한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 43, No. 2, 2010.
<연구논문>
Alloy 600에 전기 도금한 Ni-P-Fe 및 Ni-P-B 층의 열적 안정성 연구
김명진
,
김정수*,
김동진,
김홍표한국원자력연구원, 원자력재료연구부
Study on Thermal Stability of Ni-P-Fe and Ni-P-B Layers Electroplated on Alloy 600
Myong Jin Kim, Joung Soo Kim
*, Dong Jin Kim, Hong Pyo Kim
Korea Atomic Energy Research Institute, Nuclear Materials Research Division, Daejeon 305-353, Korea
(Received February 23, 2010 ; revised April 27, 2010 ; accepted April 29, 2010)
Abstract
In this study, thermal stability of the mechanical properties of Ni-P-B and Ni-P-Fe layers electroplated on Alloy 600 material was evaluated by measuring their microhardness, tensile strength, and elongation after heat treatment at 325oC and 400oC. According to the results, there was no noticeable change in microhardness of the two electrodeposits before and after heat treatment at the temperatures for 30 days. In the case of a Ni-P-B electrodeposit, ultimate tensile strength (UTS) slightly increases with heat treatment time, while its elongation decreases, showing good thermal stability in the mechanical properties at high temperature.
On the other hand, UTS and elongation of Ni-P-Fe decrease with heat treatment time, which is very unusual observation. This result was attributed to the bad microstructure of Ni-P-Fe having many defects in the deposit formed early stage of an electroplating process and their redistribution to link to become large ones during heat treatment.
Keywords: Electroplating, Ni-P-B, Ni-P-Fe, Thermal stability, Alloy 600
1. 서 론
원자력발전소 증기발생기 전열관 재료인 Inconel (또는 Alloy) 600 Ni-기 합금은 원래 내식성이 우수 한 재료이나 원자력발전소의 가동조건인 높은 압력 과 온도 등의 가혹한 환경에 노출되어 있어 부식손 상에 의한 파손이 많이 발생하고 있다. 특히 가장 빈번하게 발생하고, 발생하면 원전 2차 계통을 방 사능으로 오염시키는 큰 문제를 야기시키는 응력부 식균열 결함이 현 가동원전 증기발생기의 현안이 다1,2). 현재 가동 중 부식손상에 파손된 전열관에 대하여 관막음이나 관재생으로 보수를 하고 있는데, 관재생 기술로는 주로 원래의 전열관보다 직경이
약간 작은 관을 손상관의 손상부위 부근에 삽입하 여 삽입관 양쪽 끝 부분을 약간 확관하여 고정시키 는 방법을 사용하고 있다. 하지만 이 기술은 재생 관의 열전도 저하에 따른 증기발생기 성능저하, 1차 측 냉각수의 흐름 방해, 전열관의 부풀어 오름 등의 문제가 있다. 따라서 최근에 새로 개발된 관 재생 기술이 손상관 내부표면에 Ni-P를 도금하는 방법으로 최근 많은 주목을 받고 있다3). 전기도금 으로 전열관 내부를 보수할 경우 밀착 층이 형성되 어 틈이 발생하지 않으며, 저온에서 수행하므로 열 에 의한 변화나 잔류응력이 남지 않게 되고, 경제 적이고 간단하게 할 수 있다는 장점이 있다. 이러 한 전기도금법을 이용하여 보수를 할 경우 도금층 에 대한 기계적 성질과 열적 안정성에 대한 이해가 필요하다. 순수 니켈 전기도금층의 경우 289oC~320oC
*Corresponding author. E-mail : [email protected]
에서 결정립 성장이 일어난다고 보고되고 있다4)
.
원자력발전소 가동온도는
320
oC
부근으로,
응력부식균열 손상에 의한 파손 전열관의 경우 순수 니켈 전기도금층 만으로는 원전의 가동온도에서 장시간 가동 시 결정립 성장에 따른 기계적 특성 저하로 손상 전열관에 충분한 구조적 안전성을 보장할 수 없다
.
따라서 원전 가동온도에서 기계적 특성 저하가 일어나지 않을
Ni
합금을 도금하는 기술을 개 발할 필요성이 있다.
따라서 본 연구의 저자가 내부식성이
Ni
보다 우수하면서 높은 온도에서기계적특성을 유지할 수 있는
Ni-P-B
및Ni-P-Fe
합금 전기도금 공정을 개발하였다5,6)
.
이들 도금층에 대한내응력부식균열 특성과 상온 기계적 특성이 우수함 을 입증하여 원주방향 응력부식균열로 파손된 전열 관이라도 충분한 구조적 안전성을 확보할 수 있음 을 확인하였다
.
하지만 원전 증기발생기의 가동온도인 고온에서도 이러한 합금 도금층의 기계적 특 성에 대한 검증평가도 이루어져야 하기 때문에
,
본연구에서는 이러한 합금 도금층의 열적 안정성을 보기 위하여 원전 가동온도 부근인
325
oC
에서 열처리 시간에 따른 경도
,
인장시험 등의 기계적 특성을 평가하였으며
,
일부 시편에 대해서는 원전 증기발생기 가동온도보다 높은
400
oC
에서 경도를 측정하여 열적 안정성을 확인하였다
.
또한 열처리 시편의 상세 미세조직을 관찰하여 열처리 시간과 온 도변화에 따른 기계적 특성 변화에 대한 원인을 규 명하고자 하였다
.
2. 실험방법
Ni
합금 전기도금은 니켈 설파메이트 욕에서 수행하였으며
,
사용한 도금욕의 조성을 표1
에 요약하여 나타내었다
.
음극(cathode)
은Alloy 600
전열관을 사용하여 관내부에 전기도금을 하였으며
,
양극
(anode probe)
은 표면이 백금 코팅된 티타늄관을 사용하였다
.
전열관 내부면에 전기도금을 하기 위하여 특별히 설계
/
제작된 양극을 사용하였는데
,
먼저anode probe
를 전열관 내부 도금할 위치에 삽입한 다음
,
외부에서 도금액을anode probe
를통하여 백금 코팅된 양극과 음극으로 사용한 전열 관 사이로 순환시키면서 용액의 온도와 조성을 조
절하였다
.
도금욕조내의 도금용액 교반을 위하여 도금 중에도 계속 용액 내부에 공기를 흘려주는 공기 교반
(air bubbling)
을 하였다.
사용한anode probe
의형상과 치수에 관한 내용은 참고문헌에 자세히 설 명되어 있다7)
.
전기도금은 전류밀도100 mA/cm
2, duty cycle 50%,
온도60
±1
oC
조건으로 수행하였다.
도금층 시편에 대한열처리는
325
oC
에서1~30
일동안 하였고
,
일부 시편은400
oC
에서30
일 동안 열처 리하였다.
열처리 후 냉각은 열처리 온도에서의 미세조직을 유지하기 위하여 수냉하였다
.
경도측정은각 도금층 두께의 중간지점에서
Vickers
경도기(Akashi, HM-124)
를 이용하여 상온에서 하중50 g,
측정시간
10
초의 조건으로 한 시편당10
회 측정한 뒤 평균값을 구하여 대표 값으로 사용하였다.
인장시험
(Instron, 8872)
은열처리된 시편을상온과325
oC
의 두 조건에서 각 조건당
3
번 측정하였고, strain rate
은1 mm/min
이었다.
본 시험에서 사용한 인장 시편의 규격을 그림1
에 나타내었다.
인장시험 후파면을주사전자현미경
(Scanning Electron Microscope (SEM), JEOL 6240)
으로 관찰하였으며,
도금층 성장에 따른 결정립의 성장방향과 모재인
Alloy 600
표면의 결정립 우선 배열방향을 확인하기 위하여
X-ray
회절분석기(X-ray Diffraction(XRD). Rigaku D/MAX-3C)
측정을 하였는데, Cu-K
α 빔을 이용하여
2
o~100
o 사이를0.02
o간격으로35 kV, 15 mA
조건에서 수행하였다
.
또한 열처리한 도금층 시편에 대하여 에너지분산X
선분광기(Energy Dispersive X- ray Spectroscope. EDX)
가 부착된 투과전자현미경(Transmission Electron Microscope(TEM), JEOL
JEM-2100F)
과SEM
을 이용하여 상세 미세조직을관찰 및 분석하였다
. SEM
미세조직 관찰 및 분석을 위하여 시편을 연마 후
nitric acid 30 m
l+ glacial acetic acid 100 m
l+ distilled water 10 m
l 용액에서Table 1. Electrolyte composition for Ni-P-Fe and Ni-P-B electroplating solution
Nickelsulfamate Boric acid Phosphorous
acid Iron (II)
sulfamate Borane, dimethylamine
complex Amidosulfuric Ni-P-B 1.39 mol/
l
0.65 mol/l
0.007 mol/l
- 0.001 mol/l
4 g/acidl
Ni-P-Fe 1.39 mol/
l
0.65 mol/l
0.0035 mol/l
0.0025 mol/l
- 4 g/l
Fig. 1. Tensile test specimen.
5
초간에칭(etching)
하였다. TEM
관찰의 경우,
도금층의 위
,
아래 두 표면부분에서FIB(Focused Ion
Beam)
로 시편을 채취하여 사용하였다.
3. 결과 및 고찰
3.1 미세조직과 성장방향
Alloy 600
재료표면에 도금한Ni-P-B
및Ni-P-Fe
의 두 도금층에 대한 화학조성을 분석한 결과
, Ni- P-B
의 경우P
가0.3 wt.%, B
가0.04 wt.%, Ni-P-Fe
는
P
가0.3 wt.%, Fe
가0.2 wt.%
로 합금원소가 소량함유되어 있는 것으로 검출되었다
.
이 두 도금시편에 대한
325
oC
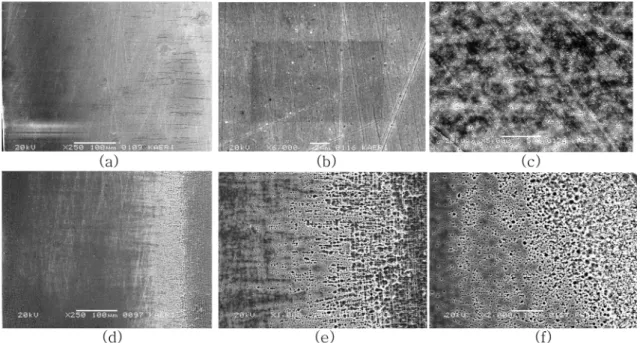
열처리 전후의SEM
미세조직을 그림
2
에 나타내었다.
이 미세조직에서 도금층의 성장방향은 오른쪽에서 왼쪽으로 오른쪽 면이 모재인
Alloy 600
과접촉하고 있던 면이다.
이 그림에서 보면
Ni-P-B
시편의 경우,
전 두께방향으로 대체적으로 균질하고 치밀한 모습을보이고 있다
.
그림2(a),
(b)
사진의 오른쪽 부분에 가로방향으로 균열과 같은 검은 선들이보이는데
,
이것들은 시편연마 시 생긴 이물질인 것으로 확인되었다
.
반면에Ni-P-Fe
의경우에는 그림
2(d), (e)
에서 보는 것처럼 전기도금초기와 후기부분의 미세조직이 불균질하게 나타났 다
.
초기 도금층은 에칭 시 부식이 불균질하게 많이 일어났으며
,
집합조직(texture)
이 선명하게 보인다
.
집합조직의 우선방향이 표면부분과 표면 아래 부분이 서로 직교하는 것처럼 상이한 것으로 관찰되고 있으며
,
초기 도금층의 미세조직은 치밀하지못하고 결함들이 많이 존재하는 것같이 관찰되고
있다
.
하지만Ni-P-Fe
도금층의 후기 성장부분에서는
Ni-P-B
도금층과 유사하게 부식이 균질하게 상대적으로 적게 일어난 것으로 보이며
,
초기 도금층에서 관찰되던 집합조직이나 결함들은 관찰되지않
고 있다
.
이처럼Ni-P-Fe
도금층에서 도금 초기부분
(Alloy 600 substrate
와 접합부분)
과 후기부분(
도 금액과 접촉한 부분)
의 미세조직이 다른 것은 도금초기와 후기에 도금층 성장속도
(
또는 전류효율)
이다르기 때문인 것으로생각된다
.
실제로Ni-P-B
도금층에 비하여 초기 전류효율이 상대적으로 높아 성장속도가 빨랐다
.
이러한 도금층의 빠른 성장으 로 미세조직이 치밀하지 못하고 결함이 많이 형성 된 것으로 유추할 수 있다.
한편 각 도금시편을
325
oC
에서30
일간 열처리한후 미세조직을
SEM
으로 관찰한 결과도 그림2(c)
및
(f)
에 나타내었다.
두 도금시편 모두 열처리한후에
pitting
과 같은 결함이 약간 증가한것으로 관찰되었다
.
특히Ni-P-Fe
의 경우 초기 도금층 부분에서 열처리 후에 집합조직이 사라지고 에칭에 의 하여 부식된 부분의 형상이 사각 형태에서 원형으 로 바뀐 것을 알 수 있는데
,
이러한 현상은 열처리시 원자들의 재배치에 의한 것으로 생각된다
.
이와같이 열처리를 하면 원자들의 재배치가 일어나게 되는데
,
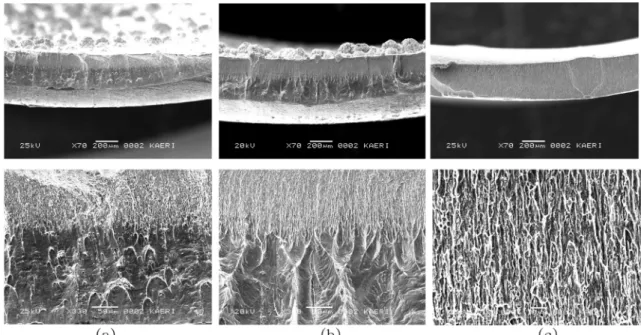
도금층의 우선 성장방향도 열처리에 의하 여 바뀌는지 알아보기 위하여 열처리 전후의 도금Fig. 2. SEM micrographs showing cross-sectional microstructures of electroplated Ni-P-B and Ni-P-Fe deposits after
etching. (a) and (b), and (c) Ni-P-B before and after heat treatment at 325
oC, respectively. (d) and (e), and (f)
Ni-P-Fe before and after heat treatment at 325
oC, respectively.
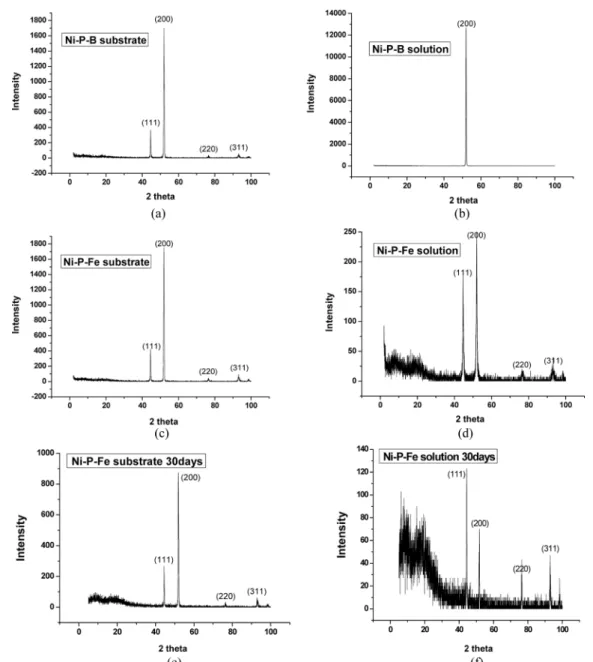
시편에 대한 초기 도금층 표면과 최종 도금층 표면 모두에서 XRD로 우선방위를 측정하여 보았다.
그림 3에 XRD로 도금층의 금속결정학적 성장방 향을 측정한 결과를 나타내었다. 이 결과에서 보면, Ni-P-B, Ni-P-Fe 두 도금층 모두, 초기 도금층 성장 방향이나 최종 성장방향이 거의 비슷하게 주 방향 이 (200) 면을 나타내고 있다. 다만 초기 도금층 성 장방향에 (111) 면이 다소 포함되어 있으나 성장하 면서 많이 감소하는 것으로 보인다. 이러한 관찰은 문헌상으로 보고된 Ni 금속 및 합금 도금층 성장 우선방향과 일치한다5,6). 또한 Ni-P-B 도금시편의 경 우, 325oC에서 30일간 열처리하여도 집합조직에는 거의 변화가 없었다. 반면에 Ni-P-Fe 도금층의 경
우, 최종 도금층의 집합조직의 우선방향이 열처리 후에는 주 방향이 (111)면으로 바뀌6고 (200)면은 감소하는 것으로 나타났다. 열처리 후의 미세조직 에서 에칭 시 나타나던 격자형태의 이방성 집합조 직이 사라진 초기 도금층의 금속결정학적인 우선방 향에는 거의 변화가 없다. 이상의 결과에서 보면 Ni-P-B 도금층에서는 전 도금층 두께방향의 미세조 직이 균질하고 치밀하였으나, Ni-P-Fe 도금층의 경우 , 초기형성 도금층의 미세조직이 후기형성 도금층 과는 달리 결함이 많이 내포되어 있어, 에칭 후 SEM으로 관찰한 두께방향의 미세조직이 초기와 후 기로 확연히 구분되고 있다. 하지만 Ni-P-Fe 도금 층의 우선성장방향에는 초기와 후기 도금층 모두
Fig. 3. XRD patterns showing the textures of Ni-P-B and Ni-P-Fe deposit surfaces. (a) Beginning and (b) final plating
surfaces of Ni-P-B before heat treatment. (c), (e) beginning and (d), (f) final plating surfaces of Ni-P-Fe before
and after heat treatment, respectively.
동일한 결정학적 방향으로 거의 변함없이 성장하였다.
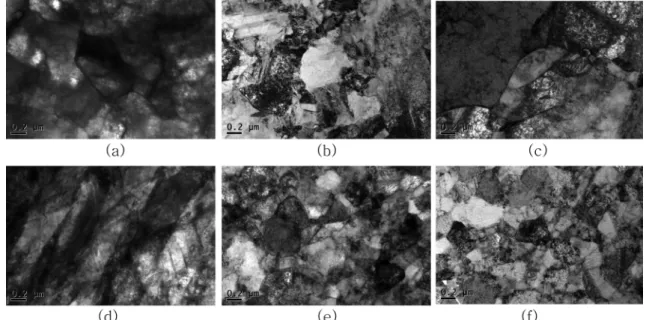
도금층의 열처리에 따른 미세조직 변화를 좀 더 세밀히 관찰하기 위하여 TEM을 이용하여 두 도금 층의 전해용액과 접한 부분(최종 도금부분)의 표면 부위 미세조직을 관찰하여, 그 결과를 그림 4에 나 타내었다. 이 그림에서 보면 열처리 시간의 변화에 따른 결정립자의 성장이나 석출물의 생성 등의 미 세조직 상의 변화는 거의 없는 것으로 관찰되었다.
특히 장기간의 열처리에 의한 석출물의 생성유무를 파악하기 위하여 이미지를 10만배 이상 확대하여 관찰하였으나 뚜렷한 석출물의 형태는 관찰할 수 없었다. 이것은 도금층 내에 포함되어 있는 P, Fe 및 B의 량이 너무 소량이기 때문에 본 연구에서 채 택한 열처리 온도와 시간 범위에서는 석출물이 생 기지 않고 용체화(solid solution) 상태로 존재하는 것으로 생각된다.
3.2 온도에 따른 경도값
Alloy 600 모재(substrate) 위에 전기도금한 Ni-P- B 및 Ni-P-Fe 층에 대하여 325oC와 400oC에서 열 처리 전후의 시편에 대한 상온에서의 경도를 측정 한 결과를 그림 5에 나타내었다. 이 표에서 보면, 본 연구에서 채택한 열처리 온도와 시간의 변화에 따라 도금층 경도 값의 변화가 거의 없음을 알 수 있다. 이러한 현상은 원자력발전소 가동온도 부근 에서뿐만 아니라 그보다 높은 온도인 400oC에서도 Ni-P-Fe 및 Ni-P-B 도금층의 경도에는 큰 변화가 없는 것으로 보아 열적 안정성을 유지하고 있는 것
을 의미한다. 즉, 앞에서 열처리 시간에 따라 미세 조직을 관찰한 결과와도 일치하는 것이다. 이러한 관찰은 순수 니켈의 결정립 성장이 일어나는 온도 가 289oC~320oC인 것4)과는 달리, 높은 온도에서 장 시간 열처리하여도 경도에 변화가 없는 것은 두 가 지 원인을 생각할 수 있는데, 첫째 첨가된 소량 합 금원소에 의한 고용경화(solid solution hardening) 효 과에 의한 미세조직 변화억제, 즉 결정립 성장억제8) 와 두번째 소량 첨가한 합금원소가 Ni 화합물(예, NiP 등)을 형성하여 결정립 성장을 억제하고 또한 이러한 미세 화합물(석출물) 분포에 따른 석출물 분 산경화(precipitate dispersion hardening) 효과이다9).
Fig. 4. TEM micrographs showing microstructures on electrolyte side-surfaces of Ni-P-B and Ni-P-Fe deposits. (a) As- plated Ni-P-B, (b) Ni-P-B after heat treated at 325
oC for 10 days and (c) for 30 days. (d) As-plated Ni-P-Fe, (e) Ni-P-Fe after heat treated at 325
oC for 10 days and (c) for 30 days.
Fig. 5. Microhardness variation of Ni-P-Fe and Ni-P-B
electroplated layers with the heat treatment
temperature and time.
이 두 가지 원인 중, 두번째인 Ni 화합물의 석출에 의한 효과는 앞에서 관찰한 TEM 미세조직에서 확 인하였듯이 거의 없을 것으로 생각된다. 왜냐하면 고배율의 TEM으로도 석출물을 관찰할 수 없었기 때문이다. 따라서 열처리에 따른 경도의 변화경향 은 소량 합금원소에 의한 고용경화(solid solution hardening) 효과에 의한 미세조직 변화억제에 따른 것으로 유추할 수 있다. 한편 그림 5의 경도측정 결과 및 그림 6의 인장강도 측정 결과에서 보면 두 도금층에서 P의 함유량은 동일하나 B의 함량이 Fe 보다 더 적은 Ni-P-B 도금층의 경도 및 인장강도 가 Ni-P-Fe 도금층의 그것들보다 크게 나타났는데, 이것은 치환형 합금원소인 Fe과 주 원소인 Ni 원 자 크기는 비슷하지만 B의 경우 침입형 합금원소 로 Ni 원소 사이에 침입하여 Ni 모재에 많은 변형 을 주기 때문이다10).
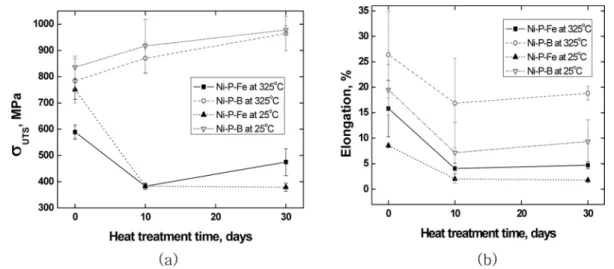
3.3 온도에 따른 인장강도 및 연신율
그림 6은 325oC에서 열처리 시간을 달리 한 시편 을 상온과 325oC에서 인장시험한 결과를 요약한 것 이다. Ni-P-B의 경우, 상온에서나 325oC에서의 최 대인장강도 값에는 큰 차이가 없으나, 열처리 시간 이 짧은 시편에서 상온 인장강도가 325oC에서의 그 것보다 약간 크게 나타나고 있으며, 두 시험온도에 의 인장강도는 열처리 시간이 증가함에 따라 증가 하고 있다. 반면에 연신율은 열처리 시간이 증가하 면 감소하고 있으며, 상온에서 시험한 시편의 연신 율이 325oC에서 시험한 시편의 그것보다 상당히 감 소하였다. 이러한 현상은 열처리 시간이 길어질수 록 시효효과가 나타나 인장강도가 증가 및 연신율 이 감소한 것으로 보인다. 하지만 Ni-P-Fe의 경우 에는 상온 및 325oC의 두 인장시험 모두, 열처리한
시편에서 인장강도가 급격히 감소하였으며, 연신율 또한 감소하는 이상한 현상이 나타났다. 이것은 앞 의 미세조직에서 언급하였듯이 Ni-P-Fe의 경우 초 기 도금층에서 도금속도가 너무 빨라 미세조직에 결함이 많이 내포된 엉성한 양상을 보였는데, 이러 한 결함들이 열처리에 의하여 재분포 및 결함 내부 압력 증가에 따라 결함성장 등에 따른 것으로 유추 된다. 이러한 양상은 인장시험 후 주사전자현미경 (SEM)으로 관찰한 파면(그림 7)을 보면 알 수 있다.
그림 7에서 아래쪽에서 위쪽 방향이 도금층 성장 방향이다. Ni-P-Fe 시편의 파면 형상(그림 7(a), (b)) 을 보면 열처리에 상관없이 도금층이 성장하면서 점차로 조직이 달라짐을 볼 수 있을 뿐만 아니라, 열처리 시간에 따라서도 달라진다. 특히 초기 도금 층의 파면양상이 많이 변하는데, 이러한 현상은 앞 에서 언급하였듯이 초기 도금층 내에 존재하던 결 함의 양상이 변했기 때문이다. 열처리 전에는 결함 이 독립된 구멍으로 존재하다가 열처리 중에 이러 한 구멍들이 재분포 및 결합한 것으로 보인다. 이 러한 이유로 Ni-P-Fe 도금층은 열처리 후의 인장특 성이 악화되는 것이다. 반면에 Ni-P-Fe 도금층의 후 기 성장부분은 열처리에 따른 파단면의 양상이 크 게 변하지 않았다. Ni-P-B 도금층은 열처리 전후의 파단면 양상에 큰 변화가 없었으며, 전 두께에 걸 쳐 균질한 표면양상을 보였다. 다만 열처리 전의 시 편 파단면에서 약간의 결함이 존재하였던 것으로 관찰되었다. Ni-P-B 도금시편의 대표적인 파단면 형 상을 그림 7(c)에 나타내었는데, 이 시편은 325oC에 서 10일간 열처리한 것이다.
이상의 결과에서 보면 Ni-P-B 도금층은 본 연구 에서 선정한 열처리 온도범위에서는 기계적 특성의 열적 안정성이 우수한 것으로 나타났다. 다만 Ni-
Fig. 6. Variations of (a) ultimate tensile strength and (b) elongation values of electroplated Ni-P-B and Ni-P-Fe heat
treated with different time at 325
oC. Tensile tests were done at 25
oC and 325
oC.
P-Fe 도금층의 경우, 도금층 제조 시 초기 도금층 성장속도가 너무 빨라 도금층 내부가 치밀하지 못 하고 결함이 존재하는 미세조직을 가지고 있었기 때문에 열처리에 의해 기계적 특성이 악화되었다.
Ni-P-Fe 도금층 성장속도를 감소시켜 미세조직을 치 밀하고 결함이 존재하지 않는 도금층을 제조하여 열적 안정성 평가를 다시 수행할 예정이다.
4. 결 론
Ni-P-Fe, Ni-P-B 도금층을 325oC 및 400oC에서 30일 동안 열처리하여 도금층 두께의 중간부분에서 경도를 측정한 결과 열처리에 따른 경도값의 변화 는 거의 없었다.
인장시험을 한 결과, Ni-P-B의 경우에는 열처리 기간에 따라 최대인장강도가 소폭 증가하는 정상적 인 특성을 보여 열적 안정성이 우수한 것으로 나타 났다. 하지만 Ni-P-Fe의 경우에는 열처리 기간에 따 라 최대 인장강도가 감소하였고, 연신율 또한 감소 하였는데, 이것은 도금층 제조 시 초기 도금층에서 형성된 미세조직의 불량 때문인 것으로 유추되었다.
Ni-P-B 및 Ni-P-Fe 도금층의 성장 우선방향이 모 두 (200)면이었으나 성장 초기에는 미약한 (111)면 도 일부 나타났다. 하지만 열처리를 하면 Ni-P-B 도금층에서는 우선방향에 거의 영향이 없어나, Ni- P-Fe 도금층의 후기 성장한 부분(도금용액과 접촉 한 부위)의 주 우선방향이 (200)에서 (111)로 바뀌 었다.
후 기
본 연구는 교육과학부에서 주관하는 원자력중장 기계획사업의 지원으로 이뤄졌습니다.