DOI: http://dx.doi.org/10.4150/KPMI.2011.18.4.340
급속응고
Mg
합금분말의 제조 및 동적성형특성채홍준a,b·김영도b·김택수a,
*
a한국생산기술연구원희소금속연구그룹
,
b한양대학교 신소재공학과Fabrication and Dynamic Consolidation Behaviors of Rapidly Solidified Mg Alloy Powders
Hong Jun Chaea,b, Young Do Kimb and Taek-Soo Kima,
*
a
Korea institute for Rare Metals, (KITECH) Korea Institute of Industrial Technology, Incheon 406-840, Korea
b
Department of Materials Science & Engineering, Hanyang University, Seoul 133-791, Korea (Received May 18, 2011; Revised June 3, 2011; Accepted July 1, 2011)
Abstract In order to improve the weak mechanical properties of cast Mg alloys, Mg-Zn
1Y
2(at%) alloy pow- ders were synthesized using gas atomization, a typical rapid solidification process. The powders consist of fine dendrite structures less than 3 µ m in arm spacing. In order to fabricate a bulk form, the Mg powders were com- pacted using magnetic pulse compaction (MPC) under various processing parameters of pressure and temperature.
The effects of the processing parameters on the microstructure and mechanical properties were systematically investigated.
Keywords: Mg-Zn-Y, Gas atomization, Powder metallurgy, Magnetic pulse, MPC
1. 서 론
지구환경 보존의대책으로 에너지절약
,
배출가스 저감의 관점에서수송기기및디지털 기기의경량화 는 매우 유용하고 효과적인 대처 방법이며,
새로운 산업소재의적용을재촉하고있다.
현재대표적인산 업용 경량소재로는 알루미늄 합금을 들 수 있으나,
최근에는 소재 및 가공기술의 발전으로 마그네슘의
적용이 급속히확대되고 있다
[1].
특히 분말 야금법(Powder Metallurgy)
을이용해제조된마그네슘합금은 조직의 미세화및성형성이 우수하여
,
기존의주 조제품에 비해 훨씬 우수한강도 및 표면특성을나타내고 있지만
[2],
제조 과정이 비교적 까다롭고 마그네슘의 활발한반응성에 기인한 위험부담이 수반 되어 실제로그 적용사례는희박한 실정이다
.
현재 보고되고 있는 마그네슘 분말을 이용한 성형방법으로는 소결
,
압출,
압연,
단조등이 있으나,
상온에서 의 가공성이 좋지 못하기때문에 주로비저면 슬립 시스템이활성적으로되는523K
이상의고온에서장 시간동안수십~
수백MPa
의압력을가해성형이이 루어진다.
하지만고온성형시결정립성장및 표면 산화등기존분말의성질을잃기쉽고,
이러한특성 의손실은 성형체내에서 강도를저하시킴과동시에 블리스터의 원인이 되므로 분말고유의 성질을 유지 하기위해서는특성에영향을받지않는저온에서성형 이이루어지는것이바람직하다.
이와같은기술적어 려움을극복한고밀도의금속분말성형체를제조하는 최근기술로서동적성형법(Dynamic Compaction)
이알 려져 있다.
기존의정적성형법(Static Compaction)
이 낮은압력을수 초에걸쳐천천히 분말에가하여압 축하는반면,
동적성형법은순간적(1/1000
초,
µs)
으로발생하는 매우 높은압력
(GPa)
을 분말에가하여 치*Corresponding Author : [Tel : +82-32-850-0409; E-mail : [email protected]]
매우짧은 속도로일방향으로응집되면서분말의치
밀화를 이루는 방법으로
, Cu
분말의 경우상온에서단
1
회의성형만으로도 진밀도에가까운성형체를제조할 수 있다
[5].
또한,
종래의성형법에 비해 비용절감형성형법으로
,
취급이간단하고제조비용이저 렴한특징이있다.
2. 실험방법
본 연구에서는 급속응고법을 이용하여 제조된
90~150
µm
의 평균입도범위를 갖는 구형의Mg-
Zn
1Y
2합금분말을사용하였다.
마그네슘합금분말을 제조하기 위해
Mg-20Y(wt%)
모합금에 순 마그네슘
(Mg)
과 아연(Zn)
을 목표조성에 맞게 칭량하여 유도가열한 후, 3
원계모합금을제조하였다.
제조된 마그네슘합금은 가스아토마이져(Gas atomizer)
의 용 해 챔버에 장입 후 재 용해하였으며,
아르곤과산소 혼합가스를5.0 MPa
의 압력으로 분사하여 구형의Mg-Zn
1Y
2 합금분말을제조하였다.
이때노즐의 직경은
5 mm
였으며,
용해온도는충분한용탕유동도를확보하기위해합금의융점보다
200
oC
높은온도 를 유지하였다.
실험에 사용된마그네슘 합금분말은기계적인 분급법을 통해
90~150
µm
의 범위를 갖는입도로선별되었다
.
압축방법으로는동적성형방법인MPC
법을 적용하였으며,
이는 전기펄스를 자기력에 의한기계적인힘으로전환하고이것을분말충진영역에집중시켜압축하는방법으로알려져있다
[6].
본실험에 사용된
MPC
제원을 살펴보면 펄스력(pulse
force) 850 kN,
인가시간0.3/s
이상,
축적에너지30
kJ,
인젝터 전압은50 kV
이상으로 구동할수 있으며
,
가스분무법으로 제조된마그네슘 합금분말은대 표적인 냉간공구강인SKD-11
계 금형몰드에2.57 g
장입 후
10.0 MPa
의 압력을 가해 약75%
의 냉간조직을관찰하였으며
,
아르키메데스법을이용하여성 형체의 밀도를 측정하였다.
또한 성형체의 경도 및 압축테스트등을통해MPC
공정변수에따른기초적 인 기계적특성변화를관찰해 보았다.
3. 결과 및 고찰
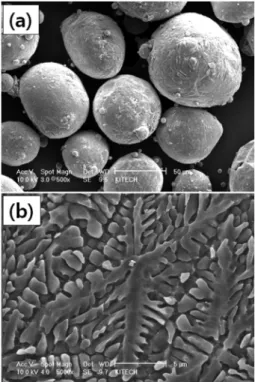
그림
1
은 가스분무법으로제조된Mg-Zn
1Y
2합금 분말의 형상 및 미세조직을 나타낸 것이다.
실험에 사용된 분말은전형적인구형의 형상을띄고있었으 며,
입계를선택적으로부식시킨결과전형적인수지Fig. 1. SEM images of rapidly solidified Mg-Zn
1Y
2alloy
powders; (a) morphology and (b) microstructure.
Fig. 2. Density and hardness of MPCed Mg-Zn
1Y
2alloy
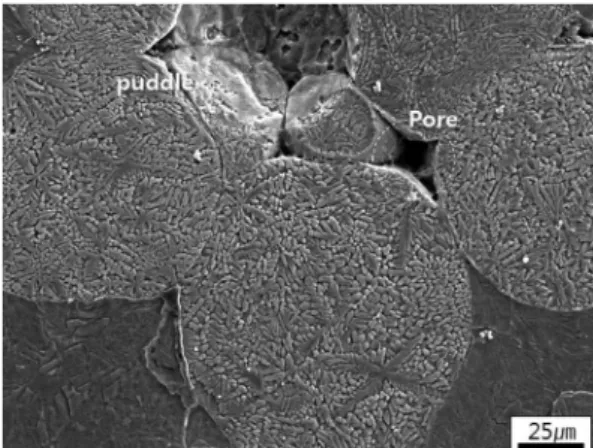
powders as a function of pressure at RT. Fig. 3. Microstructures of the Mg-Zn
1Y
2alloy samples compacted at RT-2 GPa.
Fig. 4. Density and hardness of MPCed Mg-Zn
1Y
2alloy powders as a function of temperatures at 2.0 GPa.
상
(Dendrite)
구조를보이고있으며,
수지상간거리는약
2 ~ 3
µm
로 관찰되고 있다.
그림2
는 상온에서1.2 GPa ~ 2.0 GPa
까지 압력을 변화시켜 압축한Mg
합금의성형체의밀도및경도값의변화를나타낸그 래프로
,
성형 압력이초기1.2 GPa
에서2.0 GPa
까지 증가할수록 입자사이에 형성되어 있던 기공의 수가 감소하여,
밀도와경도가동시에 선형적으로증가하는것을볼수있다
.
분말들을압축함에따라입자들 의 변형과입자간의결합에 의해충진도가높아지게 되는데,
압축시주된변형은 입자들간의접촉점에서발생된다고 보고되고 있다
[7].
즉,
압력이나 온도가 증가함에따라입자재배열로인하여접촉점수는증 가하며,
입자간미끄러짐은입자들을가깝게하고동 시에 기공 크기및 기공률을 감소시키므로 높은 밀 도를갖게한다.
매우빠른시간에압축하는경우순 간적으로가해지는압력이 분말입자의표면에서많 이 응집되며 집중적으로변형시키고,
입자간의 접촉 점을증가시키는 것으로생각된다.
그림3
은 상온에 서2.0 GPa
의압력을인가해제조된Mg-Zn
1Y
2합금의 미세조직을주사전자현미경으로관찰한사진이다.
상 온에서2.0 GPa
의 압력을 가해 제조된Mg-Zn
1Y
2합금은 동일조성을 갖는 주조재의 밀도
(1.89 g/cm
3)
대비
89%(1.67 g/cm
3)
의성형밀도값를 나타내었으며,
대체로 분말사이에 치밀한 계면구조를 보이고 있지 만
,
다수의기공및 경면연마과정 중에입자가분리 된 모습이성형체내부곳곳에서관찰되고 있다.
이 러한기공은 결국성형체내에결함으로작용하게되 고 기계적특성에좋지못한영향을끼치게되므로,
우수한 기계적 특성을 갖는 마그네슘합금을 제조하
기위해서는성형밀도를증가시킬필요가있다
.
분말끼리의결합력을증가시키기위해서는분말표면을감 싸고있는
MgO
층을임계응력이상의외부응력을가해파쇄시키고순수금속끼리의접합을 가능하게해 야 하는데
,
압출공정과 같은 강 소성변형을 적용한성형법의경우이러한
MgO
층이파쇄되어 기지내에고르게분포함으로써
,
성형체의강도를증가시키지만[2, 3], MPC
법으로제조된성형체의 내부는수GPa
의높은외부압력에도불구하고미세한 형태변형만 유발할 뿐 분말과 분말사이의 계면은 취성을 갖는
MgO
층으로 서로 낮은 결합력을 갖고 인접해 있는것으로여겨진다
.
성형밀도를증가 시킬수있는대안으로
,
열에너지에의한 성형특성을알아보기 위해몰드내부에 충진 되어 있는 마그네슘 분말을
423K
의성형조건부터점차온도가증가함에따라성 형체의 밀도는 선형적으로 증가 하지만,
그 차이는 아주 미소하여결과적으로423K
이상에서96%
이상의 진밀도에 가까운 성형체를제조할 수있었다.
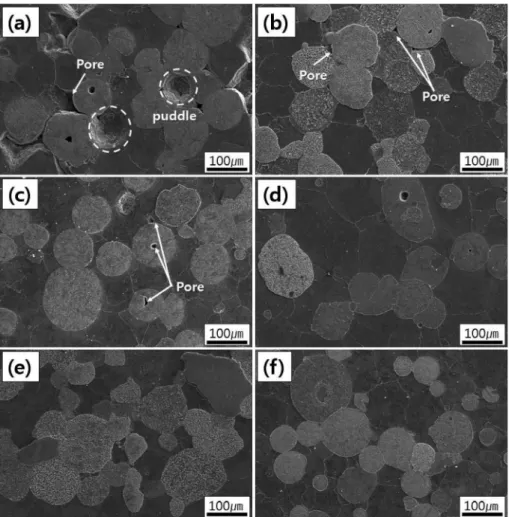
경도 또한 성형온도가증가함에따라 점차증가하여673K
573K
에서압축된성형체는온도 증가에따라423K
및
523K
에서 압축된 성형체 보다 기공의 분포 및크기가더욱작아지는 것을알수있다
.
이는온도가 증가함에따라분말의유동성이증가하고,
입자성장속 도가증가하기때문에 상온에서압축하였을때 그림Fig. 5. Microstructures of the Mg-Zn
1Y
2alloy samples compacted in different temperature at 2.0 GPa; (a) RT, (b) 423K, (c)
523K, (d) 573K, (e) 623K, and (f) 673K.
3
보다기공의분포및크기가 작아진 것으로관찰이 된다.
그림6
은MPC
성형전Mg-Zn
1Y
2 분말 및573K, 623K, 673K
의 온도에서2.0 GPa
의압력으로 성형한마그네슘 합금의미세조직과XRD
패턴을나타낸 것이다
. XRD
결과로부터Mg-Zn
1Y
2합금분말에는 마그네슘 기지내에
Mg
24Y
5 조성을 갖는 금속간 화합물이주상으로분포하고있으며,
미세조직을관찰 한결과성형온도의변화에따라573K~673K
의 고온 에서도 어떠한상변화도일어나지않았으며초기성 형전의분말의미세조직을잘유지하고있음을알수있었다
.
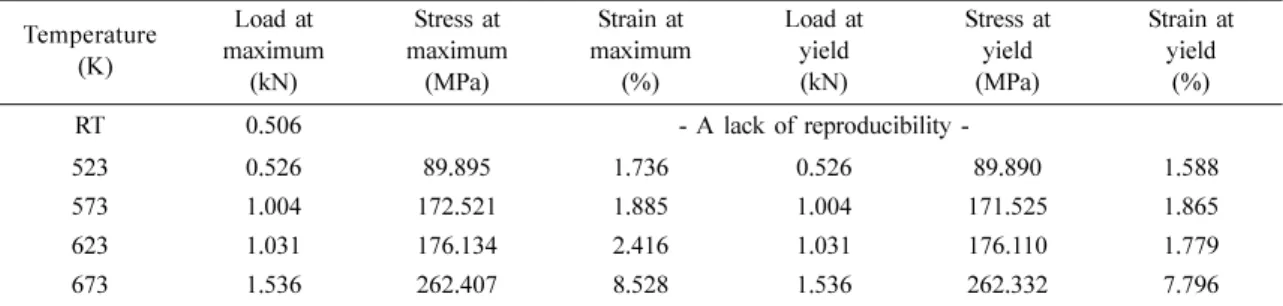
표1
은 상온 및523K~673K
온도에서MPC
성형한벌크재의압축강도결과를나타낸것이며
,
그림7
에각온도별로성형된벌크재의파단면을 나타내었다.
압축강도 측정결과MPC
공정을 통해 제조된 마그네슘 성형체는 성형온도에 따라89.8
MPa
에서 최고262 MPa
의 강도를 나타내는 것으로확인이 되었으나파괴의대부분이입내가 아닌입계 에서이루어진것을관찰할수있었으며
,
성형체내 에 존재하고 있는 많은 결함으로 인하여재현성있는 측정은 불가능하였다
. 523K
의 비교적 저온에서제조된 성형체의 파단면의 경우 분말들끼리의 결합 강도가 낮아압축응력이분말과 분말의표면에 집중 됨으로써 대부분이 입계에서파괴가일어나고
,
이러 한 결과는 일반적인 분말소결에서 나타나는 넥킹(Nacking)
현상이아니라, GPa
단위의임계응력 이상의 높은 압력에 의해 단순히압접되어 있는 상태라
는 것을알 수있었다
. 623K
온도이상에서 성형된벌크재의파면을 관찰한결과온도가 증가하면서드 물게 분말들끼리의 넥킹이 진행되는 것으로 관찰되 고 있으며
,
분말들끼리의 결합력이 상대적으로 강해 지고이로 인해치밀화 되는정도가증가하여,
표면 균열이미세해지고 줄어드는양상을보이고 있으나,
여전히 분말과 분말의계면에서 파괴가 이루어지는 것으로 관찰이 되고 있다
.
가스 분무법으로 제조된마그네슘 분말의 표면은약
50 nm
정도의MgO
층으로덮혀있는것으로보고되고있으며
, MgO
는융점이 매우 높고 강한취성을 갖기때문에 접합점에서 입자간의 용융을방해하는 요인으로 작용하였을 것
Fig. 6. Microstructures and X-ray diffraction patterns of initial powder (a) and MPCed samples at (b) 573K, (c) 623K, and (d) 673K.
Table 1. Mechanical properties of MPCed Mg-Zn
1Y
2alloys as a function of temperatures at 2.0 GPa Temperature
(K)
Load at maximum
(kN)
Stress at maximum (MPa)
Strain at maximum
(%)
Load at yield (kN)
Stress at yield (MPa)
Strain at yield
(%)
RT 0.506 - A lack of reproducibility -
523 0.526 89.895 1.736 0.526 89.890 1.588
573 1.004 172.521 1.885 1.004 171.525 1.865
623 1.031 176.134 2.416 1.031 176.110 1.779
673 1.536 262.407 8.528 1.536 262.332 7.796
으로 예상된다
.
이로 인해 매우 효율적인 공정으로 진밀도에 가까운Mg
성형체를 제조 하였음에도불 구하고성형체의기계적특성은분말 표면을따라균 열이전파되어,
매우불규칙한파면을나타냄과동시 에 기계적 특성도 매우 낮은결과를 나타낸것으로 관찰이된다.
4. 결 론
산업용 가스아토마이져에 의해 제조된
Mg-Zn
1Y
2합금분말은 평균입자크기
90~150
µm
로 분급한 후,
자기펄스성형법에의해성형온도및 인가압력을변 수로하여압축한후다음과같은결론을얻었다
.
상 온에서 최대압력인2.0 GPa
의압력으로압축된 마그 네슘합금은89%
의낮은성형밀도를나타내며,
다수 의 기공을 포함하고있었다.
이러한이유는낮은온 도에서마그네슘의 슬립변형은주로(0001) <110>
계에서발생하기 때문이다
.
성형체의 밀도를증가시키기 위해 온도를 각각
423K, 523K, 573K, 623K,
673K
로 변화하며압축한결과,
밀도와 경도모두점차 증가하여
423K
이상의온도에서부터97%
이상의높은상대밀도및
673K
에서최대83HR
값을나타내는 마그네슘합금 성형체를제조할 수있었다
.
마그네슘합금분말을
MPC
성형법을이용하여압축하게되면기존의정적성형법으로압축하는것보다 훨씬 효율적인 비용과시간으로 진밀도에 가까운 성형체 를제조할수있지만
,
본실험에서는분말표면에존 재하고 있는MgO
층이 분말 상호간의 강한 접합을 방해하고,
이런이유로인해균열이주로분말 표면을 따라 전파하여
180 MPa ~ 190 MPa
의 낮은 강도및
5%
내의 낮은 연신율을 나타내는 결과를 얻을 수 있었다.
분말표면개질 및반복성형등과 같은추 가적인실험을통해표면에존재하고있는MgO
층을 파쇄시켜기지내에고르게분산시킬수있는공정조 건을 확보한다면,
마그네슘합금의 기계적특성은 크 게 증가할것으로예상된다.
감사의 글
본 연구는지식경제부의