연속 코팅 공정개요와 미래 과제
남 재 욱
Chemical & Biomolecular Engineering Dept., Rice University [email protected]
서론
모바일 디바이스(cell phone, laptop computer, ebook), 자동차(automobile), 가전제품(TV, radio), 오피스 기계(computer, printer), 화학공장의 반응기 (reactor). 언뜻 보면 상관이 없을 것 같은 이 제품들 의 공통점은 무엇일까? 모든 제품마다, 기능성 박막 혹은 그에 상응하는 필름들이 사용된다는 점이다. 유 리의 표면, 전지의 전극, 세라믹 소재의 기판, 감광 드 럼 등 많은 부품들이 추가적인 박막을 입힘으로서 필
요한 기능성을 확보하고 있다. 예를 들어, 액정표시장 치(LCD)나 발광다이오드표시장치(LED)의 유리 표 면위에는 광학 기능성을 높이기 위해 빛의 반사를 조 절하는 막(anti-glare or anti-reflection layer)이 필요 하며, 이외에도 제품의 내구성을 높이기 위해 긁힘 방 지 막(anti-scratching layer) 혹은 청결한 상태의 유 지를 도와주는 막(cleaning layer) 등이 추가되기도 한다. 또한 최근 터치스크린에는 추가적으로 잔여 지 문의 흔적을 줄여 가시성을 높여주는 지문방지층
그림 1. 연속 코팅 프로세스로 생산되는 제품들.
(anti-fingerprint layer)이 제품의 가치를 높히는 역 활을 한다. [그림 1]은 코팅공정으로 생산되는 제품의 몇 가지 예를 보여주고 있다.
이와 같이 막을 추가하기 위해서는 코팅(coating) 이라 불리는 공정 혹은 작업이 필요하다. 광의의 의미 에서 코팅이라 함은 고체위의 기체를 액체로 치완하 는 모든 작업을 말한다. 대부분 최종 형성된 제품 혹 은 막이 고체 일지라도, 중간 공정상 액체를 사용하는 일이 많다. 그 이유는 대다수 최종 제품 상태가 일정 한 두께(thickness) 및 평탄성(smoothness)을 요구 하기 때문에, 중간 공정단계에서 기체와 액체의 경계 면(gas/liquid interface 혹은 free surface)이 가진 평 탄화 능력(leveling)을 활용하기 위해서이다. 또한 액 체는 보관 및 운송이 고체보다 용이하므로, 대량 생산 에 용이하다.
일반적으로, 제품의 경제성을 높이기 위해, 즉, 제품 단가를 낮추기 위하여, 위와 같은 필름들은 연속 공정 을 통해 제조되어야 한다. 협의의 의미에서, 연속 코팅 공정(continuous liquid coating process)이라 함은 기 본적으로 얇은 박막형태의 기능성 필름을 액체인 상 태에서 기판(substrate)이나 다른 필름위에 추가하고 나중에 건조공정을 통하여 고체화된 최종 제품을 생 산 형태의 공정을 말한다. 기본적으로 모든 연속 코팅 공정의 목표는 얇고 두께가 일정(thin and uniform)한 제품을 빠른 속도로 생산하는데 있다. 몇몇 고속 코팅 공정의 경우 필름의 제조속도가 5~10 m/sec에 이르 기도 한다.
최근에는 좀더 확장된 개념의 연속 코팅 공정은, 두 개 이상의 층을 한번에 코팅(simultaneous multi- layer coating)하거나, 비연속성 형태의 필름을 제조 (patch or discrete coating)하거나, 최근 코팅공정 개 발의 화두인 물질의 미세구조(microstructure or nanostructure)의 생성을 공정안에서 해결하는 방법 도 있다. 이를 위해서, 코팅되는 물질의 열역학적 성질 (thermodynamically induced self-assembly)을 이용 하기도 하고, 건조 공정의 속도를 조절(kinetically-
trapped structure formation)하기도 하고, 건조전 유 체안에서의 흐름(flow-induced structure formation) 을 이용하는 등, 다양한 방법들이 응용될 수 있다.
일반적으로 연속 코팅 공정을 통해서 제조된 건조 상태의 코팅층 두께(solid coating layer thickness)가 200 nm에서 500 µm 정도임을 감안할때, 이러한 미 세구조의 크기는 심지어 마이크로미터 이하가 되기도 한다. 예를 들어 배터리에 쓰이는 이온교환(ion exchange)에 필요한 선택성 투과 박막(perm- selective membrane)이나, 반응기 등의 촉매에 사용 되는 코팅(catalytic coating) 등의 경우, 그 구조의 크기가 거의 10 nm정도에 이른다. 따라서 거대한 크 기의 연속공정(약 1~10 meter 규모)을 통하여 나노 사이즈(약 10~100 nm 규모)의 크기를 제어하는 법 은, 다양한 분야의 공학 학문간의 융합기술 없이는 개 발하기 힘들다. 또한 근래의 에너지 및 녹색 성장을 위한 많은 기능성 제품들이 이러한 미세구조를 가진 필름을 이용함을 감안할 때, 연속코팅공정의 개발은 현재 실험실안에서 개발되고 있는 다양한 재료들을 대량생산을 통하여 공학적으로 그리고 경제적으로 가 치있는 제품으로 이어주는 가교역할을 한다고 볼 수 있다.
이러한 연속공정기술은 화학공학과 기계공학의 중 간 영역을 바탕으로 하여 재료공학과 밀접한 관계를 맺고 있다. 유체역학(fluid mechanics), 유변학(rheology), 현탁액 및 계면공학(colloidal and interfacial phenomena), 물질 및 열전달(mass and heat transfer), 상 및 화학 조성 변화(phase and chemical transformation), 제 품 및 프로세스 엔지니어링(product and process engineering) 등 다양한 학문분야들이 적용되고 있으 며, 이들 중 대부분 핵심 영역은 화학공학의 주 연구 분야에 속한다. 따라서 필자는 이 글을 통해, 화학공학 자(chemical engineer)의 관점으로 연속코팅 공정기 술에 대한 간단한 소개를 하고, 공정 기술 개발 및 개 선에 필요한 몇 가지 중요한 관점에 대하여 언급해 보 고자 한다.
연속코팅 공정 개요
일반적으로‘roll-to-roll’공정으로 통칭되는 연속코 팅 공정의 개요는 [그림 2]와 같다. 다른 화학공정과 같이 코팅 공정도 여러 개의 단위 작업들로 구성되어 있으며, 그 중 중요한 다섯가지는 다음과 같다.
1. Feeding : 코팅되는 액체들을 공급한다.
2. Distributing : 액체를 도포(liquid application)하 기 용이한 상태로 분산시킨다.
3. Metering : 코팅되는 액체의 양을 조절한다.
4. Applying : 코팅액을 기판(substrate)에 도포한다.
5. Solidifying : 도포된 액체를 건조한다.
크게 코팅 공정은 액체 도포 영역(liquid application zone)과 건조 영역(drying process zone)으로 구성되 어 있으며, 액체 도포 영역에서는 단위작업 1부터 4까 지를 수행하고, 건조 영역에서는 단위 작업 5를 수행 한다.
기판 (substrate)
액체가 도포되는 기판(substrate)은 신축성있는 고 분자 필름이나 종이, 부직포, 철판, 전선일 수도 있고 (흔히 이러한 물질들을 통칭 base나 web, strip이라 함), 그보다 변형이 작은 반도체나 패널, 유리판, 파이 프, 디스크나 공, 심지어는 자동차 차체과 같은 물건일 수도 있다. 흔히 코팅 공정(특히 roll-to-roll 공정)에
서 다루는 기판은 신축성 있고 유연한 web이다. 따라 서 이러한 web은 롤(roll) 형태로 말려 이동 및 저장 되므로, 코팅 공정은 이러한 감긴 web을 풀어서 그 위에 액체를 도포하고, 건조한 뒤 다시 말아서 롤 형 태로 제품을 저장하는 것을 의미한다.
코팅액 (coating liquid)
코팅액(coating liquid)은 반응성 단위체(reactive monomer)나 녹은 블록 혼성 중합체(molten block copolymer)와 같이 단물질로 구성된 경우도 있으나, 대부분의 경우 용액이나 현탁액, 액정, 그리고 고분자 용융체(polymer melt)와 같이 복잡한 구조, 구성의 물 질들이 대부분이다. 따라서 이와 같은 용액들의 유변 물성(rheological property), 특히 점성(viscosity) 및 점 탄성(viscoelasticity), 점탄가소성(elstoviscoplasticity) 등이 도포 및 건조 공정의 설계 및 운영조건(operating condition)에 지대한 영향을 미친다. 이와 동시에 공 정설계상 그리고 조업조건 한계상, 코팅액의 물성이 정해지기도 한다.
예를 들어 지나치게 점성이 낮으면, 중력(gravity) 이나 공정 중 불가피하게 발생되는 원심력(centrifugal force)나 쓸림힘(drag), 그리고 건조공정(특히 바람 을 이용한 공정)에 동반되어 air impingement 등에 의해, 제품 표면의 거칠기가 증가되어 코팅 제품에 중
그림 2. 연속 코팅 프로세스(roll-to-roll coating process) [Figures from Wieslaw Suszynski, University of Minnesota].
요한 특성인 두께의 균일성(thickness uniformity)에 문제를 유발시키기도 한다. 이와 반대로, 지나치게 점 성이 높거나 점탄성이 큰 경우, 용액을 가공할 때 들 어가는 에너지 소비가 증가하게 된다. 또한 흐름방향 의 장력(streamwise tensile stress) 및 흐름측면의 압 축력(crosswise compressive elastic stress) 등이 지나 치게 크게 작용되어, 기체와 액체의 계면(meniscus) 의 곡률이 크게 증가하는 도포 공정 중에 액체의 흐름 이 물리학적으로 불안정(flow instability)해지는 현상 들이 발생하게 되고 이는 균일성에 직접적으로 영향 을 미치게 된다.
그러나 대부분의 경우, 코팅에서 필요한 유변 물성 들은 실험실에서 측정하기 힘든 경우가 많다. 예를 들 어, 도포공정에서 발생하는 shear rate와 extension rate의 경우 일반적인 유변물성 측정장치(rheometer) 의 측정범위를 넘어서 있으며, 대부분의 경우 복잡한 물질의 복잡한 유동 특성(complex flow of complex fluid)에 의하여 단순한 shear나 extension만으로는
도포나 건조시의 유동을 분석 해석할 수 없다. 따라서 코팅 유변학(coating rheology)은 이러한 극한 상황 에서의 물질의 유변물성 측정 및 분석하는 방법 및 도 구들의 개발에 초점이 맞추어져야 할 것이다.
도포 공정 영역 (liquid application process)
도포 공정 영역의 경우, 대부분의 경우 코터(coater) 라고 통칭되는 도포장비(liquid applicator)가 장비가 핵심적인 역할을 한다. 이 코터의 경우, spray coater 같이 불규칙한 면이나, 복잡한 형태의 물질들을 도포 하기 위한 장비일 수도 있고, dip coater와 같이 기판 을 코팅용액에 담그었다가 저속으로 뽑아내는 간단한 장비일 수도 있다. 그러나 고속으로 고품질의 일정한 두께의 액체층을 생산하기 위해서는, slide나 slot, curtain coater와 같은 발전된 형태의 pre-metered (유량으로 두께를 조절하는) 코터들이 주로 사용된다.
[그림 3]은 다양한 코터들의 종류를 보여주고 있다.
그러나 이러한 코터들의 작동원리는 일반적으로 반
그림 3. 도포 공정에 쓰이는 코터들( Post-metered method는 도포 후 두께를 조절하는 방법이고, Pre-metered method는 도포시 사용되는 유량으로 두께를 조절하는 방법임) [Figures from Wieslaw Suszynski, University of Minnesota].
도체공정 등에 쓰이는 박막 제조법인, 스퍼터링 (sputtering), 물리적이나 화학적 증착법(physical or chemical vapor deposition)과는 다르다. 이들 방법들 은 극초박막(ultra-thin layer), 즉 나노스케일 이하의 두께까지도 조절할 수 있는 방법으로, 주로 기체상태 의 물질들을 반응(reaction), 응축(condensate), 증착 (deposit) 등을 통한 방법이다. 따라서 평형상태 (equilibrium)에서 크게 벗어나는 영역에서 작동하므 로, 액체계 물질 전달현상(liquid-phase transport)으 로는 제조 불가능한 제품의 생산에 사용된다. 예를 들 면, 원자규모 정도의 두께(atomic thickness), 극초박 막 제조는 물리적이나 화학적 증착법으로 제작된다.
그러나 공정 특성상, 그 생산량은 극히 소량 생산에 적 합하고, 제품 단가 상승에 커다란 요인이 되기도 한다.
이윤을 극대화하기 위한 노력의 일환으로, 현재 코 팅 산업은 주로 증착법의 막제조로 부터 액체 코팅 방 식으로의 전환을 추진하고 있다. 예를 들어, 현재 터치 스크린 등에 쓰이는 전도성 필름은 ITO(indium tin oxide)의 경우 증착법에 의하여 막이 제조된다. 따라 서 이 증착 공정이 공급의 병목현상(bottleneck) 및 가격상승의 요인되고 있다. 현재 많은 회사들이 액체 코팅법이 가능한 전도성 물질을 찾고, 그에 상응하는 공정법을 찾는 노력을 계속하고 있다.
액체 도포공정은, 액체 공정의 특성상, 물질의 유변 물성이 많이 활용되고 중요하게 이용된다. 그러나 이 보다 더 중요한 것은 기체와 액체의 경계면(또는 액 체와 다른 액체사이의 경계면)을 효과적으로 활용하 여 앞서 지적한 균일한 두께의 평탄한 표면을 제조해 내는 것이다. 이에 코터의 역활은 코팅 비드(coating bead)라 불리우는 코터와 기판사리의 액체 다리 (liquid bridge)의 모양을 유지하는 것으로 요약될 수 있다. 이를 위해 코팅 비드내의 힘의 균형(force balance)을 맞추는 것이 중요하다. 즉, 액체의 점성 및 점탄성 스트레스(viscous or viscoelastic stress), 압력 (pressure), 약간의 관성력(inertia)과 더불어 계면 장 력(surface or interfacial tension)의 간의 균형이 액
체 다리의 모양을 결정짓게 된다.
이 비드는 크기가 대략 수십 밀리미터에서 수백 마 이크론 정도에 이른다. 일반적으로 부피가 줄어들수 록 표면의 중요성이 커지듯이, 이 작은 액체 다리의 힘의 균형에서 무엇보다 중요한 것이 계면장력이다.
계면장력은 계면의 곡률(curvature)과 연결되어서 작 용되므로, 결과적으로 코팅층의 두께 조절의 관건은 기액 경계면(gas/liquid interface)의 곡률 조정에 달 렸다 해도 과언이 아니다. 더 얇은 막의 제조를 위해 더 큰 곡률이 요구되나, 일반적으로 그 한계는 불안정 한 흐름 상태(flow instability)와 같은 흐름 현상들 (flow phenomena)에 의하여 정해진다. 이 현상들이 곧 공정 한계 조건(limit operating conditions)을 결 정짓게 된다. 제품의 요구사항(product specification) 이 공정 한계조건에 부합하지 않는 경우, 예를 들어 요구되는 액체층의 두께에 상응하는 유량이 공정 최 소 한계 유량보다 작은 경우, 코팅 비드와 근접한 코 터들의 표면(흔히 coating die lip이라 칭함)의 디자인 의 개선이 필요하기도 하다. 또한 이러한 요구사항에 따라, 다른 종류의 (다른 공정 한계 조건을 가진) 코 터들이 사용되기도 한다.
마지막으로, 액체를 이용한 대부분의 도포 공정은 액체와 기체 그리고 고체로 된 경계면(gas/liquid/
solid interface) 즉 삼상계면을 다루어야 한다. 심지어 이 경계면이 움직위는 고체(기판)위에 있기 때문에, 이 경계면을 일반적으로 동적 접촉선(dynamic contact line)이라고 불리운다. 일반적으로 많의 코팅 공정의 불량들이 이 접촉선의 제어의 실패에 기인한 다. 예를 들어 막과 기판 사이에 공기방울(air entrainment) 등이 들어가거나, 코팅의 넓이방향 (cross web direction)으로 굴곡이 형성되거나(ribbing), 일부 기판의 표면에 코팅이 되지 않은(rivulet) 경우 와 같은 현상이 발생하기도 한다. 따라서, 많은 도포 공정의 성공은 이러한 동적 습윤과정(dynamic wetting process)을 어떻게 이해하고, 공정에 활용할 것인지에 달려있다. [그림 4]는 코팅 공정의 유동을
이해를 위한 시각화 실험장비 및 전산 유체 분석법 (computer-aided analysis)의 예를 보여주고 있다.
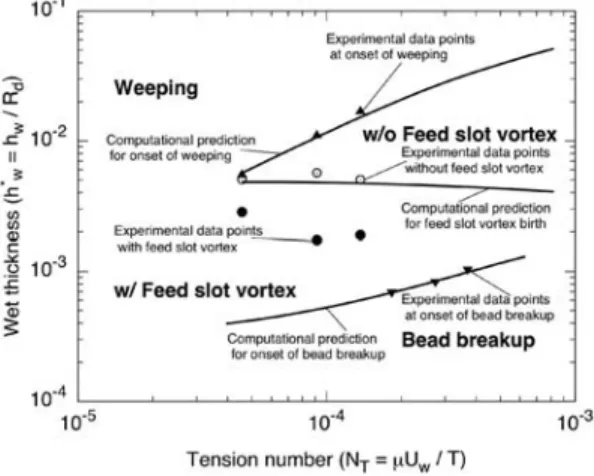
위와 같은 제품 불량을 야기시키는 현상들(defect- causing phenomena)과 해당되는 조업 조건(operating condition) 및 코팅 다이 설계 조건(coating die geometry parameters)들은 코팅 윈도우(coating window)라 하는 그래프의 형태로 제공되는 경우가 많다[그림 5].
따라서, 대부분의 도포 공정 연구는 이러한 코팅 윈도우 를 실험(flow visualization)이나 이론 및 계산(computer- aid analysis) 등을 통하여 찾는 과정이라 할 수 있다.
건조 공정 영역 (drying process)
도포된 액체층의 경우 공정상 편의를 위하여 (점도 조절을 위하여) 추가된 과량의 용매, 제품의 규격요구 에 의하여 (운반 저장 등의 편의나, 강도, 경도 등의 요구사항 등) 건조화 과정(solidification)을 거치게 된 다. 이 건조화 과정 중에서 액체 층은 잔여응력(residual stress)에 의한 항복력(yielding)이나 파열(rupturing) 등으로 부터 제품을 보호할 탄성률(elastic modulus) 이나 기계적 강도(mechanical strength)를 확보해야 한다. 그러나 캐스팅 공정의 경우처럼, 기판에서 제거 그림 4. 코팅 유동분석을 위한 시각화 실험장비 구성(coating flow visualization experiment) 및 전산 유체 분석(computer aided analysis of coating flow)의 예(Slot coating의 일종인 Tensioned-web-over-slot die coating method) [Nam 2009, Analysis of tensioned-web-over-slot die coating, PhD thesis, University of Minnesota].
하기 위해서(peeling) 낮은 건조율을 유지하는 경우 도 있다.
건조 공정 영역의 경우 주로 (액체를 기판으로 스 며들게 하는 등의 방법 등을 통한) 현탁액의 고정화 (consolidation), (온도 등을 낮추어서) 폴리머 용액이 나 분산액(colloidal dispersion) 등의 교화(gelation), (가열 등을 통한) 입자 팽창(particle swelling) 혹은 응집(flocculation) 등의 유도를 통하여 시작된다. 건 조의 경우 용매제거(solvent removal), 상변환(phase change), 콜로이드 용액의 응고(colloidal coagulation), 화학 반응(chemical reaction) 등의 다양한 방법들이 동원될 수 있다.
추가적인 고분자화(polymerization)나, 가교화 (crosslinking) 혹은 응축화(condensation)를 통한 화 학 반응에 의존한 건조법은 보통 경화법(curing)이라 고 하며, 이는 미리 포함된 촉매역할을 하는 물질의 활성화(activation)를 통하여 개시되기도 한다. 활성 화는 수분이나 산소 등에의 노출, 외부로 확산(out diffusion) 혹은 분해 등을 통한 활성 억제물질(blocking agents)의 제거, 자외선(ultraviolet light)이나 전자 빔(electron beam) 등을 통하여 개시된다. 그러나 대
분의 경우, (고온의) 공기 등을 불어넣는 방법을 통하 여 물질전달률 증가를 통한 용매의 제거(hot-air drying)가 일반적으로 사용된다. [그림 6]은 공기를 이용한 건조 공법의 예를 보여주고 있다.
건조과정 중 발생되는 다양한 물리적 화학적 현상에 대한 이해가 공정 방법 및 조업조건의 결정에 필요하 다. 예를 들어 휘발성 용매를 이용하는 경우, 건조공정 과정 중에 생긴, 전자빔이나 자외선 등에 의한 고분자 화에 의한, 다공성 구조물(porous structure)에 의한 압력차에 의한 흐름(pressure gradient-driven flow) 그리고 농도차에 의한 확산(diffusion)에 의한 흐름 등 이 생길 수 있다. 비록 흐름의 원인은 단순하지만, 흐 름의 형태는 복잡한 경우가 많다. 이러한 코팅된 액체 내의 흐름의 조절에 실패한 경우, 이는 불필요한 구조 (macro or microstructure)의 생성을 야기할 수 있다.
예를 들어, 액체층에서의 용매건조 속도가 층 내부의 확산에 의한 흐름보다 지나치게 빠른 경우, 코팅 표면 에 박피(skinning)이라 불리우는 고체막의 형성을 유 도하게 된다. 이러한 고체막은 주로 확산에 의한 흐름 그림 5. 코팅 윈도우(coating window) 예제(실험으로 구한
공정조업한계와 이론적으로 계산된 예측치와의 비교 값) [Nam 2009, Analysis of tensioned-web-over- slot die coating, PhD thesis, University of Minnesota].
그림 6. 건조공정의 예 [Scriven 2005, Fine-Structured Material by Continous Coating and Drying or Curing of Liquid Precursors. In Chemical Engineering and Develoopments, John Wiley & Son].
을 방해하기 때문에, 박피안에 용매가 실제 건조되는 표면까지 닿는 시간을 늦추게 되며, 이로 인한 건조효 과의 감소를 초래한다. 또한 고체막의 잔여응력 (residual stress)으로 인한 표면에 불필요한 형태의 패 턴과 표면의 틈(crack)과 같은 불량을 만들기도 한다.
그러나 이러한 건조공정 중의 다양한 현상들을 적 절히 조절하면 제품의 미세구조(microstructure)생성 에 이용할 수 있다. 예를 들어 다양한 용매조합을 이 용하는 경우, 스피노달 분해(spinodal decomposition) 와 같은 준안정 상태(metastable states)를 이용한 자발 적인 국부 농도의 변화(spontaneous local concentration variation), 즉 상분해를 일으킬 수 있다. 이와 같은 상 분해는, 심지어 평형상태에서도, 두개의 상이 코팅 막 안에서 산포(interspersion)시킬 수 있다. 이와 같은 상태를 bicontinous microstructure라고 하며, 광감응 고분자나 선택성 투과 박막(perm-selective membrane) 의 제조에 사용된다. [그림 7]은 코팅 건조과정 중 발 생한 미세구조의 예를 보여주고 있다. 이와 같은 상분 리를 이용하면, 단층 코팅을 이용하여 복수층의 코팅 제품을 생산해 낼 수도 있다. 또한 나노규모 크기 패 턴을 마이크론 두께의 코팅막에 자발적으로 생성하는 방법으로 블록 공중합체(block copolymer)의 bicontinous microstructure를 이용할 수도 있다.
건조 공정중 발생하는 응력(stress development)도 매우 중요한 고려사항이다. 건조 공정은 다시 말해 평 면 응력(in-plane stress)을 발생시키는 과정이라고도 할 수 있다. 이는 용매 제거, 응고, 응집, 반응 등의 다 양한 건조공정 과정이 필연적으로 유발하는 코팅 막 의 수축(shrinkage)과 밀접한 관련이 있다. 무응력 (stress-free) 혹은 평행상태가 건조과정 중에 변화함 에 따라 생기는 잔여응력(residual stress)은 코팅 막 의 변화들이 일으킬 수 있다. 예를 들면, 코팅 막이 기 판으로부터 벗겨지거나(peeling), 막에 틈이 형성되거 나(cracking), 막이 비틀어지거나(curling), 막이 늘어 짐으로 패턴이 생기는(tensile yielding), 심지어는 주 름을 생성하거나(winkling) 제품의 미세구조를 변화
시키는(microstructural alterations), 현상들이 발생할 수 있다. 기본적으로 코팅이 균일한 모양의 박막을 제 조하는 공정이라는 관점에서 이와같은 변화들은 불량 (coating defects)을 일으키는 중요한 요인이 된다.
[그림 8]은 건조과정 중 발생한 응력을 전산모델로 예측한 결과를 보여주고 있다.
도포 공정과 마찬가지로, 건조 공정연구에서 중요 한 부분중의 하나는 각각의 공정 조건들의 변화에 따 른 제품의 불량 여부, 혹은 미세구조 생성 여부 등의 정보를 조합하여 그래프의 형태로 재구성(coating window)하는 것이다. 이러한 윈도우는 건조영역지도 (drying map)라 불리기도 한다. 다양한 현상이 복합
그림 7. 코팅 막을 건조과정 중 극초저온으로 고정한 후 단면 촬영한 이미지들을 모아서 형성한 단면도 (건조과정중 생성된 다양한 미세구조, Polysulfone dry-wet phase immersion coating을 4초 강제 건조 (forced drying), 14초 자유건조(free drying), 그리고 5초 물에 담근(immersion) 후에 찍은 사진) [Prakash 2001, The origins of microstructure in phase inversion coatings or membranes: snapshots of the transient from time-sectioning Cryo-SEM, PhD Thesis, University of Minnesota].
그림 8. UV plusing 건조과정 중 생긴 다양한 종류의 응력(stresses)에 대한 전산모델 예측 결과 [O’Neal 2010, Cure Induced Stress Generation and Viscoelasticity in Polymer Coatings, PhD Thesis, University of Minnesota].
적으로 동시에 일어나는 건조공정의 특성상, 코팅 윈 도우는 실험과 이론적인 방법을 동시에 이용하여 구 축되는 경우가 많다. 이를 위하여, 공정 과정 중 발생 하는 물리 및 화학적 현상에 대한 깊은 이해가 필수적 이다.
기타 단위작업
코팅 단위 작업 외에도 제품의 특성 상 추가된 작업 이 있는데, 필름 캐스팅(casting) 공정의 경우 액체층 을 매우 평탄한 기판면에 도포시킨 후 나중에 기판으 로부터 분리(peeling)하여 기판과 별도로 저장하기도 하며, 이를 층판화(laminating)라고 한다. 그리고, 건조 공정 이후 제품표면의 거칠기(roughness)를 완화하기 위하여, 압형(calendaring)공정을 수행하기도 한다.
맺음말
앞서 살펴본 바와 같이, 코팅 기술은 다양한 세부 영역으로 구획 및 구성되어 있다. 그럼에도 불구하고, 코팅 기술 개발은 제품의 설계단계부터 진행되어야 하며, 물질의 개발, 공정의 개발이 항상 동시에 서로 상보적으로 진행되어야 한다. 물성을 고려하지 않은 공정, 공정조건을 무시한 물질의 개발은 오히려 시간 과 자본의 낭비를 초래하게 된다. 앞서 간략하게 살펴 본 바와 같이, 코팅 기술은 다양한 연구분야간의 협력 (interdisciplinary approach)이 절대적으로 필요하다.
도포기술과 건조기술 그리고 물질 개발에 서로 다른 학문적, 과학적 지식들이 사용된다. 그러나 뛰어난 도 포기술로 고속 도포가 가능하더라도, 건조장비의 용 량이 (경제적, 기술적인 이유로) 뒷받침 되지 않는다 면, 생산에 적용할 수 없다. 실례로 도포 공정 중 하나 인 슬롯코팅(slot coating)의 경우, 초고속의 기판 운 행이 저속 운행보다 코팅비드(coating bead)를 안정 화시킬 수 있다고 알려져 있다(inertia-augmented low flow limit). 그러나 현재의 건조 공정 기술로는 이러한 고속 생산을 감당할 수 없으므로, 아직까지 이 초고속 영역 운행은 실제 제품 생산에 이용되지 못하
고 있다. 또한 고성능의 물질도 도포공정이 불가능하 거나, 건조 공정상 에너지, 시간의 소모가 증가되어 경 제성이 떨어지게 되면, 실제 제품으로 생산되기 어렵 다. 이러한 취지로 볼때 다양한 학문간의 연계가 필요 한 코팅 기술은 현재 학계의 중요 관심인 융합학문으 로서 큰 가치가 있다고 할 수 있다.
또한, 최근 코팅 연구는 기존 산업의“녹색화”에 중 요한 역활을 한다. 예를 들어, 최근 다양한 스마트폰, TV 등과 같은 전자제품들의 생산량의 급증에 의하여 이들 제품에 들어가는 광학필름제품 수요가 급증하고 있다. 따라서 필름 제조 공정 중 에너지 절약 및 폐기 물의 감소는 매우 중요한 과제 중 하나로 대두되고 있 다. 이러한 사회적 공감대 및 요구에 의하여, 많은 코 팅 공정들이 용매 사용량을 줄이거나, 기존의 유기용 매 기반의 코팅 용액(organic solvent-based coating solution)을 수용액 기반(waterborne coating solution) 으로 바꾸려는 노력이 계속 진행되고 있다. 예를 들어, 도포공정의 개량, 용매 및 첨가물의 개량 및 개발(적 은 용매 양을 이용하거나 막의 두께를 줄인 액체층 생 산 등)을 통하여 에너지를 많이 소모하는 건조공정의 규모를 줄이려는 시도가 있을 수 있다. 이와 더불어 기존의 유기 용액대신 수용액을 사용하는 경우, 유변 물성변화로 인하여 제품 규격을 맞추기 위해 조업조 건을 대폭 바꾸어야 한다. 이로 인한 제반 비용을 절 감하기 위해서는 코팅 기술에 관련된 심도있는 이해 가 수반되어야 한다.
마지막으로, 코팅기술의 개발은 기존의 회사 중심 의 노하우(know-how)를 기반으로 한, 즉 경험 및 아 이디어에 의존한 연구로는 한계가 있다. 예를 들어 인 화지(photographic film) 제조에 쓰였던 코팅 공정 기 법이 광학 필름(optical film)의 제조에 쓰일 수 있지 만, 두 제품의 물성의 차이에 의하여, 장비 일부를 새 로 디자인해야 하며, 공정 조건도 달라지게 된다. 물성 과 공정의 특성에 대한 쳬계적이고 과학적인 이해없 이는, 인화지 제조에 쓰이던 제조 노하우는 재사용 될 수 없으며, 정상적인 (그리고 경제성 있는) 필름의 생
산을 위해서는 무수한 시행착오를 반복할 수 밖에 없 다. 따라서 코팅연구에 있어서, 노와이(know-why) 방식의 연구 패러다임이 절실히 요구된다. 다시 말해, 한 번 축적된 기술을 다른 제품에도 적용될 수 있음을 인지하고, 연구방향의 초점이 기술 기저에 녹아있는 원리를 충실하게 이해및 응용할 수 있도록 맞추어져 야 한다. 따라서 코팅기술은 산학 협력이 절실히 요구 되는 기술과 과학이 만나는 진정한 공학 분야 중 하나 라고 할 수 있겠다.
마지막으로, 본 글은 필자가 속해 있던 미네소타 대 학교(University of Minnesota) 코팅 기술 대학원 과 정(coating process fundamental program)에서 다룬 강의 교재 및 책, 논문들을 기반으로 저술되었으며,
Wieslaw Suszynski(Research engineer), Shuzo Fuchigami(Consultant), Lorraine Francis(Professor), Marcio Carvalho(Professor)와 작고하신 Prof. L. E.
Scriven에게 감사드리고 싶다.
참
참고고:: 글글로로벌벌 코코팅팅연연구구의의 커커뮤뮤니니티티((FFuunnddaammeennttaallss rreesseeaarrcchh ccoommmmuunniittyy iinn tthhee wwoorrlldd))
1. ISCST (International Society of Coating Science & Technology, USA): AIChE (American Institute of Chemical Engineers) 산하
2. AIMCAL (Association of Industrial Metallizer, Coater And Laminators, USA) 3. TAPPI (Technical Association of Pulp & Paper Industry, USA)
4. IS&T (Imaging Science & Technology, USA)
5. CRA (Coating Research Association, Japan): SCEJ (Society of Chemical Engineers, Japan) 산하 6. ECS (European Coating Symposium, Europe)
7. ITRI (Industrial Technology Research Institute, Taiwan)
한국, 일본, 대만 세 나라의 대학교들이 주축이 되어 Asian Coating Workshop이 지난 2009년 8월 대만 국립청화 대학(National Tsing Hua University), 그리고 2010년 7월 한국 서울대에서 열렸다. 한국에서는 서울대, 고려대, 카이 스트, 한남대 등에서 참가하였다.
저자약력 남 재 욱
2000 서울대학교 화학공학과 공학학사 2004 서울대학교 화학공학과 공학석사 2009 Univ. of Minnesota 화학공학과 공학박사 현 재 Post-Doc., Chem. & Biomol. Eng.,
Rice Univ.
![그림 2. 연속 코팅 프로세스(roll-to-roll coating process) [Figures from Wieslaw Suszynski, University of Minnesota].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4978603.302106/3.798.96.672.718.951/프로세스-coating-process-figures-wieslaw-suszynski-university-minnesota.webp)
![그림 3. 도포 공정에 쓰이는 코터들( Post-metered method는 도포 후 두께를 조절하는 방법이고, Pre-metered method는 도포시 사용되는 유량으로 두께를 조절하는 방법임) [Figures from Wieslaw Suszynski, University of Minnesota].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4978603.302106/4.798.179.642.566.937/조절하는-방법이고-사용되는-유량으로-조절하는-suszynski-university-minnesota.webp)
![그림 8. UV plusing 건조과정 중 생긴 다양한 종류의 응력(stresses)에 대한 전산모델 예측 결과 [O’ Neal 2010, Cure Induced Stress Generation and Viscoelasticity in Polymer Coatings, PhD Thesis, University of Minnesota].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4978603.302106/9.798.212.633.140.863/건조과정-다양한-종류의-전산모델-generation-viscoelasticity-university-minnesota.webp)