우주용 대구경 광학계 개발 특집 1 ■ 국방광기술
* 한국표준과학연구원 산업측정표준본부
1. 서론
한국표준과학연구원 (이하 표준연) 산업측정표준 본부 의 우주광학센터는 2005년 공공기술연구회 (현재는 기 초기술연구회)의 협동연구사업 일환으로 항공우주연구 원과 전문연구단을 구성하면서 우주/항공분야로 특화하 여 현재까지 관련 연구를 수행하고 있다. 그림 1은 표준 연이 개발하였거나 개발 예정인 중대형 광학계를 나타낸 다. 그동안 지상용으로 여러 대의 직경 600 mm 시민천 문대용 비구면 반사경, 직경 700 mm 고출력레이저 시 준장치용 반사경, 직경 900 mm 진공용 시준장치 등의 국산화에 성공하였고 최근 천문연에서 개발에 성공한 인 공위성 추적시스템인 SLR(Satellite Laser Ranging) 시 스템에 사용되는 직경 600 mm 비구면 반사경도 제공한
바 있다[1]. 또한 우주용 적외선 광학계와 항공기 용 직경 300 mm 카메라도 성공적으로 개발하 였다. 이와 함께 직경 800 mm 우주용 반사경 및 직경 1 m 우주용 반사경도 개발하는 등 고해 상도 위성카메라의 국산화율을 높이고 있는 개 발과제도 함께 진행하고 있다.
그림 1에서 보듯이 2000년대 초반에는 수요 가 직경 1 m 이하의 광학계에 대해 주로 발생 하였으나 최근에는 직경 1 m 이상 1.5 m까지의 광학계로 그 수요가 늘고 있음을 알 수 있다. 직
경 1 m 이하 광학계에는 주로 평행광선을 만들어 지상시 험을 가능하게 하는 시준장치나 지상용 천체망원경, 우 주용 망원경 등이 있다. 그리고 직경 1 m 이상에는 위성 감시나 천체관측을 목적으로 지상용 천체망원경 등에서 수요가 발생한다. 특히 직경 1.5 m 이상의 반사경을 사 용하는 위성감시망원경이나 국제적으로 진행되고 있는 거대 망원경인 GMT (Giant Magellan Telescope)[2,3] 사 업에서 직경 1.06 m의 7개 비구면 거울로 구성된 부경을 한국이 개발하고자 이미 표준과학연구원에 직경 2 m까 지 가공할 수 있는 시설을 구축하고 이러한 수요에 대비 하고 있다.
이러한 중대형 광학계는 대부분 군사용으로 사용될 수 있다는 문제점 때문에 외국으로부터의 기술이전이나 관 련 부품 수입이 매우 제한된다. 특히 높은 해상도를 요구
특집 1 ■ 국방광기술
우주용 대구경 광학계 개발
이윤우, 양호순*
그림 1. 표준연의 중대형 광학계 개발 현황
험 등 다양한 기술이 필요하므로 많은 전문 인력과 특수 시설이 확보되어야 가능하다.[4-13]
본 원고에서는 우주용 또는 군사용 중대형 광학계의 국산화 연구와 관련하여 표준연이 수행해온 직경 800 mm의 우주용 반사경 및 광학계 개발과 현재 진행 중 인 직경 1 m의 우주용 반사경 개발 현황을 중점적으로 소개하고자 한다.
2. 직경 800 mm의 우주용 비구면 반사경 개발
직경 800 mm 비구면 반사경은 2012년 5월에 발사된 항공우주연구원의 다목적위성 3호에 들어간 카메라의 주경과 같은 규격이다. 지난 2005년부터 2011년까지 6 년에 걸쳐 항공우주연구원과 협동하여 개발하였다. 광기 계 설계에서부터 경량화, 에칭, 비구면 연삭 및 연마, 우 주용 코팅 및 시험, 광기계 조립, 우주환경 시험까지 모 든 과정을 선진국 수준으로 수행하였다. 그림 2는 이러 한 기술개발 과정을 나타내었다.
경량화는 반사경의 무게를 줄이는 작업으로 우주용 광 학계 또는 빠른 구동을 원하는 지상망원경의 경우 반드 시 필요하다. 경량화를 하면 반사경의 강성이 많이 약해 지므로 이를 보완하기 위하여 특수한 구조물을 설계한 다. 특히 우주용 반사경의 경우 발사 진동뿐만 아니라 우
주에서의 온도변화를 견뎌야 하기 때문에 플렉스 (flexure)와 베젤(bezel)이라고 하는 기계구조물을 이용 하여 반사경을 고정시킨다. 일반적으로 베젤은 CFRP (Carbon Fiber Reinforced Plastic)로 만들어져서 가벼 우면서도 강성이 매우 높다. 플렉스는 발사체의 진동을 흡수하면서도 베젤의 변형이 반사경으로 전달되지 않고 흡수되도록 유연한 구조이다. 이러한 조건들을 만족하면 서도 전체적으로 고유진동수는 120 Hz 이상이 되도록 설계하였다.
이렇게 광기계 설계가 완료되면 제작에 들어간다. 반 사경 경량화는 CNC(Computer Numeric Control) 기계 를 이용하여 주어진 정보에 따라 자동으로 진행한다. 이 때 일반적인 기계 가공과 달리 공구 끝에 다이아몬드 입 자를 입힌 특수한 공구를 사용하여 절삭작업을 매우 천 천히 진행한다. 반사경 경량화 작업이 끝난 후에는 절삭 작업에서 발생하는 표면의 미세한 금들을 제거하기 위해 화학약품을 이용하여 식각한다. 그림 3은 식각 전과 후 의 표면 거칠기를 현미경을 이용하여 찍은 것이다. 거칠 었던 표면이 식각작업으로 많이 매끈해지면서 더 단단해 지는 것을 볼 수 있다.
식각까지 완료된 후 본격적으로 연삭 및 연마 작업을 수행한다. 특히 형상오차 10 nm rms 까지 연마하기 위 해서는 정밀한 측정이 필수적이다. 비구면을 정밀하게
측정하기 위해서는 레이저 간섭계 와 별도의 널 렌즈(null lens)가 필 요하다. 과거에는 구면렌즈 2장 또 는 3장으로 구성된 널 렌즈를 이용 하여 비구면을 측정하였으나 근래 에는 CGH(Computer Generated Hologram) 렌즈가 이를 대체하고 있다. 한 개의 CGH 렌즈에 대상물 의 형상을 측정할 수 있는 패턴뿐만 아니라 CGH 렌즈와 간섭계, 또 CGH 렌즈와 대상물을 정렬하는데
그림 2. 직경 800 mm의 우주용 비구면 반사경 개발 과정
우주용 대구경 광학계 개발 특집 1 ■ 국방광기술
사용할 수 있는 패턴도 같이 새길 수 있기 때문에 레이저 간섭계로 매우 정밀한 측정이 가능하다. 그림 4는 이러 한 목적을 가지고 설계된 CGH 렌즈이다. 가운데 부분이 비구면 측정용 CGH이고 가장자리 패턴들이 정렬을 위 한 것이다. 그림 5는 CGH 렌즈를 제작하기 위한 표준연 의 laser writer이다. 최대 가공직경은 300 mm이며 최 소선폭은 400 nm 이다.
우주용 반사경의 형상을 측정할 때 가장 주의할 점이 지구 중력에 의한 변형이다. 반사경 무게로 인하여 지지 구조물에 변형이 생기고 이에 대한 반발력으로 반사경이 변형하게 되므로 반사경 자체의 형상오차와 지지구조물 에 의한 형상오차가 섞이게 되어 가공이 쉽지 않고 우주 에서의 실제 성능예측도 어려워지기 때문이다. 지구 중 력 효과를 줄이기 위해서는 반사경을 여러 각도로 돌려 가면서 측정하여 그 결과를 비교하는 방법을 사용한다
[14]. 즉 중력 효과는 항상 일정한 방향으로 생기지만 반사 경 자체의 형상오차는 돌리는 각도에 따라 변하므로 이 러한 성질을 이용하면 중력효과와 형상오차를 구분할 수 있다.
또한 지지구조물의 조립과정에서 반사경의 형상에 많 은 영향을 끼친다. 서로 다른 재질로 만들어진 지지구조 물과 반사경은 설계 및 제작 전후에 미세한 차이가 존재 할 수밖에 없기 때문에 지지구조물이 가해주는 힘이 설 계 값과 다르게 되어 반사경에 추가 변형을 주게 된다.
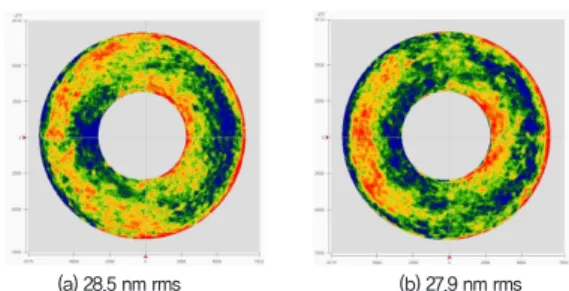
이러한 영향을 최소화하기 위해서는 지지구조물을 상대 위치에 변화를 주면서 최적의 조립 조건을 찾고 미세한 차이를 수정연마 하여야 한다. 이러한 작업을 하기 위해 서는 조립용 지지구조물을 만들어 최적의 상대 위치를 파악한 후 이 위치를 보정한 최종 지지구조물 설계를 다 시 진행하고 이를 바탕으로 만든 지지구조물과 반사경을 조립하여야 한다. 그림 6은 이렇게 해서 만들어진 반사 경의 최종 파면오차이다. 180도 간격으로 회전시키면서 측정한 파면오차는 0.6 nm rms의 차이밖에 보이지 않 는다. 즉, 지지구조물이 반사경과 잘 조립이 되어 중력효 과를 효과적으로 제거해주는 것을 알 수 있다.
반사경의 반사율을 높이기 위한 박막증착은 지지구조 물의 최종 조립 전에 진행되어야 한다. 반사 박막은 사용 하는 파장과 반사율에 따라 달라지는데 적외선의 경우 금이 많이 사용되고 가시광의 경우 은이 주로 사용된다.
은 박막은 산화력이 매우 커서 보호막을 충분히 입혀주 어야 산화로 인한 반사율 저하를 막을 수 있다. 또한 반 사경이 지상에서 보관되는 시간이 많게는 2~3년 이상이 므로 이 기간 중 산화에 의해 반사율 저하를 시험하기 위 하여 막강도 시험을 수행하여야 한다. 막강도 시험에는 온습도 시험, 테이프 시험, 문지름 시험 등이 있다. 그리 고 우주에서의 방사선 조사에 따른 파장 이동 현상을 살 펴보기 위해 지상에서 방사선 시험도 병행한다. 이러한 박막시험은 주로 시편으로 한다.
반사경과 지지구조물은 특수한 접착제로 결합한다. 접 착제는 주로 에폭시 계열을 사용하는데 사용자의 능숙도 와 접촉면의 상태에 따라 접착력에 많은 차이를 보이므 로 실제 사용 전에 많은 연습과 조건 변화를 통해 최적의 상태를 찾아야 한다. 이러한 시험 역시 시편단위로 이루 어지며 최종 확립된 절차에 따라 접착한다.
코팅된 반사경과 지지구조물을 최종 조립한 후에는 본
그림 5. CGH null 렌즈 제작을 위한 표준연의 laser writer 그림 4. 비구면 평가를 위한 CGH 렌즈 설계
(a) 28.5 nm rms (b) 27.9 nm rms 그림 6. 반사경을 180도 간격으로 회전시키면서 측정한 파면수차 결과 :
(a) 0도, (B) 180도
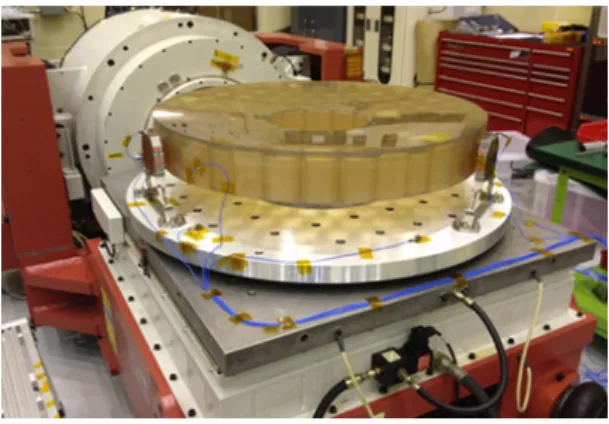
그림 7. 반사경의 진동시험
격적인 환경시험에 들어간다. 환경시험은 크게 진동시 험, 열주기 시험, 열진공시험으로 나누어질 수 있다. 진 동시험은 발사충격을 견디는지 여부를 체크하고 열주기 시험은 우주환경에서 광학계가 최악의 온도변화에 대해 생존할 수 있는지를 알아보는 시험이다. 열진공시험은 실제 광학계가 가동하는 온도에서 광학계의 성능이 제대 로 나오는지 확인하는 시험이다. 그림 6은 완성된 직경 800 mm 반사경 구조체의 진동시험을 찍은 것이다. 진 동시험 전후에 공진주파수 변화 여부와 반사경의 형상오 차 변화 여부를 평가하여 통과 여부를 결정한다.
3. 직경 800 mm의 우주용 광학계 개발
다목적위성 3호는 직경 800 mm 주경을 사용하는 해 상도 0.7 m인 카메라를 사용하고 있다. 다목적위성 3A 호는 이 카메라에 적외선 채널을 덧붙여 한 대의 카메라 로 기존의 가시광선에 추가로 적외선도 사용할 수 있는 카메라를 사용할 예정이다. 이러한 목적의 적외선 채널 을 개발하기 위해서 기존의 직경 800 mm 우주용 카메 라와 같은 구조와 광학적 특성을 가진 지상 시험용 망원 경을 개발하였다. 이 망원경을 사용하면 FM급으로 제작 된 우주용 카메라를 사용하지 않고도 적외선 채널을 독 립적으로 시험 할 수 있다.
그림 8은 이러한 목적을 가진 직경 800 mm 광학계를 조립 및 정렬하는 장면이다. 광학계의 광기계 구조들은
㈜쎄트렉아이에서 설계 및 제작하였고 반사경 가공 및 정렬은 표준연이 담당하였다. 광학계의 앞부분에는 직경 1 m의 기준평면이 놓여있고 광학계의 초점부분에 간섭 계를 위치하여 여러 시야각에서 파면수차를 측정하면서 요구하는 성능을 만족하도록 보상자들을 조절하였다. 조 립 및 정렬 결과 모든 시야각에서 λ/50 rms (λ = 3.39 µ m)이하의 성능을 보여 적외선 채널을 평가하는데 이상 적인 망원경이 될 수 있음을 확인하였다.
이와 아울러 직경 800 mm의 적외선 광학계를 평가하 기 위해서는 이보다 더 큰 구경의 성능평가장치가 필요 하다. 이를 위하여 직경 1 m 비축포물면 거울로 구성된 적외선 광학계 성능평가장치를 개발하였다. 그림 9는 성 능평가장치의 구조도이다. 흑체와 표적을 거친 적외선은 비축포물면에서 평행광으로 만들어진 후 다시 800 mm 광학계와 적외선 채널을 거쳐 검출기에 상이 맺혀지게 된다. 이 성능평가장치의 핵심은 직경 1 m의 초정밀 비 축포물면 거울이다.
그림 10은 이 비축포물면 거울의 제작과 최종 파면수 차를 보여준다. 비축포물면의 형상오차 측정은 미리 만 들어진 기준 평면거울을 사용하였다. 간섭계에서 나간
(a) (b)
그림 8. (a) 직경 800 mm 우주용 비구면 거울 조립체, (b) 우주용 광학계의 조립 및 정렬
그림 9. 직경 1 m 비축포물면을 사용하는 적외선 광학계 성능평가장치
우주용 대구경 광학계 개발 특집 1 ■ 국방광기술
구면파가 비축포물면을 맞고 평행광이 되면 이 빛을 기 준 평면거울이 다시 간섭계로 되반사 시켜준다. 이러한 방법으로 평가하고 가공한 결과 비축포물면이 약 27 nm rms의 성능을 보여 적외선뿐만 아니라 가시광 광학계에 대한 성능평가도 가능하다.
4. 직경 1 m의 우주용 비구면 반사경 개발
위에서 언급한 직경 800 mm 광학계는 다목적위성 3호 급 이었고 향후 발사될 위성들에는 이보다 더 높은 해상도 를 가지는 카메라가 실릴 예정이다. 이에 따라 이러한 카메 라와 관련한 핵심부품을 미리 개발하여야 국산화율을 높일 수 있다. 특히 직경 1 m 주반사경의 개발은 직경 800 mm 보다 면적으로 약 50 % 가량 더 클 뿐만 아니라 실제 사용 이 가능하도록 QM(Qualification Model) 또는 FM(Flight Model)급으로 개발하여야 하므로 요구하는 성능이 800 mm 반사경보다 더 엄격하다.
그림 11은 직경이 1 m인 우주용 반사경의 요구조건을 요 약한 것이다. 이 가운데 면적밀도 60 kg/m2 는 달성하기 어려운 세계 최고수준의 무게와 관련한 요구사항이다. 이 면적밀도를 이용하여 직경 1 m 반사경의 무게를 계산하면 불과 47 kg에 불과하다. 이것은 반사경을 80 % 이상 경량 화해야 달성 가능한 무게이다. 이러한 수준의 경량화를 할 경우 반사경의 강성이 매우 떨어지기 때문에 파면수차 요 구사항인 30 nm rms를 맞추는 것 역시 어려워지므로 광기 계 구조해석에 많은 노력을 기울여야 한다. 이러한 요구조 건을 만족하기 위한 광기계 설계 결과 최종 무게는 46 kg 이고 플렉스를 포함하였을 경우 52 kg정도가 되어 요구조 건을 만족하는 결과를 얻을 수 있었다. 하지만 설계 결과
포켓사이의 벽 두께가 2 mm에 불과하고 앞면의 두께가 4 mm 정도 밖에 되지 않아 실제 경량 화 가공 및 비구면 형상가공에 많은 어려움이 예상된다.
그림 12는 중력에 의한 광학 면의 변형을 계산한 결과이다.
piston, tilt, focus를 제거하였 을 때 형상오차가 약 8.7 nm rms 정도이므로 요구조건을 만족한다. 그림 13은 온도 10 ℃ 변화에 대한 광학면의 형상오차를 계산한 결과이다. piston, tilt, focus를 제거 하였을 때 형상오차가 약 0.4 nm로 매우 작은 값을 보여 요구조건을 만족함을 알 수 있다. 이러한 성능에 관한 해 석뿐만 아니라 실제 조립상황에서 발생할 수 있는 오차 에 대한 해석도 필요하다. 그림 14는 한쪽 flexure가 조 립되는 베젤의 높이가 다른 곳보다 약 30 um 높은 상태 에서 조립을 하였을 경우 반사경에 발생하는 형상오차를 계산한 결과로 rms 값으로 약 1.8 nm 정도의 변형을 발 생시키므로 전체 성능에 별로 영향을 미치지 않음을 알 수 있다. 이와 비슷하게 하나의 플렉스에서 구멍 한쪽의 베젤 높이가 다른 부위보다 10 um 높은 상태에서 조립 하는 경우에 대한 해석 결과가 그림 15이다. 약 2.4 nm rms 의 형상오차를 보여서 역시 요구조건을 만족한다.
현재 광기계 해석은 모두 끝나고 이 결과를 바탕으로 반사경 경량화 작업이 진행중이다. 경량화 작업이 완료
그림 10. 직경 1 m 비축포물면 제작과 최종 형상오차
그림 11. 직경 1 m 비구면 반사경 조립체의 규격
마운트는 챔버 내에 위치하고 간섭계는 챔버 밖에 설치 된다. 간섭계에서 나오는 빛은 챔버의 창문을 거쳐 안으 로 들어가게 된다. 또한 반사경의 온도는 반사경을 둘러 싼 local shroud를 이용하여 조절하게 된다.
이러한 시스템은 항공우주연구원에 이미 설치되어 있 지만 망원경 전체를 시험할 수 있는 시설로 반사경만 측 정하기에는 매우 큰 장치이고 또 열진공 시험 특성상 시 험 중에 여러 가지 문제점들을 드러내는 경우 그 해결이 쉽지 않아 시험 시간이 매우 길어져 다른 중요한 과제의 열진공 시험 스케쥴에 문제가 발생할 가능성이 매우 높 다. 이러한 어려움을 극복하고 보다 원활하게 반사경을 제작하고 그 성능을 평가하기 위하여 표준과학연구원에 서는 직경 1 m까지의 반사경까지 평가할 수 있는 열진공 챔버를 2013년 7월까지 개발할 예정이다.
5. 결론
지금까지 표준과학연구원의 직경 800 mm와 직경 1 m 우주용 비구면 반사경 개발 및 직경 800 mm 광학계 개 발에 관하여 자세히 설명하였다. 우주용 또는 군사용으 로 사용될 수 있는 고해상도 비구면 반사경과 광학계를 개발하기 위해서는 광학 및 광기계 설계, 비구면 연마, 광기계 조립, 우주환경시험 등 다양한 기술이 필요하다.
따라서 이러한 초정밀 광기술 개발은 단시간 내에 성과
그림 12. 직경 1 m 반사경의 중력효과. 형상오차는 8.6 nm rms임.
그림 13. 온도 10 ℃ 변화에 따른 직경 1 m 반사경의 형상오차 (0.4 nm rms)
그림 15. 하나의 플렉스에서 한쪽 구멍에 해당하는 베젤의 높이가 다른 부분에 비해 10 um 이상 높은 상태로 조립되었을 경우의 형상오차 (2.4 nm rms)
그림 16. 열진공챔버를 이용한 반사경의 우주환경시험 그림 14. 하나의 플렉스의 베젤 높이가 다른 부분에 비해 30 um 높은 상태에서
조립되었을 경우의 형상오차 (1.8 nm rms)
우주용 대구경 광학계 개발 특집 1 ■ 국방광기술
를 내기 쉽지 않고 관련된 여러 기관들과 전문가들이 힘 을 모아야 가능하다.
최근에 다목적위성 7호용 카메라의 국산화율을 높이기 위해 표준과학연구원, 항공우주연구원, 생산기술연구원이 힘을 모아 융합과제로 진행하고 있는 차세대 우주용 광학 계 핵심부품 개발연구는 그 좋은 예이다. 이 과제에서는 2015년까지 표준과학연구원은 광학부품을, 항공우주연구 원은 광기계 부품과 조립을, 그리고 생산기술연구원은 식 각공정을 담당하여 해상도 0.5 m급 우주용 광학계의 핵심 부품들을 개발할 예정이다. 이러한 개발은 이미 개발된 기 술과 함께 우주용 광학계뿐만 아니라 항공용, 군사용 광학 계 제작에도 적용 가능하므로 향후 우리나라의 중대형 망 원경 수요 충족에 매우 중요한 역할을 할 것이다.
참고문헌
[1] http://www.ytn.co.kr/_ln/0115_201210101547585307 [2] http://www.eso.org/projects/vlt/
[3] http://www.gmto.org/
[4] Y. S. Kim, B. Y. Kim, and Y. W. Lee, “Design of null lenses for testing of elliptical surfaces”, Applied Optics, 40(19), 3215-3219 (2001).
[5] Y. S. Kim, B. Y. Kim, and Y. W. Lee, “Comparative study of null lenses for hyperbolic surface test”, Optical Review, 9(3), 122-125 (2002).
[6] T. H. Kim, J. H. Burge, Y. W. Lee, S. S. Kim, “Null test for highly parabolic mirror”, Applied Optics, 43(18), 3614-3618 (2004).
[7] H. S. Yang, Y. W. Lee, J. B. Song, I. W. Lee, “Null Hartmann test for the fabrication of large aspheric surfaces”, Optics Express, 13(6), 1839-1847 (2005).
[8] H. G. Rhee, J. B. Song, D. I. Kim, Y. W. Lee, “Diffractive optics fabrication system for large optical surface testing”, J. Kor. Phy. Soc., 50(4), 1032-1036 (2007).
[9] D. I. Kim, H.G. Rhee, J.B. Song, Y. W. Lee, “Laser output stabilization for direct laser writing system by using an acousto-optic modulator”, Review of Scientific. Instrument, 78(10), 103110-1 - 103110-45059-5068 (2007).
[10] H. S. Yang, Y. W. Lee, J. B. Song, I. W. Lee, “Testing of steep aspheric surface with a Hartmann sensor using a CGH”, Optics Express, 14(8), 3247-3254 (2006).
[11] Tom L Williams, “The Optical Transfer Function of Imaging Systems”, Institute of Physics Publishing (London, 1999) [12] Glenn D. Boreman, “MTF in Optical and Electro-Optical
Systems”, SPIE, Tutorial Texts in optical engineering, Vol.
TT52, 2001.
[13] 이윤우, “광학시험 및 평가기술 II”, KRISS/MO—2005-080 (2005).
[14] E.E.Bloemhof, J.C.Lam, V.A.Feria, and Z.Chang,
“Extracting the zero-gravity surface figure of a mirror through multiple clockings in a flightlike hexapod mount,”
Appl. Optics, 48(21), 4239-4245 (2009).
이윤우
양호순
약 력•2011년 12월 - 현재
한국표준과학연구원 산업측정표준본부장
•1985년 3월 - 2011년 11월
한국표준과학연구원 책임연구원, 영상그룹장, 광도 영상그룹장, 나노광계측그룹장, 우주광학연구단장, 우주광학센터장
•1994년 2월
KAIST 물리학과 이학박사
•1985년 2월 KAIST 물리학과 이학석사
•1983년 2월
부산대학교 물리학과 이학사
•2011년 12월 - 현재
한국표준과학연구원 산업측정표준본부 우주광학센터장
•2003년 10월 - 현재 한국표준과학연구원 책임연구원
•1999년 12월
University College London 천체물리학 박사
•1996년 2월 KAIST 물리학과 이학석사
•1990년 2월
연세대학교 물리학과 이학사