Copyright
Ⓒ2008 KSAE 1225-6382/2008/095- 02 Transactions of KSAE, Vol. 16, No. 5, pp.8-14 (2008)
용접결함 검사용 수침식초음파탐상기의 매질개선연구
정 달 우1)․최 낙 삼*2)․박 용 배3)
한양대학교 대학원 기계공학과1)․한양대학교 기계정보경영공학부2)․현대기아자동차3)
A Study on Couplant Medium Improvement for Ultrasonic Inspection System with Water Immersion to Detect Weld Defects
Dal-Woo Jung1)․Nak-Sam Choi*2)․Yong-Bae Park3)
1)
Department of Mechanical Engineering, Graduate School, Hanyang University, Seoul 133-791, Korea
2)
Department of Mechanical Engineering, Hanyang University, Gyeonggi 426-791, Korea
3)
Corporate Production & Development Coordination Division, Hyundai Motors, 772-1 Jangdeok-dong, Hwaseong-si, Gyeonggi 445-706, Korea
(Received 23 May 2007 / Accepted 19 June 2008)
Abstract : For nondestructive inspection of electron beam (EB) welding part in automotive power transmission assembly, a pulse-echo ultrasonic testing apparatus in water immersion has been applied using the ultrasonic waves with a frequency of 10MHz. However various problems have appeared during the ultrasonic inspection, which led to some significant mistakes in automatic quality evaluation of the welding parts. Experimental study showed that the state of water couplant medium containing some amount of contaminants, rusts and anti-corrosion agents had considerable influences on the reduction of ultrasonic amplitudes during wave propagation. The amplitude reduction depending on the coupling medium state could bring about some mis-diagnoses for defects in the welding parts. The results proposed that for a reliable inspection of defects in welds the state of water medium should be kept in about 15 volume fractions (vol.%) of anti-corrosion agents and in minimized contaminants.
Key words : Couplant medium(접촉매질), Ultrasonic inspection(초음파 탐상), Welding defect(용접결함), Attenu- ation coefficient(감쇠계수), Contaminant(오염물질)
1.
서 론1)
초음파탐상법은 기계구조물이나 또는 소재의 결 함과 손상의 존재여부를 비파괴적으로 진단할 수 있 는 방법으로서 산업 전반에 걸쳐 널리 적용되고 있 다.1-3) 특히 자동차 생산 공정에서 파워트레인 (power-train)과 같이 높은 내구성이 요구되는 부품 을 제조할 경우에는 부품의 전자빔 용접공정 다음에 용접부에 발생할 수 있는 결함생성 정도를 초음파탐 상법을 이용하여 자동으로 전수검사 하기도 한다.
*
Corresponding author, E-mail: [email protected]
초음파 탐상법은 다른 비파괴 검사법과는 달리 방사능이나 X선과 같은 피폭에 대한 위험성이 전혀 없으면서도 사용이 간편하고 또한 파형변화 등을 이용하여 다양한 해석이 가능한 방법으로서, 접합 이음부나 용접부에 대한 결함탐상 연구가 활발히 이루어져 왔다.4-7)
일반적으로 초음파는 검사체에 충분히 초음파에 너지를 전달시키기 위하여 초음파 탐촉자와 검사체 사이에 초음파 전달력을 높여주는 접촉매질(cou- plant)을 사용한다. 접촉매질의 종류로는 접촉식 초 음파 탐상에서 젤(gel) 형태의 접촉매질이 사용되며,
용접결함 검사용 수침식초음파탐상기의 매질개선연구
비접촉식 초음파 탐상에서는 주로 물(water)이 사용 된다. 접촉식 초음파 탐상법은 초음파 전달 효율이 매우 높고 또한 신뢰도가 좋기 때문에 주로 구조물 안전진단이나 의료분야에서 많이 사용된다. 하지만 접촉식은 젤 형태의 접촉매질을 검사면에 바르고 초음파 탐촉자를 적당한 압력으로 설치하는 등 검 사를 위한 준비작업에 많은 시간이 걸리므로 공장 의 생산라인에서 용접부에 대한 전수검사를 실시할 경우에 수침식 초음파 검사법이 많이 사용된다. 수 침식 초음파검사법은 검사체의 표면상태에 영향을 적게 받고 탐촉자의 각도조절이 용이하며, 검사체 를 단지 물에 담그는 것만으로 접촉매질 설치가 완 료된다는 장점을 가지고 있다.
하지만 시험편을 접촉매질인 물에 담가야 하기 때문에 검사체가 금속인 경우에는 검사체 표면에 녹이 발생 할 수 있고, 이로 인해 제품의 품질에 치 명적인 저하를 가져 올수 있다는 단점을 가지고 있 다. 따라서 수침식 초음파 탐상법을 사용하는 현장 에서는 녹방지를 위하여 방청액이나 절삭유를 물에 혼합한 접촉매질을 사용하고 있다. 그러나 방청액 이나 절삭유를 혼합한 접촉매질은 초음파의 진폭 감쇠나 파형의 변화를 일으키고, 이는 초음파 탐상 기의 성능저하를 가져오기도 한다. 그런데 기존의 수침식 초음파 탐상에 대한 연구는 대부분이 100%
물을 기준으로 한 연구이며, 혼합매질이 초음파 전 파에 미치는 영향에 대한 연구가 거의 없다. 또한 방 청액이나 절삭유 제조업체에서도 정확한 혼합비를 제시하지 못하는 실정이어서 현장에서는 물에 방청 액과 같은 혼합물을 주먹구구식으로 혼합하여 사용 하고 있다. 현장에서 혼합매질을 장기적으로 사용 하게 되면 용접공정의 슬러그나 선행공정에서 묻어 온 표면 이물질 또는 녹 생성물에 의해 접촉매질이 오염되고, 이는 초음파의 감쇠 또는 산란으로 이어 져 정상적인 초음파 탐상에 악영향을 주어 오진 (mis-diagnosis)을 유발시킬 수 있다. 이에 따라 실제 로 초음파 장비의 오진율이 높아져서 고가의 초음 파 장비를 용접부의 결함검사 공정에서 유효하게 거의 사용하지 못하고 있는 사례도 있다. 따라서 수 침식 초음파 탐상장치에 사용되는 접촉매질에 대한 실험적 연구데이터가 반드시 필요한 것이다.
(a)
(b)
Fig. 1 An example of ultrasonic inspection with water immersion for weld defect detection of power train components: (a) Component with circumferential weldment containing defects, (b) Amplitude distri- bution of ultrasonic signals
본 연구에서는 방청액과 절삭유의 혼합비에 따른 금속 시험편의 녹발생 여부와 초음파 감쇠특성을 시험하고, 탐촉거리에 따른 진폭변화를 알아본다.
그리고 이물질 혼입에 따른 접촉매질의 오염이 초 음파진폭의 변화에 미치는 영향을 실측하고 오진의 위험성을 조사 하고자 한다.
2.
실험방법2.1
수침식 초음파탐상장치의 구성본 연구를 위해 용접결함 검사용 수침식 초음파 탐상장치를 설계 제작하였다. 초음파송수신장치로 는 미국 PANAMETRICS-NDT사의 5800PR을 사용 하였으며 초음파 탐촉자는 지름이 3.2mm이고 10MHz의 주파수를 가지는 Staveley사의 제품을 사 용하였다. 신호 해석에는 500MHz 디지털 오실로스 코프를 사용하였고, 수침식 초음파 탐상을 위한 폴 리카보네이트(polycarbonate) 재질의 수조를 제작하
Dal-Woo Jung․Nak-Sam Choi․Yong-Bae Park
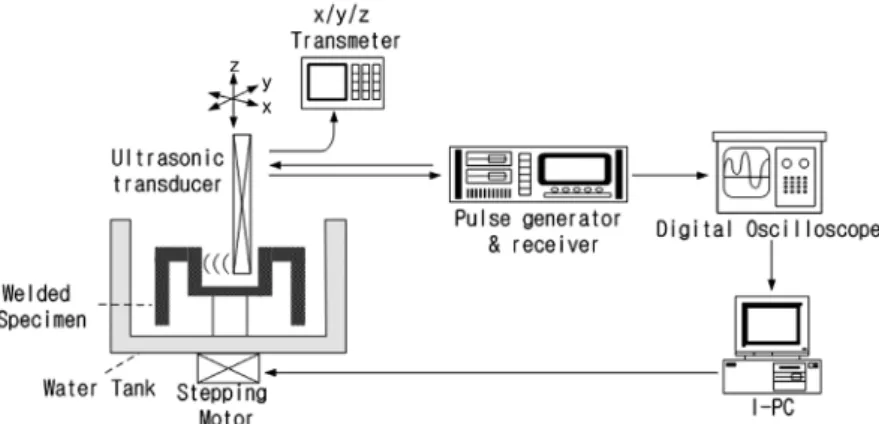
Fig. 2 Schematic diagram of ultrasonic inspection experimental setup for water immersion type
였다. 또한 X/Y/Z이송 장치를 이용하여 초음파 탐촉 자를 ±0.5마이크로 단위의 정밀도로 3차원 이동 시 킬 수 있으며, 스텝모터를 PC로 제어하여 Fig. 1과 같이 파워트레인 공정에 있어서 원주형 전자빔 용 접부를 갖는 부품을 원하는 각도 또는 원하는 속도 로 회전 시켜 초음파 진폭신호를 계측할 수 있게 제 작하였다. Fig. 2에 위에서 설명한 초음파 탐상기의 구성도를 나타낸다.
2.2
녹 방지를 위한 혼합매질 선정 및 초음파 전파 시험방청액 또는 절삭유 혼합매질의 혼합비에 따른 녹 발생 실험을 위하여 Fig. 3과 같이 연강(SPHD)과 구조용합금강(SCr420H)을 용접을 통해 접합한 시 험편을 제작하였다. 이 시험편은 수분에 접촉하면 단지 수 분만에 Fig. 4(a)와 같이 녹이 표면 전반에 걸 쳐 발생한다. 따라서 초음파 탐상을 위해 접촉매질 (물)에 시험편을 담글 때에는 방청액이나 절삭유등 을 혼합하여 녹을 방지하는데, 방청액(RV2212, 한 국하우톤)을 1vol.%만 혼합하여도 Fig. 4(b)와 같이 10일 동안 전체면적의 약 2vol.% 정도만이 녹이 슬 고 있음을 관찰할 수 있었다. 방청액을 매질에 5vol.%이상 혼합할 경우에는 녹 발생이 1개월간의 실험에도 전혀 발생하지 않았다. 절삭유(Houghto Grind 70N(HKMC))에도 방청효과가 있어 물에 20 vol.% 이상의 농도로 함유시키면 방청액을 5vol.%
함유시킨 것과 유사한 방청효과가 나타났다.
초음파 탐상 접촉매질로 방청액과 절삭유의 함유
Fig. 3 Configuration of circumferential weld component specimen and ultrasonic transducer arrangement
Fig. 4 Photographs of rust generation on the steel surface as a function of processing time and anti-corrosion liquid fraction in water couplant : (a) Water 100 %, 1 day, (b) Anti-corrosion liquid 1 vol.%, 10days
량이 높아질수록 초음파진폭의 감쇠율이 커지고, 결함검출신호를 실제보다 작게 하여 결함탐상에 대 한 오진의 가능성이 매우 커진다. 따라서 혼합물질 의 함유량에 따른 초음파 신호의 감쇠도를 알아보 기 위해 방청액 또는 절삭유를 물과의 체적비로서 0%, 25%, 50%, 75%, 100%만큼 함유시켜 균일하게 혼합하였다. 접촉매질의 초음파 전파특성을 구하기 위해 별도의 반사판을 녹 실험과 동일하게 연강과
A Study on Couplant Medium Improvement for Ultrasonic Inspection System with Water Immersion to Detect Weld Defects
구조용합금강으로 제작하였으며 초음파 탐촉자로 부터 일정거리의 간격을 두고 단 1개의 신호를 발사 하고 수신함으로써 해석되었다. 초음파진폭의 저하 정도와 감쇠계수의 증가거동을 초음파탐촉자의 송 수신면으로부터의 거리의 함수로서 실측하였다.
2.3
이물질 혼합 매체 제작 및 초음파 산란 실험초음파검사공정의 수조에는 용접시에 발생하는 표면 슬러그 부스러기, 녹, 조립공정의 먼지 등이 혼입되어 들어가게 된다(Fig. 5참조). 이들은 접촉 매질 안에서 고상의 부스러기로 유동하게 되어 초 음파전파의 산란과 검출신호의 비정상적인 진폭저 하를 유발시켜 오진의 원인으로 작용한다. 따라서 현장에서 오래 사용한 초음파탐상기의 수조안에 남아있는 이물질들을 수거하고 건조시켜 물/절삭 유 각 50%의 혼합액 매체 500cc당 이물질 1g, 10g, 30g, 50g 을 균일하게 혼합하여 초음파 전파중에 일 어나는 진폭의 저하정도 및 감쇠계수 증가정도를 초음파탐촉자의 송수신면으로부터의 거리의 함수 로서 실측하였다.
그리고 이들 혼합액을 투명 슬라이드 글래스 사 이에 침적시켜 매체에 떠 있는 이물질 부스러기의 분포와 크기를 투과형 광학현미경으로 관찰하였다.
Fig. 5 Photograph of contaminants gathered in couplant tank used for a long time in a real field
3.
실험결과 및 고찰3.1
매체전파중의 초음파감쇠이론초음파가 매체를 전파하는 동안 초음파에너지를
매체가 흡수(energy absorption)하거나 초음파자체 의 공간적 확산(spatial spreading)으로 진폭의 저하 현상이 발생하는데 이를 초음파감쇠라고 한다. 감 쇠계수(attenuation coefficient)α(dB/mm)는
(1)
여기서 는 초음파의 전파거리, 는 초기 방출 음압, 는 초음파 중심축상의 거리 점에서의 음 압을 나타낸다. 초음파 탐촉자의 특성거리는 초음 파가 탐촉자로부터의 근거리장(near field)과 원거 리장(far field)의 경계가 되는 거리를 말하는데, 근 거리장과 원거리장에서는 물리적 전파특성이 달 라져서 감쇠계수의 특성도 크게 달라진다. 특성거 리 [1]는
c f D x D
4 4
2 2 0
= ⋅
= λ (2)
으로 산출되며 는 음속, 는 탐촉진동자 직경, 는 탐촉자주파수이다. 본 실험에서는 지름이 3.175 mm이고 진동수가 10MHz인 원형 진동자를 사용하 므로 순수한 물의 는 53mm, 순수 절삭유는 14mm, 순수 방청액은 17mm로 계산되었다.
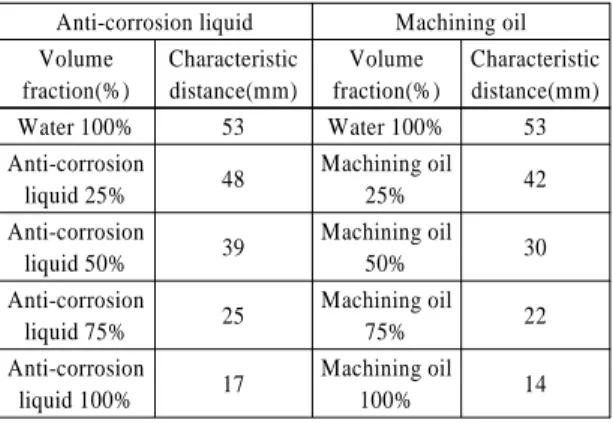
초음파의 전파거리가 특성거리보다 커지면 감쇠 계수는 일반적으로 급하게 감소하게 된다. 따라서 혼합액체의 음속을 구하기 힘든 경우에는 실험을 통해서 거리에 따른 신호의 감쇠도를 그래프로 그 려 초음파 진폭이 급하게 감소하게 되는 부분을 찾 아 특성거리 를 실측할 수 있다. Table 1은 접촉매 질 종류에 따라 특성거리를 실측한 것으로 방청액 과 절삭유의 함유량이 커질수록 특성거리가 현격히 작아졌다. 순수한 물의 전파특성거리가 가장 크게 나타나, 초음파의 근거리 전파특성이 가장 우수하 였다. 따라서 방청을 위해 요구되는 최소한의 방청 액 또는 절삭유 함유량 만큼만 혼합하여 접촉매질 을 만드는 것이 초음파의 전파손실을 최소화 시킬 수 있다.
정달우․최낙삼․박용배
Table 1 Characteristic distances of ultrasonic propagation as a function of the couplant mixture fraction
Anti-corrosion liquid Machining oil Volume
fraction(%)
Characteristic distance(mm)
Volume fraction(%)
Characteristic distance(mm)
Water 100% 53 Water 100% 53
Anti-corrosion
liquid 25% 48 Machining oil
25% 42
Anti-corrosion
liquid 50% 39 Machining oil
50% 30
Anti-corrosion
liquid 75% 25 Machining oil
75% 22
Anti-corrosion
liquid 100% 17 Machining oil
100% 14
3.2
초음파진폭에 대한 방청액 함유량 효과 Fig. 6은 방청액 함유량에 따른 초음파 진폭의 감 쇠 변화를 나타낸다. 순수한 물의 경우 탐촉거리 50mm까지 근거리장 범위안에 있어서 진폭의 감쇠 가 미미하였지만 방청액 50vol.%의 경우 39mm이상 에서 진폭의 감쇠가 매우 커짐을 보였다. 방청액 75vol.%와 100vol.%에서는 17mm 내외부터 진폭의 급감을 보임으로써 초음파탐상용 매체로는 상대적 으로 부적절함을 알 수 있다.Fig. 7은 탐촉거리 4mm와 17mm에서 방청액 함유 량에 따른 감쇠계수(dB/mm) 측정값을 나타낸다. 탐 촉거리 17mm에서는 방청액 함유량의 증가에 따른 감쇠계수 변동폭이 컸지만, 4mm에서는 감쇠계수 변동폭이 작아 안정한 거동을 보였다. 즉, Fig. 6과 Fig. 7의 결과를 고려해 볼 때 방청액 25vol.% 이하 의 혼합물을 접촉매질로 사용한다면, 진폭의 감쇠
Fig. 6 Ultrasonic amplitude variation as a function of anti- corrosion liquid fraction(vol.%)
Fig. 7 Attenuation coefficient variation as a function of anti- corrosion liquid fraction(vol.%)
가 발생하지 않는 탐촉거리 30mm 범위까지는 매체 에 의한 초음파진폭의 감소가 결함진단에 별로 오 차를 주지 않을 것으로 생각된다.
3.3
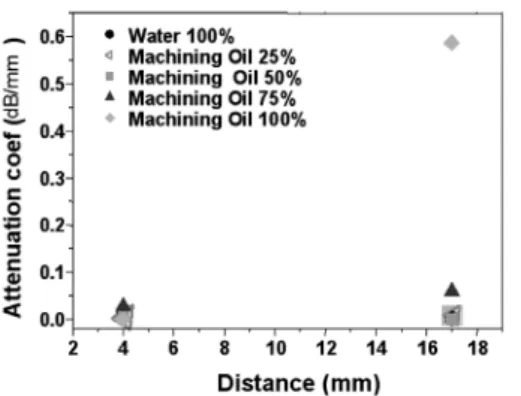
초음파진폭에 대한 절삭유 함유량 효과 절삭유함유량은 방청액보다 초음파의 진폭감소 에 훨씬 큰 영향을 주었으며 Fig. 8과 같이 절삭유함 유량의 증가에 따라 진폭감소의 정도가 매우 커짐 을 알 수 있다. Fig. 9에서 알 수 있듯이 탐촉거리 17mm의 경우 절삭유함유량의 증가에 따른 감쇠계 수의 증가폭이 방청유보다 약 3배에 달했으며 이 경 우 진폭 감소량은 약 2배에 해당하는 것이다. 탐촉 거리 4mm에서는 방청유의 경우와 별 차이가 없었 으나 이렇게 짧은 탐촉거리는 초음파탐상공정 현장 에서 탐촉자를 검사대상 부품에 접근시킬 때 기계 적충격의 위험을 감수해야 하므로 좋지 않을 것이Fig. 8 Ultrasonic amplitude variation as a function of mach- ining oil fraction(vol.%)
용접결함 검사용 수침식초음파탐상기의 매질개선연구
Fig. 9 Attenuation coefficient variation as a function of machining oil fraction(vol.%)
다. 즉, 절삭유는 방청액보다 초음파탐상용 매체로 는 부적절한 특성을 보여 주었다.
3.4
초음파진폭에 대한 이물질함유량 효과 Fig. 5와 같은 현장 채취 이물질을 물과 절삭유 각 각 50vol.%혼합액에 2.3절에서 기입한 양만큼 균일 하게 함유시켜 투과광현미경으로 관찰한 결과를 Fig. 10에 나타낸다. 이물질은 최대 20㎛이하의 미세 한 고형물질이었으며 이들은 매체가 정지하여 있으 면 바닥에 침착하였으나 매질의 유동과 함께 매질 속에서 유동하는 상태임을 관찰하였다. Fig. 10(a)의 경우 250㎛2당 3개의 고형상태 이물질이 존재하였 으며 Fig. 10(b)의 경우 250㎛2당 42개의 비율로 이물 질이 관찰되었다.Fig. 11은 이들 이물질함유량이 초음파진폭에 미 치는 영향정도를 나타낸다. 매체 500cc당 10g 정도 의 이물질 혼입은 매체원액의 진폭감쇠특성과 별로 다르지 않았으나 이물질 30g 이상에서는 뚜렷한 차 이를 보여 특성거리 자체가 현저히 감소하였다. Fig.
12의 감쇠계수값의 증가폭에서는 이물질 10g에서 도 상대적으로 적지 않게 나왔음을 알 수 있다.
Fig. 11과 12는 초음파진폭의 평균적 감소를 의미 하겠지만, 이물질이 고형성분이므로 탐촉자와 검사 대상부품의 표면사이에 위치할 경우 이물질은 초음 파의 전파를 부분적으로 산란시킴으로써 초음파에 너지를 현저히 감소시킬 수 있다. 결국 용접결함으 로부터 반사되어 나오는 초음파진폭이 현저히 작아 져 정상용접부품으로 오진할 수 있는 것이다. Fig. 13
Fig. 10 Microscopic photographs of density distribution of contaminant inclusions in medium : (a) 1g/500cc, (b) 50g/500cc
Fig. 11 Ultrasonic amplitude variation as a function of contaminant ratio(g/500cc)
Fig. 12 Attenuation coefficient variation as a function of contaminant ratio(g/500cc)
은 각 이물질 함유량에서 실측한 초음파진폭의 최 대값과 최소값을 나타낸다. 여기서 최소값은 각 이 물질 함유량에서 측정된 최악의 신호진폭으로서 이 물질들이 탐촉자와 부품표면사이에 일시에 많은 양 으로 위치하였을 경우 나타난 결과이다. 이물질 10g/500cc까지는 그 영향정도가 작았으나 그 이상
Dal-Woo Jung․Nak-Sam Choi․Yong-Bae Park
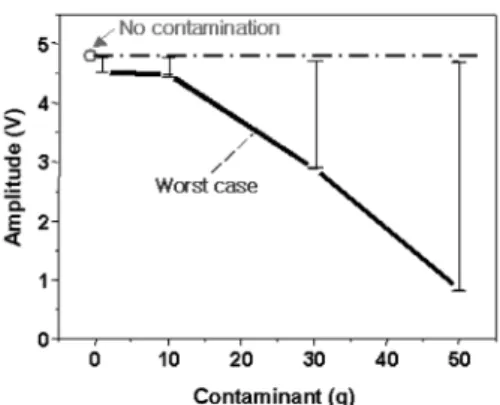
Fig. 13 Scattering band of ultrasonic amplitudes at the receiver indication worst amplitudes influenced by contaminant ratio(g/500cc)
의 함유량에서 검출된 초음파진폭의 최저값이 현저 하게 저하되었으며, 이 경우 용접결함이 존재하여 도 Fig. 1(b)와 같은 고진폭의 결함반사 신호가 검출 되지 못하고 양호한 낮은 진폭신호로서 검출되어 정상품으로 오진될 것이다. 이러한 최악 상황은 실 제 현장의 유동하는 매체속에서 일어날 가능성은 낮으나 수% 이상의 확률로서 발생할 가능성이 있다 는 점에서 매체의 정기적인 교체나 매체내 불순물 입자의 제거가 필요할 것이다.
4.
결 론수침식 초음파탐상장치에서 오진에 큰 영향을 미 치는 혼합매질과 매질의 오염에 따른 초음파 진폭 변화를 알아보기 위하여 초음파 전파매질의 혼합비 와 이물질 혼입정도에 따른 초음파진폭의 변화정도 를 실측하고 다음 결론을 얻었다.
1) 초음파매체로서 물과 방청액 혼합매질이 절삭 유 혼합매질보다 방청효과뿐만이 아니라 초음파 전파특성이 훨씬 우수하였으며 방청액 25vol.%
까지는 탐촉거리 30mm 범위내에서 매체에 의한 초음파진폭의 감소가 적은 편이어서 결함진단 용에 우수한 것으로 판단되었다.
2) 절삭유 50vol.% 혼합매질 500cc당 10g이하의 이 물질 혼입은 초음파 진폭감쇠에 큰 영향을 끼치 지 않았으나, 이물질 10g 이상의 혼입부터는 초 음파 산란현상이 뚜렷히 나타나기 시작하여, 특 성거리 자체가 현저히 감소하였다. 또한 매질 속
에서 떠다니는 고형성분의 이물질이 초음파 진 행경로에 위치할 경우 초음파진폭의 현저한 감 소가 유발되었으며, 이 경우 용접결함이 존재하 여도 높은 진폭의 결함반사신호가 산란에 의해 낮은 진폭신호로서 검출되어 정상품으로 오진 하게 된다. 따라서 이물질에 의한 오진을 방지하 기 위해서는 초음파매체에 대한 주기적인 관리 와 필터를 이용한 오염물질 제거가 필요하다.
References
1) U.-S. Park, I.-K. Park and S.-J. Song, Non- destructive Test, Hakyeon Co. Ltd., pp.193- 268, 2001.
2) A. P. Mouritz, C. Townsend and M. Z. Shah Khan, “Non-destructive Detection of Fatigue Damage in Thick Composites by Pulse-echo Ultrasonics,” Composites Science and Techno- logy, Vol.60, pp.23-32, 2000.
3) Z.-G. Yang and S.-G. Long, “Damage Analysis for Particle Reinforced Metal Matrix Com- posite by Ultrasonic Method,” Transactions of Nonferrous Metals Society of China, Vol.16, pp.s652-s655, 2006.
4) Y.-T. Hwang, S.-K. Oh, J.-Y. Han, S.-C. Jang, S.-N. Yun, W. Yi and H.-T. Kim, “Evaluation of Flaws in Adhesively Bonded Joint using Ultrasonic Signal Analysis,” Journal of KWS, Vol.22, No.2, pp.136-143, 2004.
5) I.-K. Park, C.-K. Lee, H.-M. Kim, T.e-S. Park, Y.-K. Kim, Y.-S. Cho, W.-J. Song and H.-K.
Ahn, “Non-contact Ultrasonic Inspection Tech- nology of Fillet Weldments,” Journal of KWS, Vol.23, No.5, pp.37-42, 2005.
6) Y.-K. Lee and N.-Y. Koo, “A Study on the Height Measurement of the Lack of Penetration in Weld Zone by Ultrasonic Angle Beam Tes- ting,” Gyeongsang National University, Vol.2, pp.25-33, 1992.
7) N. Y. Chung and S. I. Park, “Measurement of Interfacial Crack Length by Ultrasonic Atte- nuation Coefficients on Adhesively Bonded Components,” Transactions of KSAE, Vol.12, No.1, pp.130-137, 2004.