개요
수소(H2)는 우주에 존재하는 가장 가벼운 기체로 서 에너지로 사용 시 물만을 배출하는 청정 무공해 에 너지인 동시에 최근 이슈가 되고 있는 온실가스인 이 산화탄소를 배출하지 않는 순환형 에너지이다. 그런 데 대부분 물(H2O)과 석탄, 석유 그리고 가스 등 탄 화수소(hydrocarbons)의 구성물질로서 존재하며, 수 소 자체로는 지구상에 거의 존재하지 않는다. 따라서 수소는 탄화수소의 개질 또는 물의 전기분해를 통해 얻어지는 2차 에너지원이라 할 수 있다.
즉 수소는 물의 전기분해, 탄화수소 연료의 개질, 바 이오매스 가스화 그리고 화학공장의 부산물을 통하여 생산될 수 있다. 태양광, 풍력, 수력 등의 재생에너지 원에서 얻어지는 전기를 이용한 물의 전기분해를 통 해 수소를 생산하는 것이 가장 이상적이지만, 현재는 기술 및 경제성 문제 때문에 탄화수소 연료의 수증기 개질을 통하여 수소를 생산하는 것이 일반적이며, 천 연가스 수증기 개질에 의한 수소 생산이 전체 생산량 의 약 50%를 차지한다. 특히, 화학공정 등에 필요한 수소를 제외한 순수 수소 제조 목적의 원료로는 천연 가스 비중이 약 90%에 이를 정도로 천연가스 수증기 개질에 의한 수소생산이 매우 중요하다.
수소는 암모니아 합성, 메탄올 합성, 석유정제, 일반 및 정밀화학, 전자 및 반도체, 금속 환원 가공, 제약 그 리고 우주왕복선의 추진제 등 다양한 산업분야에서 널리 이용되고 있다. 특히 조만간 구체화될 것으로 기
대되는 수소경제 사회의 열쇠인 연료전지 자동차 및 분산형 발전시스템의 수요가 크게 늘 것으로 예상된 다. 따라서, 이를 위한 수소 공급 인프라의 핵심인 중 소형 수소생산시스템 개발이 IEA 실행프로그램(미 국, 일본, 독일을 포함한 OECD 11개국/15개 회사)을 통하여 진행되고 있다. 주요 개발 이슈로는, 대용량 규 모의 수소제조 공정은 이미 기술 개발이 완료되었지 만, 중소형 수소생산기술은 공간제약에 따른 스케일- 다운의 어려움과 시스템 소형화에 의한 열효율 저하 가 유발된다는 것이다. 따라서 운전용이성이 확보된 가스기기 수준의 통합형 수소생산시스템(개질기)을 위한 새로운 열 및 시스템 통합엔지니어링 기술이 필 요한 상황이다. 본 고에서는 일반 개질 시스템의 구성 유닛과 각 유닛별 사용촉매의 특성 그리고 규모별 개 질기의 개발 현황에 대해 살펴보고자 한다.
개질 시스템의 일반적 단위공정 구성
천연가스를 원료로 수소를 제조하는 개질 시스템의 각 유닛을 원료의 흐름에 따라 설명하면 다음과 같다 [그림 1].
보통 우리나라에서 사용하는 천연가스의 경우, 부 취제로 황화합물인 TBM 1.1ppm과 THT 2.7ppm이 함유되어 있다. 황화합물은 개질반응용 촉매를 피독 시키기 때문에 반드시 사전에 제거해야 한다. 그 방법 은 크게 두가지로서 수소화탈황(HDS)과 상온 흡착 탈황이 있다. 전자의 경우, 반응온도 약 350~400℃의
조건에서 촉매로 Co-Mo/γ-Al2O3를 이용하여 황화합 물을 일차적으로 수소화시켜 황화수소(H2S)를 만든 후, 이를 흡착제인 ZnO를 이용하여 제거한다. 대부분 의 석유정제 공정은 주로 HDS 공정을 통하여 황화합 물을 제거한다.
상온 흡착 탈황은 상온에서 황화합물을 흡착하여 제거하는 것이기 때문에 HDS와 달리 수소를 공급하 거나 온도를 약 400℃ 부근으로 올릴 필요도 없어 매 우 간편한 방법이라고 할 수 있다. 더불어 초기 start- up의 신속성에 의하여 최근 연료전지용 수소 제조 유 닛의 전처리 공정으로 많이 사용되고 있다. 실례로 도 쿄가스의 가정용 연료전지 개질 시스템에 제올라이트 계열의 흡착제가 사용되고 있으며, 미국 Fuel Cell Energy에서 판매하고 있는 용융탄산염 연료전지 시 스템에도 상온 탈황용 흡착제가 사용되고 있다. 상온 흡착 탈황제로는 크게 Mn과 같은 광물계, 전이금속 담지 활성탄류, 이온교환 제올라이트 계열이 주로 사 용될 수 있다. BASF 자료에 의하면, 25kW급 연료전 지의 경우, 사용연한 1년 기준으로 미네랄 계열은 60~100L, 활성탄은 250~350L, 제올라이트 계열은 8~25L의 흡착탑이 필요하다. 흡착 성능 측면에서는 제올라이트 계열이 가장 우수하나, 가격적인 면에서 는 제올라이트 계열이 가장 비싸며, 상업적으로 쉽게 구할 수 없다는 단점이 있다. 반면에 광물 계열은 활 성탄보다 흡착 성능이 우수하며 쉽게 구할 수 있는 장 점이 있다.
탈황된 천연가스는 개질기에서 수증기 개질 반응에 의하여 수소와 일산화탄소로 구성된 합성가스로 전환 된다. 이때, 경우에 따라 예비개질기(pre-reformer)가 사용될 수도 있다. 그 예로 우리나라 대산의 현대정유
에 설치되어 있는 Haldor-Topsoe사 개질기는 예비개 질기와 개질기가 직렬로 구성되어 있다. 예비개질기 는 저온 수증기 개질기라 할 수 있으며 탄화수소 중 함유되어 있는 C2+의 탄화수소를 수증기 개질시켜 합 성가스로 만들고 약 5%정도 메탄을 수증기 개질에 의하여 합성가스를 만드는 역할을 한다. 예비개질기 가 설치되어 있을 경우, 원료로 다양한 탄화수소를 사 용할 수 있는 장점을 지닌다. 즉, 천연가스뿐만 아니라 LPG, 납사 등을 사용하였을 경우에도 개질기 본체에 미치는 영향이 크지 않아 개질기 본체를 안정적으로 운전할 수 있는 장점을 가진다. 또한, 예비개질기에서 일정량의 메탄을 전환시킴으로써 개질기 본체의 부하 를 어느 정도 줄여주는 역할을 한다. 예비개질기 내에 서 요구되는 흡열 반응열은 그다지 크지 않기 때문에 단열반응기를 사용하며, 반응물들의 온도는 열교환을 통하여 약 450℃ 정도로 조절한다. 예비개질기에 사용 하는 촉매는 Ni의 함량이 약 50% 정도로 높은 촉매 를 사용한다.
개질기는 대부분의 탄화수소가 수증기와 반응하여 수소가 풍부한 합성가스가 생산되는 수소생산 핵심공 정이다. 이때, 수증기 개질 반응은 강한 흡열반응으로 서 이에 필요한 열을 버너로부터 공급해야 한다. 버너 로부터 열을 공급하는 방법에 대해서는 다음 장에서 자세히 다루었다. 개질기 출구 쪽의 조성은 열역학적 평형에 의해 계산될 수 있으며, 반응 온도와 반응 압 력 그리고 탄소에 대한 수증기의 비가 변수가 된다.
보통, 부반응인 탄소침적을 막기 위하여 Steam/
Carbon 비는 2.5 이상, 높은 전환율을 얻기 위해 800℃
이상의 고온에서 개질기를 운전한다. 수증기 개질 촉 매는 Ni이 주 활성성분으로서 함량은 10~20% 정도
NG H
2rich
gas
그림 1. 천연가스로부터 수소제조를 위한 전체 개질 시스템.
이며, 담체로는 일반적으로 알파-알루미나 또는 스핀 넬 구조의 MgAl2O4를 사용하고 탄소침적을 막기 위 해 소량의 알칼리금속을 조촉매로 사용한다.
개질기를 통과한 합성가스는 수성가스 전이반응 (water gas shift)을 거친다. 본 반응의 주목적은 수 소농도를 보다 높이고 잔존하는 일산화탄소의 농도를 낮추는 데 있다. 반응평형 측면에서 보면 약한 발열반 응으로서 열역학적으로 저온에서 유리하며 압력에는 영향을 받지 않는다. 실제 운전은 반응속도를 고려하 여, 고온전이반응(high temperature shift)과 저온전 이반응(low temperature shift)의 이단으로 운전하는 사례가 대부분이다. HTS 촉매로 Fe3O4/Cr2O3가 쓰 이며, 반응 온도는 370~400℃이다. 이때 열역학적 평 형에 의하여 출구 CO 농도가 10%에서 약 2% 정도 로 낮아진다. LTS 촉매로는 Cu/ZnO/γ-Al2O3가 이 용되며, 반응 온도는 200~250℃이다. LTS 출구 CO 농도는 열역학적 평형에 의하여 0.3% 이하로 낮아진 다.
고순도 수소 제조 또는 고분자연료전지용 수소 제 조를 위해서는 CO를 10 ppm 이하로 제거할 필요가 있다. CO를 제거하는 방법으로 선택적산화(PrOx), 메탄화반응, PSA, 막을 이용하는 방법 등이 있다. 일 반적으로 큰 규모에서는 PSA가 많이 쓰이고 있는 실 정이며, 가정용 개질기와 같은 소규모 장치에서는 PrOx가 많이 이용된다. PrOx 반응은 H2에 대하여 CO를 선택적으로 산화시키는 것이 중요하며 반응 온 도 150~200℃에서 Pt/Al2O3또는 Ru/Al2O3등 CO 선택성이 좋은 귀금속 촉매를 주로 사용한다.
개질기 규모별 기술 현황 1) 1~10 Nm3/h 수소 생산 개질기
주로 가정용 및 상업용 연료전지를 위한 수소 공급 시스템에 필요한 기술이다. 제한된 공간에 설치되어 야 하므로 일체형 통합 엔지니어링 설계 기술이 적용 된다. 단위공정은 탈황, 개질, 수성가스전환, 선택적 산화로 구성된다. 탈황은 상온 흡착 탈황이 사용된다.
개질의 경우 일일 시동 및 정지가 가능해야 하며, 반 응기 입구쪽의 온도가 약 500℃로 낮아 탄소 침적이 발생할 수 있는 문제가 있고, 공간의 제약 상 예비개 질기의 설치가 어렵기 때문에 촉매로 일반적인 니켈 촉매 대신 루테늄 계열의 귀금속 촉매를 사용하기도 한다. 수성가스전환 반응의 경우, 공정 구성의 단순화 를 위해 LTS만을 사용하는 경우도 있지만 저온에 의 한 느린 반응속도에 의하여 전체 반응기 크기가 bulk 해 진다는 단점을 가지고 있다. 오사카가스와 산요전 기에서는 촉매로 Cu/ZnO/γ-Al2O3를 사용하고 있으 나, 일일 시동 및 정지가 반복됨에 따라 촉매가 열화 되어 비활성화된다는 보고가 있다. 도쿄가스 및 후지 전기에서는 안정적 운전을 위해 촉매로 귀금속인 Pt/CeO2를 사용하고 있으나, 최근에는 단가 저감측면 에서 저가의 안정한 촉매 개발이 진행중에 있다. 선택 적 산화에서는 연료전지의 전극을 보호하기 위해 일산 화탄소의 농도를 10ppm 미만으로 낮추는 기능을 하 며, 촉매로는 Pt 및 Ru 촉매가 일반적으로 사용된다.
국외 동향을 살펴보면, 도쿄가스에서 부피 약 20L, 열효율 82%(HHV 기준)의 1kW급 고분자 연료전지 용 개질기를 개발하였고, 후지전기에서 부피 22L, 열 효율 81%의 개질기를 개발하였다. 국내에서는 한국 에너지기술연구원에서 부피 25L, 열효율 78%의 개질 기 기술을 보유하고 있는 실정이다. 또한, GS퓨얼셀, 퓨얼셀파워 등이 가정용 연료전지 모니터링 사업에 참여하여 자체 개질기를 개발 중에 있다. 국내외 기술 개발 현황에 대해서 [표 1]에 정리하였다.
일본의 경우, 가정용 연료전지 발전시스템을 2005 년에 480기, 2006년에 700기, 도합 1,180기를 일본 열 도 전역을 대상으로 대규모 실증 운전 프로젝트를 진 행 중에 있다. 이를 통하여 지적된 주요개선 요인들은 다음과 같다. Cold start up 시간이 1시간 정도로 긴 편이므로 빠른 시동을 위해서는 보조 보일러를 이용 한 stand-by 상태로 유지될 필요가 있다. 일일 시동 정지 운전으로 인해 연료전지와 개질기 성능 저하가 일어나기 때문에 3,000회의 일일시동 정지에 대한 내
구성이 요구된다. 이외에 탈황제 교체와 같이 사후 관 리가 불편하다는 점 등이다.
2) 10~1,000 Nm3/h 수소 생산 개질기
중소형 수소 사용 산업 및 수소 충전소용으로 주로 사용될 수 있으며, 전체 시스템의 모듈화 및 통합설계 를 통한 컴팩트 엔지니어링 설계기술이 중요하다. 단 위공정은 일반적인 개질기 시스템과 유사하게, 탈황, 개질, 수성가스전환, CO 제거 공정으로 구성된다. 경 우에 따라 탈황과 개질 유닛으로만 구성될 수도 있다.
예를 들면, 고온형 연료전지인 MCFC 및 SOFC용 개 질기의 경우 CO가 전극의 원료로 사용될 수 있으며 전극을 피독시키기 않기 때문에 CO의 농도를 줄이는 수성가스전이, CO 제거 공정은 필요하지 않게 된다.
일반적인 단위 공정 구성에 대해서는 앞서 이미 설명 하였다.
수소 스테이션용으로 20~350Nm3/h의 수소 생산 규모가 적당한 것으로 예상되는데, 이 규모는 2020년 연료전지 자동차의 수와 수소 시장의 규모를 고려한 수치이다. 미국 에너지성(DOE) 예상으로는 일일 140 대의 연료전지 승용차를 위한 스테이션의 경우 690kg/day(7,500Nm3/day)의 용량이 필요하다고 하 며 이 경우 개질기 용량은 350Nm3/h이며 스테이션 저장 용량은 2,000Nm3이 필요하다. 이외에 700Nm3/h 규모의 개질기에 대한 논의도 있었으나 수요 예측을 통해 100~300Nm3/h 용량의 개질기 수요가 가장 클 것으로 예상되며, 300Nm3/h 이상의 용량이 필요한 경우 기존 제품의 병렬연결을 통해 공급이 가능할 것 으로 예상된다. 또한 현장 생산형으로 컴팩트성을 만 족시킬 수 있는 최고 용량은 500Nm3/h일 것으로 예 측된다. 2005년 봄을 기준으로 전세계에 90개소의 수 소 스테이션이 운영 중에 있으며 대부분이 연구 및 실
Nominal Capacity 1kW 1kW 1kW 1~3kW 5kW 10kW
Volume W280*L440* φ200*600 φ250*450 φ255*500H φ290*1350 W1900*L690*
H1880 (including insulation) H395(49Liter) (19Liter) (22Liter) (25Liter) (89Liter)
(FP-FC unit)
External appearances
Fuel City gas City gas City gas City gas City gas,
Kerosene
(13A) (13A) (13A) LPG
S/C ratio 2.5 2.5 2.8 3.0 3.0 –
Flow rate of air for
PrOx (Nm3/h) 0.048 0.09 0.09 0.078 – –
CH4 conversion (%) 92 91 89 93 96 –
Thermal efficiency
83 82 81.5 78 78 –
(%, HHV)
표 1. 국내외 1~10kW급 개질기 개발 현황
Osaka gas Tokyo gas Fuji Electric KIER IHI MHI
증 과제와 관련이 있다. 이 중 현장 생산형 소규모 개 질기 시스템에 관해서는 일본이 가장 앞서있는 것으 로 판단된다. 수소 스테이션용 개질기의 국내외 개발 현황에 대하여 [표 2]에 나타내었다.
국내 수소 스테이션 현황은 다음과 같다. 현대 자동 차는 2001년 5월 경기도 화성의 남양 연구소 내 정치 형 수소 스테이션을 구축하였다. 본 수소 스테이션은 고순도 수소를 400bar로 압축 저장하고 350bar로 연 료전지 차량에 충전 가능한 시스템이다. 2005년에는 이동식 수소 스테이션 설비 구축을 완료하고 인허가 작업을 진행하였다. 이동식 수소 스테이션도 충전압 력은 350bar이며, 충전용량은 40대/일의 규모이다. 또 한, 현대 자동차는 용인시 마북 지역의 환경기술 연구 소 내에 700bar 수소 스테이션을 건설 예정이며 연료 전지 버스와 연계 운전을 계획 중이다.
한국에너지기술연구원 내에 설치된 KIER 수소 스 테이션은 수소에너지사업단의 지원으로 2003년 10월 부터 2006년 3월까지의 1단계 기술개발 사업에 의해 설치되었으며, 2006년 8월 25일 준공식을 개최하였다.
KIER 수소 스테이션은 천연가스 수증기 개질 방식의
수소 제조 장치를 이용하여 현장에서 수소를 제조하 는 현장 생산형 수소 스테이션에 해당한다. 2006년 4 월부터 개시된 2단계 사업에서는 천연가스 수증기 개 질 방식의 20Nm3/h급 고순도 수소 제조 장치 국산화 기술개발이 진행 중이다. 한국에너지기술연구원은 자 체 개발된 고분자연료전지 시스템을 탑재한 근거리 용 연료전지 차량과 소형 연료전지 버스를 이용하여 수소 스테이션과 연료전지 자동차를 연계 운영하고 있다.
한국가스공사는 수소연료전지 사업단의 지원으로 30Nm3/h급 스테이션 건설 및 실증 연구를 2004년 9 월부터 진행하여 2006년에 가스연료를 이용한 수소 제조 장치를 포함한 수소 스테이션 구성 설비를 인천 연수구 LNG 인수 기지내 부지에 도입, 설치 완료 하 였고, 인허가 작업을 진행하였다. 2007년에는 수소 스 테이션 실증 운전과 요소기술 개선을 목표로 하고 있 으며 현대자동차 참여로 연료전지 자동차를 이용한 실증 테스트를 계획하고 있다.
GS칼텍스는 액체원료를 이용한 수소스테이션 건설 및 실증 연구를 수소연료전지 사업단의 지원으로 수
Harvest
Energy 70 Nevada min. 0.1 >99.95 0.43 0.51 65~70 9×2.4×2.7
Osaka Gas,
30 Osaka 0.7 >99.99 0.42 0.19 67 2×2.5×2.5
Hyserve-30
Osaka Gas 30 Osaka 0.38 >99.999 0.33 0.85 64.4 5.4×3.8×3
Rutgers
12×3×3.5
Carbonate 50 Madrid – >99.999 0.44 0.68 60~65
(PSA 포함) Engineering
Mahler IGS 100 Stuttgart 0.345 >99.999 0.45 0.50 70 12×2.5×2.5
(PSA 제외)
KIER4) 20 Daejeon 0.03 99.99 0.39 0.75 60 4.6×2.4×3.0
(PSA 포함)
1)(Nm3-NG/Nm3-H2); 2)(kWh/Nm3-H2); 3)총괄효율 = (총 생성 수소 저위발열량)/(총 투입에너지 저위발열량);
4)목표값 천연가스 저위발열량 : Osaka : 41.45 MJ/Nm3, (13A), Madrid : 39.8 MJ/Nm3, Stuttgart : 36 MJ/Nm3, Daejeon : 39 MJ/Nm3 표 2. 수소스테이션용 개질기 개발 현황
공급자 생산용량
설치장소 개질압력 수소순도 원료원 전력원 총괄효율3) 설치크기
(Nm3/h) (MPaG) (vol.%) 단위1) 단위2) (%, LHV) (D×W×H, m3)
행하고 있으며 납사 개질법을 이용한 수소 발생 장치 를 수소 공급원으로 계획하고 있다. 2004년부터 입지 선정 및 수소 스테이션 설계 작업을 거쳐 2007년에는 30Nm3/h급 수소 발생 장치, 수소 가압 장치 및 저장 설비 제작/설치 작업을 진행 중이며 향후 연료전지 자동차 시범 운전을 계획하고 있다. GS칼텍스는 기술 적인 측면 외에 수소경제 홍보효과를 극대화 할 수 있 는 서울 중심지인 서대문구 신촌동 도로변에 수소 스 테이션의 입지를 선정한 것이 특징이다.
SK는 수소연료전지 사업단의 지원으로 수소 스테 이션 구축과 병행하여 수소 스테이션 국산화 기술 개 발을 진행하고 있다. 수소 제조 방식은 LPG를 이용 한 30Nm3/h급 현장 생산 방식을 이용하게 되며 수소 제조 장치의 국산화 기술 개발을 위하여 수소 스테이 션을 위한 개질 가스의 수소 분리/정제 요소 기술 개 발(KIST), 촉매 연소형 개질 시스템 원천 기술 개발 (KIER), 수소 스테이션용 LPG 및 액체연료용 고성 능 탈황 기술 개발(KRICT)을 국내 주요 관련 기관 과 협동으로 연구하고 있다. 구축될 수소 스테이션은 대전 SK기술원내 건설 중이며 2007년 10월 준공되었 다.
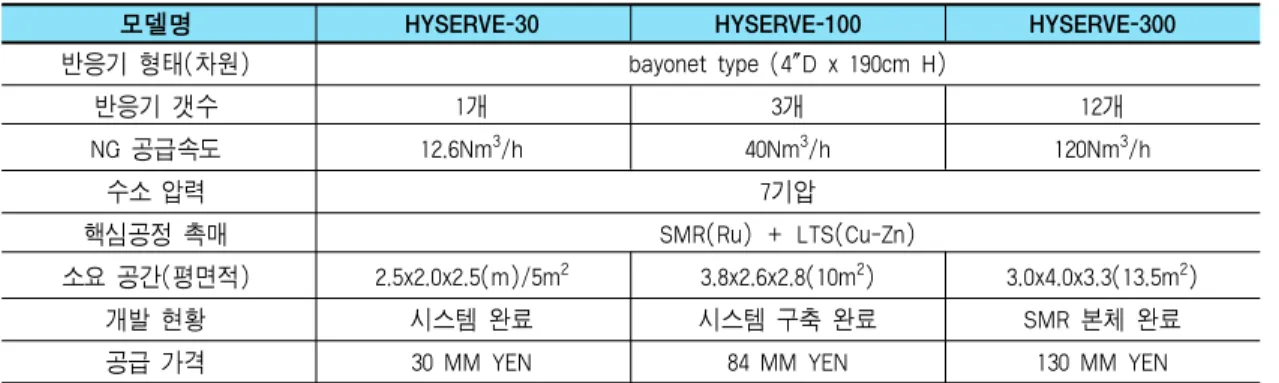
현재 상업화되어 판매하고 있는 현장 생산형 중소형 개질기 시스템 중 가장 우수한 효율을 나타내는 것은 오사카가스의 HYSERVE 모델로 30, 100, 300 Nm3/h H2의 규모로 순차적으로 개발이 진행되었으며 4″D x 190cm H의 규격을 가지는 bayonet형태의 반응기 갯
수를 늘림으로써 스케일-업을 하였다. 길이가 짧은 반 응기를 사용하여 컴팩트한 구조로 설계를 하였으며 HYSERVE-100의 경우 이미 세계 최고의 효율을 나 타냄이 확인되었다. HYSERVE-30, 100의 경우 시스 템 구축이 완료되었으며 HYSERVE-300의 경우 2007년 현재 개질기 본체까지 개발이 완료된 상태이 다. HYSERVE 모델의 기본 사양을 [표 3]에 나타내 었으며, 이미 성능이 검증된 HYSERVE-100의 사양 을 [표 4]에 나타내었다.
3) 1,000Nm3/h 이상의 수소 생산 개질기
대용량 규모의 개질기는 기존 산업용 용도로 이미 상업화된 기술이다. 개질기는 열 공급 방식에 따라 복 사 및 대류 전열방식으로 구분할 수 있다. 열 이용 효 율 측면에서 보았을 때, 복사 방식의 열효율이 50%
반응기 형태(차원) bayonet type (4″D x 190cm H)
반응기 갯수 1개 3개 12개
NG 공급속도 12.6Nm3/h 40Nm3/h 120Nm3/h
수소 압력 7기압
핵심공정 촉매 SMR(Ru) + LTS(Cu-Zn)
소요 공간(평면적) 2.5x2.0x2.5(m)/5m2 3.8x2.6x2.8(10m2) 3.0x4.0x3.3(13.5m2)
개발 현황 시스템 완료 시스템 구축 완료 SMR 본체 완료
공급 가격 30 MM YEN 84 MM YEN 130 MM YEN
표 3. 오사카가스 HYSERVE 모델의 주요 사양
모델명 HYSERVE-30 HYSERVE-100 HYSERVE-300
Efficiency(HHV) 70%
Operating range 40 to 100%
Electricity consumption 20kW
Cold start-up time 4h
Start-up from stand-by 1h Operating pressure 0.8MPa Catalyst replacement 40,000h Reformer tube replacement 100,000h
PSA valve replacement every 2 year
Inspection every year
표 4. HYSERVE-100의 주요 사양
정도인데 반해, 대류 전열방식은 열효율이 약 80%로 상대적으로 더 높은 장점을 가지고 있다. Heat flux 측면에서는, 복사 전열방식의 heat flux가 대류 전열 방식의 그것보다 약 10배 정도 높아 높은 열전달 효율 을 나타내는 장점을 가진다. 따라서, 높은 열전달 효율 때문에 전열면적이 최소화될 수 있는 장점을 가지고 있다. 하지만, 복사 전열방식의 경우 국부적인 고온 영 역이 나타날 수도 있는 단점이 있고, 고온으로 인해 반응기 튜브의 재질 선택에 주의가 필요하다. 이에 비 해 대류 전열방식은 국부적인 고온 영역이 나타나지 않으므로 튜브의 수명이 더 길어지는 장점을 가진다.
또한 대류 전열방식에서는 고온측 가스의 흐름속도가 높을수록 heat flux가 증가하기 때문에 버너의 공간 최소화가 가능하며 버너와 반응기 튜브 공간을 분리 하여 설계하는 것이 가능하다.
일반적으로 복사 전열방식의 대용량 반응기는 4inch 두께에 높이는 12~15m 정도이다. 온도는 850℃
압력은 15~45bar 정도이며, 반응열 공급 방식에 따 라 다양한 퍼니스 설계가 가능하다. Bottom fired 개 질기는 튜브 축방향으로 거의 일정한 heat flux profile을 유지할 수 있으며 퍼니스 내에서 counter- current 열 교환이 이루어지므로 출구에서 최고 온도 가 유지된다. Terrace wall fired 개질기는 bottom fired 개질기의 수정형으로 약간 낮은 튜브 벽면 온도 를 유도한 것이다. Top fired 개질기는 개질기 상부에 서 최고 벽면 온도가 유도되는 것이 특징이며, 벽면 온도가 maximum인 곳에서 최고 heat flux가 발생한 다. 이것은 개질기 촉매층 입구 온도가 강한 흡열반응 으로 인하여 가장 낮기 때문에 개질기 입구의 온도를 가장 높게 하여 필요한 열을 공급하기 위한 설계이다.
이와 같은 장점 때문에, 최근에는 bottom fired보다는 top fired 방식이 보편적으로 쓰이고 있는 실정이다.
Side fired 개질기는 튜브 벽면 온도의 조정과 제어가 가능한 설계로 최고 벽면 온도는 튜브 하부이며, 최고 heat flux에서 비교적 낮은 온도를 보인다.
대류 전열방식의 반응기로 Haldor Topsoe사
HTCR이 있으며, 시스템의 특징은 다음과 같다. 먼저 기존의 개질기 버너가 복사 전열방식을 택한데 반하 여, HTCR에서는 대류 열전달을 유도해 Pre- assembled & Skid mounted 컴팩트 개질기 설계가 가능하다는 장점을 가진다. 대류 열전달을 이용하기 때문에 공급열의 80% 가량을 반응열에서 사용하여 과량 수증기 발생을 피할 수 있다. 원료로 천연가스, LPG, refinery off gas, 납사 등이 사용 가능하며, 설 계 용량의 30~100% 범위에서 자동 제어가 가능하 고, PLC 이용 시동, 운전, 셧다운을 실시한다. [표 5]
에는 HTCR의 주요사항을 나타내었다.
여러 기업들이 대용량 개질기 설계 및 플랜트 건설 경험을 가지고 있다. [표 6]에는 연도별 개질기 건설 실적을 나타내었다. Technip사는 전세계에 50개 이상 의 개질기 공급해왔으며 가장 큰 용량은 224,000Nm3/h H2규모이다.
국내에는 충남 대산에 위치한 현대정유 공장에
Plant layout HTCR
Capacity, Nm3/h H2 1,000 Product H2purity > 99.99
Consumption per 1,000Nm3of H2
Natural gas(LHV), Gcal(Nm3) 3.62(382)
DMW, kg 540
Electric power, kWh 30
Cooling water, m3 4
Export steam 0
표 5. HTCR의 주요사항(1,000Nm3/h 수소 생산)
A company 590,000Nm3/day 1967 B company 1,2060,000Nm3/day 1970 C company 640,000Nm3/day 1970 A company 536,000Nm3/day 1973 D company 850,000Nm3/day 1974 A company 800,000Nm3/day 1996 E company 2 * 21,600Nm3/day 1999 표 6. Mitsubishi Kakoki의 개질기 건설 실적
Customer Capacity Year
KTI에서 설치한 top-fired 개질기와 Haldor-Topsoe 사의 side-fired 개질기가 각각 설치되어 있다. 원료로 두가지 개질기 모두 납사를 주로 사용하고 있는데, 국 내에서는 납사가 정유공장에서 부산물로 많이 발생하 기 때문이다. 원료가격의 변동에 따라 LPG가 납사보 다 저렴할 때는 LPG를 원료로 사용하기도 한다. 단 위 공정 구성은 앞서 설명한 일반적인 공정과 일치한 다. 탈황의 경우 HDS를 사용하고, CO 제거 공정의 경우 PSA를 사용한다. Haldor-Topsoe사의 side- fired 개질기의 경우 예비개질기를 사용하여 원료를 모두 CH4로 전환하여 본 개질기로 공급하는 특징을 가지고 있으며, top-fired 개질기에서는 예비개질기를 사용하지 않고 있다. 촉매로 top-fired 개질기의 경우 Johnson-Matthey사 촉매를 사용하고 있으며, Haldor-Topsoe사 side-fired 개질기에는 R-67-7H를 사용하고 있다. 현재 국내에서는 외국 업체에서 촉매 와 공정을 사와서 대용량 개질기를 설치한 사례만 있 을 뿐 국내 자체의 엔지니어링 설계 및 기술은 없는 실정이다.
결언
순환형 청정에너지인 수소는 기존 산업(암모니아, 메탄올, 석유정제)의 원료로 사용되고 있으며 이를 위 한 대용량 개질기 설계는 이미 확립된 기술이다.
하지만 조만간 실현될 수소경제의 주역이라 할 수
있는 연료전지 자동차 및 분산발전시스템에 필요한 수소공급 인프라로서 중소형 컴팩트 개질기 국산화를 위한 설계기술은 별도의 새로운 연구분야이다. 구체 적인 예로서 IEA 실행프로그램/실무위원회 16의 Subtask C(미국, 일본, 독일을 포함한 OECD 11개국 /15개 회사 참여)의 개발주제인 “Small stationary reformers for distributed H2 production”에서 제시된 주요 개발 이슈는, 중소형 수소생산기술은 공간제약 에 따른 스케일-다운의 어려움과 시스템 소형화에 의 한 열효율 저하가 유발된다는 점이다. 따라서 이를 극 복하기 위한 운전용이성이 확보된 가스기기 수준의 통합형 수소생산시스템(개질기)을 설계하는 것이 중 요하다.
첫째, 가정/상업용(1~10Nm3/h 용량) 고분자 연 료전지 발전 시스템에 필요한 일체형 통합 개질기 설 계기술이며 둘째, 수소스테이션과 전자 및 반도체, 금 속 환원 가공, 제약, 정밀화학 등 중소형 규모(20~
300Nm3/h 용량)에 필요한 모듈화 및 통합형 개질기 설계 기술로 요약될 수 있다.
궁극적으로 앞에서 언급된 두가지 기술의 상업화를 위해서는 개질기 BOP의 저감화에 의한 전체 개질유 닛 단가 저감, 높은 열효율, 그리고 공간제약을 극복할 수 있는 열 및 시스템 통합 엔지니어링 기술의 조기 구축이 요구된다.
![[기획특집: 실내공기질 개선을 위한 기술 및 정책 동향] 실내 이산화탄소 저감을 위한 흡착 기술의 동향 및 전망](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)