국가 리크표준기용 오일유량계 개발 및 예비 평가
홍승수*ㆍ송한욱ㆍ최인묵ㆍ박연규
한국표준과학연구원 기반표준본부, 대전 305-600
(2012년 9월 25일 받음, 2012년 11월 2일 수정, 2012년 11월 8일 확정)
지름이 각각 10 mm와 20 mm인 피스톤과 진공장치를 이용해서 발생된 유량과 이온게이지의 압력을 측정하여 비교하는 방법 으로 개발 중인 오일유량계의 성능을 예비 평가하였다. 큰 피스톤의 유량 발생 범위는 1×10-1 PaㆍL/s~1.2 PaㆍL/s이었고 작은 피스톤의 유량발생 범위는 5.3×10-1 PaㆍL/s~1.05 PaㆍL/s이었으며, 이 구간에서의 반복성과 직선성은 비교적 좋았 다. 개발 중인 오일유량계는 국가 리크표준기로서 앞으로 표준리크를 교정하는데 활용할 계획이다.
주제어 : 오일유량계, 진공, 표준리크, 유량
I. 서 론
리크(leak)는 압력차이나 농도차이 등에 의해서 의도하 지 않았던 균열(crack), 틈(crevice), 혹은 구멍(hole) 등을 통해 원하지 않는 유체가 들어오거나 가두어 둔 유체가 빠 져나가는 현상이나 그런 현상이 일어나는 곳을 말한다 [1].
리크 측정기술은 기밀 용기나 기밀 시스템을 제작 취급하 는 곳이면 어디서든지 필요하며, 특히 대형 폭발사고나 연 료가스 리크, 유해가스 리크, 핵 발전 관련 유해물질 리크 등을 사전에 탐지하여 보완해야 하기 때문에 매우 중요하 게 취급된다. 이에 따라 초기에 비누거품을 이용하거나 압 력을 채워 물속에 넣어 리크를 찾던 단순한 탐지 기술에서 헬륨리크검출기(helium leak detector)나 할로겐리크검출 기 등 측정기기의 성능향상으로 정량적인 미세 리크량 측 정의 필요성이 중요해졌다. 소자나 부품에 있어서 리크가 있는 경우 그 제품의 신뢰도는 크게 감소하여 제품으로서 의 가치가 떨어지게 되므로 리크량을 정확히 계산하거나 측정하는 기술은 생산성을 높이는 측면에서도 매우 중요하 다. 리크량 측정의 이런 중요성에 따라 선진국 특히 미국에 서는 관련 규격을 제정하여 군수산업이나 첨단산업 측정에 엄격하게 적용하고 있다 [2,3].
표준리크의 하나인 헬륨 투과형(permeation type) 표 준리크는 일정한 압력으로 채워진 헬륨이 파이렉스나 석영 유리(quartz glass)를 투과하는 성질을 이용하여 투과한
양을 측정하여 리크율을 결정하는 구조로 되어있다 [4]. 지 금까지 한국표준과학연구원(Korea Research Institute of Standards and Science, KRISS)에서는 표준리크를 교정 하는데 정압식(constant pressure method) 유량계 [5]를 이용하였으나 이 유량계는 측정범위가 제한적이고 불확도 가 커서 이를 대체할 오일유량계를 제작하는 연구를 수행 중에 있다.
본 연구에서는 국가 리크표준기의 핵심요소인 오일유량 계를 설계조립하여 사전 연구한 내용을 담고 있으며, 이 연 구결과는 향후 오일유량계를 이용한 국가 리크표준을 확립 하는데 기반으로 활용된다.
II. 원 리
1. 실험 장치
리크표준기의 유량계 중 정압식 부피변화 측정방법을 이 용한 장치는 미세 리크량 제어나 측정이 가능하고 안정성 이 좋으므로 세계적으로 가장 많이 사용 되고 있으며, 이 방법은 진공용기 양단의 중간에 있는 오리피스(orifice)를 이용하므로 압력구배 및 배기속도 변화문제를 최소화하는 장점이 있다 [5,6]. 정압을 유지하면서 부피변화를 이용한 표준기는 기본적으로 기체의 운동원리를 이용하며, 이 방
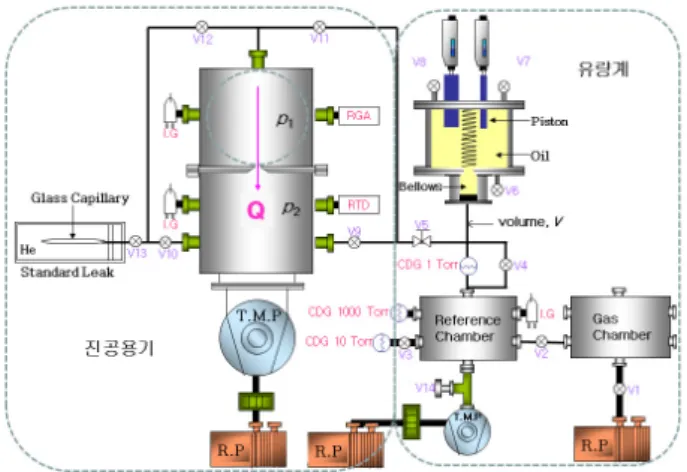
Figure 1. Schematic diagram of two pistons type leak standard system. IG: ionization gauge, RGA:
residual gas analyzer, RTD: resistance tem- perature sensor, CDG: capacitance dia- phragm gauge, TMP: turbomolecular pump, RP: rotary pump.
법은 고진공이나 초고진공 표준기에서도 기본원리로서 적 용되고 있다 [7,8].
본 연구에서 개발 중인 오일유량계는 2개의 피스톤과 실 린더를 조합한 정압식 원리이다. Fig. 1은 오일유량계, 진 공용기, 그리고 배기장치 등을 조합해서 개발 중인 정압형 리크표준기 개략도이다. 오일유량계형 정적법 리크표준기 의 원리는 다음과 같다. 유량계에서 발생된 기체가 리크밸 브(V5)를 통해서 고진공 교정챔버 쪽으로 흘러 들어가게 하고, 이 기체가 빠져나가는 양을 보상하기 위하여 피스톤 을 전진시키면서 부피를 줄여 유량계 내부압력을 높여 일 정하게 유지시키면 이때 발생된 기체의 유량 (throughput) Q는 다음과 같이 나타낼 수 있다 [9,10].
㎗
(1)여기에서 pf는 유량계 내부의 기체압력, A는 피스톤의 단면적, (dl/dt)는 피스톤의 이동속도, Tch와 Tf는 각각 교 정챔버와 유량계의 온도이다. 오리피스를 이용한 동적교정 장치에서 교정챔버(p1) 즉 윗 챔버로 흘러들어가는 유량 Q 는 교정챔버의 압력 p1, 배기챔버(아래챔버)의 압력 p2, 오 리피스 콘덕턴스 C1, 배기펌프의 교정챔버에서의 유효배기 속도를 S라 하면 다음 식으로 표시된다.
(2)
따라서 교정챔버에서 발생된 압력, 즉 기준압력(refe- rence pressure) p1은 다음과 같이 계산할 수 있다.
(3)
여기에서 Rph는 배기챔버와 교정챔버의 압력비(p2/p1)이 며, 이 값은 펌프의 배기속도가 일정하다면 압력변화에 무 관한 상수이다.
2. 표준 리크
일반적으로 표준리크 [1]의 외관은 알루미늄이나 스테인 레스 스틸로 되어 있으며 내부의 저장고에 1.1기압의 헬륨 이 채워져 있고 1년 간의 리크량 감소량은 2%, 온도계수는 3%/oC, 불확도는 10% 정도로 상품화되어 있다. 사용할 때 주의해야할 점으로는 석영유리의 미세관을 통과한 헬륨은 밸브로 닫힌 공간에 항상 저장되고 있으므로 이미 저장고 에 축적된 된 헬륨을 배기장치로 완전히 제거 한 후 순수하 게 측정해야 정확한 측정이 가능하다. 만약 그렇지 않으면 이미 저장된 헬륨도 투과된 헬륨과 섞여서 측정되므로 측 정오차가 커지므로 주의해야 한다.
III. 실험 장치
1. 오일유량계 설계 및 제작
Fig. 1의 장치에서 스테인레스 스틸로 만들어진 오일저 장고의 부피는 약 1.5 리터이다. 오일저장고의 아래에 있는 벨로우즈(bellows)는 윗 덮개와 스프링으로 연결되어 있으 며, 이 벨로우즈는 스프링에 의해 고정되어 지탱하고 있다 가 피스톤이 전진하여 오일을 밀면 오일저장고의 부피가 줄어들어서 압축됨으로서 벨로우즈가 아래로 운동하게 된 다. 또한 피스톤이 후진하면 벨로우즈가 다시 위로 후진하 여 초기 상태로 되돌아간다.
Fig. 2는 오일저장고 하단의 벨로우즈가 삽입되는 플라 스틱과 스테인레스 스틸로 가공된 약 70 mm conflat 플렌
Figure 2. Photograph of plastic (left) and stainless steel cylinders (right).
Figure 3. Photograph of two stainless steel pistons. Figure 4. Photograph of assembled oil flowmeter.
지로 가공된 실린더이다. 그림 왼쪽의 플라스틱으로 가공 된 약 70 mm 플렌지는 길이가 114 mm이다. 이 플렌지는 벨로우즈에 비해 길이가 너무 길어 내부 부피가 커져 피스 톤 운동으로 인한 부피변화 즉, 감도가 너무 작아서 압력변 화를 검출하기가 어렵다는 것을 실험을 통해서 알 수 있었 다. 이를 보완하기 위해서 그림의 오른쪽과 같이 길이가 85 mm인 스테인레스 스틸 약 70 mm 및 플라스틱 약 70 mm 플렌지를 각각 제작하였다. 우선 피스톤 운동으로 인한 플 렌지 내부의 밸로우즈 움직임을 육안으로 확인하기 위하여 플라스틱 플렌지를 오일저장고에 연결하여 실험하였으며, 나중에는 탈가스에 의한 영향을 최소화하기 위해서 스테인
레스 스틸 플렌지를 사용할 계획이다.
오일저장고 상부의 양쪽에는 오일을 채울 수 있는 밸브 V8 과 오일을 채우기 전에 챔버를 배기하기 위하여 진공펌프와 연결되는 밸브 V7이 있고 아래 부분에는 오일을 빼낼 수 있 는 밸브 V6가 있다. 상부의 덮개에는 Fig. 3과 같이 표면이 경면 가공된 지름이 다른 두 개의 피스톤이 있다. 한국표준과 학연구원 길이센터에서 측정된 그림의 왼쪽 피스톤은 길이가 80 mm이고 밑면에서 위쪽으로 네 군데로 분할하여 측정된 지름은 각각 9.985 mm, 9.9828 mm, 9.9825 mm, 9.9792 mm로 지름의 평균값은 9.9824 mm, 표준편차는 0.0024 mm이고 단면적의 평균값은 0.7826 cm2이다. 오른쪽 피스톤 은 길이가 80 mm이고 네 군데의 지름이 각각 29.9962 mm, 29.9909 mm, 29.9896 mm, 29.9876 mm이었으며, 지름의 평균값은 29.9911 mm, 표준편차는 0.0036 mm이고 단면적 은 7.0643 cm2이다. 단면적은 유량계의 유량 계산에 활용되 므로 정확하게 측정되어야 한다. 두 개의 피스톤은 상부에서 마이크로미터 콘트롤러와 연결되었으며, 이 콘트롤러의 최대 이동거리는 50 mm이다. 오일저장고에 채워진 오일은 Dow Corning 회사의 DC704 확산펌프 오일이며, 오일을 채울 때 는 오일저장고를 로터리펌프로 충분히 배기하여 오일을 주입 할 때 기포가 생기지 않도록 해야 한다.
Fig. 4는 오일저장고, 측정기기, 배기펌프 등이 조립된 오일유량계의 사진이다. 기준 챔버(reference chamber)는 스테인리스 스틸로 가공되었으며, 이것은 발생시키고자 하 는 유량에 따라 달라지는 압력의 기체를 채워두는 곳이다.
압력은 용량이 각각 1,333 Pa (10 Torr)과 1.33×105 Pa (1,000 Torr)인 절대압 용량형진공계(capacitance dia- phragm gauge, CDG)로 읽으며 1,333 Pa CDG는 고압에
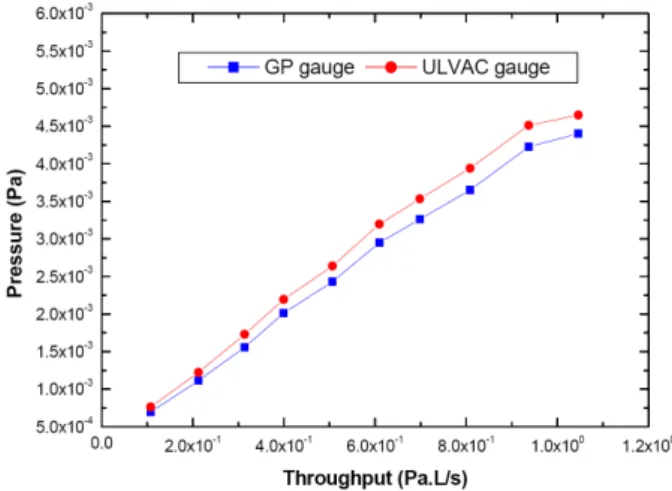
Figure 5. Measurement result of throughput vs. gauge reading of large piston.
Figure 6. Throughput vs. gauge reading of small piston.
의한 손상을 방지하기 위해 중간에 밸브(V3)를 부착하였다.
133 Pa (1 Torr) 용량의 차압용 CDG는 기준챔버의 압력과 고진공 챔버로 흘러 들어가는 가스의 압력차이를 읽을 때 사용하며, 유량발생 실험 때는 피스톤의 전진속도를 조정하 여 차압 CDG의 압력이 항상 일정하게 유지되도록 해야 한 다. 기준챔버의 상단에는 cold cathode 타입의 이온게이지 가 부착되어 고진공 펌프로 충분히 시스템을 배기 하였을 때 압력을 측정하기도 하고 CDG 영점조정할 때 압력을 읽 는데도 사용된다. 장치의 하단에는 고진공 펌프인 turbo- molecular 펌프와 저진공용 로터리 펌프가 있다. 기준챔버 의 연결부분은 진공 배기되는 내부 부피를 줄이기 위해 약 34 mm conflat 형 배관 재료들을 사용하였다. 차압진공계 의 후단부터 고진공 챔버까지의 연결부분은 감도를 높이기 위해서 벨로우즈가 있는 약 70 mm 플렌지의 실린더와 연결 된 부분에 약 1.6 mm swagelok 배관을 사용하였다.
2. 계측기 인터페이스
세 개의 용량형진공계(CDG)와 온도계의 지시값, 마이크 로미터 동작 제어기의 속도 및 방향제어, 그리고 챔버의 진 공도를 자동으로 읽거나 제어하기 위해서 각 기기와 컴퓨터 의 신호전달 프로그램을 개발하였다. 측정기와 컴퓨터간의 인터페이스는 IEEE-488 bus와 LabVIEW 소프트웨어 프로 그램으로 가능하였다. 세 개의 용량형진공계는 MKS 670 signal conditioner와 274 3-channel selector를 이용하여 압력을 읽었으며, 마이크로미터 동작 제어기로는 Newport Universal Motion Controller/Driver Model ESP 300을 사 용하여 두 개의 축, 즉 큰 피스톤과 작은 피스톤을 제어하였 다. 작은 피스톤의 운동속도는 0.500 mm/s이었고 큰 피스 톤은 0.2500 mm/s로 고정하였다. 고진공 챔버의 진공도 측 정에는 Granville-Phillips 370 Stabil-ion 게이지와 ULVAC사의 AxTRAN 게이지가 사용하되었다. 실험실의 내 부 온도 측정에는 HP 34970 데이터 수집장치의 열전대가 사용되었다. 측정 프로그램은 National Instrument사의 LabVIEW 6.1 버전이었다.
IV. 결과 및 고찰
지름 30 mm인 큰 피스톤과 장치의 윗 챔버를 이용해서
오일유량계에서 발생된 유량(throughput, Q)의 직선성을 측정하기 위해서 밸브 V4와 V11을 열어놓고 압력의 흔들림 이 없을 때 차압용 CDG와 이온게이지인 GP1, ULVAC의 도달진공도(base pressure)를 기록하였다. 그 다음에 밸브 V4를 닫으면 차압용 CDG의 압력이 증가하다가 다시 감소 하기 시작한다. 이때 유량계의 내부압력 peq을 일정하게 유 지하기 위해서 큰 피스톤을 아래 방향으로 전진시킨다. 이 때 피스톤이 움직이는 동안의 시간을 측정하며, peq의 변화 는 곡선의 형태를 취하게 된다. 앞서 측정한 순서대로 피스 톤이 움직인 거리와 시간, 그리고 GP1, ULVAC의 압력값 과 온도를 기록하면 식 (1)을 이용해서 발생된 유량 Q를 계 산할 수 있다. 이 실험은 유량계의 기준챔버 압력을 증가시 키면서 3회 반복하였다. Fig. 5는 큰 피스톤을 이용해서 측
정한 유량과 게이지 압력의 3회 평균값을 그린 그래프이 다. 유량계에서 발생된 유량의 폭은 좁았지만 실험 구간에 서는 유량의 직선성이 있음을 알 수 있었다.
두 번째로는 지름이 10 mm인 작은 피스톤과 장치의 윗 챔버를 이용해서 위와 같은 실험방법으로 유량 Q를 측정하 였다. 먼저 압력을 제어하기 위해서 밸브 V5를 통하여 기 체압력을 줄임으로써 유량 Q를 감소시킨다. 그 다음 밸브 V4와 V11을 열어놓고 압력의 흔들림이 없을 때 차압용 CDG와 GP1, ULVAC의 도달진공도를 기록한다. 기준챔버 의 압력을 증가시켜가면서 3번 반복 측정하였다. Fig. 6은 3회 반복 측정한 유량과 각 게이지 압력의 3회 측정값을 그 린 그래프이다. 이 실험에서는 유량에 따라 일부구간에서 직선성이 벗어나는 경향을 보였다. 그러나 두 개의 게이지 의 경향이 거의 같은 것으로 보아서 유량계 자체의 오차 즉 비직선성 특성인 것으로 판단된다.
V. 결 론
지름이 다른 두 개의 피스톤을 이용해서 오일유량계에서 발생한 유량(throughput, Q)와 진공챔버에 부착된 이온게 이지의 압력을 측정하여 개발 중인 유량계의 성능을 예비 평가하였다. 이 결과 지름이 30 mm인 피스톤의 경우 유량 조절이 비교적 쉬웠으나 지름이 10 mm인 피스톤은 감도 (sensitivity)가 낮아서 유량조절이 어려웠다. 큰 피스톤의 유량 발생은 1×10-1 Pa L/s~1.2 Pa L/s이었고 작은 피스 톤의 유량발생 범위는 5.3×10-1 Pa L/s~1.05 Pa L/s이 었으며 이 구간에서의 반복성과 직선성은 비교적 좋았다.
그러나 일부구간에서 보인 비직선성의 원인을 찾아서 유량 특성을 높여야 할 것으로 판단된다.
장치의 완전한 자동화를 위한 하드웨어와 소프트웨어 를 개발 중에 있으며, 오일유량계는 궁극적으로 국가 리크
표준기로 개발되어 표준리크(standard leak)를 교정하는 데 활용될 계획이다.
참고문헌
[1] S. S. Hong, Y. H. Shin, and K. H. Chung, Handbook of Vacuum Measurements (Chungmoongak, 2010), p. 151.
[2] C. D. Ehrlich and S. A. Tison, NIST Leak Calibration Service, NIST Special Publication 250-38, 3 (1992).
[3] AVS 2.1, Calibration of Leak Detectors of the Mass Spectrometer Type 568 (1973).
[4] W. Jitschin, G. Grosse, and D. Wandrey, Vacuum 38, 883 (1988).
[5] Y. H. Shin, S. S. Hong, I. T. Lim, and K. H. Chung, Key Engineering Materials 270-273, 1674 (2004).
[6] S. H. Bae, S. Y. In, K. H. Chung, Y. B. Lee, and Y. H. Shin, Korea Economy Newspaper, Vacuum Engineering 540 (2000).
[7] K. H. Chung, S. S. Hong, Y. H. Shin, J. Y. Lim, S. K. Lee, and S. Y. Woo, Metrologia 36, 675 (1999).
[8] K. H. Chung and S. S. Hong, Establishment of ultrahigh vacuum calibration system down to Pa range in Korea (XIII IMEKO World Congress, Torino, Italy, 1994) p. 1951.
[9] S. S. Hong, I. T. Lim, Y. H. Shin, and K. H. Chung, J. Korean Vac. Soc. 12, 7 (2003).
[10] S. S. Hong, I. T. Lim, and Y. H. Shin, J. Korean Vac. Soc. 15, 347 (2006).
Development of Oil Flowmeter and Preliminary Evaluation for Establishing National Leak Standard
S. S. Hong, H. W. Song, I. M. Choi, and Y. K. Park
Center for Mass Relative Quantities, Korea Research Institute of Standards and Science, Daejeon 305-600 (Received September 25, 2012, Revised November 2, 2012, Accepted November 8, 2012)
We preliminarily evaluated the performance of a flowmeter by the measurement of the pressure of a ionization gauge and the produced throughput (Q) using a vacuum system and pistons with the radius of 10 mm and 20 mm. The throughput range with the later piston was from 1×10-1 PaㆍL/s to 1.2 PaㆍL/s and that with the former piston was from 5.3×10-1 PaㆍL/s to 1.05 PaㆍL/s. In these ranges, both pistons showed good repeatability and linearity. The developed oil flowmeter as the leak standard will be used in the calibration of standard leak.
Keywords : Oil flowmeter, Vacuum, Standard leak, Throughput
* [E-mail] [email protected]