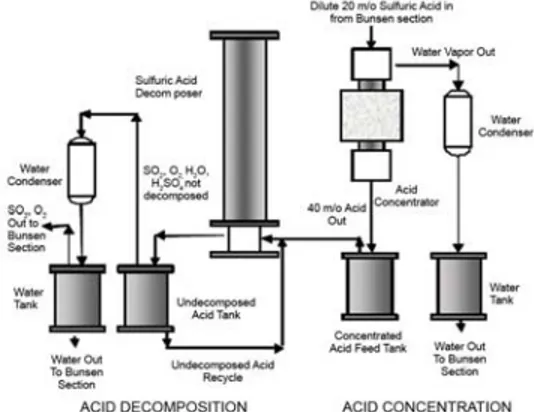
[그림 3]은 미국 GA사의 Integrated Lab. Scale SI 열화학수소생산 공정 중에서 황산분해공정에 대해 나타낸 그림이다. 분젠반응으로부터 약 20mol%의 황 그림 2. 연속식 분젠반응 장치
(충남대학교).
그림 3. GA Lab. Scale 황산분해 공정도.
530…NICE, 제27권 제5호, 2009
특·별·기·획(Ⅲ)
산용액이 공급되고 진공으로 운전되는 박막형태의 evaporator에서 40mol%까지 농축된다. Evaporator 는 silicon carbide와 Teflon으로 구성되어 있다. 농축 된 황산용액은 황산 분해반응기로 보내져 백금촉매를 이용하여 850℃에서 SO2와 O2로 분해한다. 황산 분해 반응기는 모두 세라믹의 bayonet형태 열교환기로 silicon carbide 튜브들로 구성되어 있으며 촉매들은 장치 상부에 배치하였다.
HI분해공정
HI분해공정은 분젠반응으로부터 생성되어 공급되 는 액상의 HIx상으로부터 HI만을 농축하여 기상의 HI를 생성하는 공정과 이를 분해하여 수소와 요오드 를 생성하는 공정으로 크게 나누어진다. 이때 생성된 요오드는 회수하여 다시 분젠공정으로 보내진다.
분젠반응으로부터 생성된 HIx상은 공비조성 (pseudo-azeoptropic composition)을 이루고 있기 때 문에, 일반적인 증류법에 의해 HIx용액으로 부터 HI 를 분리(농축)하는 것은 아주 어려운 일이다. 따라서 HI 농축 공정이 전체 SI 공정상에서 가장 많은 에너 지를 필요로 하며 이로 인해 SI 공정의 전체 열효율을 감소시키는 결과를 초래하게 된다.
이러한 문제를 해결하기 위하여 많은 연구들이 이 루어졌고, 미국 GA에서는 순수 HI 가스를 얻기 위하 여 인산(H3PO4)을 이용한 추출증류법(extractive
distillation)을 제시하였다. 독일 Aachen 공과대학에 서는 고압 반응증류(reactive distillation) 방법을 제 안하였으며, 일본의 JAEA와 한국에너지기술연구원 은 전기투석법(electrodialysis)에 의한 공비점 이상의 1차 농축 후 증류법을 사용하여 2차 농축하는 hybrid 방법을 제안하였다. 이는 다른 공정들에 비해 고효율 이며 공정이 단순하다는 장점을 가지고 있다. [그림 4]는 전기투석에 의한 HIx 용액으로부터 HI를 농축 하는 개념도이다.
HI 분해반응에 대한 평형전환율은 480℃에서 약 22%이다. 하지만 반응이 진행될수록 생성물이 요오 드가 촉매 표면에 흡착되면서 HI 전환율이 급격히 저 하된다. 이러한 현상은 [그림 5]에서 볼 수 있듯이 낮 은 온도 영역과 백금 촉매의 양이 적을수록 두드러진 다. 현재 ENEA에서는 Ni과 같은 백금을 대체할 저 가격의 촉매들에 대한 평가를 진행 중에 있다.
순환 사이클 운전
미국에서는 1974년부터 1986년까지 GA에서 각 단 위공정들에 대한 실증이 진행되었고, 그 후 간헐적인 예산지원 하에 flowsheet evaluation과 cost estimation 등에 대한 연구가 이어져왔다. 통합 Lab. scale 실증 은 DOE NHI 지원 하에 2006년부터 시작하여 올해 완료하는 것으로 목표로 삼았다. 통합 Lab. scale 실 증은 미국 SNL에서 황산 분해 skid를, GA에서 HI
그림 5. KIER HI 분해 결과.
그림 4. 전기투석에 의한 HI 농축 개념도.
NEWS & INFORMATION FOR CHEMICAL ENGINEERS, Vol. 27, No. 5, 2009…531
특·별·기·획(Ⅲ)
분해 skid를 그리고 프랑스 CEA에서 분젠 반응 skid 를 담당하여 2008년부터 연계하여 운전을 시작하였다.
이 실증을 통하여 미국은 세계 최초로 가압 운전에 성 공하였고, 수소발생량은 당초 계획했던 200L/hr의 규 모에 미치지 못하지만 50L/hr 규모의 연속운전에 성 공하였다.
일본 JAEA에서는 SI 공정을 1980년대 중반에 처 음 시작을 하였다. 1998년 Lab. scale 실증에서는 glass ware를 이용하여 상압에서 1L/hr규모의 통합 운전을 48시간동안 성공하였다. 이는 비록 상압 운전이긴 하 지만 SI 공정의 통합 운전 실증으로는 세계 최초이다.
일본에서는 1999년부터 Bench scale 운전을 시도 하였고 2005년 중반에는 수소생산 규모 30L/hr의 실 증을 175시간 성공하였다[그림 7]. 이때도 상압운전 이긴 하지만 자동제어 방법 및 장치들이 처음 적용되 었고 정상상태의 지속운전이 가능하였다.
한국에서는 2003년도 후반에 SI 공정연구가 한국원 자력연구원 주관으로 한국에너지기술연구원과 한국 과학기술연구원 협동으로 연구개발에 착수하였다. 이 는 그 중요성에도 불구하고 다른 선진국에 비해 약 20~30년 정도 늦게 연구가 시작된 것이다. 한국에서 는 그 당시 가장 고효율로 각광받던 전기투석 방법을
HI 농축공정을 적용하여, 기초 시험 자료를 확보하였 다. 2008년 초반에 전기투석이 적용된 HI분해공정의 실증에 성공하였다. 이때 수소 생산량은 3.5L/hr 규모 였으며 6시간의 연속운전 자료를 확보하였다[그림 8].
이 실증을 통해 고효율 공정인 전기투석공정 적용의 가능성을 확보하였으며, 2012년도에 200L/hr급 통합 Lab. scale 연계 운전을 목표로 하고 있다.
그림 7. 일본 JAEA의 통합 bench scale SI 공정도.
그림 6. 미국 GA사의 통합 Lab. scale SI 공정 실증장치.
그림 8. 한국 HI 분해 연계공정 실증장치.

![[특별기획] 태양열화학적 에너지 생산을 위한 융합 공정 개발](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)