서론
현대사회에서 자동차는 시공간적으로 없어서는 안 될 필수요소이다. 이러한 자동차를 구성하는 대부분 의 재료가 금속소재이다. 하지만 이러한 금속재료는 열역학적으로 부식(corrosion)을 일으킬 수 밖에 없다.
우리는 이러한 부식현상을 저지시키기 위해 금속재료 위에 도막을 형성하는 방식으로 부식에 대한 저항성 을 높혀왔다. 따라서 자동차 기술의 진보와 함께, 도료 기술 또한 함께 발전하였다 하더라도 망언은 아닐 것 이다. 그리고 자동차 구매자의 필요에 따른 일차원적 가치뿐만 아니라, 미적 가치 또한 구매자의 기호에 따 라 크게 작용한다. 옛말에“보기 좋은 떡이 먹기에도 좋다”라는 말이 있듯이, 구매자가 수려하고 보기 좋은 외관을 가진 제품을 선호하는 것은 당연하다. 이러한 관점에서 도료는 아주 핵심적인 역할을 수행한다. 본 고에서는 최근 화제로 떠오르는 자동차용 선도장 칼 라강판의 생산을 위해 개발되어야 하는 기술적 해결 과제에 대하여 언급하고자 한다.
본론
1) 도료와 자동차 도장
일반적으로 도료(塗料)라 함은 유동상으로 물체 표 면에 도포되어 물리 및 화학적 변화를 거치면서 고상 의 엷은 피막을 형성시키고, 그 물체를 보호함과 동시 에 미관을 부여하는 제품으로 정의할 수 있다. 도료를 물체의 표면에 칠하는 것을 도장(倒葬)이라 하고, 도 장된 도료가 고화되는 것을 건조(乾燥)라 하며 건조 된 연속 피막을 도막이라고 한다.
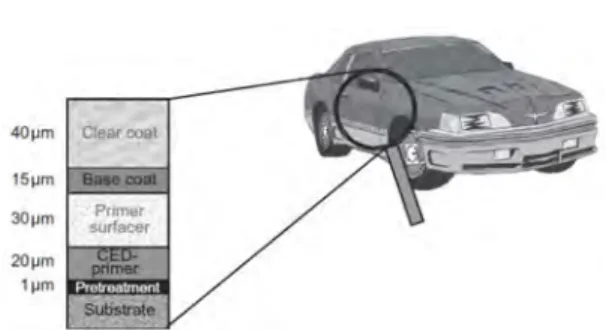
이러한 도료가 자동차에 처음 사용된 것은 20 세기
초 자연건조형 바니쉬(air-dry vanish) 형태였다. 하 지만 이것은 많은 도막과 건조 시간에 의해 자동차 도 장 작업에 아주 긴 시간이 요구 되었다. 하지만 1920 년대에 니트로셀룰로즈(nitrocellulose)의 합성과 함께 자동차 도료에 있어서도 획기적인 발전이 시작되었고, 1970년대 후반에 비로소 현재와 같은 형태의 자동차 도막이 구축되었다[그림 1]. 각각의 도막을 기능별로 본다면 전착프라이머(electrodeposit primer)는 내부 식성(corrosion resistance)과 내칩핑성(chip resistance),
자동차용 선도장 칼라강판 생산을 위한 해결 과제들
김정택, 박종명
포항공과대학교 철강대학원 표면공학실험실, {jt105, jongPark}@postech.ac.kr
그림 1. Scheme of the multilayer coating of cars.
그림 2. Process steps in automotive paint shops.
중도(primer surface)는 도막 평활성(coating film smoothness), 그리고 상도(top coat)는 외관(appearance) 과 내후성(weather resistance)를 위한 것이다.
현재의 자동차 도장 공정을 살펴보면, 자동차 자체 (body in white)가 도장공정에 도입되어 3C3B(3 coat 3 bake)의 스프레이 방식으로 도장 공정이 진행 된다. [그림 2]에 제시된 것처럼 자동차 도장 공정은 세척, 인산염 천처리(pretreatment), 전착(electrodeposit coating), 상도 베이스코트(base coat)와 클리어코트 (clear coat)의 복잡한 연속공정으로 이루어져 있다.
그리고 여러 단계의 도장 공정은 환경오염뿐만 아니 라 각 단계별 대형 도장 설비와 인력 등이 요구되는 비효율적인 작업으로 인식되고 있다.
이러한 도장 공정상의 문제점을 극복하고 생산효율 을 높이기 위해 자동차 제조업체에서는 여러 단계의 도장 공정을 개선하고자 3C1B(3 coat 1 bake) 및 B1B2(base coat 1 /base coat 2) 등과 같은 단축형 도장 공정 기술이 주로 개발되어 왔다. 하지만 이러한 단축형 도장 공정 기술 또한 경화 공정의 단축으로 인 하여 도막 간의 혼합현상[그림 3]이 발생하거나 외관 물성의 저하 등의 문제점이 지적되고 있다.
2) 자동자용 선도장 칼라강판 제조를 위한 도료 기술 코일코팅(coil coating)은 1936년 Hunter Engineering Co.에서 그 원형을 찾을 수 있으며, 우리나라의 경우 1972년 유니온스틸에서 최초로 시작하였다. 코일코팅 은 금속기재, 일반적으로 아연도금강판에 먼저 도장 한 후 필요에 따라 가공을 하는“선도장-후가공”의 특 성을 지닌 강판 제조 공정을 의미한다. 이러한 의미에 서 선도장 강판(pre-coated metal sheet)으로 불려지 게 되었고, 현재 가전제품 및 건축자제 등에 다양하게 적용되고 있다.
근래에 들어 세계적인 자동차 제조사의 화두로“자 동차 모듈화 공정”은 자동차 주요부품 및 섀시프레임, 기타부품 등을 모두 모듈화 함으로써 생산공정을 매 우 단축시켜 제조원가를 낮추고, 현재의 복잡한 구조 를 갖는 시스템을 단순화함으로써 생산성을 향상시킬 수 있는 새로운 방안이 대두되고 있다. 이러한 흐름에 발맞추어, 최근 선도장 칼라강판 기술을 자동차 제조 에 적용하고자 많은 연구가 시도되고 있다.
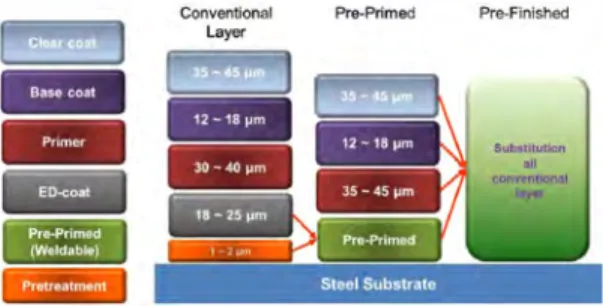
[그림 4]에서 알 수 있듯이, 이와 관련된 기술로써 우선적으로 자동차 도장공정에서 전처리와 전착을 동 시에 생략할 수 있는 프리프라임드(pre-primed) 도 장 시스템에 대한 연구가 일부 선진 도료업체 및 강판 제조사에서 진행된 바 있으며 상용화를 앞두고 있다.
자동차용 선도장 칼라강판(pre-finished metal sheet) 기술은 이보다 더 진보적인 기술로서 현재 자동차 도 장 공정의 모든 공정을 코일 코팅으로 대체한 것이다.
더 나아가 자동차 모듈화 공정을 구축하기 위해 반듯 그림 3. Intermixing problem of compact or consolidated
coating process.
그림 4. Future trends in automotive coatings.
이 필요한 도장 기술이다. 하지만 자동차용 선도장 칼 라강판 기술은 아직 많은 기술적 난관을 가지고 있다 [그림 5].
먼저 절단면부식(cut-edge corrosion) 문제이다. 선 도장 강판 제조 시 일반적으로 사용되는 아연도금강
판의 경우 부식영역 부근에서 일어나는 전기화학반응 은 다음과 같다.
Zn(s) → Zn2+(aq) + 2e- (1) O2(g) + 2H2O(l) + 4e- → 4OH-(aq) (2) 그림 5. State of development of pre-finished car-body sheets.
그림 6. I. Schematic representation of underfilm inhibition of corrosion-driven delamination occurring in the presence of in-coating Bentonite-Ca2+ pigment showing (a) underfilm ion transport in the absence of pigment, (b) cation exchange and (c) cation hydrolysis at elevated pH. II. Plots of delamination distance(Xdel) vs (tdel-ti)1/2at pigment volume fractions of (i) 0, (ii) 0.1, (iii) 0.15, and (iv) 0.2 for 30 µm Bentonite-Ca2+ containing organic coatings on galvanized steel substrates[G.Williams et al., Electrochimica Acta 55 (2010) 1740].
아연의 용해에 의해 전자가 발생하고(1. oxidation), 산소와 전자의 반응(2. reduction)으로 국부적으로 pH가 증가하게 된다. 생성된 OH-는 프라이머 도막 내에 존재하는 부식방지제 및 강판으로부터 용해된 아연과 반응하여 부식생성물을 생성시킴으로써, 절단 면의 부식은 지연될 수 있다. 하지만 노출된 절단면 영역으로부터 아연이 용해됨에 따라 도막의 박리가 발생한다. 최근, cathodic 부식방지제로 작용하는 다 가 금속이온이 이러한 박리현상을 최소화할 수 있는 방안으로 부각되고있다. Ca2+, Sr2+, Ba2+등의 알카리 토금속과 Ce3+, La3+, Y3+등의 희토류 금속을 벤토나 이트, 제올라이트 등의 천연광물에 이온교환한 형태 의 안료가 그 대표적인 예이다[그림 6]. 하지만 이 방 법도 절단면부식에 대한 근본적인 대책일 수는 없다.
따라서 자외선 경화형 도료를 이용하거나 선도장된 칼라강판이 조립된 형태로 전착 공정을 통과하는 방
법으로 절단면에 추가적인 도막을 형성시키는 방법 또한 고려되고 있다.
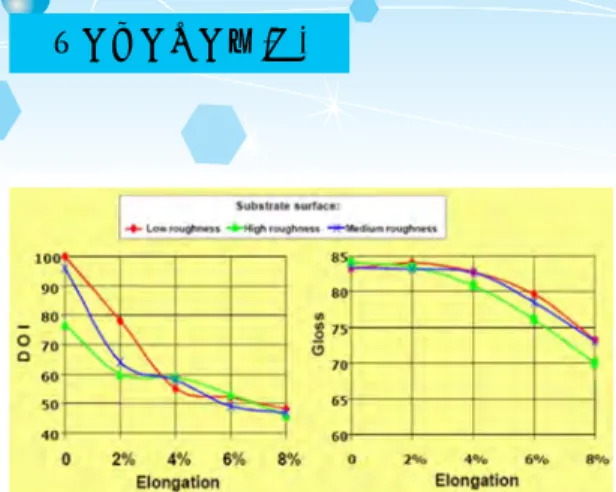
일반적으로 산업용이나 건축용 선도장 강판에는 가 공성을 위하여 유연한 도막을 형성하는 폴리에스터 (polyester)/멜라민(melamine) 기반의 도료를 주로 사용하여왔다. 하지만 자동차용 선도장 칼라강판 기 술에 적용하기 위해서는 가공성도 중요하지만 고강도 도막을 형성하는 것도 중요하다. 그러나 가공성과 강 도는 서로 상반되는 성질로써, 높은 강도의 도막은 내 스크래치성이 우수하지만, 높은 취성에 기인하여 내 칩핑성이 떨어지고 열에 아주 민감하다. 반면 유연성 이 높은 도막은 내칩핑성이 우수하고 열에 덜 민감하 지만 내스크래치성이 떨어진다. 하지만 문제는 이것 만이 아니다. 선도장 칼라강판의 경우 가공으로 인한 그림 7. DOI and gloss reduction due to the forming process. 그림 8. The concept of 2 step baking coating system; network structure of organic coating films after (a) 1st baking and (b) 2ndbaking.
표 1. Gloss changes by 2 step baking coating system and coating properties after 2ndbaking process.
step 1stbaking 10 % elongation 2ndbaking after elongation
Gloss 20° 60° 85° 20° 60° 85° 20° 60° 85°
S 1 86.0 90.6 98.6 79.1 89.5 93.5 82.1 90.1 95.5
S 2 91.4 94.5 98.4 79.7 93.8 93.7 80.1 94.3 95.4
S 3 88.3 92.3 98.4 79.4 91.8 93.1 81.9 92.8 95.5
Adhesion* Pencil hardness DOI CF
S 1 5B H 90.2 62.1
S 2 4B HB 87.9 57.7
S 3 5B HB 88.5 64.0
*Cross-cut + Erichsen cupping(7mm).
서론
통상 도료는 제품 제조단계의 최종공정에서 그 제 품이 필요로 하는 특성에 의하여 결정되는 색상 및 외
관, 내식성, 내충격성, 부착특성 등 소재가 별도로 필 요로 하는 특성들을 제공하기 위하여 도장되는 것이 일반적이다. 그러나 최근에는 그 반대로 처음부터 미
자동차 선도장 강판용 스크래치 특성 및 물성
노승만*,**, 남준현**
*고려대학교 화공생명공학과, [email protected]
**PPG Korea, [email protected]
외관품질의 손상이 발생할 수 있다[그림 7]. 자동차의 외관품질은 일반 가전제품이나 건축자재에 비하여 매 우 양질의 외관품질을 제시해야 한다.
가공성과 경도 및 가공에 의한 외관품질 손상 문제 를 해결하기 위해서는 새로운 패러다임이 요구된다.
그 예로 2단계 경화형 도료 시스템을 들 수 있다. 1차 경화로부터 가공성과 외관품질을 2차 경화로부터 경 도를 확보하고 가공으로 손상된 외관을 회복할 수 있 도록 도료 및 경화 시스템을 최적화하는 것이다[그림 8]. 2단계 경화형 도료 시스템을 도입함으로써 가공 이후에도 광택의 저하폭이 크게 감소하였고, 뿐만 아 니라 2차 경화 후 광택이 95 %까지 회복 가능하다는 것이 확인되었다[표 1]. 이처럼 고분자의 분자구조 및 관능기 최적화와 새로운 도막의 경화 시스템에 의한 망상구조 최적화에 관한 연구는 자동차용 선도장 강 판의 물리적 물성 및 외관품질 문제의 해결을 위한 실 마리를 제공할 수 있을 것으로 판단된다.
더 나아가 접합공정 또한 과제로 남아있다. 현재 도 장 공정 투입 전의 자동차 차체는 용접을 통하여 조립 된다. 하지만 선도장 칼라강판으로 자동차를 제조할 경우 용접은 배제되어야만 한다. 따라서 용접을 대체 할 수 있는 강판접합 및 공정과 접착 기술의 개발 또 한 중요한 문제이다.
자동차용 선도장 칼라강판 기술의 개발은 환경 및
경제적으로 큰 파급효과를 기대할 수 있다. 기존의 습 식 도장 공정이 대체됨에 따라 VOC, 슬러지 및 오폐 수가 배출되지 않는 그린생산 시스템 구축이 가능해 지고, 자동차 모듈화 공정의 도입으로부터 제조원가 의 감소 및 생산성 향상 등 자동차 제조사에서도 상당 한 경쟁력을 가지게 된다.
결론
현재의 자동차 도장 시스템은 복잡한 연속공정으로 환경오염 및 인력집약형으로 아주 비효율적이다. 이 러한 복잡한 도장 공정이 코일코팅으로 대체된다면 경제 및 환경적 측면에서 아주 유익할 것으로 판단된 다. 더불어 자동차 제조사에서도“자동차 모듈화 공 정”을 실현함으로써 제조원가의 절하 및 생산 시스템 단순화에 의한 생산성의 향상 등의 효과를 얻을 수 있 다. 그러나 자동차용 선도장 칼라강판을 제조하기 위 해서는 가장 먼저 새로운 차원의 도료 시스템 개발이 필수적이다. 따라서 고분자의 분자구조 및 관능기 최 적화, 새로운 경화 시스템에 의한 도막의 망상구조 최 적화 및 스마트 코팅 기술의 접목 등 다양한 연구가 시도되어야 할 것이다. 더 나아가 절단면부식 방지와 용접 대체 강판 접합 및 접착 기술 개발 또한 자동차 용 선도장 칼라강판 생산을 위해서는 반드시 해결해 야 할 과제이다.