CopyrightⒸ2015 KSAE / 134-06 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2015.23.1.041 Transactions of KSAE, Vol. 23, No. 1, pp.41-48 (2015)
UHSS 하이드로포밍 개발을 위한 박육관의 롤 포밍 기술 연구
박 성 필
1)․권 용 재
*2)현대하이스코 신제품개발연구소1)․울산대학교 첨단소재공학과2)
The Study of Roll-forming Technology for UHSS Hydroformed Parts
Sungpill Park
1)․Yongjai Kwon
*2)1)R&D Institute, Hyundai Hysco, 706 Yeompo-ro, Buk-gu, Ulsan 683-711, Korea
2)School of Materials Science & Engineering, University of Ulsan, Ulsan 680-749, Korea (Received 2 June 2014 / Revised 28 July 2014 / Accepted 14 August 2014)
Abstract : In the automotive industry, it is required to reduce weight of the car and improve fuel efficiency. Competitive pricing is also a very important issue. That’s why application of welded steel tube is increasing in order to produce a vehicle with a competitive price. Also, hydroforming technology is asking more and more for thinner tubing to realize to a lighter vehicle design. Steel tube is produced through a multi-stage process called roll forming. In that case, bucking and work hardening should be considered key forming technology is to prevent buckling and minimize work hardening during steel tubing for hydroforming To prevent buckling, it is required to optimize forming process in order to minimize stretching in edge sections and hold tightly cross-section during welding. And to minimize work hardening, it is needed to know the proper process to avoid reforming.
Key words : Roll forming(롤성형), Work hardening(가공경화), Hydroforming(액압성형), UHSS(초고강도스틸)
1. 서 론
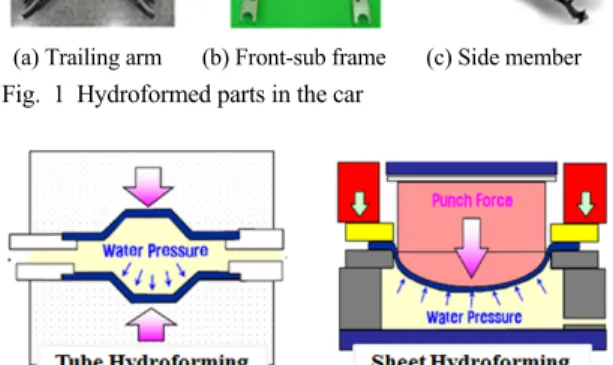
1)하이드로포밍은 차량 경량화를 목적으로 실행된 ULSAB(Ultra Light Steel Auto Body)프로젝트에서 소개된 소성가공 기술로, 수압성형을 이용하여 일 체형 부품을 제작을 하는 대표적인 차량 경량화 기 술로 Fig. 1과 같이 다양한 자동차 부품에 적용되고 있다.
하이드로포밍 기술은 Fig. 2와 같이 강관 하이드 로포밍(Tube Hydroforming)과 판재 하이드로포밍 (Sheet Hydroforming)으로 나누어 진다. 특히 기존 부품의 성능 향상 및 품질 향상을 위하여 강관을 이 용한 하이드로포밍 부품의 개발이 많이 이루어지고 있으며, 하이드로포밍의 원가 경쟁력을 높이기 위 해 용접강관이 주로 적용되고 있다.
1)*Corresponding author, E-mail: [email protected]
(a) Trailing arm (b) Front-sub frame (c) Side member Fig. 1 Hydroformed parts in the car
Fig. 2 Schematic drawing of hydroforming technology
최근에는 추가 경량화를 위하여 780MPa 이상의
UHSS(Ultra High Strength Steel)강관 적용을 위한 연
박성필․권용재
Fig. 3 UHSS Tube Application in car
구/개발이 이루어 지고 있으며, 일부 해외 자동차 Maker에서는 두께가 2.0t 미만의 UHSS 박육관을 LASER 용접하여 루프레일 및 센터필라에 Fig. 3과 같이 하이드로포밍 부품에 양산 적용하고 있다.
하지만 LASER 용접강관의 경우, 용접 품질이 우 수한 반면에 다단의 프레스 성형(Break Forming)을 통해 제조하여 생산성이 다소 떨어진다는 단점이 있다. 향후 하이드로포밍 부품의 원가 경쟁력 확보 를 위하여 생산성이 우수한 롤 포밍을 통한 UHSS 용접강관 개발이 필요한 시점이다.
2. 연구 목적
경량화를 위하여 하이드로포밍에 적용되는 강관 은 외경대비 두께가 얇은 박육관이 적용되고 있으 며, 박육의 정도는 차량 경량화와 맞물려 더욱 많이 요구되어 지고 있다. 여기서 핵심이 되는 롤 포밍 기 술은 에지부 버클링 을 막고 롤 포밍 중에 발생하는 가공경화를 최소화하는 기술 연구로 UHSS 박육관 제조 기술이다. 버클링 현상은 강관 성형중에 강판 의 에지부가 늘어나서 용접 할 때 Fig. 4와 같이 에지 부가 파도모양의 주름이 나타나는 현상으로, 박육정 도가 크고 소재의 강도가 클수록 심하게 나타난다.
2)그리고 박육관에 맞는 롤 포밍 공정 최적화가 되 지 않으면, 원형의 형상을 만들기 위해 강제적으로 소재를 눌러져야 해서 가공경화가 크게 발생하게 된다. 이러한 현상을 해결하기 위하여 FEA Simula- tion을 통해 강관 롤 포밍 공정을 정량화하여 UHSS 하이드로포밍용 박육관 제조 기술을 최적화하려는 데 목적을 두고 있다.
Fig. 4 Buckling during Tubing
3. 강관 롤 포밍 기술 3.1 롤 포밍 공정
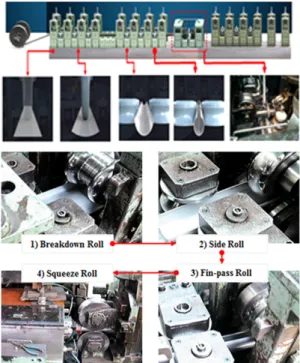
강관 제조 공정은 원소재인 스켈프(skelp)를 원형 으로 만드는 롤 포밍 공정(성형), 원형으로 성형된 소재를 접합하는 용접 공정, 그리고 용접된 원관을 원하는 공차내로 만드는 정형 공정으로 크게 3공정 으로 구분되며, 롤 포밍 공정과 세부 구성은 Fig. 5와 같다.
Fig. 5 Roll forming process
여기서 블랙다운 롤(Breakdown Roll)은 구동되는
수평 롤로 스켈프 에지부의 성형을 포함 반원까지
의 초기 성형을 하며, 사이드 롤(Side Roll)은 비구동
의 수직롤로 수평롤 사이 또는 클러스터(Cluster)로
써 배치되며 성형을 하기보다는 형상과 위치 잡는
역할을 한다.그리고 핀 패스 롤(Fin-pass Roll)은 성
형 마지막의 수평 롤로 상부 롤에 부착된 핀 플레이
트(Fin plate)에 의하여 에지 면의 각도 컨트롤, 마무
리 성형, 센터링(Centering)을 역할을 하며, 스퀴즈
롤(Squeeze roll)은 용접공정의 롤로 업셋(Upset)량
및 스켈프 에지의 마주침 현상을 컨트롤하여 용접
이 용이하게 해준다.
3)UHSS 하이드로포밍 개발을 위한 박육관의 롤 포밍 기술 연구
3.2 벤딩 방식에 따른 롤 포밍 형상
박육관의 롤 포밍 형상은 Fig. 6과 같이 스켈프의 구부림 방식에 따라 서큘라 밴딩(Circular bending), 에지 밴딩(Edge bending)이 주로 적용된다.
(a) Circular bending (b) Edge bending Fig. 6 Shape of roll forming
1) 서큘라 밴딩 (Circular bending) : 서큘라 밴딩은 스 켈프 전 길이를 전체적으로 제어하는 방법이다.
서큘라 밴딩의 경우는 강판을 n개의 성형 롤로 서 서히 굽힘 반경을 작게 할 경우 i번째의 성형 롤에 서 굽혀진 반경을 R
i라 하면, 에지의 궤적길이(L) 는 아래와 같다.
Ri i Rn
L R
sin
cos
R
2) 에지 밴딩 (Edge bending) : 에지 밴딩은 그림에서 와 같이 에지부터 밴딩을 시작하여 최종으로 강 관을 만드는 방법으로 강관의 외반경을 R, 에지 궤적의 길이를 L이라 할 때 에지 밴딩에서 에지 의 궤적은 사이클로이드(cycloid)곡선이 되며, 에 지의 궤적길이(L)는 아래의 식과 같다.
L R
cos
3.3 롤 포밍 공정에서 패스 라인 영향 UHSS 박육관을 롤 포밍으로 성형시에 에지부가 중앙부에 비해서 다소 늘어나는 현상, 즉 에지 스트 레치(Edge Stretch) 가 발생하게 된다. 이렇게 늘어난 에지부는 용접시에 주름(wave)을 발생시켜, 용접부 를 불안정하게 한다. 이를 방지하기 위해서 Fig. 7과 같이 패스 라인(Pass Line) 조정이 필요하다. 롤 포밍 진행에 따라 적정한 패스 라인으로 조정하면, 롤 스 탠드의 높이 및 간격이 변경되어 에지부 스트레치
Fig. 7 Arrangement of pass line
를 방지할 수 있다.
4)4. 평가 방법 4.1 시험 재료
하이드로포밍은 강관 굽힘, 예비 성형, 수압 성형 등의 다단의 공정으로 제조되며, 단계별로 소성가 공이 되어 최종 하이드로포밍 부품은 Fig. 8과 같이 많은 가공경화를 받게 된다. 하이드로포밍용 UHSS 용접강관을 개발하기 위해서는 연속적인 소성가공 에 용이한 저 항복비의 성형성이 우수한 소재 적용 이 필요하며, 이를 해결하기 위하여 HSLA(High Strength Low Alloy)강의 적용이 필요하며 후가공성 을 고려하여 Table 1과 같이 저 항복비의 DP소재를 선택하여 평가를 진행하였다.
Fig. 8 General hydroforming manufacture process
Sungpill Park․Yongjai Kwon
Table 1 Mechanical property of DP steel
YP (MPa) TS (MPa) T-E l (%) n-value
DP780 545 810 21.0 0.12
4.2 롤 포밍 공정 해석 및 라인 평가 본 연구는 용접에 의한 열변형은 고려하지 않았 으며, 롤 포밍 해석 장비인 SHAPE-RF이용하여 실 제로 성형이 일어나는 블랙다운 롤에서 스퀴즈 롤 까지의 공정을 대상으로 해석을 실시하였다. 또한 기존의 박육관의 롤 성형 형상(circular bending)과 UHSS 박육관 대상으로 새로게 설계된 롤 성형 형상 (Circular bending + Edge bending)을 비교 평가하였 다. 그리고 정확한 해석을 위해, Fig. 9와 같이 가장 먼저 성형되는 블랙다운 롤 1번을 1번 패스로 하고 최종 성형이 완료되는 스퀴즈 롤을 16번 패스로 하 여 공정을 모델링 하였다.
5,6)그리고 롤 포밍은 연속적인 성형이 이루어지기 때문에 롤 성형 형상의 변화와 패스의 변화에 따른 변형 특성을 관찰하여야 하는데, 이를 위해서는 체크 포인트를 통일시킬 필요성이 있다. 그래서 Fig. 10과
Fig. 9 Modeling of tube roll forming
Fig. 10 Description of check point
같이 강관의 안쪽을 Inside, 바깥쪽을 Outside라 하고, 강관은 중심으로 보면 양쪽 대칭 형상이기 때문에 강관의 절반만 해석하였다.
7)그리고 해석의 정합성을 확인하기 위하여 기존의 롤 포밍 공정과 해석을 통해 최적화된 롤 포밍 공정 에서 실제 생산된 UHSS 용접강관의 품질을 비교/평 가 실시하였다.
4.3 기계적 특성 평가
인장시험의 시험편은 가공경화 특성을 확인하기 위하여 스켈프 및 용접강관에서 각각 시편을 채취 하여 실험을 하였다. 특히 용접강관의 경우에는 용 접부 및 모재부의 인장특성을 판단하기 위하여 Fig. 11 과 같이 용접부 기준으로 90도 간격으로 시편을 채 취하여, 용접강관의 모재부(평균값)의 인장물성을 평가하였다. 시험편 제작은 스켈프의 경우 KS B 0801 6호 시험편을 선택하였으며, 용접강관 경우에 는 KS B 0801 12호 시험편 기준으로 제작하였다. 그 리고 인장 시험 장비는 만능인장시험기(UNIVER- SAL TESTING MACHINE, ZWICK Z100)를 활용하 였으며, 시험조건은 크로스 헤드스피드는 10mm/min 기준으로 동일하게 실시하였다.
Fig. 11 Configuration of test specimen
4.4 UHSS 강관의 성형성 평가
UHSS 용접강관의 하이드로포밍 성형성을 판단
하기 위해서는 우선 수압을 통한 자유확관 시험
(Bulge test)을 통해 대략적인 성형성 시험을 실시한
다. 자유확관 시험은 원통으로 제작된 금형에 실제
용접강관을 안착시키고 수압을 가하여 용접강관의
성형성을 판단하는 시험으로 Fig. 12와 같이 실시하
였다. 이렇게 평가된 자유확관 시험의 결과로 하이
The Study of Roll-forming Technology for UHSS Hydroformed Parts
Fig. 12 Bulge test die for UHSS tube
Fig. 13 Proto type for hydroformed roof rail
드로포밍 부품의 설계 및 제작 시에 최대확관 정도 및 파단 위치를 확인할 수가 있다.
그리고 기계적 물성 시험을 통해 얻어진 값을 기 초로 LS-DYNA를 통해 UHSS 용접강관의 적용이 필요한 자동차의 루프레일 부품을 대상으로 FEA Simulation을 실시하였고, Fig. 13과 같이 실제 하이 드로포밍 금형을 통해 실제 부품 적용성까지 평가 하였다.
5. UHSS 강관의 롤 포밍 기술 연구 5.1 강관 롤 포밍 FEA 시뮬레이션
UHSS 강관의 해석을 위하여 외경은 60.5mm, 두 께가 1.2mm 용접강관을 대상으로 해석을 실시하였 다. 롤 포밍 형상은 강관의 사이즈를 고려하여 서큘 라 벤딩 방식, 서큘라 벤딩+에지 벤딩을 혼합하였고, 에지부 스트레치를 고려하여 패스라인은 Bottom line을 적용하여 해석을 실시하였다. Fig. 14는 롤 포 밍 형상을 보여주는 롤 플라워(Roll Flower)로 성형 에 따른 벤딩의 형상과 에지의 이동경로를 보여주 는 것이며, 최적 롤 성형 조건을 비교 평가하기 위하 여 강관 각 위치에 따른 변형률 및 항복강도의 변화 를 해석하였다.
5.1.1 변형률 변화 비교
서큘라 벤딩에서는 Fig. 15와 같이 변형률 분포가 각 패스를 지나감에 따라 중간 부분(node 19) 까지는 크게 변화가 없다가 에지 부분(node 21)에서 변형률 이 크게 증가하는 것을 알 수 있다. 이러한 원인은 앞서 기술한 바와 같이 에지 부분에서 급격히 벤딩 을 하기 때문에 에지 부분에 변형량이 집중되기 때
(a) Circular bending with bottom line
(b) Circular + Edge bending with bottom line Fig. 14 Roll flower of UHSS tube
(a) Inside node
(b) Outside node
Fig. 15 Total effective strain distribution of circular bending
문에 나타나는 현상이다.
서큘라 벤딩 + 에지 벤딩에서는 Fig. 16과 같이 중 간 부분(node 11)부터 고르게 분포하는 것을 알수 있 다. 그리고 최대 변형량 역시 서큘라 벤딩 대비하여 작게 나타났다.
5.1.2 항복강도 변화 비교
Fig. 17과 같이 서큘라 벤딩에서의 항복강도의 증
가 정도는 초기 성형에서는 큰 증가를 보이지 않다
가 중간 부분(node8)에서부터 기울기가 크게 증가
하는 것을 볼 수 있다.
박성필․권용재
(a) Inside node
(b) Outside node
Fig. 16 Total effective strain distribution of circular + edge bending
(a) Inside node
(b) Outside node
Fig. 17 Yield stress distribution of circular bending
그리고 Fig. 18과 같이 서큘라 벤딩 + 에지 벤딩에 서는 서큘라 벤딩과 경향은 비슷하게 나타나지만, 상승 기울기(가공경화)가 상대적으로 완만하며, 최 대값이 낮게 나타났다.
(a) Inside node
(b) Outside node
Fig. 18 Yield stress distribution of circular + edge bending
5.2 강관 롤 포밍 테스트
서큘라 벤딩과 서큘라 벤딩 + 에지 벤딩의 해석 결과를 기반으로, 실제 외경은 60.5mm 두께가 1.2mm 용접강관을 대상으로 실제 제조 라인에서 평가를 실시하였다. 롤 포밍 공정은 연속적으로 이루어지 기 때문에 각 공정별 영향정도는 확인하기 어려웠 고, 최종 용접강관의 기준으로 두께, 변형률 및 항복 강도의 변화를 측정하였다.
5.2.1 변형률 및 항복강도 변화 비교
서큘라 벤딩에서는 Fig. 19와 같이 해석 결과와 유사하게 에지부에서 크게 연신이 되어, 용접부 단 면이 맞지 않는 버클링 현상이 발생하였다.
제조 중에 생기는 버클링은 강관 제품 및 성형 롤
Fig. 19 Buckling in UHSS tube
UHSS 하이드로포밍 개발을 위한 박육관의 롤 포밍 기술 연구
Fig. 20 Roll mark & field expansion test result
Table 2 Mechanical test result YP (MPa)
TS (MPa)
T-El (%)
n- value
Skelp DP780 545 810 21.0 0.12
Tube
Circular
bending 652 825 18.0 0.09
Circular +
Edge bending 570 820 201. 0.11
등의 설비에도 무리를 주기 때문에 이를 막기 위하 여, 정상적인 제조 조건에서 각 성형롤의 조건을 임 의로 조정하여 강제적으로 성형을 완료하였다. 이 런 원인으로 인하여 Fig. 20과 같이 강관 표면에는 스크래치(롤마크)가 다량 발생하였고, 양호한 용접 품질을 얻을수가 없었다.
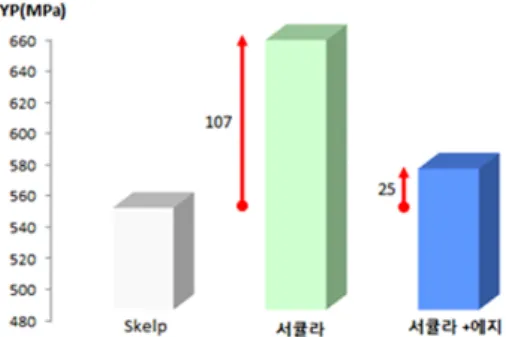
하지만 서큘라 벤딩 + 에지 벤딩의 경우에서는 버 클링이 발생하지 않았고, 양호한 롤 포밍 품질을 확 보를 할 수가 있었다. 그리고 실제 용접강관의 하이 드로포밍 성형성을 판단하기 위하여 각 조건별로 제조된 UHSS 강관의 용접부를 제외하고, 기계적 물 성을 평가하였고, 결과는 Table 2와 같다.
항복강도 변화는 해석 결과와 유사한 경향으로 나타났으며, 특히 벤딩 타입에 따른 항복강도의 차 이는 80MPa이상 발생하였다. 이러한 원인은 에지 부 연신으로 인하여, 최종 성형단계에서 과도하게 원형을 만들어 주기위한 높은 성형률과 강관의 롤 마크로 인해 발생한 것으로 사료된다.
6. 하이드로포밍 성형 특성 평가 6.1 자유확관 시험
서큘라 벤딩으로 제작된 UHSS 용접강관은 확관 과 동시에 용접부 부근에서 바로 터짐이 발생하였 고, 확관율은 4 ~ 5% 수준 밖에 되지 않았다. 그러나 서큘라 벤딩 + 에지 벤딩으로 제작된 용접강관의 경 우에는 Fig. 21과 같이 확관율은 15% 수준으로 우수 하게 나타났다. 이러한 결과의 원인은 롤 포밍 시에
Fig. 21 Bulge test result
발생한 버클링과 기계적 물성의 차이로 발생한 것 으로 사료된다.
6.2 하이드로포밍 성형성 평가
서큘라 벤딩 및 서큘라 벤딩 + 에지 벤딩으로 제 작된 용접강관의 물성을 기준으로 Fig. 22와 같이 FEA Simulation을 실시하였으며, 최고 확관율 10%
수준의 하이드로포밍 실 부품 성형을 통해 UHSS 용 접강관의 적용 가능성을 검토하였다. Fig. 23과 같이 서큘라 벤딩으로 제작된 용접강관의 경우에는 하이 드로포밍 성형 초기에 용접부에서 터짐이 발생하였 으나 서큘라 벤딩 + 에지 벤딩으로 제작된 용접강관 의 경우에는 결과가 양호하게 나타났다.
Fig. 22 FEA simulation result
Fig. 23 Hydroforming test result
7. 결 론
하이드로포밍 부품의 안정적인 형상 구현을 위해
서는 UHSS 용접강관의 성형성 확보가 필수 조건이
며, 롤 포밍 방식에 따라 하이드로포밍 가공성에 많
은 차이를 보인다. 그래서 UHSS 용접강관 제조를
Sungpill Park․Yongjai Kwon
Fig. 24 Comparision of yield strength's increasement