1 서울대학교 농업생명과학대학 산림과학부(Dept. of Forest Sciences, Seoul National University, Seoul, 151-921, Korea) 2 무림P&P주식회사(Moorim P&P Co., 656 Gangam-Daero, Gangnam-gu, Seoul, Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]
http://dx.doi.org/10.7584/JKTAPPI.2016.08.48.4.113 Printed in Korea
SB 라텍스와 무기안료의 도공방법이 방습지 특성에 미치는 영향
권현승 1,2 ·윤혜정 1†
접수일(2016년 8월 4일), 수정일(2016년 8월 22일), 채택일(2016년 8월 23일)
Effect of Various Coating Methods with SB Latex and Inorganic Pigment on Properties of Moisture-proof Paper
Hyun Seung Kwon 1,2 and Hye Jung Youn 1†
Received August 4, 2016; Received in revised form August 22, 2016; Accepted August 23, 2016
ABSTRACT
One of the most important properties of a moisture-proof paper is a barrier property which is an ability to protect the packed goods by impeding the transmission of water vapor, oxygen, water, etc. Also a moisture-proof paper should be harmless and recycla- ble. To manufacture eco-friendly moisture-proof paper with good barrier property, we intended to replace wax emulsion by styrene-butadiene latex and inorganic pigment. We prepared the moisture-proof papers by three different coating methods: dispersion coat- ing of SB latex; single coating of mixture of SB latex and inorganic pigment; and double coating which consists of pre-coating of inorganic pigment and top-coating of SB latex.
The barrier properties and the mechanical properties were evaluated. Among these three methods, the double coated sheet showed the lowest water vapor transmission rate and Cobb value. Moreover, the double coated moisture-proof paper showed good mechanical properties. With a proper incorporation of inorganic pigment as pre-coating layer, mois- ture-proof paper with better barrier properties could be prepared.
Keywords: Moisture-proof paper, SB latex, inorganic pigment, double coating, water va- por transmission rate
1. 서 론
친환경포장재 관심이 증가하면서 플라스틱 포장재를 대 체하기 위한 노력이 다각적으로 이루어지고 있다. 원료 적 측면에서 친환경성을 갖는 종이 포장재의 사용이 늘고 있지만, 기존 플라스틱 포장재가 가진 특성을 종이 포장 재가 만족하거나 그 이상의 성능을 가져야 종이 포장재의 활용 범위가 더욱 넓어질 수 있다. 특히 농수산물 및 식품 관련 포장용지의 경우 제품의 신선도 유지 및 안정성 등 이 담보되어야 한다. 식품산업의 팽창 및 농수산물 포장 의무화로 인해 농·식품관련 포장용지에 대한 수요는 매 우 커지고 있기 때문에, 이에 부응할 수 있는 적절한 기능 을 갖는 포장용지의 개발이 절실하다. 농·식품관련 포 장재로 사용되기 위해서는 배리어(barrier) 특성을 비롯 하여 친환경성과 관련된 생분해성과 재활용성을 가져야 하며 경제성도 갖추어야 한다. 그 중 배리어 특성은 물, 기름, 수증기, 가스 등의 투과를 억제하여 내용물을 보호 하는 성질을 총칭한다. 대표적인 배리어 특성으로는 방 습성(moisture-proof) 및 방수성(waterproof)이 있다.
방습 포장용지의 제조 방법으로는 왁스류를 종이에 도 포 또는 함침 처리하는 방법과 고분자를 종이 위에 필름 상으로 라미네이팅 처리하여 방습성을 부여하는 방법이 있다.
1)왁스류를 도포 또는 함침 처리하는 경우 가격이 저렴하지만 충분한 방습성이 발현되지 않고, 접힘 부분 의 주름에 의하여 방습성이 저하되는 단점이 있어
2)현재 는 폴리올레핀계 고분자를 용융시켜 종이에 라미네이팅 처리하는 방법이 주로 사용되고 있다. 그 중 폴리에틸렌 과 폴리프로필렌 등으로 라미네이팅 처리한 방습지는 우 수한 방습성을 가져 매우 널리 사용되지만, 재활용 시 원 지와 라미네이팅된 플라스틱의 층분리가 어려우며, 생분 해가 불량하다는 문제를 안고 있다. 또한 이를 소각 또는 매립 처리하게 되면 대기 및 토양오염을 초래하게 된다.
최근에는 이에 대한 규제가 강화되고 있어 사용 후 쉽게 분해될 수 있는 친환경적인 방습지의 개발이 요구되고 있 다. 이를 위한 방법으로 최근에는 라미네이팅 방식의 사 출코팅(extrusion coating)이 아닌 폴리머를 도포하여 필름을 형성시키는 디스퍼젼 코팅 방식이 개발되어 사용 되고 있다. 디스퍼젼 코팅은 재활용과 생분해성이 우수하 며
3), 왁스 함침에 비해 우수한 배리어 특성 또한 갖고 있 기 때문에 친환경적 식품포장용 방습 포장지 제조에 응용
될 수 있다. 디스퍼젼 코팅용으로 주로 PLA(poly lactic acid), 아크릴계 라텍스 등이 이용되고 있으며
4), 최근에 는 왁스와 라텍스를 혼용
2)하여 친환경 방습지를 제조하 거나 무기안료와 혼용
5,6)하여 방습 기능과 경제성을 모두 거두고자 다양한 연구가 진행되고 있다.
라텍스와 왁스 에멀젼을 혼합하여 방습성을 발현시킨 도공지는 도공층 내에서 왁스의 탈착, 마찰력 감소, 권취 시의 압력에 따른 블록킹(blocking)이 발생하는 문제점 이 있다. 이러한 문제점의 해결 방안으로 왁스 에멀션을 함유하지 않고 폴리머를 도포하는 방법이 많이 사용되고 있다. 하지만 이와 같은 방법은 원지의 상태에 따라 첨가 되는 약품의 양이 많아 경제적인 측면에서 문제점을 가 지고 있기 때문에 원지를 안료로 프리코팅(pre-coating) 하여 폴리머의 사용량을 최소화시키는 방법이 시도된 바 있다.
5)무기안료와 고분자의 종류, 무기안료와 고분자를 적용하는 방법 등에 따라 그 성능을 달라진다. 많은 연구 가 우수한 배리어 특성을 갖는 용지 제조에 초점을 맞추 고 있지만 사용한 원료와 공정에 따라 친환경성은 달라 질 수 있다. 최근에는 고도의 친환경성을 위해 셀룰로오 스 나노섬유를 이용하여 배리어 특성을 부여하는 연구
7,8)가 많이 수행되고 있으나, 아직 상업적 활용 측면에서는 해결해야 할 기술 문제가 많다. 따라서 본 연구에서는 무 기안료와 SB(styrene-butadiene) 라텍스를 종이 표면 에 코팅하여 배리어 특성과 친환경성을 고려한 방습지를 제조하고자 하였다. 친환경성은 재활용 가능성 관점에서 살펴보고자 하였다. 무기안료와 SB 라텍스를 혼합한 도 공액을 단일 코팅하는 경우와 무기안료로 프리코팅을 실 시하고 그 위에 라텍스를 표면코팅하는 이중도공 방식을 SB 라텍스 단독도공 방식과 배리어 특성을 비롯한 물성 과 재활용 시 해리성 관점에서 비교함으로써 경제적이며 배리어 효과가 우수한 도공방식을 선정하고자 하였다.
2. 재료 및 방법
2.1 공시재료 2.1.1 원지
국내 A사에서 제조한 180 g/m
2의 라이너지를 원지로
사용하였으며, 그 물성은 Table 1과 같다.
2.1.2 방습용 도공액 2.1.2.1 무기안료
무기안료로서 판상의 클레이를 I사에서 분양받아 사용 하였다. 분양사에서 제공한 정보에 따르면 평균 입도는 2.5 μm이었으며, 백색도 89%이었다.
2.1.2.2 SB 라텍스 및 첨가제
SB 라텍스는 L사에 분양받아 사용하였다. 라텍스의 평 균 입도는 125 nm이었으며, Tg는 10℃, 겔 함량은 80%
이었다. 그 밖에 도공액 제조 시 기포를 제거하기 위하 여 N사의 소포제를 사용하였으며, pH를 조절하기 위해 NaOH를 사용하였다.
2.2 실험방법 2.2.1 방습도공지 제조
본 연구에서는 방습지를 SB 라텍스와 무기안료인 클레 이를 혼합 코팅 또는 이중코팅 방식으로 실험용 로드 코 터(GIST Co. Ltd., Korea)를 사용하여 라이너지 위에 도공하여 제조하였다. 이렇게 제조된 방습도공지의 특성 을 SB 라텍스 단독 디스퍼젼 코팅한 종이를 대조군으로 삼아 비교하였다. 세 가지 방법에 관한 모식도가 Fig. 1 에 제시되어 있다. 우선 대조군인 SB 라텍스 단독 디스퍼 젼 도공지의 경우 SB 라텍스 에멀션을 원지에 도공량 20 g/m
2가 되도록 편면 도공하고, 105℃의 열풍 건조기에 서 완전히 건조시켜 방습지를 제조하였다. SB 라텍스 단 독 도공 방습지보다 더욱 경제적인 방습지를 얻고자, 클 레이와 SB 라텍스를 혼합하여 고형분 함량 40%의 도공 액을 조제한 후 실험용 로드 코터를 이용하여 원지에 단 일도공(single coating)하고 열풍 건조기로 건조하여 방 습지를 제조하였다. 총 도공량은 20 g/m
2으로 하였으며, 이 때 무기안료의 혼합 비율에 따른 배리어 특성의 영향 을 평가하고자 Table 2와 같이 무기안료와 라텍스의 혼 합량을 달리하였다. 이중도공(double coating) 방습지는 안료 도공액을 원지에 프리코팅하고 이 위에 라텍스를 탑
코팅하여 제조하였다. 프리코팅용 안료도공액은 클레이 를 안료로 하고 SB 라텍스 바인더를 10 pph, 분산제를 0.1 pph 투입하여 총 고형분 함량을 40%로 되도록 조제 하였다. 총 도공량은 20 g/m
2으로 하되, 프리코팅층과 탑코팅층의 도공량의 비율에 따른 배리어 특성을 평가하 고자 Table 3과 같이 각 도공층의 도공량을 달리하였다.
2.2.2 방습도공지의 특성 평가
도공 방법과 도공량을 달리한 방습지의 배리어 특성은 수증기투과율(water vapor transmission rate, WVTR) 과 콥사이즈도(Cobb sizing degree)로 평가하였다. 수증 기투과율은 TAPPI test method T 448 om-97에 의거 하여 23℃, 상대습도 50% 조건에서 측정하였다. 콥사이 즈도는 TAPPI test method T 411 om-98에 의거하여 측정하였다. 일반적인 종이의 사이즈도를 측정할 때에는 30초 또는 60초 동안 물의 흡수도를 측정하지만 방습지 의 경우 내수성이 우수하기 때문에 900초 또는 1800초 동안의 흡수도를 측정한다. 본 연구에서는 900초 Cobb 측정법을 사용하였다.
Item
Basis weight,
g/m
2Thick- ness,
㎛
Roughness (Bendtsen),
mL/min
Cobb value, g/m
2Base
Paper 180 238 1443 220
Table 1. Properties of base paper
Fig. 1. Structure of coated moisture-proof pa- per (top: latex coating, middle: single coating, and bottom: double coating).
Mixing ratio, wt%
Inorganic
Pigment 25 50 75
SB Latex 75 50 25
Table 2. Mixing ratio of pigment and SB latex in single coating
Coat weight ratio, %
Pre-coating 25 50 75
Top-coating 75 50 25
Table 3. Coat weight ratio of double coating
제조한 방습지의 물리적 성질로서 걸리(Gurley) 투기 도와 거치름도를 측정하였다. 거치름도는 백색광주사간 섭(WLSI, white light scanning interferometry) 원 리로 작동하는 비접촉식 3차원 미세형상 측정기(Nano View-E1000, ㈜나노시스템, Korea)를 이용하여 표면 이미지를 얻은 후 이 이미지로부터 표면 거칠기 Ra 값을 획득하였다. 기계적 성질로서 인장강도, 휨강성, 압축강 도를 TAPPI test method T 494 om-96, T 535 om- 96, T 826 pm-92에 준하여 측정하였다.
방습지의 단면은 FE-SEM(field-emission scanning electron microscope)을 이용하여 관찰하였다.
2.2.3 해리성 평가
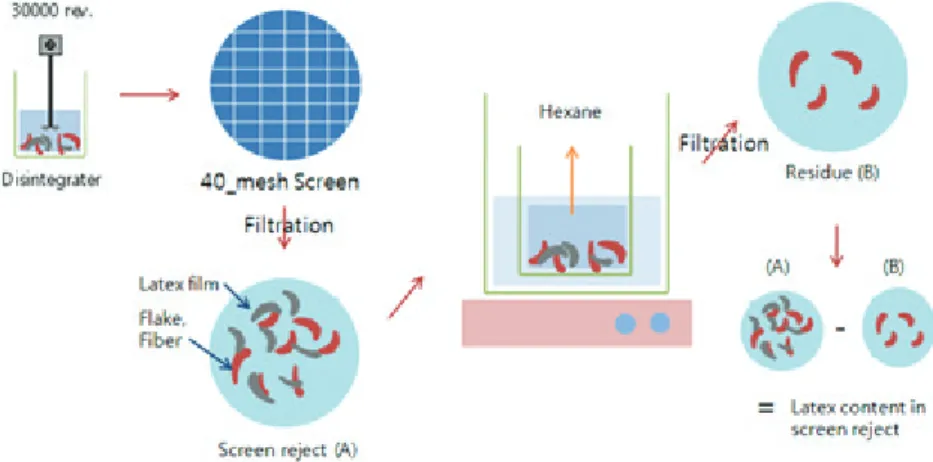
제조한 방습지를 2%의 농도로 실험용 해리기를 이용 하여 30,000 회전수로 해리시켰다. 40-mesh와 200- mesh가 장착된 분급기(Sweco screen)를 이용하여 해리 된 방습지의 미해리분을 분급하였다. 스크린을 통과하지 못한 물질에는 라텍스뿐만 아니라 미해리 섬유 등이 포 함될 수 있기 때문에 이를 유기용매(hexane)로 녹여 이 물질 내 라텍스의 함량을 측정하였다. 스크린 리젝트 이 물질을 여과지로 걸러낸 뒤 건조시켰다. 건조된 리젝트 를 유기용매에 넣고 중탕하여(50℃) 라텍스 필름을 녹여 낸 후 남아있는 섬유를 여과지로 걸러내었다. 리젝트된 이물질의 중량에서 유기용매 처리 후 남아있는 섬유의 중 량을 빼 줌으로써 해리에 의해 원지로부터 제거된 라텍스 의 함량을 구하였다. Fig. 2에 이 과정이 제시되어 있다.
3. 결과 및 고찰
3.1 도공 방법에 따른 배리어 특성 평가
본 연구에서는 도공 방법과 도공량을 달리하여 방습지 를 제조하였다. SB 라텍스 단독도공 방습지, SB 라텍 스와 무기안료를 혼합한 단층도공 방습지와 안료슬러리 가 도포된 프리코팅층과 SB 라텍스가 도포된 탑코팅층으 로 구성된 이중도공 방습지를 제조하였다. 이렇게 제조 된 방습지의 배리어 특성을 수증기투과율과 콥사이즈도 로 평가하였다.
Fig. 3은 상이한 도공 조건에서 제조된 방습도공지의 수 증기투과율 결과를 보여주고 있다. 일반적으로 방습지로 사용되기 위해서는 투습도의 최대값이 100 g/m
2·day 이하여야 하며, 최적 투습도는 50 g/m
2·day 이하여야 한다
2)고 알려져 있다. 일반적으로 사용되고 있는 왁스 도 공 방습지와 폴리에틸렌 라미네이팅 방습지의 경우 수증 기투과율이 20-100 g/m
2·day의 범위를 가지고 있는 것으로 알려져 있다. 방습지의 배리어 수준을 가늠하기 위하여 Yoo 등
2)이 보고한 폴리에틸렌 라미네이팅 방습 지의 수증기투과율을 같이 제시하였다. SB 라텍스 단독 도공 방습지는 폴리에틸렌 라미네이팅 방습지보다 다소 투습도가 높았다. SB 라텍스에 무기안료를 혼합한 단일 도공 방습지의 경우 라텍스 배합비율이 높아질수록 수증 기투과율이 낮아졌으며, 라텍스 비율이 50% 이상인 경우 투습도가 폴리에틸렌 라미네이팅 방습지보다 낮아졌다.
SB 라텍스에 상대적으로 저렴한 무기안료를 혼합함으로 써 경제성과 배리어 특성을 모두 얻었다고 할 수 있다. 판
Fig. 2. Evaluation method of latex content in the screen reject of repulped paper.
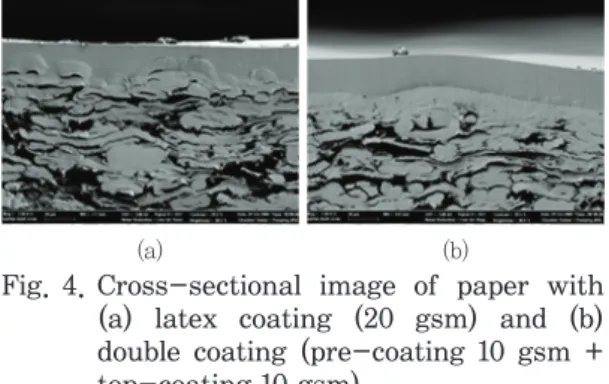
상의 클레이가 혼합됨으로써 거칠고 공극이 많은 원지의 표면을 효과적으로 막았다고 볼 수 있다. 세 가지 방습지 제조방법 중에서는 이중도공 방습지가 가장 낮은 수증기 투과율 결과를 보였다. 이는 프리코팅층이 원지의 공극 을 메워줌으로써 SB 라텍스가 원지 내로 침투하는 것을 최소화하여 탑코팅층에 균일한 필름을 형성할 수 있었기 때문으로 판단된다. 이는 Fig. 4에 제시된 도공지 단면 사진에서 관찰할 수 있다. 라텍스만 도포된 경우 라텍스 가 원지 공극 사이로 침투하여 도공 두께가 낮게 관찰되 지만(Fig. 4(a)), 이중도공의 경우 프리코팅층이 원지를 덮어줌으로써 탑코팅의 라텍스 층이 더 두껍게 형성되었 다(Fig. 4(b)). 이중도공의 경우에도 탑코팅층 즉, SB 라 텍스의 비율이 높을수록 수증기투과율이 낮았는데, 이는 라텍스의 함량이 높을수록 필름 형성 능력이 우수하였기 때문이다. 판상의 안료를 50% 이내 혼합 사용하거나 또 는 이중도공 시 프리코팅층을 적절히 형성시켜줌으로써 라텍스의 비율을 낮추면서도 우수한 배리어 특성을 얻을 수 있을 것으로 기대되었다.
Fig. 5는 각 방습지의 내수성을 콥사이즈도로 평가한 결과이다. SB 라텍스에 무기안료를 25% 혼합한 경우 콥 사이즈도가 매우 낮게 측정되었다. 이는 라텍스의 안료용 적농도(PVC)가 CPVC(critical pigment volume con- centration) 이상이어서 도공층 내 공극이 존재하였기 때 문으로 판단된다. 그 이상의 비율에서는 CPVC보다 안료 용적농도가 작기 때문에 공극이 없어져 내수성이 급격히 향상되었다. 이중도공 방습지의 경우 평가된 전 범위에서 우수한 내수성을 보였다. 이는 프리코팅층이 형성되어 탑 코팅층이 균일해졌기 때문으로 판단된다.
3.2 도공 방법에 따른 물리적 및 기계적 특성 평가
Fig. 6은 제조된 방습지의 Gurley 투기도를 평가한 결 과이다. 100 cc의 공기가 빠져나가는데 걸리는 시간을 측 정하였다. 측정시간이 길수록 투기도가 낮은 것이다. SB 라텍스에 무기안료를 혼합한 방습지의 경우 모든 혼합 비 율에 있어 SB 라텍스 단독도공 방습지보다 Gurley 투기
Fig. 3. Water vapor transmission rate of paper depending on coating method.
(a) (b)
Fig. 4. Cross-sectional image of paper with (a) latex coating (20 gsm) and (b) double coating (pre-coating 10 gsm + top-coating 10 gsm).
Fig. 5. Cobb value (900 sec) of paper depend-
ing on coating method. Fig. 6. Air permeance of paper depending on
coating method.
도가 낮은 값을 보여 공기의 투과가 용이한 것으로 나타 났다. 특히 무기안료의 혼합 비율이 높을수록 안정된 필 름 형성이 어려워 더 높은 투기도를 보였다. 단일도공에 비해 이중도공 방습지의 경우 투기도가 떨어지는 것으로 나타났으며, 라텍스의 비율이 높을수록 공기 투과율은 더 욱 낮아졌다. 안료의 혼용은 투기도 측면에서는 좋지 않 은 결과를 보였다.
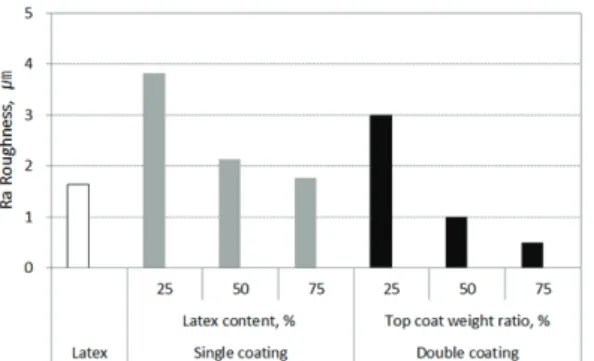
Fig. 7은 백색광주사간섭계를 이용하여 방습지의 표면 거치름도를 평가한 결과다. 제조된 방습지의 표면 거치 름도는 SB 라텍스에 무기안료를 혼합한 방습지, SB 라텍 스 단독도공 방습지, 이중도공 방습지의 순으로 낮게 평 가되었다. SB 라텍스 방습지는 라텍스 도공 시 원지의 공 극 내로 라텍스가 흡수되면서 균일한 도공층을 형성하지 못하여 거치름도가 높은 것이다. 하지만 이중도공 방습지 는 판상의 무기안료가 프리코팅층을 형성하여 주었기 때 문에 원지보다 균일한 표층을 가지므로 라텍스의 흡수가 최소화되어 평활한 도공층을 형성할 수 있었고 거치름도
가 낮았다. 또한 라텍스의 함량이 높아질수록 거치름도가 낮게 평가되었다. 이는 라텍스의 함량이 높을수록 균일한 필름 층이 형성되기 때문이다.
Figs. 8-10는 제조 방법과 라텍스 도공량이 상이한 방 습지의 기계적 특성을 평가한 결과이다. Figs. 8과 9는 MD방향 인장지수와 휨 강성을 평가한 결과이다. 일반적 으로 제지에서 행해지는 도공은 도공량이 증가함에 따라 무기안료의 첨가량이 증가하게 되어 강도가 약해진다. 하 지만 본 연구에서 제조된 방습지의 경우 제조 방법과 무 기안료의 함량에 따라 인장지수는 거의 차이가 없었다.
휨 강성의 경우 SB 라텍스의 함량이 높아질수록 강도가 다소 증가하였다. 이는 상대적으로 무기안료의 함량이 감 소하여 표면층의 강성이 증가한 것으로 보인다.
방습지는 주로 냉동식품 포장 상자로 많이 사용되기 때 문에, 제조된 방습지로 상자를 만들었을 때 일정 이상의 압축강도를 가져야 한다. 따라서 제조된 방습지의 MD Fig. 7. Roughness (Ra value) of paper depend-
ing on coating method.
Fig. 8. Tensile index (MD) of paper depending on coating method.
Fig. 9. Bending stiffness (MD) of paper de- pending on coating method.
Fig. 10. Short-span compressive strength
(MD) of paper depending on coating
method.
방향 short-span 압축강도를 평가하였다. Short-span 압축강도를 평가한 결과 SB 라텍스에 무기안료를 혼합 한 방습지와 이중도공 방습지의 경우 라텍스 단독 방습지 보다 short-span 압축강도가 15%이상 증가하였다(Fig.
10). 단일도공과 이중도공 사이에 다소 차이가 있었지만 큰 차이는 아닌 것으로 판단되었다.
3.3 재활용성 평가