탄소/에폭시 프리프레그를 이용한 스와시 플레이트의 성형공정 해석에 관한 연구
김기성1 · 윤한기1· 신지영1 · 허관도#
A Study on the Analysis of Forming Process for Swash-Plate by Using Prepreg
K. S. Kim, H. K. Yoon, J. Y. Shin, K. D. Hur
(Received December 11, 2009 / Revised January 18, 2010 / Accepted January 20, 2010)
Abstract
Carbon-epoxy prepreg has been introduced in the forming of the upper and lower swash plates that control the pitch of rotor blade of unmanned helicopter because of its lightweight. Taguchi experimental method has been used by introducing the variables such as arrangement angle, laminated number and forming temperature, in order to obtain the proper forming method by using prepreg satisfying the required strength of the swash plate. In the evaluation of structural safety for the swash plates, three kinds of models are considered by using FE-analysis. In comparison of the hot forged products with Al6061-T6 and the formed products with prepreg, it was found that ultimate tensile strength of the products with prepreg is three times higher than that of the Al6061-T6, and the weight reduction of 68.5g can be achieved by using prepreg swash plates.
Key Words : Swash Plate, Prepreg, Taguchi Experimental Method, FE-analysis, Weight Reduction, Unmanned Helicopter
1. 서 론
자동차 및 항공기 산업은 연비, 안전도, 운전 성능 개선 등을 위해 알루미늄 합금을 많이 이용 하고 있으며, 강도 향상 및 경량화를 위해 지속적 으로 연구가 진행되고 있다[1~4]. 항공 산업에서는 강도향상 및 경량화를 위해 복합재료로서 프리프 레그(Prepreg)가 사용되고 있으며, 적층방법에 따 라서 기계적 특성이 다르므로 요구되는 특성에 따른 성형방법에 대한 연구가 필요하다[5~9].
현재 개발되고 있는 무인헬리콥터의 부품은 알 루미늄 절삭가공에서 단조 공정으로 공정변경이 이루어지고 있으며, 또한 프리프레그를 이용한 부 품 개발을 진행하고 있다[10].
본 연구에서는 110Kg급 무인헬리콥터용 스와시 플레이트를 Al6061-T6 로 열간단조한 것과 비교해 서 프리프레그를 이용하여 제작할 때 요구되는 기계적 성질을 만족하는 성형공정을 구현하고자 한다.
스와시 플레이트에 요구되는 강도를 가지는 프 리프레그의 성형방법을 도출하기 위하여 적층 수, 적층 배열 방향 및 성형온도를 변수로 하여 Taguchi 실험계획법과 실험을 병행하여 강도를 평 가하였으며, 유한요소 해석을 통하여 스와시 플레 이트에 대한 구조해석을 실시하였다. 인장시험을 통한 강도 평가와 구조해석을 통해 스와시 플레 이트의 안전성을 평가하고 알루미늄 열간단조 공 정으로 성형된 것과 특성을 비교평가 하였다.
1. 동의대학교 기계공학과
# 교신저자: 동의대학교 기계공학과, E-mail: [email protected]
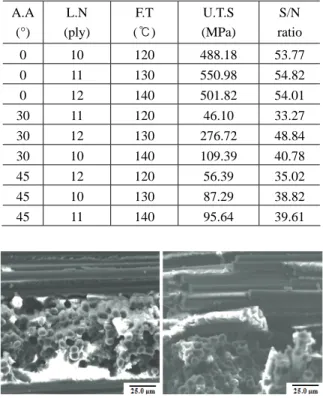
Table 1 Results of Taguchi experimental scheduling A.A
(°)
L.N (ply)
F.T (℃)
U.T.S (MPa)
S/N ratio
0 10 120 488.18 53.77
0 11 130 550.98 54.82
0 12 140 501.82 54.01
30 11 120 46.10 33.27 30 12 130 276.72 48.84 30 10 140 109.39 40.78 45 12 120 56.39 35.02 45 10 130 87.29 38.82 45 11 140 95.64 39.61
Fig. 1 Fracture surface after tensile test
Table 2 Estimate of S/N ratio
Factor Level S/N ratio
0 54.06 30 40.58 Arrangement
angle(°)
45 37.38 10 44.29 11 42.42 Laminated
number (ply)
12 45.31 120 40.01 130 47.39 Forming
temperature(℃)
140 44.61
2. 프리프레그(Prepreg)의 기계적 물성평가
탄소/에폭시 강화 섬유인 프리프레그(Prepreg)를 이용하여 적층 수, 적층 배열 방향 및 성형 온도 를 인자로 하여 시험편을 제작하였다.
각각의 변수에 대한 설정 값은 적층 수 10~12ply, 배열 각도 0~45°, 성형 온도 120~140℃
로 하였으며, 열간 가압 상태에서 60 분간 유지되 도록 성정하여 제작하였다.
Fig. 2 Tensile test in combination of 0°; 12ply; 130℃
Taguchi 실험계획법에 따른 순서에 맞게 인장시 험편을 제작한 후 인장 시험을 수행하였다. 각 인자에 따른 최대 인장강도 값과 Taguchi 법에 의 해 구한 S/N 비를 구하여 Table 1 에 나타내었으며, 프리프레그의 열간 가압 성형된 내부상태를 파악 하기 위해 Fig. 1 에서 파단 면을 관찰하였다. 스와 시 플레이트를 제작하기 위한 성형 방법을 도출 하기 위해 각 인자 별 S/N 비를 구하여 Table 2 에 나타내었다. Table 2 의 인자 별 S/N 비에서, 적층 수 12ply, 배열 각도 0°, 성형 온도 130℃일 때 최 대 S/N 비를 가질 것이라고 예측 가능하며, 식(1) 에 의해 S/N 비는 58.10db 로 Table 1 과 비교하였 을 때 최대인 것을 볼 수 있었다. 여기서 식(1)의
μˆ은 44.33db 로 S/N 비의 평균 값이다. 최대 인장 강도 값을 비교하기 위하여 인장 시험한 결과 Fig.
2 와 같으며, Table 1 과 비교하였을 때 최대인 것을 볼 수 있었다.
0 1 2 1 3 0
ˆ (0,1 2,1 3 0) 2
μ = μ) +μ) +μ) − μ) (1) 3. 스와시 플레이트 제작
3.1 스와시 플레이트의 설계
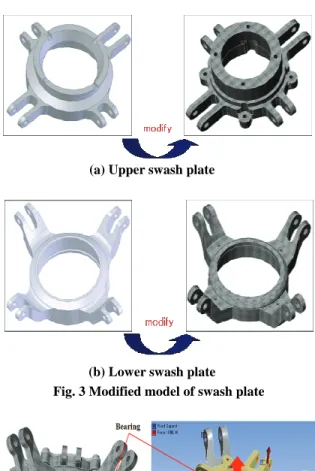
프리프레그를 이용한 스와시 플레이트는 가공 후 탄소섬유가 함유되어 있기 때문에 높은 경도를 가 지며 일반적인 절삭가공이 어려운 문제점이 있어 Fig. 3 과 같이 수정하였다. 프리프레그의 열간 가압 성형 후 후가공이 어려우므로 열간 가압 성형 시작 전 무인헬리콥터와의 연결을 용이하게 하기 위하여 홈 및 홀 가공 부를 미리 구성한 것이다.
(a) Upper swash plate
(b) Lower swash plate Fig. 3 Modified model of swash plate
Fig. 4 Load and boundary condition for FE-Analysis
3.2 구조해석과 성형
복합소재 프리프레그를 이용한 스와시 플레이 트 역시 회전과 동시에 높은 인장하중을 견디도 록 설계 되어야 한다. 프리프레그로 제작된 스 와시 플레이트는 상부와 하부 스와시 플레이트 및 베어링 등 결합된 상태에서 구조해석을 수행 하였다. 작용 하중은 상부 및 하부 스와시 플레 이트 내부 베어링의 회전에 의한 영향과 무인헬 리 콥 터 가 활공하면서 발생하는 최대 하중을 1000N 으로 설정하여 해석을 수행 하였으며, Fig.
4 에 나타내었다. 구조해석 결과 상x하 스와시 플레이트가 결합된 상태에서 발생하는 최대 등 가 응력 값, 상부 스와시 플레이트에 작용하는 최대 등가응력 및 하부 스와시 플레이트에 작용
(
a) Stress-analysis at Upper swash plate
(b) Stress-analysis at Lower swash plate
(c) Stress-analysis at Assembled plates Fig. 5 FE-analysis of swash plates
하는 최대 등가응력을 Fig. 5(a)(b)(c)에 나타내었 다. 설정된 조건들은 프리프레그를 이용한 열간 가압 성형을 위한 금형을 설계하기 전 최종적으 로 설계된 제품의 구조적 안정성을 평가하기 위 한 것으로 실제 제품에 가해지는 요인들을 해석
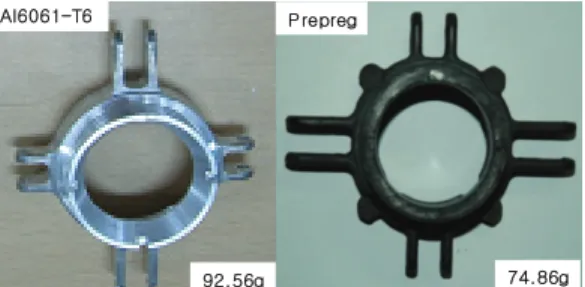
92.56g 74.86g
Al6061-T6 P repreg
123.2g 72.4g
Al6061-T6 Prepreg
(a) Upper swash plate
(b) Lower swash plate
Fig. 6 Comparison of Al6061-T6 and prepreg
적 조건들로 설정한 것이다.
설계된 스와시 플레이트의 기하학적 형상과 구조해석 결과를 바탕으로 열간 가압 금형을 제 작하였다. 이 때 열간가압 성형 이후 후 가공을 최소화 하기 위해 적층 시 홀 가공 부를 고려하 여 제작하였다.
4. 결과 및 고찰
항공기용 복합 소재인 프리프레그를 이용하여 스와시 플레이트를 제작하기 전에 적절한 성형 방법을 찾기 위해 기계적 물성 평가를 실시하였 다. Taguchi 실험계획법과 인장 시험 결과 적층 수 12ply, 적층 방향 0°, 성형 온도 130℃일 때, 최대 인장강도 918.62MPa 로 Al6061-T6 의 최대 인장강도 값인 310MPa 에 비해 약 3 배 이상의 강도를 가지는 성형방법을 도출하였다.
Fig. 1 의 파단면에서 탄소섬유가 Pull-out 된 현상이 있으며, 이것은 섬유의 준 연성적 파괴 가 되는 것으로 판단되고 열간가압 성형 후 섬 유단면에 큰 변형 없이 에폭시 수지의 분포가 잘 이루어진 적절한 성형으로 생각된다.
도출된 성형 방법으로 스와시 플레이트에 대 한 구조해석 결과 결합된 상태에서 발생하는 최
대 등가 응력은 51.04MPa, 상부 스와시 플레이 트에 작용하는 최대 등가응력은 27.50MPa 이고 하부 스와시 플레이트에 작용하는 최대 등가응 력은 7.41MPa 로 최대 인장강도 918.62MPa 에 비해 매우 작으므로 구조적으로 안전하다고 판 단된다. Fig. 6 은 Al6061-T6 열간 단조품과 프리 프레그로 성형 한 제품을 비교 도시한 것이다.
무게를 비교한 결과, 프리프레그로 성형한 경우 에, 상부 스와시 플레이트는 17.7g, 하부 스와시 플레이트는 50.8g 의 무게 감소가 가능했다.
5. 결 론
무인헬리콥터의 부품인 스와시 플레이트를 프 리프레그를 이용하여 강도향상과 경량화를 위하 여 해석 및 실험한 결과 다음과 같은 결론을 얻 었다.
(1) Taguchi 실험계획법을 이용하여 프리프레 그의 적층 수 12ply, 배열 각도 0°, 성형 온도 130℃일 때 최대 인장강도를 가질 수 있는 성형 방법인 것으로 예측 할 수 있었으며, 이 조건으 로 실험한 결과 최대인장강도는 918.62MPa 로 서, Al6061-T6 의 최대 인장강도 310MPa 에 비해 약 3 배 이상의 강도로 강화되었다.
(2) 무인헬리콥터의 제자리 비행시 발생하는 하중을 적용한 구조해석에서 상부 스와시 플레 이트에 작용하는 최대 등가응력은 27.50MPa 이 고 하부 스와시 플레이트에 작용하는 최대 등가 응력은 7.41MPa 이었다.
(3) 프리프레그로 성형된 스와시 플레이트는 Al6061-T6 로 단조된 것에 비교해서 상부 스와 시 플레이트는 17.7g, 하부 스와시 플레이트는 50.8g 의 무게 감소가 가능했다.
후 기
본 연구는 2009년 동의대 교내연구과제 2009 AA155 / 교육과학기술부와 한국산업기술진흥원 의 지역혁신인력양성사업으로 수행된 연구 결과 이며, 관계자 여러분께 감사 드립니다.
참 고 문 헌
[1] Y. H. Kim, T. K. Ryou, B. B. Hwang, 1999, An Analysis on the forging processes for 6061
aluminum alloy wheel, KSTP, Vol. 8, No. 5, pp.
498~506.
[2] H. C. Lee, B. M. Kim, K. H. Kim, 2003, Process design for improving tool life in hot forging process, KSTP, Vol. 12, No. 1, pp. 18~25.
[3] H. Sakurai, 2008, Recent tendency of Al forging in Japan, KSTP, Vol. 17, No. 8, pp. 550~557.
[4] K. S. Kim, K. D. Hur, 2009, Characteristics of bending deformation in aluminum rectangular bar by press die, KSTP, Vol. 18, No. 1, pp. 13~19.
[5] Y. H. Kim, W. B. Bae, J. C. Kim, H. S. Kim, 1997, A study on the development of aluminum piston by forging process, KSPE, Vol. 14, No. 9, pp.
30~36.
[6] S. Y. Son, J. D. Kim, S. W. Koh, 1997, Effect of water environment on the mechanical properties
of unidirectional CFRP, KSOE, Vol. 11, NO. 4, pp.
23~30.
[7] S. H. Song, C. W. Kim, 2001, The mixture ratio effect of epoxy resin, curing agent and Accelerator on the Fatigue Behavior FRMLs, KSME, Vol. 25, No.4, pp. 592~601.
[8] M. H. Kim, Rhee K. Y., Paik Y. N., Lee W. R., 2005, A study on the prepreg to improve interlaminar fracture of graphite/epoxy Composites, KSME, pp. 319~323.
[9] Y. C. Kwon, J. H. Lee, Y. S. Jung, N. S. Kim, Y. S.
Lee, 2007, A study on cavity behavior during hot open die forging process, KSTP, Vol. 16, No, 4, pp. 293~298
[10] K. D. Hur, K. S. Kim, J. H. Kong, W. I. Lee, 2009, Evaluation of hot forming strength by using prepreg, KSME, Vol. 9, pp. 213~215.