施 工 管 理 大 韓 土 木 學 會 論 文 集
第31卷 第5D 號·2011年 9月 pp. 705~717
수평형 타워크레인 텔레스코핑 작업의 자동화를 위한 개념 모델 및 요소기술 분석
Analysis of Conceptual Models and State-of-the-Art Technologies for the Automation of Telescoping Work in Horizontal Tower Cranes
이상호*·김영석**·이정호***
Lee, Sang-Ho·Kim, Young-Suk·Lee, Jeong-Ho
···
Abstract
The number of horizontal tower cranes, major hoisting machineries for lifting approximately 50% of entire materials in con- struction projects, is rapidly increasing, but a number of accidents related to the tower cranes are being continuously occurred in construction sites as well. In particular, telescoping works in the horizontal tower cranes have showed the greatest safety concerns such as falls and collapses. It is due to the fact that tasks inserting a new mast in the space made after raising tele- scoping cage by fluid pressure and ascending it to the required height in the telescoping works include a series of dangerous factors in safety aspects, and might cause very serious and unexpected accidents in construction sites. The primary objective of this research is to propose two conceptual models for automating the telescoping work in horizontal tower crane and conduct their technical feasibility analyses. In this study, a design concept, a position control system using hydraulic cylinders is sug- gested as a better alternative for automating the telescoping work. Its potential safety improvement rate compared to the con- ventional method is also analyzed and presented in this study.
Keywords : horizontal tower crane, automation, telescoping work, safety, conceptual model, AHP
···
요 지
타워크레인은 건설현장의 전체 자재인양 중 약 50%의 물량을 인양하는 양중 장비로 그 수는 빠른 속도로 증가하고 있으 나, 건설현장에서의 소홀한 안전관리로 타워크레인 관련 안전사고는 매년 지속적으로 발생되고 있는 실정이다. 특히, 텔레스 코핑 작업은 타워크레인 설치단계에서 텔레스코핑 케이지를 유압으로 상승시킨 후 생긴 빈 공간에 새로운 마스트를 삽입하 여 요구 높이까지 상승시키는 작업으로 고소에서 다수의 작업자가 동시에 작업을 실시하여 추락 및 낙하의 위험성이 존재하 는 등 타 작업에 비해 재해사례 비중이 가장 높은 것으로 분석되었다. 본 연구의 목적은 타워크레인 작업 중 특히 위험성 이 높은 것으로 조사 및 분석된 텔레스코핑 작업의 안전성 및 생산성을 향상시킬 수 있는 타워크레인 텔레스코핑 자동화 기술의 개념모델을 제안하고 이에 대한 안전성 측면에서의 잠재적 성능을 분석함으로써 향후 타워크레인 텔레스코핑 자동화 기술 실물 제작을 위한 원천자료를 제공하는 것이다.
핵심용어 : 수평형 타워크레인, 자동화, 텔레스코핑 작업, 안전성, 개념모델, AHP
···
1. 서 론
1.1 연구의 배경 및 목적
최근 대형화, 고층화되어 가고 있는 건설 프로젝트의 추세 에 따라 자재인양 장비의 효율적인 사용이 프로젝트 성패에 중대한 영향을 미치고 있다. 특히 수직·수평 양중이 용이 하고 작업능률이 높은 타워크레인은 건설현장의 전체 자재 인양 중 약 50%의 물량을 인양하는 양중장비로 그 수는 2004년 2,986대에서 2010년 3,323대로 빠른 속도로 증가하
고 있으나, 단면에 비해 설치 높이가 매우 높아 세장비가 크고 상부 구조물의 자중이 매우 큰 양중장비로 안전사고가 발생될 경우 중대재해로 이어지는 문제점을 지니고 있다. 따 라서 2006년 산업안전인력공단에서는 타워크레인을 건설 중 장비 중 중대재해가 가장 많이 발생되는 기계·기구로 분류 하여 중점 관리하고 있으나, 건설현장에서의 소홀한 안전관 리로 타워크레인 관련 안전사고는 매년 지속적으로 발생되 고 있는 실정이다. 산업안전인력공단에서 제공하는 건설 재 해사례집(1999~2009년)에 의하면 타워크레인 재해건수는 총
*정회원·파이브디위드 견적팀 사원 (E-mail : [email protected])
**정회원·교신저자·인하대학교 건축학부 교수·공학박사 (E-mail : [email protected])
***인하대학교 산학협력단 원가공학연구센터·공학박사 (E-mail : [email protected])
58건으로 최근 10년간 매년 평균 5.8건의 재해가 발생되는 것으로 조사되었다. 이러한 타워크레인 관련 재해사례(58건) 를 작업단계별(설치, 텔레스코핑, 작업 중, 해체)로 분류 하 였을 때 텔레스코핑 작업 시 재해사례가 50%(29건)로 타 작업단계에 비해 많은 사고가 발생하는 것으로 분석되었다.
텔레스코핑 작업은 타워크레인의 설치단계에서 텔레스코핑 케이지를 유압으로 상승시킨 후 생긴 빈 공간에 새로운 마 스트를 삽입하여 요구 높이까지 상승시키는 작업이다. 이러 한 텔레스코핑 작업은 높은 위치에서 다수의 작업자가 동시 에 작업을 실시하기 때문에 추락 및 낙하의 위험성이 존재 한다. 또한, 텔레스코핑 케이지 상승 작업 시 타워크레인 상 부의 큰 자중으로 인해 발생되는 텔레스코핑 케이지의 불균 형 현상은 핀, 볼트 체결작업자의 생산성이 저하되거나 혹은 작업방법 불량으로 안전사고를 유발시키는 원인으로 작용하 고 있다(김선국, 2009).
따라서 본 연구에서는 타워크레인 작업 중 특히 위험성이 높은 것으로 조사 및 분석된 텔레스코핑 작업의 안전성 및 생산성을 향상시킬 수 있는 타워크레인 텔레스코핑 자동화 기술의 개념모델 제안하고 이에 대한 안전성 측면에서의 잠 재적 성능을 분석함으로써 향후 타워크레인 텔레스코핑 자 동화 기술의 실물 제작을 위한 원천자료를 제시하고자 한다.
1.2 연구의 범위 및 방법
국내 건설현장에서 자재인양을 위해 사용되고 있는 타워크 레인 기종은 매우 다양하며 기종에 따라 텔레스코핑 작업 프로세스는 각기 상이한 실정이다. 이에 본 연구에서는 현장 인터뷰 결과 현재 국내 건설현장에서의 사용 비중(45%)이 가장 높은 독일 L사의 290HC 모델을 대상으로 텔레스코핑 작업의 자동화를 위한 개념모델을 제시하였으며, 이를 위한 연구의 방법은 다음과 같다.
(1) 텔레스코핑 작업의 문제점 분석 및 자동화 대상 작업 선정: 현재 텔레스코핑 작업 시 발생되고 있는 재해사례 및 문제점을 분석하고 전문가 설문 및 현장 작업 분석 결과를
바탕으로 한 Cost-Concern Matrix 분석을 토대로 텔레스코 핑 자동화 기술개발을 위한 주요 대상 작업을 선정하였다.
(2) 자동화 요소기술 분석을 통한 개념모델 도출: 타워크레 인 텔레스코핑 자동화 기술개발을 위해 요구되는 주요 요소 기술을 분석하고, 기존 방식에 비해 작업 생산성 향상 및 안 전성 확보가 가능할 수 있도록 하는 텔레스코핑 자동화 기 술의 2가지 개념 모델을 제안하였다.
(3) 최적 개념모델의 선정 및 제안기술의 잠재적 성능 분 석: L사 290HC 모델 텔레스코핑 작업에 경험을 지니고 있 는 21명의 전문가들에 대한 설문 및 AHP 분석 결과를 바 탕으로 최적의 개념 모델을 선정하고, 안전성 향상 측면에서 기존 방식 대비 제안된 타워크레인 텔레스코핑 자동화 기술 의 잠재성 성능을 분석하였다.
2. 텔레스코핑 작업의 문제점 분석 및 작업 대상 선정
2.1 텔레스코핑 작업 문제점 및 작업 방법 2.1.1 텔레스코핑 작업의 위치 및 작업 방법
본 연구의 대상인 텔레스코핑 작업은 설치단계에서 텔레스 코핑 케이지를 유압장치로 올려 생긴 빈 공간에 새로운 마 스트를 끼워 넣어 요구 높이까지 상승시키는 것을 말한다.
이러한 텔레스코핑 작업은 현재 한국산업안전공단에서의 기 술지침(M-54, M-36-2007)에 의거 일정 교육을 이수한 전문 인력만이 수행하도록 권고되고 있다. 텔레스코핑 작업은 총 6명(신호작업자, 줄걸이 작업자, 타워크레인 운전자, 핀 볼트 체결자, 부재 조립 및 맞춤 작업자)의 인원이 투입되고 있으 며, 작업 방법은 그림 1과 같다.
2.1.2 텔레스코핑 작업의 프로세스별 재해현황 분석 일반적으로 자동화 기술의 도입이나 개발을 위한 주요 대 상 작업을 분석하기 위해서는 작업의 안전성, 작업의 난이도, 생산성 등 여러 요소가 함께 고려되어야 하고, 이를 위해서
그림 1. 타워크레인 텔레스코핑 작업 프로세스
는 기존 텔레스코핑 작업의 문제점 분석이 선행되어야 한다.
본 연구에서는 타워크레인 관련 재해사례를 중심으로 기존 타워크레인 텔레스코핑 작업의 문제점을 표 1과 같이 분석 하였다. 앞서 언급된 바와 같이, 현재 한국산업안전공단에 접 수된 타워크레인 관련 재해사례(1999년~2009년)는 총 58건 (연 평균 5.8건)으로 그림 2-(a)는 타워크레인 유형별 재해사 례로서 추락이 21건으로 약 36%의 비중을 차지하고 있으며, 그 다음은 낙하 28%(16건), 붕괴 26%(15건), 전도 10%(6 건)인 것으로 조사되었다. 또한, 재해사고 발생 단계를 그림 2-(b)와 같이 1)설치, 2)텔레스코핑, 3)작업 중, 4)해체로 구 분하였을 때 텔레스코핑 작업이 총 29건으로 전체 재해건수 중 50%의 비중을 차지하고 있는 것으로 분석되었다.
이와 같이, 현재 타워크레인 설치, 운영, 해체 작업 중 재 해사고 빈도 및 위험성이 가장 높은 텔레스코핑 작업의 재 해사고 유형을 주요 작업 단계별로 살펴보면, 재해 사고가 가장 많이 발생되는 세부 작업은 마스트 상부볼트 체결작업 으로 48.2%(14건)이며, 그 다음은 텔레스코핑 케이지 상승 작업 20.7%(6건), 마스트 조립 및 권상 후 이동레일 안착작 업 13.8%(4건), 이동레일에 안착된 마스트 밀어 넣기 작업 10.3%(3건), 마스트 하부 볼트 체결작업 6.9%(2건) 순이었 다(표 1). 표 1에서 볼 수 있듯이, 이들 주요 작업단계를
다시 세부 작업단계로 나누어 보면, 가이드 섹션 핀 제거작 업 31.0%(9건), 유압장치를 이용한 텔레스코핑 케이지 상승 작업 20.7%(6건), 마스트 상부 볼트 작업 17.2%(5건) 순으 로 재해 사고가 발생되고 있는 것으로 분석되었다. 결론적으 로 표 1의 총 6가지 주요 작업 중 특히 마스트 상부볼트 체결 작업, 텔레스코핑 케이지 상승 작업이 전체 재해사례의 68.9%로 가장 큰 비중을 차지하고 있으며, 세부 작업으로는 가이드섹션 핀 제거와 유압장치를 이용한 텔레스코핑 케이 지 상승 작업에서 가장 많은 재해사례가 발생하는 것으로 조사 및 분석되었다.
프로세스 별 재해사례 분석결과, 가장 많은 재해사례를 보 이고 있는 주요작업(마스트 상부볼트 체결 작업, 텔레스코핑 케이지 상승 작업)의 원인분석을 문헌 및 현장조사를 토대로 실시하였으며, 이를 바탕으로 현 텔레스코핑 작업의 문제점 을 도출 하였다. 타워크레인은 상부의 자중이 크고 단면에 비해 설치 높이가 높아 텔레스코핑 케이지 상승 작업 시 케 이지의 불균형 상태를 초래할 위험성이 있다. 이러한 텔레스 코핑 케이지의 불균형 상태는 타워크레인의 붕괴사고를 유 발한다. 또한, 마스트 상단부와 조종실 하단부 볼트 결합 작 업 시 서로의 구멍 위치가 맞지 않아 볼트체결에 어려움이 있는 것으로 조사되었다. 과거 텔레스코핑 작업 시 마스트 상부 볼트체결의 편의성을 위해 운전원이 타워크레인을 선 회하였지만, 갑작스러운 하중의 변화에 따른 전복사고가 발 생되어 현재 텔레스코핑 작업 시 타워크레인의 선회를 금지 하고 있다. 이로 인해 현재 마스트 구멍위치를 맞추기 위해 유압 차이를 이용해 텔레스코핑 케이지를 상하로 움직여 구 멍위치를 맞추도록 규정하고 있으나 실제 대부분 건설현장 에서는 작업속도 저하를 이유로 이러한 규정을 준수하지 않 고 있는 것으로 조사되었다(한국산업안전공단, 2010).
2.2 자동화 기술 도입 작업 대상 선정
일반적으로 자동화 기술의 도입이나 장비 개발을 위한 대 상 작업의 선정을 위해서는 생산성, 안전성, 품질의 균일성, 경제성 등 여러 요소가 함께 고려되어야 한다. 본 연구에서 는 Cost-Concern Matrix(Guo and Tucker, 1993) 분석 기 법을 토대로 자동화 대상 작업의 선정 요인을 크게 비용 (Cost impact) 요소와 자동화 기술 도입 요소(Concerns)로 그림 2. 타워크레인 재해사례분석(산업안전공단, 1999~2009년)
표 1. 텔레스코핑 작업 프로세스 별 재해사례 분석 (산업안전공단, 1999~2009)
주요 작업명 세부 작업명 재해 건수 재해 비중(%)
1. 마스트 조립 및 권상 후 이동레일 안 착 작업
1.1 마스트 인양 0 0
13.8 1.2 마스트 하단 부 롤러 설치후 대차레일 안착 4 13.8
2. 추가 마스트 상승을 이용한 타워크레 인 균형 잡기
2.1 추가마스트 인양 0 0
0
2.2 타워크레인 균형 잡기 0 0
3. 텔레스코핑 케이지 상승 작업 3.1 유압장치를 이용한 텔레스코핑 케이지 상승 6 20.7 20.7 4. 이동레일에 안착된 마스트 밀어 넣기
작업
4.1 마스트 밀어 넣기 3 10.3
10.3
4.2 마스트 하단부 롤러 제거 0 0
5. 마스트 하부 볼트 체결 작업 5.1 볼트 가조립 0 0
6.9 5.2 볼트 조임 장치를 이용한 볼팅 작업 2 6.9
6. 마스트 상부 볼트 체결 작업 6.1 마스트 상부 볼트 작업 5 17.2
48.2
6.2 가이드섹션 핀 제거 9 31.0
합 계 29 100.0 100
구분하였다. 본 연구에서 비용 요소의 의미는 타워크레인 텔 레스코핑 관련 11개 세부작업(표 1) 중 특정 세부작업이 타 세부작업과 비교하여 상대적으로 공사자원의 투입비율(투입 인원, 투입시간)이 큰 작업을 선정하는 과정이라 할 수 있다 (표 2). 또한 자동화 기술 도입 요소의 의미는 설문분석 결 과를 바탕으로 텔레스코핑 작업 자동화 장비 개발 시 참조 해야 할 주요 고려요소(안전성, 생산성, 품질, 장비조작의 용 이성, 작업의 편의성)와 그에 따른 세부 고려요소를 도출(표 3)한 후, 각 세부 작업과 주요 및 세부 고려요소간의 관련성 정도(Severity)를 분석하여 자동화 기술 도입지수를 산출(표 4)하는 과정을 의미한다. 그림 3은 타워크레인 텔레스코핑 자동화 기술개발이 요구되는 대상 작업을 선정하는 과정을 도식화한 것이다.
2.2.1 현장방문을 통한 텔레스코핑 작업 시간 관측 텔레스코핑 작업에 투입되는 공사의 자원은 장비, 자재, 노 무자로 구성되어 있다. 이 연구에서 비용요소는 각 세부 작 업의 완료를 위해 투입된 노무자의 수와 투입시간을 분석 대상으로 하였으며 각 세부작업을 수행함에 있어 일정하게 투입되는 장비와 자재는 제외되었다. 현장 방문을 통한 텔레 스코핑 작업시간 측정 및 분석결과, 마스트 5개를 넣어 타 워크레인을 텔레스코핑하는 작업의 완료를 위해서는 총 6명
의 노무자가 투입되고 있었으며, 실 작업시간을 산정하였을 경우 평균 텔레스코핑 1회 작업시간은 55.38분이 소요됨을 알 수 있다. 이러한 결과를 토대로 전체 텔레스코핑 작업완 료를 위해 소요되는 각 세부 작업의 노무자 수를 산정 할 수 있으며 이 값은 노무자 투입비율에 대한 가중치로 이용 될 수 있다. 이러한 과정을 통해 각 세부작업에 투입되는 자원 투입비율을 구할 수 있다. 자원투입비율은 해당 작업 완료를 위해 투입된 노무자 수 및 작업시간의 비율을 곱한 것으로 그 비율이 높을수록 해당작업 완료까지 투입되는 비 용이 높음을 의미한다(표 2).
2.2.2 자동화 기술 도입지수의 산정
본 연구에서는 문헌고찰(원영호, 2002; Kim et al., 2007) 등을 통해 11개 각 세부작업의 자동화 기술 도입 지수를 산 정하기 위한 주요 고려요소를 안전성, 생산성, 품질, 장비 조작의 용이성, 작업의 편의성으로 정의하고 각각의 주요 고 려요소에 대한 세부 고려요소를 도출한 후, 표 4와 같이 각 세부 작업과 주요 및 세부 고려요소간의 관련성(관련 항목 수)을 분석하여 각 세부 작업의 자동화 기술 도입 지수를 산정하였다. 자동화 기술 도입 지수의 산정은 각 작업의 상 대적 비교를 통해 자동화의 필요성에 관한 우선순위를 부여 하기 위한 과정이며, 각 세부 작업은 상대적 비교를 통해 최저 1점에서 최고 15점(특정 세부 작업이 표 3의 5개 주 요 고려요소와 15개 세부 고려요소와 모두 관련이 있고, 특 히 5개 주요 고려요소와의 관련성 정도(Severity)가 모두 High일 경우) 사이에서 각각의 점수를 부여 받게 된다. 표 4는 타워크레인 텔레스코핑 작업 전문가 집단과의 인터뷰 및 브레인스토밍 분석 결과(이상호, 2011)를 토대로 Needs Assessment 기법(Guo and Tucker, 1993)을 활용하여 각 세부 작업과 주요 고려요소간의 관련성 정도(Severity;
High(H), Medium(M), Low(L))를 분석함으로써 각 세부작 업의 자동화 기술 도입 지수를 분석한 결과를 보여준다.
자동화 기술 도입 지수의 산정은 각 작업의 상대적 비교 그림 3. 자동화 기술 도입 대상 작업의 선정 과정
표 2. 텔레스코핑 관련 세부 작업의 자원 투입비율(비용요소) 분석 결과
구분 세부작업 작업시간
(분) 투입된 노무자수(인)
가중치(A) 노무자
투입비율(B) 자원투입비율 (A*B) 실작업시간/
총 투입시간 실투입노무자수/
총투입노무자수 마스트 조립 및 권상 후
이동레일 안착 작업
마스트 인양 1.06 2 0.02 0.33 0.0066
마스트 하단부 롤러
설치 후 대차레일 안착 1.88 4 0.03 0.67 0.0201
추가 마스트 상승을 이용한
타워크레인 균형 잡기 추가마스트 인양 4.05 2 0.07 0.33 0.0231
타워크레인 균형 잡기 5.38 2 0.10 0.33 0.0330
텔레스코핑 케이지
상승 작업 유압장치를 이용한
텔레스코핑 케이지 상승 12.49 4 0.23 0.67 0.1541
이동레일에 안착된
마스트 밀어 넣기 작업 마스트 밀어 넣기 0.79 3 0.01 0.5 0.0050
마스트 하단부 롤러 제거 0.97 3 0.02 0.5 0.0100
마스트 하부 볼트 체결 볼트 가조립 3.07 3 0.06 0.5 0.0300
토크렌치를 이용한
볼팅 작업 11.13 3 0.20 0.5 0.1000
마스트 상부볼트
체결 작업 마스트 상부 볼트 작업 3.23 3 0.06 0.67 0.0402
가이드섹션 핀 제거 11.33 4 0.20 0.5 0.1000
합 계 55.38 1.00 - -
를 통해 순위를 부여하기 위한 과정이며, 세부 작업의 주요 고려요소 해당 개수 및 세부 고려요소 해당 개수, 고려요소 와의 관련성 정도 값의 조합을 통해 이루어진다. 이러한 순 위 결정을 위해 세부 작업 중 고려요소의 해당개수가 가장 많고, 관련성 분석에서 가장 높은 등급을 받은 작업은 자동 화 기술 도입 지수에서 최고점을, 그 반대의 경우는 최저점 을 부여 받은 작업과의 비교를 통해 상대적 순위에 따라 점 수를 부여 받게 된다. 예를 들어, 표 4에서 각 세부 작업에 부여된 자동화 기술 도입 지수를 살펴보면, 유압장치를 이용 한 텔레스코핑 케이지 상승의 경우 주요 고려요소의 해당개 수가 4이고 세부 고려요소 해당 개수가 10, 관련성 정도는 안전성 항목에서 H, 생산성 항목에서 H, 품질성 항목에서 L, 장비활용성 항목에서 M, 노동활용성 항목에서 L의 등급 으로 다른 10개의 세부작업에 비해 고려요소의 해당 개수가 가장 많을 뿐만 아니라 관련성 분석에 있어서도 가장 높은 등급을 받고 있음을 알 수 있다. 따라서 이와 같은 과정을
거쳐 산출된 자동화 기술 도입 지수가 높다는 것은 그 만큼 해당 세부 작업에 있어 자동화 기술이 개발될 경우 그로 인 한 기대 효과가 타 세부작업에 비해 상대적으로 높다는 것 을 의미한다.
2.2.3 자동화 기술 도입을 위한 주요 대상작업 선정 앞서 언급된 텔레스코핑 작업과 관련된 11개의 세부작업의 자원 투입비율(표 2))과 자동화 기술 도입지수 산출 결과(표 4)에 근거하여 자동화 기술의 도입을 위한 주요 대상 작업을 선정하였다. 그림 4는 자원 투입 비율(Cost impact)을 X축, 자동화 지술 도입 지수(Concern index)를 Y축으로 하는 Cost-Concern Matrix를 보여준다. Cost-Concern Matrix에 있어 각 세부 작업의 위치는 점으로 표시되며, 표시된 점의 위치는 각 세부 작업의 자원 투입 비율 및 자동화 기술 도 입 지수를 연계하여 보여준다. 따라서 Cost-Concern Matrix 에서 HH(High-High quadrant) 분면에 위치한 세부 작업은 타 세부 작업과 비교하여 상대적으로 자원투입비율(Cost)이 높고 자동화 기술 도입의 필요성(Concerns)이 크므로 그러한 세부 작업을 자동화 할 경우 그 만큼 자동화로 인한 기대효 과가 크다는 것을 의미한다. 본 연구에서는 Cost-Concern Matrix 분석 결과(그림 4), 타워 크레인 텔레스코핑 관련 11 개의 세부 작업 중 ‘유압장치를 이용한 텔레스코핑 케이지 표 3. 자동화 기술 도입을 위한 주요 및 세부 고려 요소
주요 고려 요소 세부 고려 요소
안전성
중량자제 취급 작업
물리적인 위험이 있는 작업(붕괴, 전도) 추락의 위험이 있는 작업
생산성
소요작업이 긴 작업 복잡하고 작업간 이동이 많은 작업
인력의 의존도가 높은 작업
품질
정확성 및 정밀도가 요구되는 작업 하자가 빈번하게 발생하는 작업
품질이 균일하지 못한 작업 장비 조작의
용이성
장비의 성능 향상이 요구되는 작업 장비의 의존도가 높은 작업 장비의 정밀한 조작이 요구되는 작업
작업의 편의성
2인 이상의 협동이 요하는 작업 노무자의 숙련도를 요하는 작업 작업자의 판단이 필요한 작업
표 4. 텔레스코핑 관련 세부 작업의 자동화 기술 도입 고려지수 산출 결과
작업명 주요
고려요소 세부
고려요소
고려 요소 관련성 자동화
기술 도입 안전성 생산성 품질성 장비활용성 노동 지수
활용성 마스트 조립 및 권상 후
이동레일 안착 작업
마스트 인양 2 4 M - - - M 4
마스트 하단부 롤러 설치 후
대차레일 안착 2 4 M - - - M 5
추가 마스트 상승을 이용
한 타워크레인 균형 잡기 추가마스트 인양 2 4 M - - M - 4
타워크레인 균형 잡기 3 7 H M - M - 10
텔레스코핑 케이지
상승 작업 유압장치를 이용한 텔레스코핑
케이지 상승 4 10 H H L M L 11
이동레일에 안착된 마스트 밀어 넣기 작업
마스트 밀어 넣기 3 5 M L - - M 8
마스트 하단부 롤러 제거 2 3 L - - - M 2
마스트 하부 볼트 체결 볼트 가조립 2 2 L - - - L 1
토크렌치를 이용한 볼팅 작업 3 6 M M - - M 9
마스트 상부볼트 체결 작업
마스트 상부 볼트 작업 3 4 M - - L L 6
가이드섹션 핀 설치 3 3 L - L L - 5
그림 4. 자원 투입 비율-자동화 기술 도입 지수 매트릭스
상승’ 및 ‘토크 렌치를 이용한 볼팅작업’이 자동화를 위한 주요 대상 작업으로 선정되었다.
3. 자동화 장비 요소기술 분석을 통한 개념모델 도출 본 연구를 통해 제안되는 자동화 장비가 텔레스코핑 작업 을 수행하기 위해서는 텔레스코핑 케이지 상승작업 시 발생 되는 불균형으로 인한 상부 볼트체결 구멍의 불일치 및 좌 굴의 문제점 해결과, 이후 작업인 마스트 볼트 체결 작업 시 투입되는 노무자의 수 및 작업시간을 효율적으로 단축 할 수 있는 해결방안이 필요하다. 위와 같은 문제점을 해결 하기 위해 2가지 형태의 텔레스코핑 자동화 장비 개념모델 을 제안하였다. 먼저, 개념모델 1은 ‘유압실린더를 이용한 자 세제어 시스템’이다. 텔레스코핑 케이지 상승 시 발생되는 불균형 상태를 실시간으로 계측하며, 불균형 발생시 계측된 데이터를 바탕으로 케이지에 외력을 작용하여 균형 상태를 유지하도록 하는 유압장치를 이용한 자세제어 기술이다. 또 한, 텔레스코핑 상승 시 실시간으로 작동함으로써 불균형으 로 인한 볼트구멍의 불일치 및 좌굴의 위험성을 효과적으로 기대할 수 있다. 개념모델 2는 ‘X-Y축 이동 가능한 볼트구 멍 시스템’이다. 기존의 텔레스코핑 케이지 상승방식과 같이 작업을 실시한 이후 발생되는 상부 볼트구멍의 불일치 여부 를 검측하고, 불일치 발생시 조종실 하단부의 볼트구멍이 해 당위치로 이동함으로써 별도의 추가 작업 없이 볼트 체결작 업이 용이하게 수행될 수 있다. 본 연구에서 제안한 2가지 형태의 개념모델은 텔레스코핑 케이지 상승 이후 작업인 마
스트 볼트체결 작업 시 투입되는 자원투입비율을 줄이기 위 해서 자동 볼트체결 기술이 공통적으로 필요하다. 자동 볼팅 체결 기술은 위치인식 및 추적 기술에서 측정된 데이터를 기 반으로 해당 작업 위치로의 이동 및 자동볼트 조임이 가능한 기술이다. 그림 5는 본 연구에서 제안한 2가지의 개념모델 개발 시 요구되는 요소기술의 구성을 도식화 한 것이다.
3.1 유압실린더를 이용한 자세제어 시스템
기존 텔레스코핑 케이지 상승 작업 시 케이지의 불균형 상태로 인한 마스트구멍의 불일치 및 타워크레인의 붕괴 등 의 위험이 매우 큰 것으로 분석 되었다. 즉, 현재 타워크레 인 텔레스코핑 케이지의 경우 램과 슈의 반복적인 수축 및 확장으로 단순하게 상승하기 때문에 작업 시 발생되는 타워 크레인의 불균형한 상태를 제어 할 수 없다. 이에 본 연구 에서는 텔레스코핑 케이지에 유압실린더를 이용한 자세제어 기술을 이용하여 상승 작업 시 발생되는 불균형 상태를 검 측 및 제어하여 마스트 구멍의 불일치 및 붕괴에 대한 문제 점을 해결 가능하도록 고안하였다(그림 6). 또한, 후속 작업 인 자동 볼팅 체결 작업은 자동 볼팅 체결 기술사용 하였다 (그림 10).
유압실린더를 이용한 자세제어 시스템은 크게 센싱부, 구 동부, 제어부로 분류되며 그 내용은 다음과 같다.
3.1.1 센싱부
개념모델 1의 센싱부는 텔레스코핑 케이지 상승작업 시 수 평 및 수직도를 모니터링하는 계측센서와 제어부의 피드백
그림 5. 자동화 기술 개발을 위해 요구되는 필수 요소기술
그림 6. 유압실린더를 이용한 자세제어 시스템
을 담당하는 변위센서로 구성되어있다. 계측센서는 본 연구 의 대상인 텔레스코핑 케이지가 상승작업 시 발생하는 진동 을 감안하여 내구성이 좋은 센서를 선택해야 한다. 또한, 타 워크레인 케이지 상승 시 5o이상의 변위가 발생될 경우 타 워크레인의 전도의 위험이 있어 진동발생시 오차 발생율이 낮은 접속식 센서가 더욱 효과적이므로 디지털 접촉센서 변 위센서인 Tilt gauge1)의 사용이 필요하며, 제어부의 피드백 을 담당하는 센서는 구동부의 직선 변위를 측정 할 수 있는 LVDT(Linear Variable Differential Transformer)의 일종인 Linear transducer2)의 사용이 요구된다.
3.1.2 구동부
구동부는 텔레스코핑 케이지의 상승작업 중 상부구조물의 자중에 의해 발생되는 불균형상태를 제어해야 하므로 기존 의 PHC 파일 연직도 자동화 장비(조문영, 2006), 다족형 로봇자세 제어장비 및 다중 클라이밍 유압로봇 등에 사용된 바 있는 유압실린더를 이용할 경우 텔레스코핑 케이지의 불 균형을 효과적으로 제어할 수 있을 것으로 사료된다.
3.1.3 제어부
제어부는 센싱부에서 계측된 데이터를 기반으로 구동부를 실시간 제어하는 장비이다. 본 연구의 대상인 텔레스코핑 케 이지의 수평 및 수직도 제어를 위해서는 유량, 유압 및 방 향 조절을 병행해야 한다. 작동유의 유량, 압력, 흐름정지 등을 적절하게 제어하기 위하여 유압제어 밸브 중 특수 유 량제어밸브에 속하는 Servo valve의 사용이 필요하다. 전기 신호로 컨트롤되는 서보밸브는 제어대상에 대한 빠른 응답 성과 제어의 용이성이 뛰어나며, 피드백이 가능한 밸브로서 지속적으로 수평 및 수직도를 유지할 수 있다.
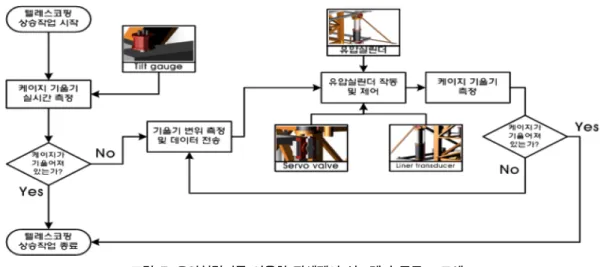
유압실린더를 이용한 자세제어 시스템은 다음 그림 7과 같 은 순서로 작동된다.
① 텔레스코핑 케이지 상승시작
② 케이지 외각 4개소에 설치된 Tilt gauge를 통해 케이지
의 기울기 측정
③ 케이지가 불균형 할 경우 변위를 측정 하고 측정된 데이 터를 Servo valve 시스템에 전송
④ 전송된 데이터를 기반으로 4개소에 설치된 유압실린더 및 Servo valve 작동 및 제어를 실시
⑤ 각각의 유압실린더에 부착된 Linear transducer를 이용하 여 케이지의 기울기 측정
⑥ 케이지가 균형일 경우 텔레스코핑 케이지 상승작업 완료
3.2 X-Y축 이동 가능한 볼트구멍 시스템
기존 텔레스코핑 케이지 상승 작업 시 케이지의 불균형 상태로 인한 마스트구멍의 불일치가 발생되고 있으며, 이러 한 문제점은 볼트 체결작업 생산성 저하 혹은 불균형 상태 에서의 무리한 유압장비 상하 움직임으로 타워크레인 붕괴 사고를 유발하고 있다. 이에 본 연구에서는 조종실 하단부의 X-Y축 이동 가능한 볼트구멍 기술을 이용하여 마스트 상단 부 볼트 체결 구멍의 위치를 인식하고 해당위치로 볼트구멍 이 이동가능 하도록 하여 단 한번에 볼트체결작업이 가능하 도록 고안하였다. 또한, 후속 작업인 자동 볼팅 체결 작업은 자동 볼팅 체결 기술을 사용하였다(그림 8).
X-Y축이 이동 가능한 볼트구멍 시스템은 크게 센싱부, 구 동부, 제어부로 분류되며 그 내용은 다음과 같다.
3.2.1 센싱부
개념모델 2의 센싱부는 상부 마스트 볼트 체결작업위치(8 개소)의 정확한 정보를 수집하는 장비와 제어부의 피드백을 담당하는 변위센서로 구성되어있다. 우선 상부 마스트 볼트 체결작업위치의 정확한 정보를 수집하기 위해서는 볼트구멍 의 불일치 여부를 판단 할 수 있는 이미지센서와 불일치 시 해당 변위의 정보를 습득 할 수 있는 위치인식 장비가 필요 하다. 이중 이미지 센서는 마스트 체결작업에 사용되는 볼트 (M48)와 볼트구멍과의 유격거리는 1cm로 정밀한 측정이 필 요하다. 따라서, 노출된 이미지를 전기적인 형태로 바꾸어 전
1) Tilt gauge는 레벨, 기울기, 각도 측정을 하며 높은 레벨의 충격 그리고 진동에 매우 우수한 장비임. Tilt gauge는 주로 공사장비, 로봇, 크레인 각도, 굴착장치, 착암기, 댐의 수문 자동화 등에 광범위하게 사용되고 있음.
2) Linear transducer는 장비의 변위를 조절하는 선형 변위 변환기임. Tilt gauge로 측정된 기울기를 바탕으로 유압실린더의 움직임을 제어하고, 피드백 작용을 하는데 사용됨.
그림 7. 유압실린더를 이용한 자세제어 시스템의 구동 프로세스
송(저장)하는 역할을 담당하는 반도체 기억 소자로 CMOS에 비해 소비전력이 높으나, 저 잡음 신호 출력 및 화소간 균 일성 유지가 가능하다는 장점을 지니고 있는 CCD camera 의 사용이 필요하다. 위치인식 장비는 사물의 위도 및 경도, 고도를 파악하는데 활용되는 것으로 마스트 볼트 체결 작업 시 필요한 위치정보 습득을 위해 필요하다. 본 연구의 대상 인 마스트 볼트 체결작업의 경우 볼트와 볼트구멍의 유격거 리인 2cm 이하의 오차범위와 실시간 보정 할 수 있는 RTK DGPS가 필요하다. 또한, 제어부의 피드백을 담당하는 센서는 구동부의 직선 변위를 측정 할 수 있는 Linear transducer의 사용이 요구된다.
3.2.2 구동부
구동부는 센싱부에서 측정된 데이터를 기반으로 조종실 하 단부에 설치된 볼트구멍의 위치 이동이 가능해야 하며, 이동 이후 볼트구멍이 편심에 의해 이동되지 않도록 고정해야 한 다. 이를 위해 구동부는 LM guide, 유압실린더로 구성되어 있다. LM guide는 정밀 직선 운동이 가능한 기구로서 각종 정밀 공작기계나 반도체 제조 및 측정 장비, 산업용 로봇, 일반 산업 기계 등의 직선운동에 사용되는 기계요소이다. 이 는 조종실 하단부의 볼트구멍을 상부 마스트 볼트 구멍 위
치로 이동 시켜주는 장비로서 CCD camera와 GPS에서 측 정된 데이터를 기반으로 움직이게 된다. 유압실린더는 상부 볼트구멍에 각각 설치되어있어 LM guide의 이동작업이 완 료된 이후 2차적으로 상부 볼트구멍과의 위치를 맞추고 타 워크레인의 편심 하중에도 이탈되지 않도록 볼트구멍을 고 정한다.
3.2.3 제어부
제어부는 센싱부(CCD camera, RTK DGPS)에서 계측된 데이터를 기반으로 구동부(유압실린더)를 실시간 제어하는 장 비로 전기신호로 컨트롤되며, 제어대상에 대한 빠른 응답성 과 제어의 용이성을 보여주며 피드백이 가능한 Servo valve 의 사용이 필요하다.
X-Y축 이동이 가능한 볼트구멍 시스템은 그림 9와 같은 순서로 작동된다.
① 텔레스코핑 케이지 상승작업 완료
② 조종실 외부 4개소에 설치된 CCD camera와 1개소에 설치된 GPS를 이용하여 마스트 볼트구멍위치 인식 및 정보 수집
③ 수집된 마스트 볼트구멍위치 정보를 LM guide 및 Servo vale에 전송
그림 8. X-Y축 이동 가능한 볼트구멍 시스템
그림 9. X-Y축 이동 가능한 볼트구멍 시스템의 구동 프로세스
④ LM guide는 취득된 정보를 바탕으로 구동부를 해당위치 로 1차 이동
⑤ 구동부는 유압실린더, Servo valve, Linear transducer를 이용하여 2차적으로 볼트구멍을 이동 및 고정
3.3 공통 요소 기술: 자동 볼팅 체결 기술
자동 볼트 체결 기술은 본 연구에서 제안한 2가지의 개념 모델(자세제어 시스템을 이용한 텔레스코핑 시스템, X-Y축 이동이 가능한 볼트구멍 시스템)에 공통으로 포함된 요소 기 술이다. 기존 마스트 볼트 체결 작업의 경우 1개소 설치당 3명의 작업인원이 투입되고 있으며, 1개의 토크 렌치를 옮겨 다니면서 작업을 해야 하기 때문에 소요되는 작업시간이 길 어지는 문제점이 있다. 이러한 문제점을 해결하기 위해 본 연구에서는 다음 그림 10과 같이 텔레스코핑 케이지 외각 2 개소에 자동 볼트체결 시스템을 설치하여 작업 시 투입되는 작업 인원의 감소 및 작업시간의 단축이 가능하도록 고안하 였다.
자동 볼트 체결 기술은 크게 센싱부, 구동부로 분류되며 그 내용은 다음과 같다.
3.3.1 센싱부
자동 볼트 체결 시스템에서의 센싱부는 상하부 마스트 볼
트 체결작업위치(16개소)의 정확한 정보를 수집하는 장비이 다. 본 시스템에서는 이미지 센서인 CCD camera와 1cm 이하의 오차범위와 실시간 보정을 가능토록 하는 RTK DGPS가 요구된다.
3.3.2 구동부
구동부는 CCD camera와 RTK DGPS로 측정된 데이터를 기반으로 텔레스코핑 케이지 외각 2개소에 설치되어 있는 자동 볼팅 체결 장치의 이동 및 볼팅 작업이 가능하도록 해 야 한다. 이를 위해 구동부는 그림 10과 같이 LM guide 및 자동 볼팅 체결 장치로 구성되어 있다. 본 연구에서의 LM guide는 케이지 외각 2개소에 설치되어 있어 자동 볼팅 체결 장치를 해당 작업 구역으로 이동 시킨다. 그 이후 자 동 볼팅 체결 장치는 현재 제조 산업에서 사용되고 있는 장 비인 X-Y Robot type-2로 LM guide가 해당 구역으로 완 료된 이후 볼트 체결작업을 실시하며 본 장치는 1회당 2개 소 동시 작업이 가능하다.
자동 볼팅 체결 기술은 다음 그림 11과 같은 순서로 작동 된다.
① 4개소에 설치된 CCD camera와 1개소에 설치된 GPS를 이용하여 마스트 볼트구멍 위치 인식 및 정보 수집
② 수집된 마스트 볼트구멍 위치 정보를 LM guide 및 자
그림 10. 자동 볼팅 체결 기술
그림 11. 자동 볼팅 체결 기술의 구동 프로세스
동 볼팅 체결 장치에 전송
③ LM guide는 취득된 정보를 바탕으로 자동 볼팅 체결 장치를 이동
④ LM guide의 이동이 완료된 후 자동 볼팅 체결 장치가 해당 지역의 볼팅 작업 실시
⑤ 위와 같은 방법으로 상,하부 총 16개소를 작업을 4회 반 복 실행
4. 최적 개념모델 선정 및 제안 기술의 잠재적 안전 성 향상 분석
4.1 AHP 분석을 통한 최적 개념모델 선정
본 연구에서는 제안된 2가지 텔레스코핑 자동화 장비 개 념 모델 중 최적 대안을 선정하기 위해 L사 290HC 모델 텔레스코핑 작업에 경험을 지니고 있는 21명의 전문가를 대 상으로 한 설문 및 AHP 분석기법을 적용하였다(이상호, 2011). AHP 기법은 정성적 분석 방법으로써 정량적으로 판 단할 수 없는 가치 체계에 대한 규명을 통해 우선순위를 정 하는 의사결정 방법으로 제안된 개념모델 중 최적의 개념모 델을 선정할 수 있는 유용한 기법으로 판단된다. 전문가 집 단에 대한 설문 결과, 수평형 타워크레인 텔레스코핑 자동화 장비가 실용화되기 위해 갖추어야 할 필수 조건은 아래 표 5에서 볼 수 있듯이, 1)안전성, 2)생산성, 3)경제성, 4)작업의 편의성인 것으로 조사되었다. 또한 전문가 집단을 대상으로 한 AHP 분석 결과, 텔레스코핑 자동화 장비가 갖추어야 할
필수 조건의 합을 100%로 하였을 경우 각 필수 조건의 중 요도(가중치)는 안전성 58%, 생산성 18%, 경제성 20%, 작 업의 편의성이4%인 것으로(표 5). 도출되었으며, 이에 대한 응답자의 일관성 지수(CR)는 10% 미만인 7.61%로 도출된 결과 값은 일관성(Consistency)이 있는 것으로 분석 되었다.
본 연구에서는 텔레스코핑 자동화 장비 개발 및 현장 적 용을 위한 세부 고려요소를 표 6과 같이 분류하고 이를 바 탕으로 제안된 개념모델이 세부 고려요소를 얼마나 충족하 고 있는지(만족도)를 분석하였다. 제안된 2가지 개념 모델 모두 생산성, 안전성, 작업의 편의성과 관련된 세부 고려사 항에 대해서는 동일한 만족도를 보였으나, 안전성 측면의 경 우 상대적으로 ‘유압실린더를 이용한 자세제어 시스템’이 X- Y축 이동 가능한 볼트구멍 시스템보다 세부 고려사항에 대 한 만족도가 더욱 높은 것으로 분석되었다.
마지막으로, 표 6의 결과 및 식 (1)을 이용하여 제안된 텔레스코핑 자동화 개념모델을 바탕으로 한 개발선호지수 (Development Preference Index: DPI) 도출 결과, 유압실 린더를 이용한 자세제어 시스템의 DPI가 0.77(0.58x(3/5)+
0.18x(2/2)+0.20x(2/2)+0.04x(2/2)), X-Y축 이동 가능한 볼 트구멍 시스템의 DPI는 0.57로 수평형 타워크레인 텔레스 코핑 작업의 자동화를 위해서는 ‘유압실린더를 이용한 자세 제어 시스템’이 안전성, 생산성, 경제성, 작업의 편의성 측 면에서 상대적으로 보다 적합한 대안인 것으로 도출되었다 (표 7).
표 5. 최적 개념모델 선정을 위한 사용자 요구 필수조건의 가중치
구분 안전성 생산성 경제성 작업의 편의성 Row sum 가중치
안전성 1 5 3 9 2.33 0.58
생산성 0.20 1 1 5 0.77 0.18
경제성 0.33 1 1 5 0.78 0.20
작업의 편의성 0.11 0.20 0.20 1 0.18 0.04
Column sum 1.64 7.20 5.20 20.00 4.00 1.00
표 6. 자동화 장비 개발 및 현장 적용을 위한 세부 고려 요소
구분 텔레스코핑 자동화 장비 개발을 위한
세부 고려사항 유압실린더를 이용한
자세제어 시스템 X-Y축 이동 가능한 볼트구멍 시스템
안전성
텔레스코핑 수평·수직도 유지가 용이한가? 예 아니오
상부 볼트구멍 불일치 시 추가적으로 유압실린더 장비를 사용
해야 하는가? 예 예
텔레스코핑 작업 중 마스트가 대차레일에서 이탈 전도의 가능
성은 없는가? 아니오 아니오
작업 시 낙하물에 대한 대응이 가능한가? 아니오 아니오
편심 하중에 발생시 대응이 가능한가? 예 아니오
소계(예) 3 1
생산성 볼트체결 작업 시간을 단축 할 수 있는가? 예 예
볼트구멍 불일치 시 즉각적인 대응이 가능한가? 예 예
소계(예) 2 2
경제성 기존 공법대비 투입되는 노무자의 수를 줄일 수 있는가? 예 예
재해사고율 감소로 인한 비용절감이 가능한가? 예 예
소계(예) 2 2
작업의편의성 볼팅 체결 작업 시 볼트 조임 장치가 불필요 한가? 예 예
볼트 작업자들의 작업범위를 줄일 수 있는가? 예 예
소계(예) 2 2
제안된 개념모델의 DPI
= 0.58× 안전성측면의 세부고려요소 해당 비율 + 0.18 × 생 산성측면의 세부고려요소 해당 비율 + 0.20 × 경제성측면 의 세부고려요소 해당 비율 + 0.04 × 작업의 편의성측면의
세부고려요소 해당 비율 (1)
4.2 제안 자동화 기술의 안전성 분석
개발 장비의 실물제작(Full-scale fabrication) 및 현장실험 (Field trial) 전 기획단계에 있어 텔레스코핑 자동화 장비의 사용으로 인한 안전성 향상률을 정량적으로 예측하기 위해 본 연구에서는 이정호(2006)에 의해 제안된 재래식 방식 대비 자 동화 방식의 안전성 향상률 분석 기법을 적용하였다. 장비 개 발 이전 단계에 있어 기존 재래식 방식 대비 제안 기술의 안 전성 향상의 정도는 표 11에서 볼 수 있듯이, 1)주요 작업 내 안전사고 발생 가능 유형 도출 및 각 유형별 안전사고 발 생가능 유무 확인, 2)주요 작업 내 안전사고 발생 가능 유형 간 가중치 산정, 3)주요 작업의 안전사고 위험 노출시간 분석 및 안전사고 발생 가능 유형별 위험 노출시간 분석, 4)주요 작업의 위험률 산정, 5)주요 작업간 위험도 가중치를 고려한 재래식 및 자동화 방식의 위험률을 순차적으로 분석함으로써 예측될 수 있다. 본 연구에 있어 제안 자동화 기술의 안전성 향상 정도는 현재 타워크레인 임대 회사에 종사하고 있으며, 독일 L사의 290HC 모델의 사용 경험이 있는 21명의 전문가 를 대상으로 한 설문조사 결과를 토대로 분석되었다.
4.2.1 주요 작업 내 안전사고 발생가능 유형 분석 및 각 유형별 안전사고 발생 가능 유무
본 연구에서는 기존 텔레스코핑 주요 작업(표 1) 중 마스
트 하부 및 상부 볼트 체결 작업을 하나로 통합하고 산업안 전공단 재해사례 및 유압실린더를 이용한 자세제어 시스템 의 요소기술 분석 결과를 토대로 모두 5개의 주요 작업에 대한 안전사고 발생 가능 유형과 각 유형별 안전사고 발생 가능 유무를 다음 표 8과 같이 분석하였으며, 재래식 방식 과 자동화 방식에 있어 각 유형별 안전 사고 발생 가능 유 무는 ‘있다(Y)’와 ‘없다(N)’로 평가 하였다.
4.2.2 주요 작업 내 안전사고 발생 가능 유형간 가중치 산정
주요 작업 내 안전사고 발생 가능 유형간 가중치는 각 주 요 작업에서 발생 가능하리라 예상되는 안전사고의 유형(표 8)이 실제 발생하게 될 경우 빈도수 혹은 발생 가능성을 의 미한다. 예를 들어 아래 표 9에서 볼 수 있듯이, 만일 마스 트 조립 및 권상 후 이동레일 안착 작업 시 안전사고가 발 생(100%)하게 된다면, 경험적으로 ‘마스트 인양 시 낙하’사 고와 ‘마스트 대차레일 안착 시 낙하’사고의 발생 가능성이 각각 64%, 36%임을 의미하는 것이다. 다음 표 8은 설문조 사 결과를 토대로 분석된 5가지 주요 작업 내 10개 안전사 고 발생 가능 유형간 가중치 산정 결과를 보여준다.
4.2.3 주요 작업의 안전사고 위험 노출시간 분석 및 안전 사고 발생 가능 유형별 위험 노출시간 분석
먼저 주요 작업별 안전사고 노출시간은 현장 방문을 통한 실측(시간 관측) 결과를 토대로 텔레스코핑 관련 각 주요 작 업의 수행을 위해 소요되는 실 작업시간(표 2)을 의미하며, 반면 주요 작업의 안전사고 발생 가능 유형별 위험 노출시 간은 위 표 9에서의 주요 작업 내 안전사고 발생 가능 유 형간 가중치(빈도수 혹은 발생 가능성)를 고려한 각 안전사 표 7. 최적 개념모델 선정 결과
구 분 안전성
0.58 생산성
0.18 경제성
0.20 작업편리성
0.04 DPI
자세제어 시스템을 이용한 텔레스코핑 장치 3/5 2/2 2/2 2/2 0.77
볼트구멍 이동 가능한 텔레스코핑 장치 1/4 2/2 2/2 2/2 0.57
표 8. 각 단위 작업의 위험성 요인 도출
주요 작업 주요 작업 내 안전사고 발생 가능 유형 안전사고 발생가능 유무
재래식 방식 자동화 방식 마스트 조립 및 권상 후
이동레일 안착 작업
마스트 인양 시 낙하의 위험 Y Y
마스트 대차레일 안착 시 낙하의 위험 Y Y
소 계(Y) 2 2
추가 마스트 상승을 이용한 타워크레인 균형 잡기
추가 마스트 인양 시 낙하의 위험 Y Y
타워크레인 균형 잡기 시 좌굴의 위험 Y N
소 계(Y) 2 1
텔레스코핑 케이지 상승 작업
유압실린더 불완전 정착으로 인한 붕괴 위험 Y N
소 계(Y) 1 0
이동레일에 안착된 마스트 밀어 넣기 작업
마스트와 케이지 충돌로 인한 낙하의 위험 Y Y
마스트 하단부 롤러 제거 시 낙하의 위험 Y Y
소 계(Y) 2 2
마스트 상하부 볼트 체결 작업
볼트 및 토크렌치 등의 낙하의 위험 Y N
타워크레인 선회로 인한 붕괴의 위험 Y N
볼트(핀) 미체결로 인한 붕괴의 위험 Y N
소 계(Y) 3 0
Y: 있음, N: 없음