펄스전해가공을 이용한 인바 박판의 가공 형상 및 Overcutting 현상에 관한 연구 양부열a, 김성현a, 최승건a, 최웅걸a, 전광호a, 이은상b*
A Study on Processing Shape and Overcutting of Invar Sheet by Pulse Electrochemical Machining
Bu-Yeol Yanga, Seong-Hyun Kima, Seung-Geon Choia, Woong-Hirl Choia, Kwang-Ho Chuna, Eun-Sang Leeb*
a
School of Mechanical Engineering, Inha University, 100, Inharo, Nam-gu, Incheon 402-751, Korea
b
Department of Mechanical Engineering, Inha University, 100, Inharo, Nam-gu, Incheon 402-751, Korea
ARTICLE INFO ABSTRACT
Article history: Invar is a compound metal of Fe-Ni system contained 36.5% Ni. The characteristic of invar is that the coefficient of thermal expansion is 1.0×10
-6cm/°C. It is approximately 10 times smaller than series of steel. Because of this low thermal expansion characteristic of Invar, it is used to shadow mask of display device such as UHDTV or OLED TV. In this study, pulse current from pulse generator instead of DC current is used to overcome the disadvantages of the conventional electrochemical machining. Pulsed current with different duty factor in PECM affect the precise geometry. Pulse electrochemical machining is conducted to machine the micro hole to the invar sheet with different duty factor.
The machined shape and overcut of invar sheet with different duty factor is observed by optical microscope and scanning electron microscope (SEM).
Received Revised Accepted
Keywords:
Invar Duty factor
Pulse electrochemical machining (PECM) Scanning electron microscope (SEM) Overcutting
* Corresponding author. Tel.: +82-32-860-7308 Fax: +82-32-866-8627 E-mail address: [email protected] (Eun-Sang Lee).
1. 서 론
보통, steel 계열의 금속이 섀도우 마스크에 널리 사용된다. 그러 나 steel 계열의 섀도우 마스크는 온도가 423 K에 도달하면 높은 열팽창계수로 인하여 변형과 변색이 발생한다
[1]. 인바합금은 64%
의 철과 36%의 니켈을 함유하고 있다. 인바합금의 가장 큰 특징은 다른 금속에 비해서 매우 낮은 1.0×10
-6cm/°C 의 열팽창계수를 가진다. 이는 일반 철강 재료에 비해 10배 정도 낮은 치수이다. 이 러한 인바의 저열팽창 특성으로 인해 UHDTV, LED display shadow mask, mobile devices 및 다양한 분야에서 응용되고 있
다
[2,3]. 인바는 현재 기존의 기계적인 가공 및 전주주형 법으로 가공
이 되고 있다. 일반적으로 기존의 기계적인 가공 공정의 문제점은
가공 후 공작물에 열변형과 버(burr)가 남는 것은 물론, 공구의 마 모 등 여러 가지 문제점이 존재한다. 인바의 특성을 유지하기 위해 레이저 가공, 초음파 가공, 마이크로 엔드밀, 드릴링, 전해연마 및 전해가공 등의 좀 더 발전된 가공 공정이 연구되고 있다
[4]. 전해가 공은 기존의 다른 가공 공정에 비해서 가공면의 품질이 매우 우수 하게 가공이 가능하다. 또한, 기존의 기계적인 가공과는 달리 비접 촉식 가공으로 공작물의 표면에 열변형, 버 등을 발생하지 않는다.
하지만 일반적인 전해가공은 다른 특수가공에 비해 정밀도가 많이
떨어지기 때문에 초정밀 가공에는 적합하지 않는 것으로 알려져
왔다. 최근, DC전류 대신 펄스 전류를 이용한 펄스전해가공
(PECM) 에서 마이크로 단위의 형상 제작 및 발전된 표면 상태를
얻는 것이 가능하다는 것을 보였다
[5]. 또한, 펄스전해가공은 기존
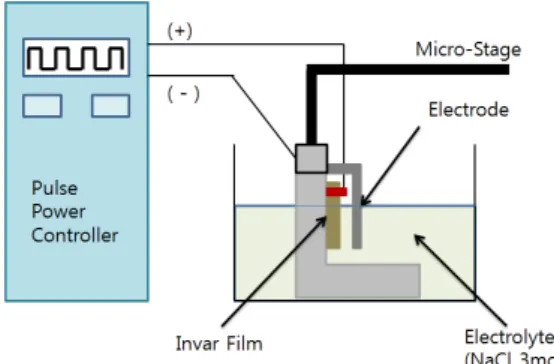
Fig. 1 Schematic of pulse electrochemical machining system
Fig. 2 Schematic of through-mask PECM
Fig. 3 Microscope image of masked invar sheet before PECM 의 전해가공의 장점에 더해 많은 장점들을 가지고 있다. 공구의 마
모가 없고, 잔류응력이 없으며, 우수한 표면 품질 및 복잡한 형상의 제작이 가능하며 재료의 경도, 강도 및 인장력 등에 관계없이 가공 이 가능하다. 이러한 장점들 때문에 현재 펄스전해가공을 이용한 가공 공정에 대한 연구가 활발히 진행되고 있다. 따라서, 본 연구에 서는 마스킹처리가 된 인바 박판에 펄스 전해가공 공정을 이용하여 가공 시 펄스의 변화에 따른 영향을 비교하기 위해 충격계수(duty factor) 에 따라 가공되는 형상 비교 및 오버커팅(overcutting)의 경 향에 대해 알아보았다.
2. 본 론
2.1 펄스전해가공
본 논문에서 이용한 펄스전해가공공정은 기존의 전해가공 공정 에 펄스 전류를 인가한 공정이다. 기존의 전해가공 공정은 가공물 을 산화전극, 공구를 환원전극에 연결하고 전해액을 전극 사이로 주입시켜주면 전기 화학 반응이 일어나 가공 표면으로부터 금속이 이온 용출되는 원리로서 전극의 특정한 형상이 공작물에 전사되고 미세한 구멍을 가공할 수 있는 비접촉식 가공법이다. 전기화학 반 응에 의해 생성되는 수소가스, 산소가스 및 열의 발생으로 인하여 전해액의 원활한 공급에 문제가 발생하여 기존의 DC전류를 사용 한 전해가공 공정으로는 미세정밀가공이 어려웠다. 이러한 전해가 공의 기본적인 원리를 적용하여 미세정밀가공으로 발전시키기 위 해서 펄스제너레이터(pulse generator)의 펄스전류를 사용한다.
펄스 전류를 적용한 전해가공 공정은 기존의 DC전류를 사용하 는 가공 공정에 비해 안정된 전해액의 공급, 수소 및 산소가스와 열을 줄일 수 있으므로 가공정밀도를 향상시킬 수 있다
[6-8]. 펄스 전해가공 공정은 기존의 전해가공 공정 뿐만 아니라 여러 가지 공정들을 대체할 수 있으며, 높은 정밀도의 미세 형상 가공이 가능 하다
[9].
2.2 실험장치
Fig. 1 은 이번 실험에 사용한 펄스전해가공의 실험장치의 개략 도이다. 펄스제너레이터의 양극에 공작물인 인바 박판을, 음극에는 공구 전극인 STS 304 Plate를 연결하여 펄스 전류를 공급하였다.
Micro stage controller 를 이용하여 간극을 조절하였고, 펄스제너 레이터를 이용한 펄스 전류 인가를 통해 가공 시 발생하는 용출 가스와 열을 제거함으로써 전해용출 작용이 일어나게 하였다. 펄스 제너레이터를 이용하여 충격계수를 조절하였다. Fig. 2는 masking 처리가 된 인바 박판의 펄스전해가공 시 인바 박판과 전극 사이에 일어나는 반응에 대한 개략도이다. 하단부에 masking 처리가 되어 있는 인바 박판이 있고, 상단에 펄스전해가공에 사용될 전극이 있
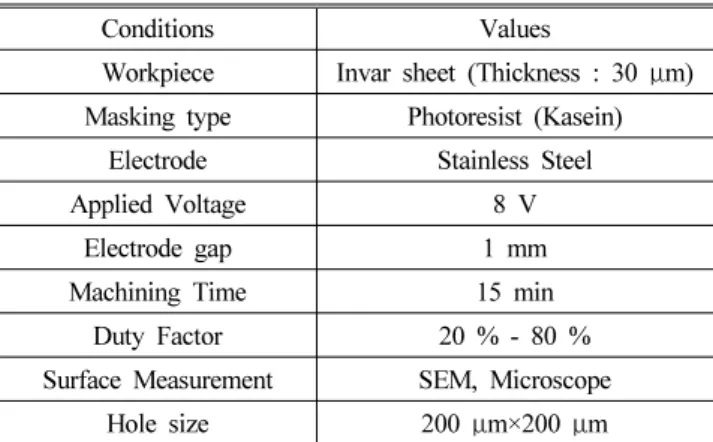
다. 인바 박판과 전극 사이에 전해액이 흐르고 전류를 가하여 가공 하는 원리이다. Fig. 3은 가공 전 인바 박판을 광학현미경을 이용하 여 100배의 배율로 측정한 사진이다. 인바에 masking 처리를 진행 하여 가공 할 부분의 홀을 만들었다. 각 홀의 크기는 200 μm ×200 μm이다. Table 1은 본 연구에 사용된 실험 조건을 나타낸다. 마스 킹 생성방법은 PR 필름이 롤을 통해 지날갈 때 롤위에 수지를 뿌려 코팅이 됩니다. 인가전압 8 V이고 간극은 1 mm, 가공시간은 15 min 이다. 가공 형상은 광학현미경과 전자주사현미경(SEM)을 이 용하여 측정하였다. 전해액은 NaCl 과 증류수의 혼합물을 사용하 였다
[10].
2.3 결과 및 분석
충격계수의 변화에 따른 인바 박판의 가공 형상의 변화를 알아보
기 위해 각 duty factor 20%, 50%, 80%의 조건으로 실험을 해
보았다. Fig. 4는 펄스전해가공 후의 masking 처리가 된 인바 필름
Conditions Values
Workpiece Invar sheet (Thickness : 30 μm) Masking type Photoresist (Kasein)
Electrode Stainless Steel
Applied Voltage 8 V
Electrode gap 1 mm
Machining Time 15 min
Duty Factor 20 % - 80 %
Surface Measurement SEM, Microscope
Hole size 200 μm×200 μm
Table 1 Experimental conditions
(a) Duty factor 20%
(b) Duty factor 50%
(c) Duty factor 80%
Fig. 4 Image of SEM after PECM with the different duty factor 패턴 한 칸을 SEM을 이용하여 측정한 사진이다. Fig. 4(a)는 충격
계수 20%를 조건으로 하여 인바 박판을 가공한 후의 홀의 모습이 다. 가공이 진행되었지만 일부만 가공 되어 홀이 완벽하지 않는 것 을 알 수가 있다. 충격계수가 너무 낮을 경우, 전류가 인가되는 on-time 의 시간이 너무 적어 전류가 충분히 인가되지 못하기 때문 에 가공이 제대로 되지 않은 것을 알 수 있다
[10].
Fig. 4(b) 는 충격계수 50%를 조건으로 하여 인바 박판을 가공한 후의 홀의 모습이다. 전류가 적당하게 인가되어서 원하는 홀의 모 양대로 가공이 진행 된 것을 알 수 있다. Fig. 4(c)는 충격계수 80
% 를 조건으로 하여 인바 박판을 가공한 후의 홀의 모습이다.
on-time 시간이 오래 지속되어 과도하게 전류가 인가되었으며, 그 로 인해 과하게 가공되어 홀의 형상을 유지하지 못하는 것을 알 수 있다. 충격계수를 20%부터 80%까지의 조건으로 실험한 결과 인가되는 전류의 양이 많을수록 같은 시간 동안 가공을 진행하였을 때 인바 박판의 가공성이 커지는 것을 알 수 있다. 펄스 전류를 인 가함에 있어서 off-time의 역할이 매우 중요하다. off-time 시간이 늘어날수록 전기 이중층에 충전된 전하를 제거하고 열을 냉각시키 며 전해액의 원활하게 공급해주는 역할을 하게 된다. off-time 시 간이 충분하지 못하면 on-time시 인가되었던 전류가 잔류하게 되 어 DC전류를 인가한 것과 유사한 결과를 나타낸다
[11]. 또한, 지속 적인 전류의 인가로 인하여 정밀도가 낮아지고 전류의 집중으로 인하여 패턴 주변에 균일하지 못한 전해용출 작용이 발생하여 패턴 형상이 파괴된다
[10-12]. 반대로 off-time 시간이 너무 늘어났을 경 우에는 인바 박판에 인가되는 전류의 양이 적어져서 가공이 진행되 지 않는다. 원하는 형상의 가공을 위해서는 적절한 off-time 시간 을 조절하여 불필요한 가공이 생기지 않도록 하는 것이 중요하다.
좀 더 정확한 가공 상태를 확인하기 위해 가공된 인바박판의 단 면 형상을 측정하였다. Fig. 5는 가공된 인바 박판 패턴의 단면 형 상을 SEM을 이용하여 측정한 사진이다. Fig. 5(b)는 충격계수 20% 를 조건으로 하여 인바 박판을 가공한 후의 단면 모습이다.
측면에서도 볼 수 있듯이 인바 박판의 가공이 원활하게 되지 않은
것을 알 수 있다. Fig. 5(c)와 (d)는 각각 충격계수 50%와 80 %의 조건으로 가공을 진행 한 후의 단면 모습이다. 80% 조건으로 가공 한 사진에서는 정면에서 나타난 것처럼 과도하게 가공된 것을 확인 할 수 있었다. 그러나, 50%의 조건으로 가공한 인바 박판의 단면에 서는 정면에서 볼 수가 없었던 오버커팅 현상을 확인 할 수 있었다.
이는 masking 처리 때문에 정면에서는 홀의 형상이 재대로 가공된 것처럼 보였지만, 실제로는 가공이 더 진행 되어 masking 아래 부 분에 가공이 더 진행 된 것이다.
오버커팅의 크기를 줄이기 위하여 충격계수를 40%으로 낮추어
서 추가 실험을 진행한 다음, masking 처리를 제거하고 정면과 후
면의 사진을 관찰하였다. Fig. 6은 충격계수 40%에서의 가공된 인
(a) Before PECM
(b) 20%
(c) 50%
(d) 80%
Fig. 5 Cross-sectional image of SEM before and after PECM with the different duty factor
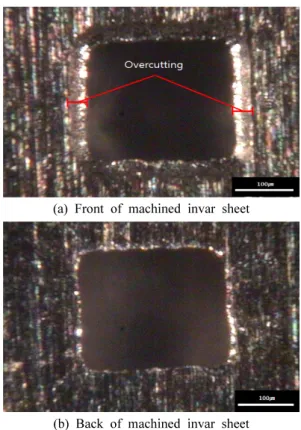
(a) Front of machined invar sheet
(b) Back of machined invar sheet
Fig. 6 Microscope image of front and back of machined invar sheet after PECM in duty factor 40%
Fig. 7 Schematic of machined surface area of invar sheet after PECM
바 박판의 전면과 후면을 광학현미경으로 촬영한 것이다. Fig. 6(a) 의 전면에서 볼 수 있듯이, 충격계수 40%에서도 오버커팅 현상이 발생함을 알 수 있다.
Fig. 7 은 펄스전해가공으로 가공된 인바 박판 정면과 후면의 오 버커팅 현상을 보여주는 개략도이다. 가공된 전면과 후면의 면적의 크기를 비교하여 충격계수에 따른 충격계수에 끼치는 영향에 대해 서 비교해 보았다. 충격계수 50%을 기준으로 40%와 60%의 추가 실험을 진행하여 정면 형상의 평균적인 가공면적 및 입구와 출구의 가공된 홀의 면적을 측정하였다.
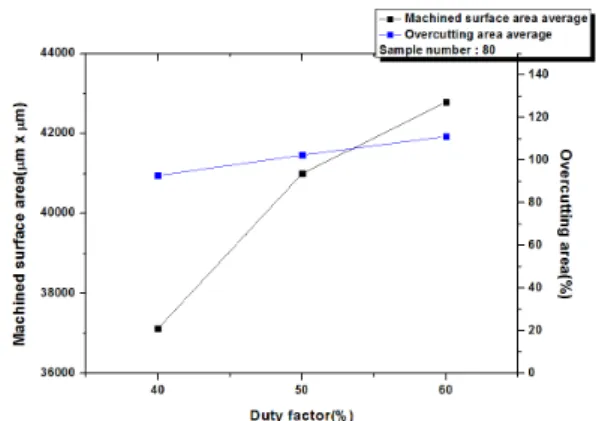
Fig. 8 은 가공된 인바 박판의 충격계수에 따른 전면의 가공된
면적을 비교해 본 결과이다. 충격계수 40%에서는 가공 후 전면
면적이 37,126×10
-12m
2( 마스크 크기 대비 : 92.8%)이고, 충격계
Fig. 8 Face of machined surface area after PECM with the different duty factor
Fig. 9 Difference of surface area between face and back after PECM
수 50%에서는 가공 후 전면 면적이 40,993×10
-12m
2( 마스크 크기 대비 : 102.4%)으로 급격하게 증가하였다. 이는 충격계수의 증가 에 따라 가공간극이 증가한다는 것을 보여주며, off-time에 비해 on-time 의 비율이 높아지게 되므로 전류의 집중도가 높아져 가공 면적이 증가하게 된다. 충격계수 60%에서의 가공 면적은 44,507×10
-12m
2( 마스크 크기 대비 : 111.2%)이다. 여기서 가공 면적에 대한 값은 80개의 샘플 평균값을 나타낸 것이다.
증가폭이 크지는 않지만 가공 면적이 더욱 커지는 것을 알 수 있다. 충격계수 40%, 50%, 60%를 비교해 본 결과, 충격계수가 증가함에 따라 전반적인 가공면적 또한 증가하였다. 충격계수의 증 가함에 따라 가공면적의 증가 하지만, 일정한 값의 충격계수 이상 에서는 전하의 과충전으로 인해 패턴의 경계면이 무뎌지게 된다.
충격계수에 따른 오버커팅 크기의 변화를 알아보기 위해 인바 필름의 가공된 앞면과 뒷면의 면적을 비교하기 위해 앞(front)과 뒤(back)의 면적 차이를 비교함으로써, 오버커팅의 크기를 측정하 였다. Fig. 9는 가공후의 충격계수에 따른 전면과 후면의 면적의 차이를 나타낸 그래프이다. 충격계수 40%일 때 가공 면적 차이가 가장 낮았으며, 충격계수가 증가 할수록 가공 면적의 차이가 증가 하였다. 충격계수가 50%일 경우와 60%일 경우의 차이를 보았을
때, 60%일 경우 급격하게 가공 면적의 차이가 커지는 것을 알 수가 있다. 이는 off-time이 줄어들수록 인가되는 전류의 크기가 많아지 게 되므로 일정 충격계수 이상에서는 과도한 전류가 흐르게 되어 가공성이 커지는 것을 알 수가 있다. 이 세 가지 조건에서는 최적 인 상태가 masking 패턴 형상을 비교적 양호하게 유지하면서도 오버커팅의 크기가 비교적 작은 Duty factor 40%의 조건인 것을 알 수 있으며, 가공 시간을 조절하여 홀의 형상가공 정밀도를 높일 필요성이 있다.
3. 실 험
본 논문에서는 펄스 전류를 인가한 전해가공을 이용하여 masking 처리가 된 인바 박판을 가공하였을 경우, 충격계수의 변 화에 따른 가공 형상 및 오버커팅 현상의 크기에 대한 연구를 수행 하여 펄스전해가공의 제거효과, 경향을 분석하여 다음과 같은 결론 을 얻었다.
(1) 매우 낮은 충격계수를 가할 경우 on-time 간격이 짧아짐에 따라서 가공성에 영향을 주어 정밀한 가공은 가능하나 가공성이 급격히 낮아져 재료 제거율이 매우 낮아져 가공 능률이 감소한다.
반대로, 과도한 충격계수 를 가할 경우 on-time 간격이 길어짐에 따라 가공성이 향상하여 재료제거율은 높지만, 가공 정밀도가 낮아 지고 패턴이 파괴되는 현상이 발생한다.
(2) 충격계수의 증가에 따라 off-time에 비해 on-time의 비율이 높아지게 되므로 전류의 집중도가 높아지게 되고, 가공간극 또한 증가하게 된다.
(3) 가공된 인바 박판의 전면과 후면의 가공된 면적을 비교해 본 결과, 충격계수가 증가함에 따라 오버커팅의 크기 또한 증가한다.
본 연구에서는 충격계수 40%의 조건에서 비교적 양호한 상태의 정면 형상과 다른 조건에 비해 작은 오버커팅의 현상이 발생했다.
추후 좀 더 다양한 실험을 통해 오버커팅의 크기를 줄이는 연구가 진행될 것이라 기대된다.
후 기
본 연구는 미래창조과학부의 재원으로 연구성과실용화진흥원의 지원을 받아 수행되었습니다.
References